

Pavel Smerdov
-
Постов
12 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Pavel Smerdov
-
-
@Pavel Smerdov,да вы что,а что мешает ст.3 варить основным покрытием?По поводу заводов,где запрещали:ЗМУ г.Пермь.
Абсолютно ничего не мешает, и мешать не может. Хочу услышать ответы касающиеся аттестации.
-
@Pavel Smerdov,ОХНВП и рутил?Что варить то рутилом собираетесь?На хим.заводах даже лестницы основными варят,не дай бог рутил увидят-минус премия.
Сварка нержавейки и нержи со сталью понятно что основными, а вот аппараты из ст3 толщиной стенки допустим 30мм, напрашивается рутил Э46. Завод ремонтно-механический и аппараты такие бывает приходят. Не припоминаю чтобы где-то запрещалось варить химпром электродами с рутиловым покрытием.
-
Добрый день товарищи! Провожу аттестацию технологии по ГТУ ОХНВП 1, 2 способом РД. Для сварки сталей группы М01 составил тех. карты причем, тех. карты отдельно для сварки рутиловыми электродами и отдельно для сварки электродами с основным покрытием (согласно параметрам и критериям однотипности производственных сварных соединений требуется разделять сварные соединения по виду покрытия электрода, РД 03-615-03). Но если руководствоваться областью распространения результатов аттестации при выполнении КСС использование электродов с основным покрытием распространяется на электроды А, РА, Р, РБ. В АЦ центре сказали что выполнять КСС согласно тех.карт т.е. рутиловыми и основными электродами, а это двойное количество образцов следовательно и стоимость выше. Хотел бы увидеть ваше мнение, можно ли применить электроды с основным покрытием и получить аттестацию на А, РА, Р, РБ. Складывается ощущение что АЦ просто хочет взять побольше денег за аттестацию.
-
@Pavel Smerdov, давайте от корешков начнем, а потом до вершков дойдем.
Вам какой слой наплавленный нужен после обработки?
Может рассмотреть наплавку порошком?
Мысль следующая - чем толще слой тем больше температурная разница межслойная. Соответственно трещать будет сильнее если слой сразу большой кладете.
Еще один момент - остывание детали. После сварки (наплавки) вы как остужаете деталь?
Подогрев 200о затем наплавка корневого слоя 2.5 мм, остывание в теплоизоляции с последующей термообработкой 300о 3ч. Проточка. Подогрев 200о затем наплавка рабочего слоя 2.5 мм, остывание в теплоизоляции.
-
Какую термообработку проходил вал и ролик?
Неизвестно, стоит задача восстановить изношенную поверхность
-
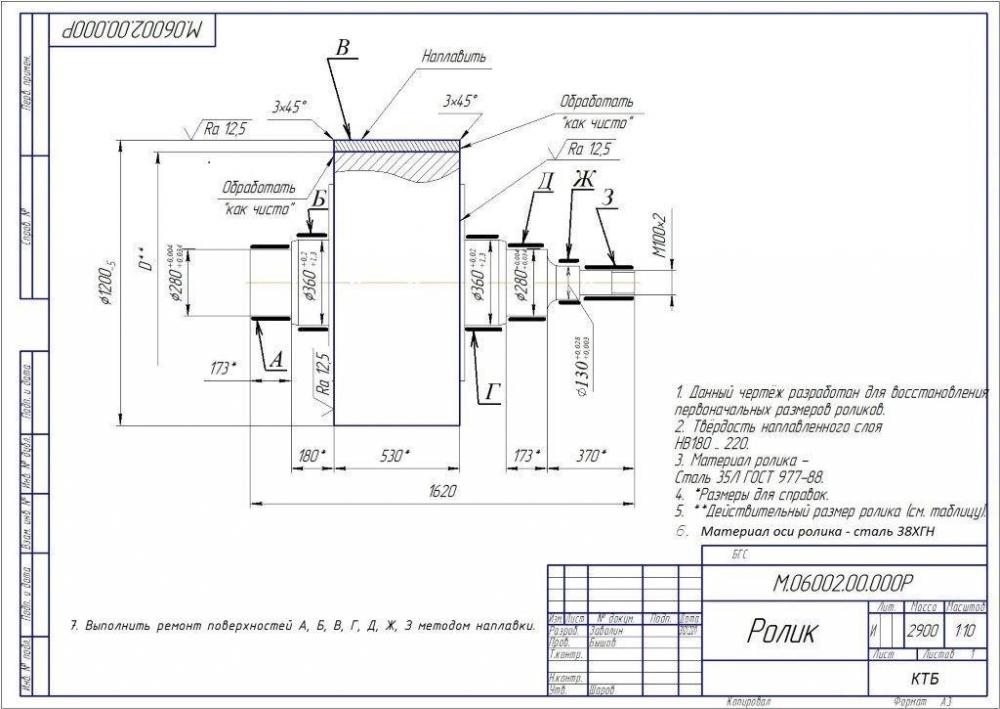
Что за вал?
Ролик БГС. Интересует наплавка оси ролика (вал). Кстати пробовали наплавку на сталь 35Л (непосредственно сам ролик) проволокой св-08А под флюсом ЭЛЗ-ФКН-20Х3СГ(М) с подогревом и без, наплавленный слой трещит. Может есть тоже какие-нибудь советы.
-
Св-08Г2С не пойдет? Твердость у нее 200-220НВ.
-
Товарищи, подскажите какой проволокой можно наплавить шейки вала из стали 38ХГН, необходима твердость 180-220 НВ. Естественно сварка с подогревом на вращателе, и последующая термообработка.
-
Если сварочный материал для сварки титана имеет больше железа получается что шов будет прочнее, но менее пластичнее, и корродировать сильнее будет сварной шов чем основной металл. Не так ли?
-
@Pavel Smerdov, это вопрос к заказчику, с ним надо согласовывать. Какие требования к изделию, в каких условиях работать будет? Для чего такой титан используется? Требования специальные или просто потому, что такой в наличии был? Если это не толстый лист, лучше из него лапшу нарубить.
Изделие - аппарат, рабочее давление до 1,6 МПа, гр. аппарата 1, среда коррозионная токсичная. До этого делали из ВТ1-0, но сейчас заказчик нашел импортный аналог металла с содержание железа 0,05%, видимо дешевле, и просит изготовить из него. В наличие проволока ВТ1-00св которой навалом.
-
Товарищи подскажите, могу я использовать сварочную проволоку ВТ1-00св (содержание железа 0,15%) для сварки титана с содержанием железа до 0,05% (какой то импортный титан по стандарту ANSI)?
Сварка никеля НП2 со сталью 20
в Аргонодуговая сварка — TIG
Опубликовано
Товарищи, подскажите проволоку для сварки никеля НП2 со сталью 20.