Geolog
-
Постов
15 -
Зарегистрирован
-
Посещение
Достижения Geolog
")
Новичок (1/14)
12
Репутация
-
Роман, добрый день! Нужны стекла внутренние для 9100ХХ. Я в Екатеринбурге. Мой т. 8 912 2435992
-
@круазик, Вот это мне и надо. Благодарю! @Георгий 11, Спасибо за предложение. Буду иметь ввиду.
-
Что-то мне они пока не всречались. Буду смотреть еще. Над токарем тоже думал, наверное так и сделаю если не найду ничего.
-
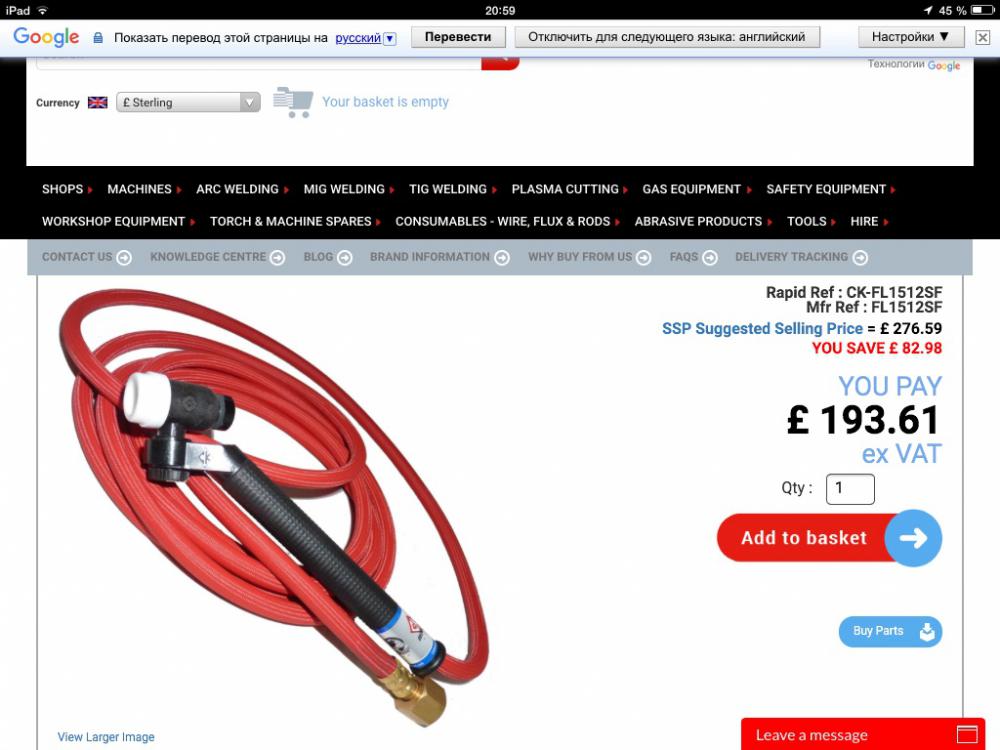
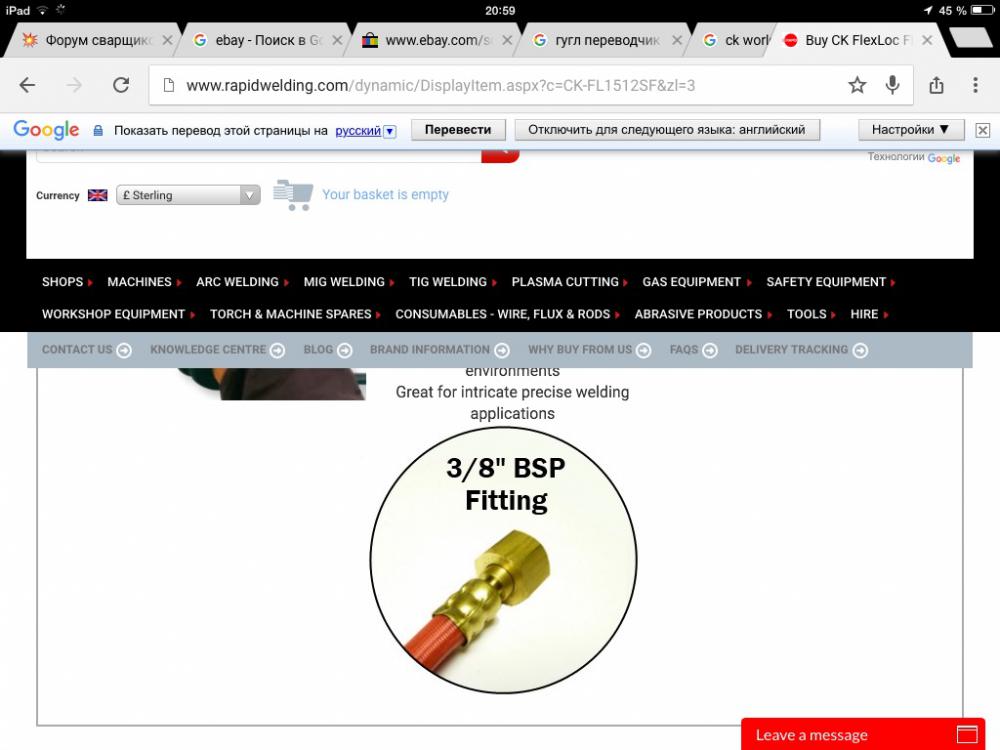
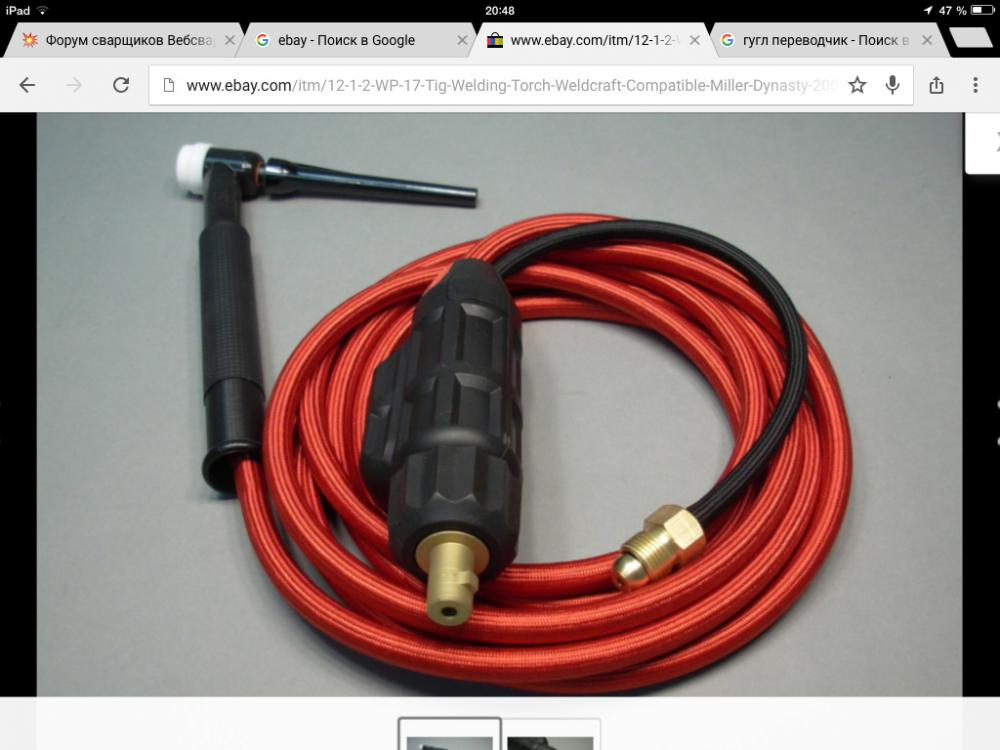
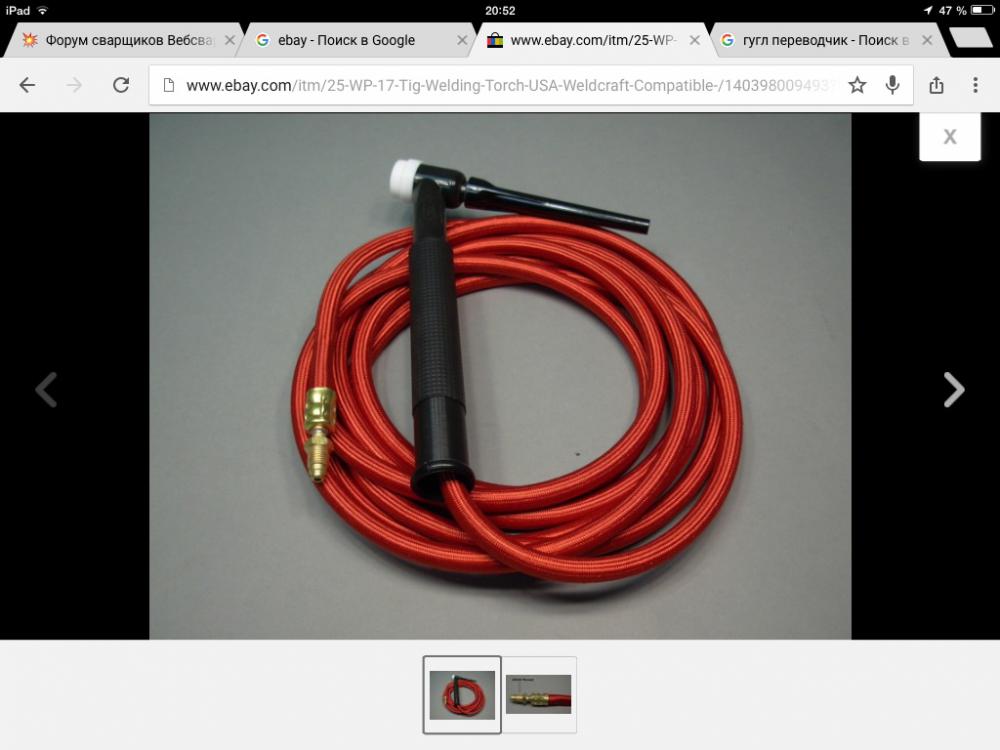
Всем добрый вечер! Перечитал всю тему по горелкам, перерыл интернет но так и не нашел ответа. Прошу подсказать кто с этим сталкивался. Суть вопроса в следующем. Есть желание приобрести горелку с вращающейся головой и гибким шлангом прoизводства CK. Вся загвоздка в подключении. У меня газ и ток на аппарате вместе И там подключение - внешняя резьба 1/4". Поправте если неправильно перевожу размер резьбы, там в общем 13мм диаметр внешний. А все горелки какие нашел в интернете имеют подключение 3/8 или еще какое то другое подключение Может есть какие то переходники? Или надо самому колхозить переходник?

-
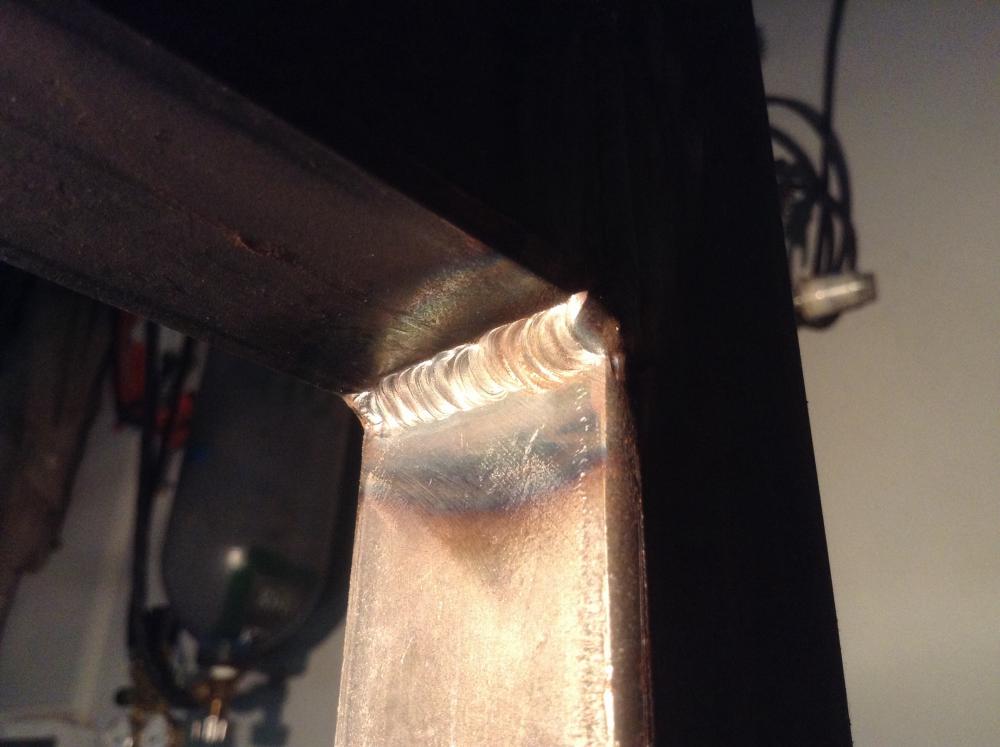
Продолжал сегодня с учетом Ваших рекомендаций. Проварил с десяток соединей. Главная проблема это зазор между углом трубы и пластиной, там углубление получается и метал с обеих деталей никак не хочет там спавлятья. Только когда добавишь присадку капли с обеих деталей сливаются в ванну. В общем фото ниже, на 3 лучшее, что сегодня вышло.
-
Да недавно. Мой опыт - 1/2 баллона Спасибо за совет. Сегодня попробую и выложу фото. Когда же добавлять присадку? Когда уверенно образовалась ванна и она начинает увеличиваться в размере?
-
При таком сочетании (пруток 2мм, ток 130) у меня пруток начинает плавиться уже на "подходе" в дуге. Появляется капля и падает чуть раньше чем надо, как бы перед образованной ванной. Вот я и пытаюсь наверное ошибочно балансировать: тоньше пруток - меньше току, толще пруток - больше току. Во тором случае получаю подрезы.
-
Всем добрый вечер! Сегодня возобнавил работы над столом. Задача стояла приварить подпятники 16мм к профильной трубе 3мм. Использовал пруток 3мм ток на крутилке 110. Получается ерунда. Опишу что вижу: дугу направляю в стык между деталями (там за счет скругления угла трубы как бы получается углубление), жду когда обе детали начнут плавиться и ванна сольется, затем добавляю присадку, а она как бы липнет и обазуется бугор. Стараюсь немного плавить присадку дугой, т.е. варю через присадку - получается тоже самое. Считаю что току маловато. Добавляю до 130 и начинаю немного вадить дугой вверх вниз, что бы ванна была больше и сплавлялись обе кромки. В итоге шов выходит широченный, вогнутый и идет подрез по трубе. Пробовал заварить эту щель без присадки, что бы потом уже пройти второй раз когда остынет - толку мало, кромки сплавляются не по всей длине В общем бросил и пошел сюда. Вот 3 вопроса: 1. Существует ли какая хитрость при сварке деталей сильно разных по толщине ( в моем случае 16 и 3 мм) и соответственно сильно разных по поглощению тепла? 2. При таком соединени, имеется ввиду углубление между деталями за счет скругления угла профильной трубы, надо ли варить в два прохода или можно заварить в проход? 3. Ваш выбор толщины присадки и силы тока? Прошу подскажите или дайте по рукам.
-
Спасибо за совет, буду пробовать как только разделаюсь со столом.
-
Да по зазору то же есть вопрос. Если у меня детали были состыкованы почти без зазора или с минимальным (1мм), то все шло хорошо (на мой взгляд). А вот где был зазор в 3-4мм появлялась проблема, которую я пытался решать сначала наваркой металла на одну кромку, а когда остынет уже сваривал обе детали. Видимо надо избегать таких зазоров или варить их вертикально. Буду признателен за совет по большим зазорам. А в моем случае при угловом шве величина катета и усиление не одно и тоже?
-
Я вот это и имел ввиду спрашивая по размер присадочного прутка, т.е. если к примеру пруток 2мм - это один объем металла в шве, а если 3мм то другой. Но опять же при токе например 100А нормально расплавить пруток 3ммм не получается, он как бы липнет в сварочной ванне, когда я его мокаю туда. Как то коряво написал, но смысл Вашего замечания мне понятен. Буду следить за катетом (избегать вогнутости). Спасибо!
-
Да все верно подрезы имеют место быть. Получаются когда току я много ставил или двигался медленно. В общем буду за этим следить. У меня есть два вида присадки 2 и 3 мм. Какой предпочтительней работать на токах 100-130?
-
Благодарю! Приятно слышать, что двигаюсь в правильном направлении. Согласен, что недовар, а вернее в моем случае не стыковка двух швов имеет место. Как то так получается, что проварил один стык, оборвал дугу, повернул и начал варить следующий стык. А на углу, т.е. на повороте пусто. Может быть имеет смысл сначала проварить угол, а потом ужу идти по стыкам. Просто повернуть без обрыва дуги не получается. Подскажите как лучше сделать.
-
Всем добрый вечер! Вот осваиваю самостоятельно сварку в том числе и tig. Затеял сварить стол для этих занятий. Прошу критически прокоментировать мои деяния. И так материал профильная труба 60*40*3 и 40*40*3. Электрод 2.4 лантан 20%, ток крутил разный от 100 до 130. Аргон примерно 6-7л. Присадку пользовал 2 и 3мм. Варил все в нижнем положении. Теоретические знания получены благодаря этому форуму, за что огромная благодарность обществу и кое что смотрю на ютубе.