

Игорь1994
-
Постов
30 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Игорь1994
-
-
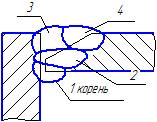
провар будет . но визуально он будет смотреться так как будто одна кромка проварена . на алюминие это допустимо. равномерного сплавления кромок очень тяжело добиться при сварке алюминия . с обратной стороны идет активное образование оксидной пленки . попробуйте подать аргон с обратной стороны шва . хотя я сам так никогда на пробовал.
не по стыку провар 3+3 соединение,несплавление -- т.е деФЕКТ





-
подварочный шов .
в гост 14806,есть же корень на картинке... правда на практик все по-другому,но все же
-
подварочный шов .
а если не допустим он, или нет доступа?
-
лучше вот так выставлять. провар равномерный будет. а как у вас визуально будет выглядеть так как будто одна кромка проварена которая с фаской. Либо делать подварочный шов изнутри .
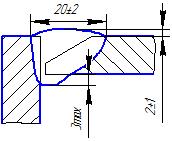
а если заложены такие разделки,как их проваривать?
-
Можно ли проварить с корнем такое соединение АМг6? 10 мм tig сварка вольфрам лантан 2%
Какие режимы посоветуете при каждом проходе?
-
" дюралиевого" не бывает, бывают силуминовые - сплав алюминий-
дюралюминий бывает
-
 1
1
-
-
Ниче там нет. Бывают переходники только на 27 сопло. На больших токах все равно свариться!
в комплекте нет, мы сами придумали чтобы не жечь
-
Вся проблема в том что охлаждение идет только вилки и дальше рассеивается на головку. Резина отвалится с нее быстро! А так теоретически если не считать оплавление резины критическим то вполне возможно она выдержит и больше!
там вкладка есть перед резиной, жаростойкий материал не помню названия
-
250 должна тянут
АС 250 да указано тянет, но у нас токи выше бывают, хочу подобрать горелку примерно в такую же цену350-400А с водяным охл. В комплекте шли 3 горелки китайWP-12 вроде но они тяжелые?
-
@Игорь1994, зачем ей такой ликтрод? Она для таких токов не рассчитана.
Для каких рассчитана? Если имеется водяное охлаждение?
-
Что посоветуете? знатоки сварки











-
Работает ли горелка Агни-07М с цангами на диаметр 5 мм и электродами Wl(15,20) 5 мм?
-
@Игорь1994,так вы бы хоть как нибудь уже попробовали.Не пойму чего вы добиваетесь,уже все разжевали,только делать осталось,но до дела так и не доходит.Тут тоже кто то пытался трубу железную со стенкой 5 мм. без разделки и с зазором 1 мм. проварить,но не получилось,хотя в госте такое соединение есть,но там так же указаны и с разделкой кромок,но человеку приспичило именно такое соединение варить,ну хочешь-мучайся,твои проблемы.Тут я вижу тоже самое,дурная голова рукам покоя не дает.Если конструктор заложил и не хочет менять,хотя есть варианты,то пускай вместе с технологом или гл.сварщиком (кто у вас там) покажут как нужно варить этот стык.
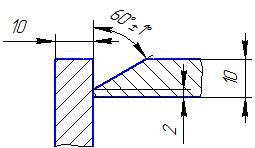
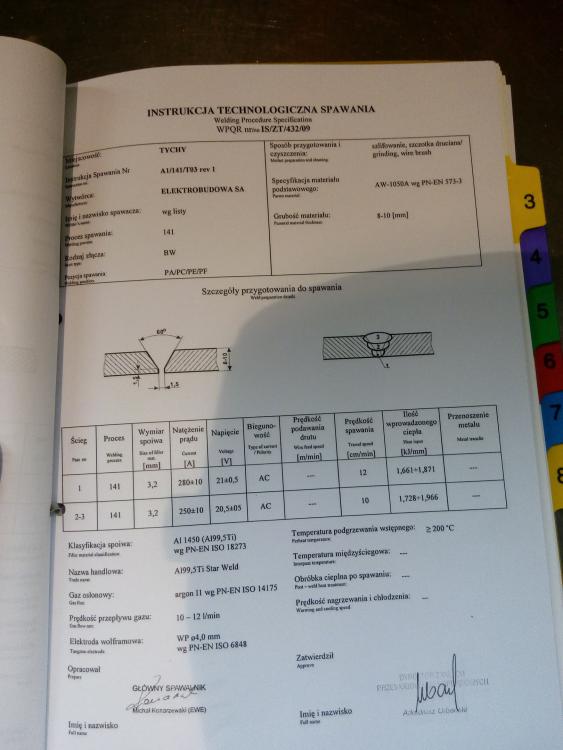
АМг 5 мм V-обр разделка притупление 1,5 мм зазор 1,5 , корень 1 проход вольфрам 3 присадка 2, ----150А
2 проход - вольфрам 3 присадка 3,2 -------------240 А



-
Там поддув как мёртвому припарка. Не успел сегодня начать обваривать, да и скорее всего сфотать не получится, тк. обварка после полной сборки на прихватки, но что нибудь придумаю.
сборка:
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_44371.JPG
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_44381.JPG
собрали кромка к кромки с зазором хорошим? толщина примерно 5-6? что за сплав?
-
1
-
 1
1
-
-
@Игорь1994,вы же вроде в ВК выкладывали,где то видел уже,там вам вроде все разъяснили,чего вы по второму кругу то гоняете?
да впринци есть задумки уже,просто интересно мнения всех, вы как думаете
-
не помогут, там сборка неправильная, миротвориц уже сказал. Тем более с поддувом городить не хотят.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifэкиз.jpg
надо читателей уважать и стараться писать без ошибок а не на албанском языке.кромка+кромка мы не можем менять ,конструктор заложил у6 гост14806 . сварщики варят
-
Перегрев одной стороны для меня означает что дуга не вто место лупила и боле не чего.
У вас вроде изделие не "заковырестое " и почему не использовать подкладки да и поддув легко придумать типа как здесь , аргону много не понадобиться.
http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/?p=223695
Ну и наконец чистый вольфрам тем паче современный не совсем то и попробуйте "белый" WZ8 он намного лучше.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ.pdf,
сам думаю с настройками аппарата поиграть скважность. может быть подогрев,читал до 200 хорошо влияет на проплав..Возможно,подготовку надо делать нормально,травление заготовок и проволоки плюс шабрить и все быстро. был во 2 классе ,думаю,такое не спрашивал б
-
1
-
-
Как это не пройдет, почитайте чуток.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1140428.JPG http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1140429.JPG
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1140430.JPG
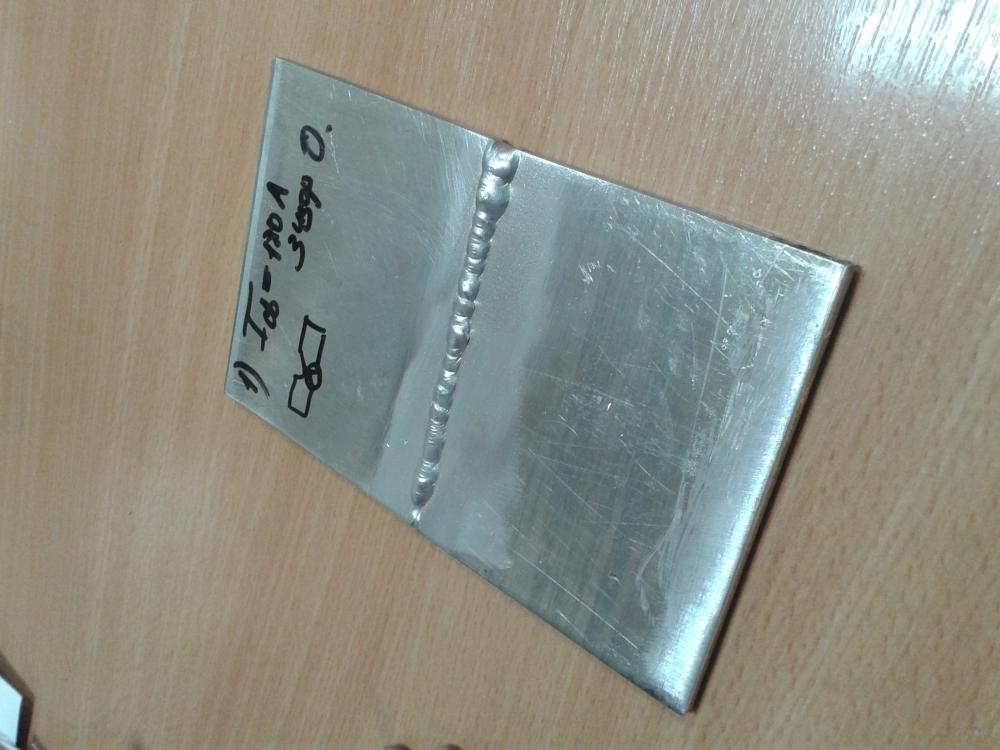
Теперь , рассмотрим вашу фото http://websvarka.ru/talk/public/style_images/master/attachicon.gifpost-20351-0-18024500-1481004209_thumb.jpg
И что на ней видно, а видно на ней то что дуга гуляла с листа на лист и валики на них видно но не на стыке.
Предположу что очень длинная дуга и плавит то там то там но не как не стык. Попробуйте , сборку чуток по другому собирать и дугу короче и если есть на аппарате частота тока то где то 150-200гц поставьте. Если мощи аппарата не достаточно , да если и достаточно , смесь Ar x He 50x50% существенно облегчит получение валика.
Ну и видео и видно формирование обратного валика , правда ПА но если бы слишком длинная дуга была то валика не видать или как у вас с листа на лист прыгал бы.
подклажки медные,стальные- все хорошо ,но в наших корпусах не технологично.на этом фото перегревает 1 сторону по-этому не по стыку сопли эти.Поддув тоже не можем обеспечить.СВариваем чистым вольфрам. электродом с присадкой инвентор аотай тиг500

-
ещё с медными подкладками можно поэкспериментировать, они точно задачу упростят. но не знаю на сколько оно там в технологию впишется.
не все это не пойдет
-
Это следствие не правильной сборки изделия, потому и такой результат. http://websvarka.ru/talk/topic/408-nauchite-polzovatsia-poluavtomatom/page-22?p=83446&do=findComment&comment=83446
Сегодня бак буду сваривать, там угловые швы, если не забуду, то сфотаю.
ждемс
-
Помойму норм швы, сколтко раз варил ал обратный валик ни когда не получался.
не норм. непровар это дефект снижение прочночти конмтрукции а вследствии разрыв трещины
-
Тебе помоему уже объяснили,что никогда ты не получишь провар с обратным валиком на алюминии.Вари с двух сторон.
это ваш миф, можно получитьhttps://www.youtube.com/watch?v=Mg91XxNFYts
-
Как образовать корень шва в алюминиевом сплаве АМг6??7 помогите. пролучается везде непровар ,несплавление.Мехообработка имеетеся и + травление












-
как проварить корень шва в амг6 ? травление есть мехобработка тоже? не можем пробить оксидку и образовать корень шва































Сварка алюминия, часть 2
в Аргонодуговая сварка — TIG
Опубликовано
к сожалению. нет полуавтомата.только тиг,но там тоже импульсный режим имеется,но это скорее для наплавки и маленьких толщин функция