

Aprol
-
Постов
4 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Aprol
-
-
Идея интересная. Спасибо.
-
Что за кольцо? Существующая проточка 2 мм недостаточна?
-
Добрый день всем.
Прошу помощи у специалистов.
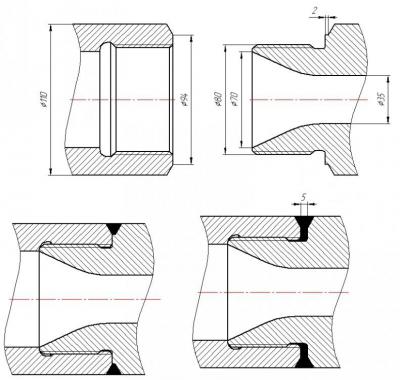
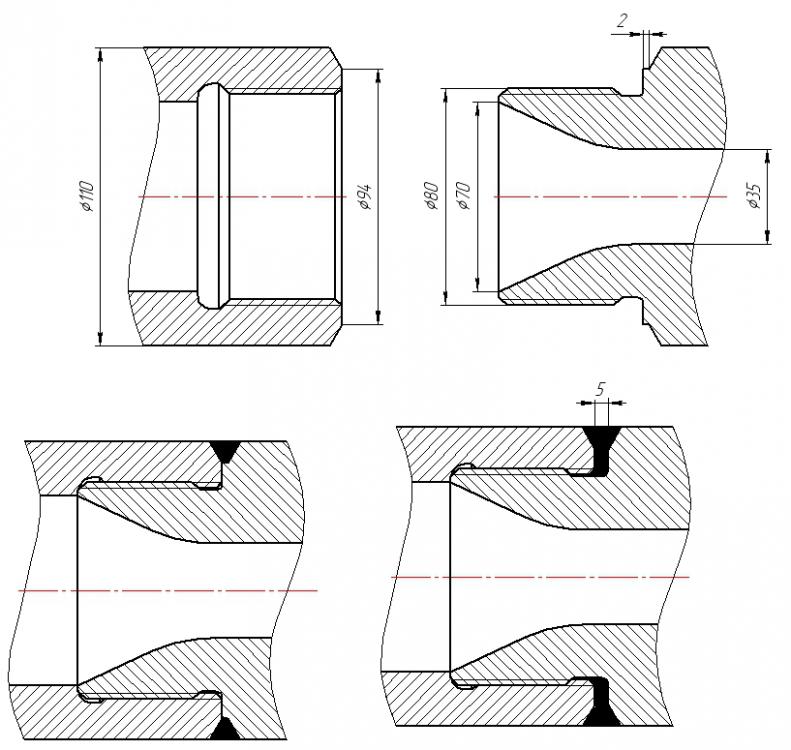
Мы изготавливаем один механизм, где соединяются два полых вала. Материалы - 40ХН, 40Х, 40ХН2МА (последний предпочтительнее, но не всегда в наличии).
Для соосности соединения на оба вала нарезается метрическая резьба. Свинчивается. Потом прогревается до 300 Цельсиев и обваривается вручную (эскиз внизу слева).
Никаких муфт или прочих усилений снаружи и внутри не допускается. Готовое изделие нагружается справа осевой нагрузкой и вращающим моментом (вал при этом находится вертикально). Обычно запаса прочности хватает, но периодически бывает, что сварной шов расходится, происходит отворот. А это, мягко говоря, плохо - последствия серьезные.
Как вариант - оставить зазор (сколько?), чтобы проваривать глубже (эскиз внизу слева). Только возникает еще один нюанс: после работы периодически это соединение разбирается, чтобы изнутри подшаманить левую часть. Потом снова сваривается. Поэтому нежелательно, чтобы шов повреждал резьбу. Восстанавливать ее - резцов не напасешься...
Ну и, естественно, все это с минимальными затратами времени и средств.
Есть и другие мысли, но хотелось бы услышать свежее мнение со стороны.
ps у нас есть несколько типоразмеров таких соединений. У самого большого диаметр 200 мм.
Сварка полых валов
в Технологии и документации
Опубликовано
Увеличивать шаг резьбы - это уменьшать толщину стенок валов. Не пойдет. Особенно на больших диаметрах.
Запрессовка и посадка на конус - слишком сложно, нужна большая точность. Хорошие станки и рабочие. Проще резьбу нарезать.