
Kolxein
-
Постов
13 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Kolxein
-
-
Оригинально сделано запирание боковых стенок в сложеном/разложеном положении (использование одной и той же проушины)
Но пусть меня зклеймят Гуры слесарного дела Так качественно сделана ручка (как для себя) и не сняты фаски на уголках и торцах осей рояльных петель (Как совсем не для себя)
Ну совсем не "Комильфо"!
-
Что за Умный люд - но ленивыыыыыый
http://www.opengost.ru/uploads/posts/2012-10/7381058image028.gif
Чертеж одного из исполнения
http://www.rosfeman.ru/fuses/fuses_pkt/
Все по исполнениям и параметризации
А по поводу Шага резьбы и прочему... Вы абсолютно правы. Не дай бог Пенал не стой резьбой будет или хуже того шаг не тот
А пенал без штатного насыщения!? Вам самому не смешно такое?
На то он и пенал, чтоб без насыщения.
PS.
Большая часть металлов поддаются сварке TIG, вояй что душе угодно. Я мы гоняемся за тубусами???
-
http://electricalschool.info/uploads/posts/2009-06/1244281810_2.jpg
Рррррр
Керамическая трубка с 2-мя латунными пробками наполнение вроде кремневый песок (могу ошибаться)
http://electricalschool.info/uchet/343-plavkie-vysokovoltnye-predokhraniteli.html
Попросил человек показать. Что такого? и как выглядит, а Вы опять за свое Демагогия рулит и еще с человека стебетесь, а ему оправдываться. И не надо бежать, местись фотографировать все уже давно за Вас сделали Googl если конечно знать что искать!
-
 2
2
-
-
. Именно так - на каждый материал своя твердость диска нужна ,причем на различные дополнения лигатуры, во в принципе похожих сплавах, именно твердость сильно меняет результат реза. Большинство производителей (среднего уровня ) оперируют только жесткостью круга , под разные материалы ( обычно только сталь и нержа)- разные степени твердости (как правило 2-3 степени -распостраненые S, T, R), работая при этом на одном зерне - корунд (обозначается буквой А) и одной связке -снтетической армированной волокном (обозначается - BF). Пример обозначения на круге А 60 S BF где А - корунд , 60 - размер зерна, S - твердость , BF- связка. Серьезные производители работают с широким спектром зерна ,связки, твердости. Позднее выложу таблицы что к чему и в отдельной теме - абразивы пферд(и то как показывает опыт под определенные материалы подбирать нужно именно в условиях производства и под конкретные задачи/оборудование)
Драсте Вам сокалеги по проблемам. Недавишь как сегодня я решился искать ответ на вопрос -"Че за фигня!? Один диск режет как масло, а другой крошкой швыряется и воняет как скотина"
Взяв первый попавшийся диск под руки начал изучать, а что на нем написано?!
- ну габаритные и посадочные размеры понятно
- фирма
- Режимы, Безопасность, Адрес
А вот мелким шрифтом мало выделяющаяся надпись "A 60 S BF" так скромно (мол на меня даже не смотрите)
Задав вопрос Googl-у о классификации по этому названию, он морозился в корректном ответе, пришлось упереться рогом и поставить все точки на ЖЁ!
демонстраторвыложил инфу которая мне тоже попадалась (за что спасибо тока поздно нашел) Нарыл иное и уже отскринил для личных нужд, чем и делюсь.
https://drive.google.com/file/d/0B8iB5ht2WrqOblpQcTdSRDBkaXc/view?usp=sharing
https://drive.google.com/file/d/0B8iB5ht2WrqOWXAtT3VrcW5RckE/view?usp=sharing
https://drive.google.com/file/d/0B8iB5ht2WrqOOUQzNGJCQXJUcG8/view?usp=sharing
Вот от этого и проблемы, что скользит и не режет или наоборот крошится и рассыпается (проблемы криворукости производства "биение" не в счет это присуще любому производству и любой фирме т.к. вопрос Кадровый).
Вот от сель и суть проблемы. Это как напильником по каленой сталюке ровно пока не сядет или тем же напильником но по алюминию пока не залипнет насечка.
Каждый камень под свой материал, а не под общее название "Сталь" режь все подряд.
Не новость будет, что цена варьируется по фирмам! Также по составу абразива и связке (отсель и непонятки Фирма одна размер один а цена разная) - Это не значит что надо брать дешевле! Как получается сами знаете...
PS.
Шаркнуть камнем по алмазу не поможет т.к. абразивное зерно не обновится (на что расчет), а поколется на мелкое и из камня №30-45 на поверхности получите камень в №60-90 или еще мельче чем только усугубите свое итого плачевное положение.
-
Как и за что Вы вращаете сверло в таком жёлобе или "само крутится"? :-)
приложенное видео с 7:30 по 8:30 разжевано "Как пользоваться" Или я как то не так разжевываю!???
-
1
-
-
все три угла
Ну вот, то, а чем я и говорил Демагогия! За что не люблю форумы.
Пусть я буду не прав, но там далеко не 3 угла как Вас учили. Если поковыряться в теории резания и теории сверления угол по кромке в зависимости от диаметра резания изменяется согласно разной окружной скорости. Соответственно он дифференциальный И ловить его руками - ювелирная работа.
2-х угловая заточка - самая упрощенная
3-х угловая - максимально близкая к диференциальной
Заточка в упорную ось - уже дифференциальная заточка (что и пытался иллюстрировать выше)
Заточка в скользящую ось - максимально приближенный к правильной дифференциальной характеристике угла
Посему я честно не понимаю что мы тут обсуждаем... я сварганил себе приспособу, пользуюсь ей и она меня вполне устраивает.
Поделился с народом - кто хочет пусть делает и пользует, а кому не нравится или чем то не устраивает тому и рашпиль в руки!
Посему дабы не флудить откланиваюсь и иду упрощать себе жизнь дальше, Чего и вам желаю.
С уважением Ваш Фоменко А.А.
-
2
-
-
Усложним. Что есть конструкционные материалы: Ст.3? Как в таком "желобе" точить сверло d=2 mm l=40mm?Уважаемые коллеги! буду отвечать по очереди
-Конструкционные материалы — материалы, из которых изготавливаются различные конструкции, элементы сооружений, воспринимающих силовую нагрузку. Определяющими параметрами таких материалов являются механические свойства, что отличает их от других технических материалов (оптических, изоляционных, смазочных, лакокрасочных, декоративных, абразивных и др.)это термин.
В моих кругах это как правило материалы легкодоступные в поиске (качественные стали от 05кп до 20пс) реже Сталь 25-40.
- что касаемо сверла Ф2 l40мм, радиус по внутреннему углу желоба 1мм вылет при установке 2мм при наличии мелкозернистого камня или алмазного камня проблем особых не составит (оставлю за собой право оговорить, что для этой приспособы диаметры приделов являются крайностями рабочего диапазона диаметров с вытекающим от сюда последствиями)
Из личного теста я переточил свой набор сверл от 2,3мм до 18мм с шагом 0,2..0,5мм. Из чего могу с уверенностью говорить что "Можно!" остальное считаю демагогией (не аргументированной болтовней).
Позволю добавить что для "Станочников" трудящимся на сверлении по 7-8 часов в день проблема с заточной сверл решена на уровне руководства и не как не примитивной приспособой а профессиональным оборудованием для заточки всех углов режущего инструмента.
-
1
-
-
@Kolxein, Я надеюсь вы это видео видели прежде чем изготовить данное приспособление...
Разумеется и не только это, а также пол ведра информации по видам, способам и разновидным устройствам, приспособам и т.п.
Целью было поставлено: Доступность, простота, и при этом максимальное приближение к "Заводской"
Я полностью осознаю Ваши требования к данной приспособе, но позвольте, с вашим станочным парком!!! Вы никак не впишитесь в Средне-пользовательского гаражного мастера, где простейшая сварка за Манну небесную, а если втулку выточить так 3 версты шлепать.
Я из них вышел и о них помню! Вот потому и пытаюсь не задирать планку доступности и простоты.
-
2
-
-
Станочники видели/пробовали заточку свёрл на Вашем чудо-устройстве?
А можно поинтересоваться кого Вы считаете "Станочником?"
Если считать что фрейзеровщики и токаря работают сверлами более 15мм (как правило) и там углы заточки варируются в зависимости от материала и режимов резания, то использование "обезьянего метода" мало приемлимо. В данном же случае цель приспособы затачивать общепользовательские диаметры сверл 2-12мм с давольно "агресивными" углами (для однопроходного сверления) и для сверления конструкционных материалов.
-
1
-
-
Дадим стране угля, хоть мелкого, но много! Самодельное приспособление для заточки сверл диаметром от 2 мм до 20 мм. Угол заточки максимально близок к заводской.
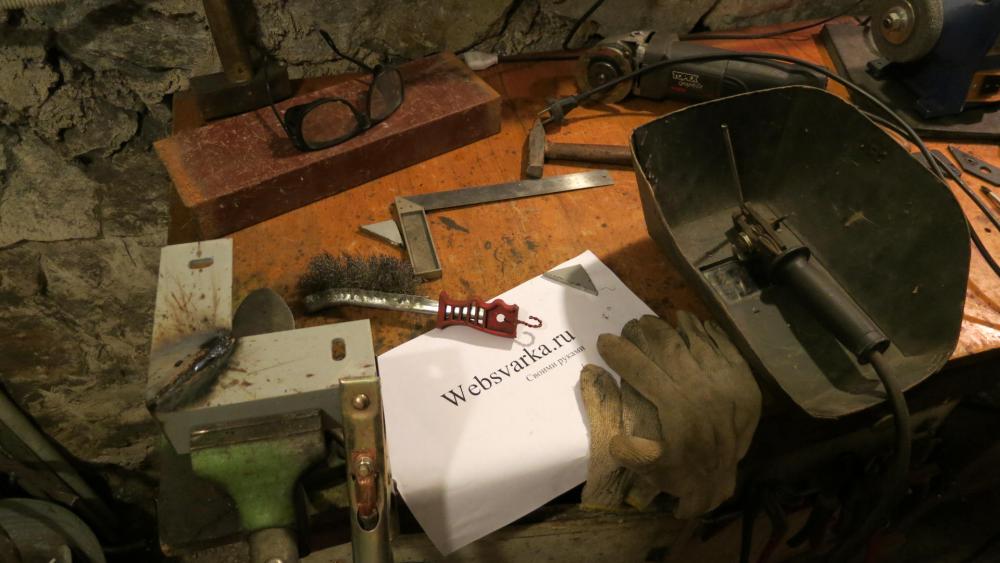
Из чего делалось

Немного сварки

Проба пера или проверка углов

Комплектность

Покраска

Финал!

Описывать не буду, а покажу мультик! Удачного просмотра!
Верьте в себя и в свои способности.
Руки нам даны не только в носу ковыряться!
Удачи Всем!
-
6
-
-
Жалко краска отгорит при первой же сварке.
Из практики могу уже с уверенностью сказать, что краска не так быстро обгорает так как там есть окно для обварки, а закапчивается это да (при сварке электродом).
-
Лень — двигатель прогресса, и такой лени у меня хоть отбавляй, посему, упрощая себе жизнь в ловле угла 90* при сварке металлоконструкций, заделал вот такие тиски. Ну или струбцину — кому как нравится.

Из чего воялось

Сварка

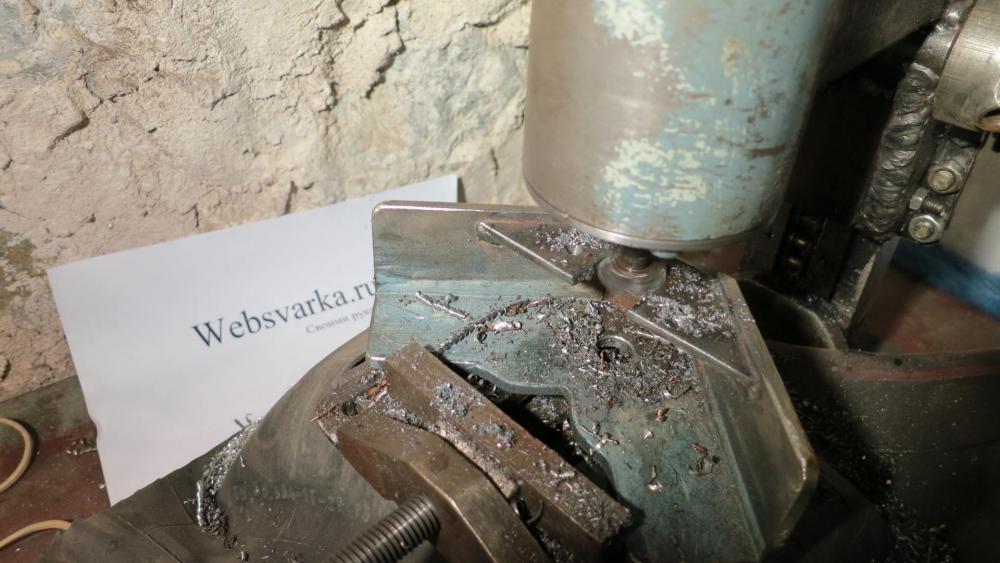
Фрезеровка и сверление


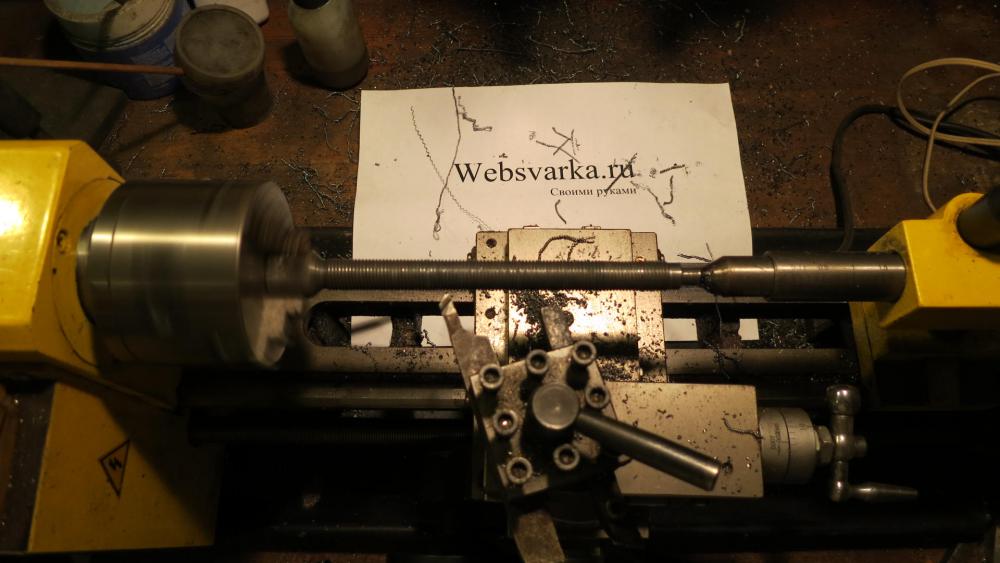
Токарные работы

Комплектность

Частичная сборка и первый тест

Покраска

Также, если кого то заинтересует, чертежи приложены: Тиски угловые.zip
Описывать полностью процесс изготовления не буду, сразу покажу мультик.
Верьте в себя и в свои способности.
Руки нам даны не только в носу ковыряться!
Удачи Всем!
Конкурсная работа № 3, Техническая номинация Конкурса сварщиков «Делаем своими руками»
Генеральный спонсор конкурса
Компания «ArMiG» — все для сварки и резки. Победитель в номинации «Лучший поставщик» концерна ESAB в России 2014 года.
-
6
-












Складной мангал
в Конкурс сварщиков «Делаем своими руками»
Опубликовано · Изменено пользователем Kolxein
Как говорится "Что заннато то не здраво!" -(польская)
сварочный швы тут чисто эстетическое а вот острые углы - сбитые колени, порезанные пальцы, поцарапанная стена, углы, задетая машина в багажнике.
А оно Вам надо!!!
Культура производства! Понимашь!?
Руссишь-Культуришь, так Ху.....шь! - Не вариант!
Или нынче Сварщик Слесарю не товарищ? И фаски снимать это не царское дело!