Николай_Кламптек
-
Постов
4 -
Зарегистрирован
-
Посещение
Достижения Николай_Кламптек
")
Новичок (1/14)
0
Репутация
-
Вообще болты с резиновым наконечником использую те, кто работает с деревом, пластиком, стеклом. Этот наконечник больше защищает прижимаемую поверхность, чтобы вмятин не оставалось. А те кто с железяками, обычно обычные винты ставят. А то резина при первой же сварке поплавится Да, спасибо, понятней, пару опытных образцов сделать можно, но серию запустить сложно ...
-
Если свариваемые профили одного размера, то путем перемещения прижима вперед-назад и донастройки винтом. С разным размером профиля в выходные попрактикуюсь
-
Ого тут дискуссия развернулась, а я и не заметил Сварить то сваришь, только наверное неровно будет )) Надо шарнир додумать, как вот здесь: Регулировать можно как перестановкой самого зажима вперед-назад, так и подкручиванием центрального болта. Хотя конечно да, Вы правы, эта приспособа скорее предназначена "на поток". Авоттутвообщефигчёпонял... по отдельности слова вроде ясно, а вместе картину не могу составить Ну конечно мы это не в гараже делали ... на заводе заказ размещали ) А быстрозажимы уже сами себя двигают, мы ими не первый год уже занимаемся ... Это да, для начала решили сделать максимально простую и дешевую конструкцию. В последствии будем вносить изменения ... Где обрезиненный наконечник? Как здесь? Болт то можно любой вкрутить.

-
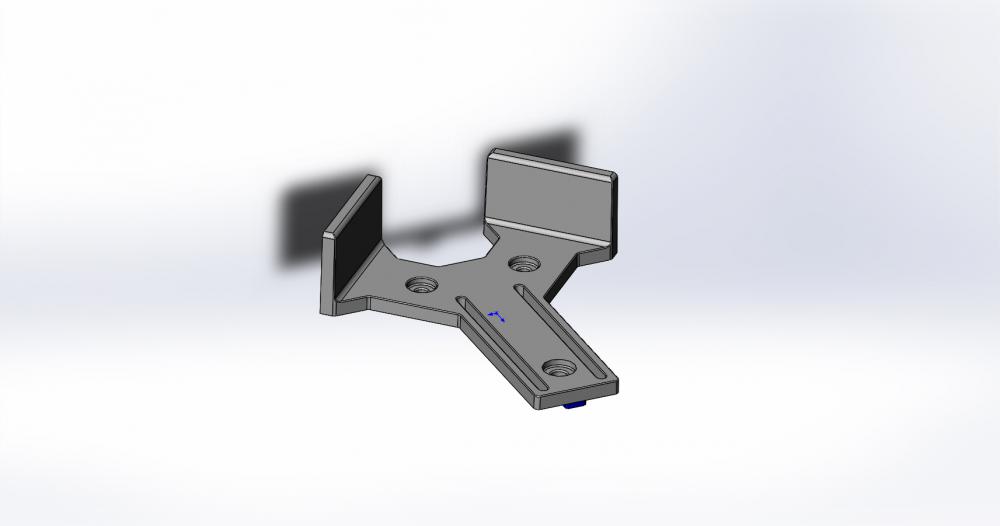
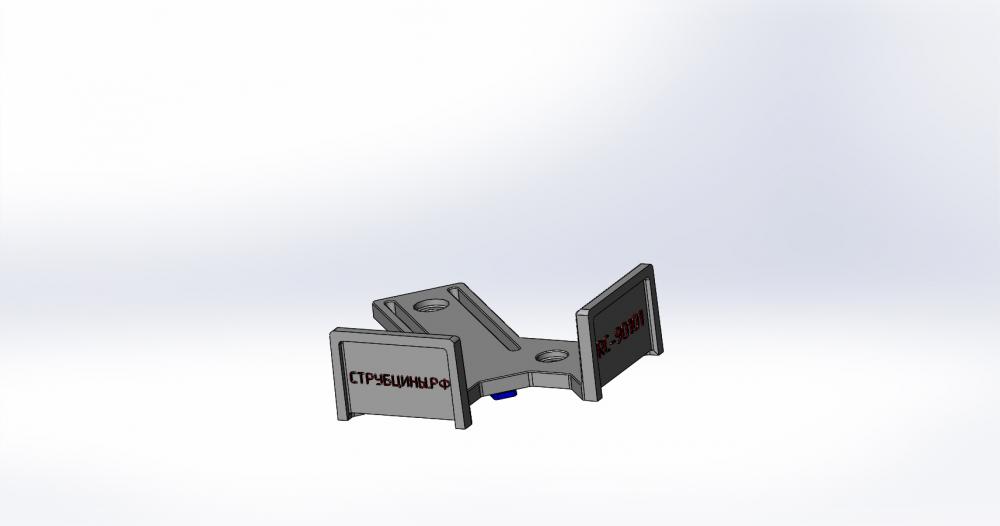
Спасибо АндрОв за наводку на форум. Вот доработали немного обычную угловую струбцину, примастырили к ней шатунный прижим. Основание изготовлено литьем под давлением. Пока сделали только в одном типоразмере. Максимальная ширина свариваемых профилей - 50 мм. На фото тестовый образец, без покрытия. А так "на финише" основание имеет гальваническое покрытие, и отфрезерованные упоры, литьем не получалось сделать их идеально ровными.