

Нерж
-
Постов
22 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Нерж
-
-
Вот такой шов наплавленный получается, при сварке 1 мм под 90 гр. с зазором. к сожалению снято уже после прохода зачистным кругом

Дали совет использовать медную подкладку с одной стороны, но судя по качеству шва у дававшего совет )) технология такая тоже так себе))

-
в помощь присадка 0,8-1мм и вперед
Пробовал с присадкой 1 - проваливается при таком зазоре и расходуется метрами. Завтра фотку сделаю и выложу.
-
 1
1
-
-
Часто приходится сваривать пластины и листы из 304 и 430 нержавейки 1мм к 1,5 мм, или 1,5 к 1,5 под углом 90 градусов. Рез пластин частенько неровный - зазоры до 2х мм, подбивать нельзя - иначе угол начинает гулять. Обычно делаю так - одну из пластин немного выпускаю над швом на 1-2 мм (получается Т с одной короткой верхней лапкой) и варю своим телом - оплавляю выступ на нижнюю пластину, заливая зазор, получается шов немного неравномерный и не всегда красивый, зато быстро ))
Может кто то посоветует ещё какой то способ сваривать тонкие листы с зазором и быстро и красиво?
-
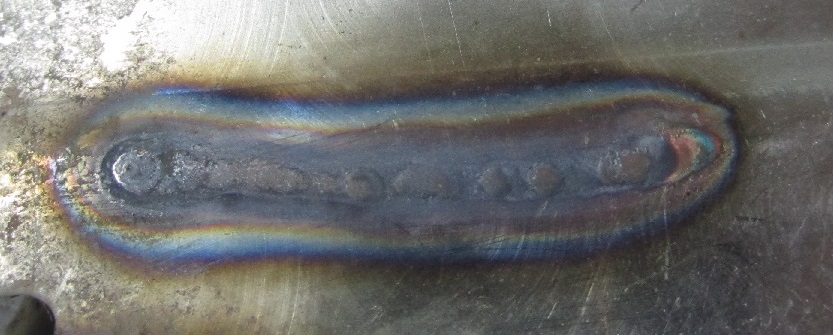
Проверил проволоку магнитом - слабо магнитится. Варил сегодня котёл электрический из чернухи - использовал проволоку как присадку - дала вот такой шлейф вокруг шва

судя по всему, мне дали просто оцинкованную проволоку из какого то железного сплава, выдав её за нержавеющую присадочную проволоку советских времён. В общем верить никому нельзя, только результатам собственных опытов ))
Вот фото кончика проволоки, после сварки, близко

-
@Нерж,на магнит проверяли?
Нет.
-
@Нерж,А какого цвета искра (чудо проволоки), если УШМ пильнуть?
Попробую завтра. Сегодня только наплавки стачивал. Чистую проволоку не пилил - она и бокорезами легко кусается. Заплавил отверстие в 2мм пластине размером 3/4, потом наплавил сверху валик 3 см высотой. Потом сточил его - проварено всё хорошо без дефектов. Искры были обычные оранжевые. Варил постоянкой 125 А с аргоном, электрод голубой 2.4
-
Разграбляли тут окончательно один молзаводик и мне отдали на днях моток нержавеющей советской проволоки типа для сварки д3мм. Проволока мягкая. кусается и гнётся легко, матовая, без следов оксидов и ржавчины, не смотря на возраст.
С разными типами нержавейки сплавляется хорошо, но при сварке из ванны выдувает аргоном рыжий шлейф, который оседает на нержавейке заметным рыжим налётом. Иногда ванна как будто закипает изнутри и образуются мелкие поры. при дальнейшем прогревании - исчезают.
Кто может подсказать что это за сплав? Может это проволока для газосварки? Так то жалко просто выкидывать, моток хороший...
-
И продают все сподряд. ..Измучаешься сам, и людей измучаешь ...
А я не варю ничего людям по заказам. я так то автоэлектрикой занимаюсь - а сварка - это для себя - пытаюсь освоить маленькое производство специфичной продукции из нержавейки. так что никто над душой не стоит. сам себе работодатель, технолог и отк ))
Решил переделать всю газовую систему под аргон на быстросъёмах, шланги купить и поставить новые. Этот баллон добью на самообучение и попробую брать аргон в криогене.
-
Судя по выложенной ссылке деревня в Рязанской области. Газ надо брать у нормальных поставщиков, например на Криогене...
И опыт сын ошибок трудных... ))
На криогене не хотели менять баллоны с просроченной поверкой с доплатой... на кислороде берут всё подряд...
-
Деревня где? На необитаемом острове?

Типа того. В лесу живём... в буквальном смысле...
-
Аргон чистый (99%) или смесь (80% аргон и 20% CO2) ? Окрас у баллонов одинаковый, а вот смесью варить на ТИГ - не реально. При сварке смесью, сварочный шов будет выглядеть так, как на Ваших фото.
Брал чистый аргон, а что налили...
Титана на пробу нет. На нержавейке, при пробе, оставляет тёмное пятно.
Сейчас сходил сделал фото и попробовал из шланга дунуть на кожу лица при 10литрах - холодит очень сильно. Не знаю, как в домашних условиях ещё проверить

Баллон только из поверки, свежепокрашенный
https://img-fotki.yandex.ru/get/4210/3094198.0/0_cabd4_3cc816fe_orig.jpg

https://img-fotki.yandex.ru/get/9300/3094198.0/0_cabd6_c3468a6d_orig.jpg

Сам баллон, вроде, бывший кислородный, а не углекислотный. На царапине видно синеву
https://img-fotki.yandex.ru/get/9256/3094198.0/0_cabd7_f81b7d96_orig.jpg
Данные поверки
https://img-fotki.yandex.ru/get/66521/3094198.0/0_cabd5_225893b7_orig.jpg
-
Вот, тоже уже сомнения гложут. Брал сам на обмен на предприятии http://kislorod-ryazan.ru/ceny-kislorod-uglekislota-evromiks-argon-acetilen-propan-v-ballonahБаллон с зелёной наклейкой, свежепокрашенный, надпись аргон логотипом. Но, действительно, ни у кого не видел обмерзания аргонового редуктора...
Как проверить чистоту?
-
Сюда ходить, сюда!
Читать, смотреть, пробовать! Спрашивать!
Вы хотя бы город указали, где находитесь...
Город
 , где же его взять? деревню только могу указать
, где же его взять? деревню только могу указать 
зачем начинать с толщин 0,8 1 и 2 мм
так предполагается работа именно с нержавейкой 1-2 мм, зачем мне учиться на 10 мм, нержавейка мне, наверное, такая толстая в жизни не встретится, а чернуху толстую я отлично варю электродом.
Подскажите лучше - у меня редуктор сильно обмерзает, даже после непродолжительной работы, этому может быть причиной неисправный ротаметр и большой расход газа? Может большой расход газа также приводить к потемнению шва?
-
Туда не ходить, куда ходить? )) Теорию всю выучил, даже оба форума по тиг сварке прочитал полностью и этот и чипмейкер. Практика нужна и советы от практика...
-
Съездил к аргонщику с 7 летним опытом. Он поварил на своём оборудовании те же образцы 0.8, и 1 получил такой же серый шов с окалиной. Даже с учётом того, что варил выдвинув электрод на 1 мм из сопла, всего. Сделал вывод - плохая нержавейка (скорее всего Китай) с непонятными добавками. Ещё сказал, что у меня излишне много газа подаётся к шву

-
Нержавейка 1 мм, электрод wl20 1.6 мм ток 35а без пульса, прямая полярность, без присадки, предгаз 1с, постгаз 4с
https://img-fotki.yandex.ru/get/9515/3094198.0/0_cabd1_f5f9520c_orig.jpg
Нержавейка 0.8 мм, электрод wl20 1.6 мм ток 25а пульс, прямая полярность, половина шва присадка 1мм 308, вторая без присадки, предгаз 2с, постгаз 5с баланс 20, частота 100
https://img-fotki.yandex.ru/get/6402/3094198.0/0_cabcf_1d0fda12_orig.jpg
обратная сторона
https://img-fotki.yandex.ru/get/9515/3094198.0/0_cabd0_deefce6f_orig.jpg
труба 2 мм ток 65а без пульса, 1 проход присадка 1 мм, ещё два прохода без присадки
https://img-fotki.yandex.ru/get/4806/3094198.0/0_cabce_3fb0c566_orig.jpg
-
Давайте фото в студию
Нашёл я, наконец, сейчас зарядку от фотоаппарата. Три дня искал. Заряжу, сделаю фото, сам хотел выложить, нечем снять было качественно.
-
1
-
-
На малом токе перегрев обеспечен.Повышайте ток и скорость.
Выкручивал вверх ток до прожёга. Ни одного светлого шва...
Грешу, что шланг до этого пару лет под пропановую горелку использовал. Попробую новый поставить, или этот промыть водкой...
-
Поменял электроды и дуга нормализовалась. Могу, теперь, отлично регулировать ширину дуги частотой.
Возник другой вопрос - на нержавейке получается очень пережжённый (серый с хлопьями) шов. Даже без присадки, просто при проваре листа своим телом. Делаю ток маленький - до 30а и импульс включаю, постгаз 5 с, расход 10 литров, всё равно шов выглядит так, как будто варю чернуху. Электрод не макаю, но, он всё равно не блестит, серый и тоже грязный.
На что грешить? Газ/шланг грязные? Руки кривые?
-
человеку нужно научиться держать дугу чем короче тем лучше
Спасибо за совет. Но, старался дугу держать короткую - даже краешком сопла на подложку опираюсь, чтобы дугу не растягивать, не всегда конечно получается...
А может подобное происходить из-за слишком длинной поводки газа (более 5 метров) и соответственно сильного расхода аргона - шланг работает как аккумулятор и выдаёт при открытии клапана расход не 7л, как по расходомеру, а 30? Просто видно на глаз, как дугу в сторону противоположную наклону горелки сдувает и растягивает, буквально распушает...
-
Только начал основательно практиковаться в TIG. При сварке нержавейки и алюминия появилось много вопросов.
Электрод (синий) 1.6, получается очень широкая дуга при сварке алюминия. Такая, что на токах до 60 ампер не разрушает оксидную плёнку, а на токах 100 и выше получается шов шириной сантиметр, хотя очистка и проплавление на больших токах хорошее. Частоту в импульсе выкручивал до предела - у меня это 300 Гц - узкий шов не получается.
Что может быть? Подача газа большая из-за того, что редуктор врёт, чищу место сварки плохо, или электроды неизвестного китайского производителя содержат ненужные примеси? Точил по разному. Осцилятор, кстати, дугу не всегда поджигает, иногда приходится чиркать потом дуга держится стабильно.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Советы начинающему аргонщику, часть 2
в Аргонодуговая сварка — TIG
Опубликовано
Выпуск 2-3 мм, зазоры со стороны нижней пластины от неровного реза болгаркой. Шов такой выходит, потому что выступающую пластину расплавляю, а нижнюю грею только чуть-чуть до плавления, а не полного расплава, иначе перегревается и сильно ведёт и с обратной стороны вылезает много ёжиков - а приходится варить без обратного поддува.
Это не я медяху положил - это я выложил чужие фотки человека, который советовал прикладывать медную пластинку непосредственно к ванне %)) а не с другой стороны.
Если варить с подкладкой с обратной стороны при зазоре между листами в две толщины листа, не будет просто постоянный прожиг кромок без сплавления?