- Популярный пост


Sergey345
-
Постов
51 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Sergey345
-
-
Тут люди учатся правильно варить, а вы дугой грязь гоняете )))
-
Потолочный шов? Смотрю,вы легких путей не ищете.А горизонтальные и вертикальные уже хорошо получаются?
Да там другая история была. Варил стол из чёрного уголка. По окончанию работ конструкция стала неподьёмная.
В нижнем положением сварил все достаточно неплохо (не идеально, но крепко) - там и швы короткие и метал толстый, опять же чернуха более удобоваримая.
(повторю фото, которое уже выкладывал)
Решил в качестве тренировки обварить соединения уголка снизу, так сказать в потолочном варианте и тут появились первые проблемы, после которых зарегистрировался на форуме

Закончилось тем что стол всётаки был перевёрнут )))

-
 3
3
-
-
Лежит ящик чистого медицинского, за год использовали всей семьёй пару флаконов и то по большей части на детские прыщи )))
-
Прочистил спиртом трассу от баллона до аппарата, и от аппарата к горелке. Спирт чистый за исключением пары мусоринок.
Провёл несложный тест своего ротаметра на вытеснение воды.
Взял ведро, перевернул 5литровую банку с водой и методом вытеснения воды произвёл замер.
На ротаметре выставил точное значение 5л.м.
Банка заполнилась за 55секунд...
Задумался....
-
1
-
-
У меня на правой руке толстая крага, а на левой обычная хб перчатка - от нагрева горелки спасает...
PS: Нашёл ответ на свой первый вопрос - как варить потолочный шов тигом - оказывается я подавал присадку до появления сварочной ванны и по этому получал кипящий металл зашиворот )))
http://weldering.com/svarka-stykovyh-shvov-potolochnom-polozhenii
-
Нашёл чудесную книжку с картинками, может кому пригодится - http://weldering.com/yuhin-ruchnaya-dugovaya-svarka-neplavyashchimsya-elektrodom-zashchitnyh-gazah-tigwig
-
1
-
-
Шов заглаживали повторным проходом?
-
да на видео отчётливо слышен звук выходящего газа, у меня такой звук появился только при установке расхода больше 10...
-
1
-
-
Если вы настроили подачу по шкале своего ротаметра 20 л ,то это не значит,что там будет 20 литров.У меня редуцирование происходит следующим образом: 150-3-0,3атм .Стоит РС-3 и входное давление ротаметра 0,3 атм.
Редуктор,тот что под гаечкой настраивается шестигранным ключом, настраивал на максимальный выход 20л.м.
-
P.S. Вижу что вся ваша проблема в подаче защитного газа , мало плохо, много тоже плохо и нужен оптимальный момент подобрать. Вы выше писали что 20 л накрутили, так вот от них и плясать чуть по литру убавляя и пробуя варить и так найдете оптимальный вариант , ну а дальше дело техники и опыта , будете крутить эти "литры " не смотря (в слепую) на расходомер.
Спасибо
Ваша помощь софорумнику помогла ) Тот с которым Вы недавно варили, там тоже левый ротаметр был.
Я правильно понимаю - газ из горелки на 8л.м. с шипением должен выходить?
-
- Популярный пост
- Популярный пост
Спасибо всем кто в меня верил и не бросал!!!!
С психу врубил газ 20л.м. горелка зашипела (раньше газ только по щелчку клапана слышал) и тут попёрло ЁЁЁ
Даже руки запели от удивления - сам собой пруток побежал, до этого подача прутка никак не удавалась.
Левые два валика, а справа то что раньше было.
Сопло 8ку поставил.

-
15
-
ток пробовал до 140 увеличить - ванна не управляема становится, вернулся на 100.
Сопло это семёрочное, единственно что - электрод не совсем по центру.
В следующий раз буду пробовать сопло больше, линзы пересекли границу с РФ, в дороге ещё.
Промою тракт, обмажу мыльным раствором все сочленения и попробую со скинутыми клеммами включить клапан - возможность подсоса исключить.
Теперь уже в понедельник - завтра в 3 утра на рыбалку
-
1
-
-
Торцы так же. Не подумал снять...
Грязь образовывается на поверхности ванны чёрными лохмотьями, иногда из заготовки выплывает, иногда из прутка затягивается.
На ночь перекрывал вентиль баллона, но давление не стравливал - утром манометр был на нуле...
Всётаки промою я оба шланга и тот который от баллона к аппарату и тот что к горелке - хуже не будет.
Промывают спиртом из спринцовки? В самом аппарате тракт газовый как то промывают или не принципиально?
После того как спирт потечёт из горелки выдувать его как то надо или самотёком выйдет? Если нужно сушить, то продуть остатками аргона нормально?
-
Продолжаю.
Сегодня взята шина 4мм толщиной из известного ал-сплава АД31Т.
И щётка "как у пацанов".
Ток 100А, очистка 30%. Пост газ 3 сек.
Грязь всё равно лезет... Особой разницы в сварке чищеного мебельного профиля и чистой алюм шины не заметил.
Буду перебирать все возможные варианты/причины, экспериментировать с расходом газа.
Закончился первый 10л баллон...




-
1
-
-
Я поначалу тоже начинал с бытовых алюминиевых деталей, брал порог накладной, намучился с ним прилично.
@Sergey345, В этой ветке форума есть старая тема "Советы начинающему аргонщику", там очень похожие мытарства в постах с номерами: 1788, 1817, 1837, 1850. Посмотрите, может будет полезно. Кстати, там в последнем посте есть уже более-менее удачный результат сварки бытовых деталей.
Почитал, "прослезился", вижу всё как у меня. Когда переломный момент настал? Есть где то ваши удачные швы по алюминию? Чтобы посмотреть прогресс..
Разобрались почему у Вас дуга скакала? грязь, поры в готовом шве?
Дочитал до места про промывку шланга.
Тоже думаю - зачем мне 4 метра... только мешается и промыть наверно будет не лишним. Спирт есть.
-
@Sergey345,Скоа мона говорить (шкурки, лепестки) содержат клей и он вместе с абразивом втирается в мягкий алюминий. Лучше шеточки из нержавейки, шабер...
Сначала пытался чистить щёткой - плёнка настолько прочная, что окислы не снимаются...
Подскажите чем ещё снимают толстую оксидную плёнку? Зачистной круг болгарки подойдёт?
-
Похоже лопату я победил
Слева на право ток 40, 60, 80, 90
Сам не понимаю как на токе 100А мог получить предыдущий вариант... Видимо всётаки долго держал...
На фото не очень хорошо видно - пятно с краю золотистое, ну и там где точки близко синий цвет от перегрева, но принцип тестирования понял - буду проверять каждый новый баллон.
Газ реабилитирован и это радует.
Затем взял лом алюминия в виде БУ мебельного профиля, прошёлся лепестковым кругом и поверх зачистил щёткой.
Иногда неплохо получается, а иногда лезет эта жёлтая грязь...





-
6
-
-
Настройки аппарата при тестировании - видно что пост газ 8 секунд ну и горелку держал по ощущениям долго, пока клапан не щёлкнул...
Дуновение на щёку приличное, расход 10 ставил с разными соплами...

-
1
-
-
Хм... теперь покрайней мере понятно почему электроды после каждого шва горят, думал я горелкой размахиваю...
придётся ехать менять, поругаюсь заодно, может из правильной ёмкости зальют...
Как можно ротаметр проверить, говорят какой то тест есть с 3х литровой банкой... -
@Sergey345,Постарайтесь добиваться такого цвета (проба на пятно)http://websvarka.ru/talk/public/style_images/master/attachicon.gif100_1653.JPG
Интересно, а цветные разводы у меня это перегрев? если всего секунду плавлю, значит ток надо уменьшить?
Лопату конечно жалко, да только другой титановой пластины не нашёл для этих целей...
Тиг сварка вообще удовольствие не из дешёвых, так что лопата пойдёт на алтарь науки )
Вечером снова был в гараже, на этот раз сварил под углом 90 градусов круглую и квадратную трубы 20ки, результат ещё лучше ток идеально подошёл 45А.
-
1
-
-
Огромное спасибо всем, кто помогает, без вас топтался бы на месте...
-
2
-
-
Раздобыл титановую лопату. Пробы ниже. Исходя из теории вроде как защита работает. Титан 2мм, 100А ток, Пред газ 2с, пост газ 8с,
три пробы с разными газовыми соплами и разным временем горения дуги от секунды до 3х.
Взял присадку в другом месте - разницы особой не ощутил.
Зато разобрался почему у меня входило варить только маленьким током.
Возможно кто то обращал на это внимание, но т.к. слаб в понятиях, то мог не до конца въехать что такое тепловложение.
Взял трубу 2 метра 10*25*2 и не обрезая решил приварить кусок трубы 20*20*1,5
Выставил ток 25А поджёг, смотрю как деталь брызгает окислом а сварочной ванны нет...
И тут меня осенило (извините за тормознутость)!
Чем меньше деталь, тем быстрее она разогревается и тем проще создать сварочную ванну маленьким током.
С более массивной деталью из алюминия такой фокус не проходит - она перераспределяет тепло и люм просто не плавится!!!
По этому раньше мои заготовки (по жадности, отпиленные маленькими кусочками) от частых экспериментов разогревались до состояния "обжигает через краги", ну и такой "разгорячённый" люм спокойно варился на токах 25А.
Увеличил ток до 50А и дело пошло - сварочная ванна появляется сразу же, тонкий метал прожигается моментом, но, теперь знаю в чём дело и направляю электрод на толстый метал изредка цепляя полторашку трубу. Результат конечно ужасный, но лучше чем было и появился свет в конце тоннеля )))



-
3
-
-
Расход выставляю ротаметром, который в комплекте с редуктором. Вот такой - http://www.esva.ru/prodinfo.php/cPath/15/products_id/785
Где то на видео видел как чистят пруток перед обезжириванием.... У меня пруток местами в скотче... Видимо действительно надо попробовать в нормальном месте присадку взять...
-
@Sergey345, У вас есть подозрение на не чистый газ? Баллон часом не из под углекислоты?
@Sergey345,на рынке посмотрите лопату из титана.Ток 60А,до образования св.ванны,постгаз максимальный,просто точку ставьте,цвет пятна должен быть серебристый.А так можете и на нерже в принципе.Лучше найти проверенного поставщика газов и работать с ним.
Баллон 8 литров, похоже что новый, но кто его знает....
Поставщик газа Криоген-сервис, баллон брал у них же, в Вологде все у него заправляют, но хочу исключить недостаточную защиту, т.к. опыта нет. Может газа много или недостаточно.
Спасибо за наводку - буду поискать лопату.
При сварке алюминия даже при идеальной зачистке свариваемой поверхности и зачистке наждачкой прутка, обезжиривании, часто появляется какой-то жёлтый налёт на шве и даже более/менее удачные швы имеют поры.
Ну и при проходе шва зачастую приходится останавливаться , чтобы выварить чёрный мусор из сварочной ванны...
При малейшем подозрении на грязный электрод - сразу меняю (всегда заточено 6 штук на прозапас).
Я упрямый, в моих проблемах виноват или материал или присадка или газ. Пока склоняюсь к присадке (её легче всего заменить), проверю защиту, в крайнем случае буду мучить 4мм алюм.шину.
PS: Тележку для мотора похоже сварю из чёрной стали, иначе весь сезон рыбалки пройдёт ))))













Советы начинающему аргонщику, часть 2
в Аргонодуговая сварка — TIG
Опубликовано · Изменено пользователем Sergey345
Вчера привёз заправленный баллон с газом.
Баллон и газ брал в одном месте, так что при заправке договорился, что посмотрят баллон на предмет грязи внутри.
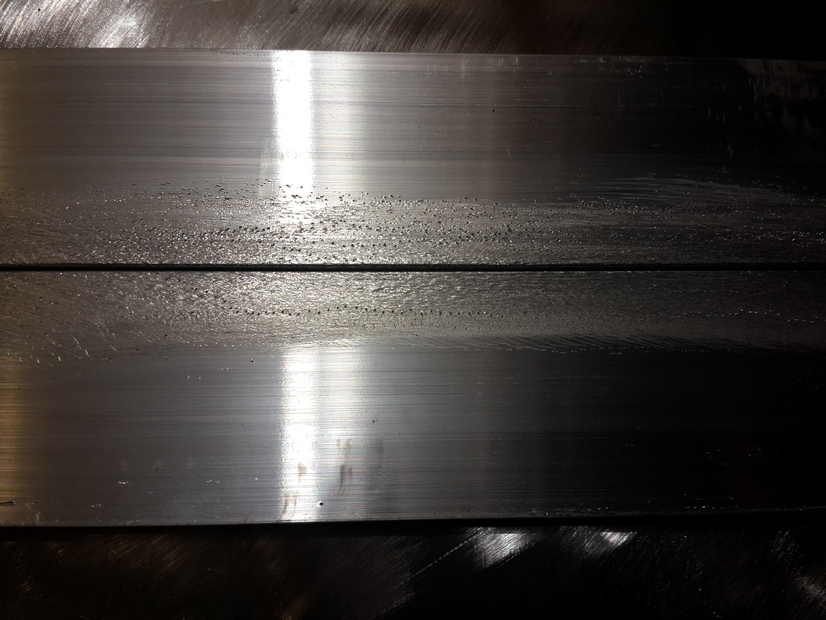
Вот оно счастье! Впервые сварил алюминий без всплывающей грязи.
Спасибо всем кто помог разобраться.
Фото до и после. (под конец поднял горелку слишком высоко)