Sergey345
-
Постов
51 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Sergey345
-
Для проверки газовой защиты титановая пластина какой толщины подойдёт? На али есть куски 100*100 и 1,2,3 толщиной. Проверяют просто секундным оплавлением металла по цвету вокруг или присадку какую используют? Так понимаю если использованную пластину зачистить болгаркой можно снова проверять как на новой? Вопросы тупые, понимаю, но в гугле по этому поводу вообще ничего На сколько вообще есть смысл заморачиваться с пластиной? Может куска китайской нержавейки-кастрюли достаточно для новичка?
-
Извините за тупость, задаю глупые вопросы, потому, что пересмотрел кучу видео, перечитал кучу информации по типу ФАК, но тем не менее не получается как у всех... Только что из гаража, попробовал цмыкать (слово смешное), принцип понятен, всёравно сколько секунд ставить, но на маленьком токе варить гораздо приятнее и понятнее что ли.... Всё равно умудрился на тройке ванну провалить, хотя быстро двигался. После часа тренировок взял обычную стальную трубу 20*20*2, включил постоянный ток 90А, отрезал под углом 45градусов и сварил аргоном. Прямо удовольствие какое то испытал от процесса - всё прекрасно сваривается, шов ровный, ванна не кипит, присадку и обычную омеднённую использовал и по нержавейке... Буду менять присадку и возьму шину алюминиевую, четвёрку, с известной маркой алюминия. Для АД31Т какую ESAB присадку взять?
-
Сколько поставить спад? В секундах. Есть где то видео, в котором можно посмотреть как другие цмыкают? Баллон, я так понимаю, можно опустошать до нуля?
-
Сегодня снова варил алюминий, пытался поднять ток до 80А - сварочная ванна образуется сразу, но через секунду проваливается и ещё секунда и дыра... Выяснил что труба, которую свариваю имеет толщину 1,5мм... На токах 20-30 уже получается красиво сваривать две трубы боками, сварочная ванна, при зачистке болгаркой, получается за секунду, а в стык по прежнему много грязи и без слёз смотреть не могу на работу... Взял тавр толщиной 3мм, сваривал встык, особой разницы между трубой 1,5 не почувствовал, ток получилось добавить до 50, дальше снова провалы и дыры. Уже начинаю подозревать, что ток на переменке отображается в попугаях Появилась одна важная проблема - куски алюминия, которые свариваю, очень сильно разогреваются и долго остывают. Остывший кусок варить легче, даже не знаю почему... Ещё вопрос, до какого давления можно использовать газ? Баллон 8л. Было давление 15, сейчас 5...
-
Да, сделал фото. Заказал вот этот комплект, для моих целей хватит. http://ru.aliexpress.com/item/19PCS-TIG-KIT-Long-Gas-Lens-Long-Alumina-Cup-Fit-TIG-Welding-Torch-PTA-DB-SR/32307885636.html

-
Позвонил в контору, где брал сундук - сказали должен быть тип 17-18-26 что то из этого, значит этот набор должен подойти.
-
Подскажите как узнать тип горелки? Где то написано на ней или фото с трёх сторон будет достаточно? Могу штангелем померять размеры где нужно... Для 26 есть подходящий набор - http://ru.aliexpress.com/item/gsg-Large-Diameter-Alumina-Nozzle-Gas-Lens-Collet-Bodies-Fit-TIG-Welding-Torch-PTA-DB-SR/32249470349.html?ws_ab_test=searchweb201556_7,searchweb201602_4_10039_10037_10017_507_10032_401,searchweb201603_1&btsid=a21318c0-68a4-43d9-9b3f-cf0aa15a7800
-
ПМЖ Вологда, у нас не нашёл, под заказ не хотят везти - боятся не подойдёт. Посмотрю на алиэкспресс и ебей...
-
Подскажите про газовые линзы. Нужно менять горелку или стандартная от китайского сундука подойдёт? Где заказать? (можно в личку)
-
подготовка была, в следующий раз сфотографирую перед сваркой. Да, в данном случае варил углы с маленьким вылетом - спасибо за совет!
-
Хм... Интересно, да, спад тока присутствует, только у меня пока плохо получается останавливать процесс, почему то по завершению шва всё шипит, плавится и плюётся чёрной грязью... надо тренироваться, может и цмыгать научусь )))
-
С аргоном не уверен... Мог переборщить, т.к. везде пишут "газ не жалей" ))) Ну и до кучи редуктор стоит китайский с китайским же ротаметром может там чего и не правильно показывает... там надо смотреть шкалу по середине шарика или по нижнему краю? Про "цмыкать" не понял )))
-
Буду пробовать разный ток...., на большом токе металл сразу факелом выдувало до дыры, поэкспериментирую с направлением горелки, может под углом к тонкому металлу держать...
-
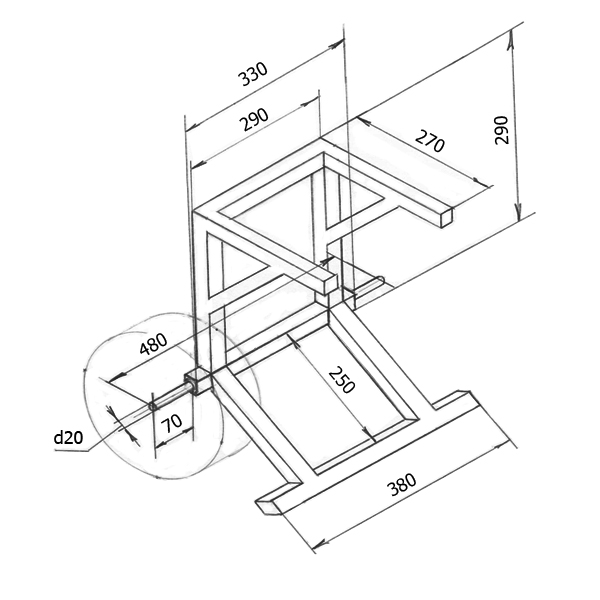
Этап второй. (скопировал своё сообщение чтобы было понятно) Сегодня получилось приварить две трубы встык. Поставил цель соединить максимально прочно, пока без претензий на красоту... Что изменилось - прикупил электроды 2,0 (были 2,4), одел более узкое сопло - 5, уменьшил подачу газа с 10 до 6 литров в минуту. Электроды раньше затачивал болгаркой и шлиф кругом. Сегодня заменил на маленькое китайское точило. Уменьшил ток до 20А. 10 секунд грел в начале первого шва до момента, пока не начал плавится алюминий... Да, для информации: хочу сделать тележку для лодочного мотора. В инете все делают из чёрной трубы, у меня будет из алюминия
-
Спасибо! Осталось подтянуть мой португальский, а то что то плохо понятно )))
-
Уроки этого дядьки раз по 5 уже смотрел ))) Наверное, благодаря ему, хоть что то получается Он вообще мастер - варит обычным РДС аппаратом с газовым краником на горелке ))) Да уж... Смотришь как у других "легко и просто" и удивляешься - почему не выходит с первого раза? ... Как только сделаю что то похожее, обязательно выложу фото в этой ветке. Буду пробовать варить встык под 45градусов.
-
Стараюсь, но не всегда видимо получается...
-
Незнаю )))) Поэтому и спрашиваю.... Сейчас проблема в сварке двух труб под углом 90градусов... Думаю если обрежу оба конца по 45 - то ничего в лучшую сторону не изменится... Самое смешное, что при сварке чернух РДС трубы 20 такая же проблема ))) Бок о бок варю без проблем, а в стык + края оплавляются...
-
Была мысль взять шину алюминиевую, но короче 6метров в продаже не нашёл... А как бороться с грязью внутри трубы? Так же чистить? Видимо из за грязи не получается под углом профили сварить...
-
@Anton VL, С электродом бывает всякое и макаю и присадкой тыкаю ))) Стараюсь сразу менять... Возможно шарик слишком большой получается, поэтому не вижу что на электрод что то попало... Спасибо, понаблюдаю за эти. Есть такое, пруток подаю или слишком много или слишком мало - буду тренироваться. А как быть со сваркой встык? Может пульсовый режим включить?
-
Добрый день! Помогите освоить сварку алюминия. В хозмаге взял профильную квадратную трубу 20*20 толщина 2мм Зачищаю болгаркой с лепестковым кругом. Обезжириваю каким то универсальным обезжиривателем. Присадку тоже чищу наждачкой 180 и так же обезжириваю. Перчатки чистые. Аппарат - "сундук китайский" 200P AC/DC Электроды 2,4 синие. газ 8-10л.м Настройки сначала выкручиваю все регуляторы в крайне левое положение. Включаю - ТИГ, АС, пульс выключен, режим 2Т Предпродувка 1 сек, пост продувка 2 сек, спад тока 2 сек. Баланс сначала выставил в среднее положение между 20% и 80%, затем после неудачных проб выставил чуть больше. Ток 40А - прожигает за считанные секунды, поставил 27-32, стало более/менее. 1. Сначала пропилил болгаркой продольный разрез в профиле и решил заварить. Выставил ток 80 и тут же прожог дыру (в начале шва, на фото слева направо, варил как полагается справа на лево). Убрал ток до сорока. Сварочную ванну так и не увидел, пытался подсунуть пруток - присадка расплавляется в шарик и брызгает зелёным огнём. Вокруг всё чёрное 2. Отрезал ещё кусок профиля, решил сварить кромки, зачистил, обезжирил. Варил без присадки, хотел попробовать сварить оплавлением краёв. Ток 40А, края оплавились и образовалась дыра между кусками трубы. 3. Уменьшил ток до 32, сделал баланс чуть больше половины, крутил электродом вокруг между заготовками, пока не появилась ванна с той и другой стороны, в какой то момент ванны соединились. 4. Далее попробовал чуть ткнуть присадкой. 5. При сварке с присадкой постоянно скатывается шарик и приходится либо его убирать с места сварки или плавить до тех пор пока он не станет одним целым со швом, но в этом случае при расплавке шарика сварочный факел приобретает зелёный оттенок и во все стороны летит какая то чёрная сажа. Пробую обуздать "шарик" прутка и переделать брак после его появления (второе фото без номеров) 6. Финальный шов: Сначала держу пару секунд электрод до оплавления краёв и подсовываю пруток ОЧЕНЬ нежно для добавления необходимого количества присадки, чтобы заполнить пространство шва. Попытка приварить две трубы под прямым углом провалилась с треском. Так же пытаюсь держать пару секунд на стыке и тут же плавится свежеотрезаный край до дыры... ВОПРОС. Что делаю не так? Почему на всех видео, которые я видел, сварка начинается сразу без длительного прогрева заготовок? Почему при большом количестве присадки образуется этот шарик?
-
А форсаж на сундуках в TIG режиме работает? Где то видел что он только для MMA...
-
Я двойку думаю.... Совсем мало будет? По весу двойка 17кг тройка 28... Может как вариант два положенных друг на друга листа? хотя ржа между листами пойдёт - то же плохо...
-
Да... не подумал, уголками активно пользуюсь. В магазинах увидел в качестве отделки - понравилось, теперь буду искать обычный лист 2ки 3йки
-
Спасибо за совет! Ток когда уменьшаю дуга становится совсем маленькая, сварочную ванну не видно, метал почти не плавится присадка постоянно липнет... Стол буду переворачивать, есть мысль закрыть рабочую поверхность листом нержавейки, ну и усиления накладывать будет легче, так, просто думал потренироваться ))) Судя по тому, что видел в интернете варят в основном легко переворачивающиеся предметы. В догонку вопрос, нержавеющий лист к чёрному уголку нержавеющей присадкой типа DT-1.4316 нормально варить? Сколько минимально толщину для столешницы верстака взять?