

Tibidabo
-
Постов
18 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Tibidabo
-
-
Можно посмотреть результат ?
Хе) Проверка как для неизвестного на этом форуме. Можно, но новых фотографий нету, покажу те что с лета, на тот момент это была учёба. Как буду опять трубы варить аргоном сфотографирую на нормальную камеру. У нас принято что если обратный валик 0,1-0,8 мм и облицовка >=1 мм, то это то что надо для работодателя.



-
 6
6
-
-
Я ставлю 120-140
Тоже изнутри подаю. Попробуй 60-70 А, долго на месте не стой, пару недель и начнёт получаться. Успехов!
-
А сертификат? Или работодатели без него на колени встают?
Так на мой вопрос и не получил ответа, что это за мода, задавать преглупейшие вопросы, а самому не отвечаешь? Попытка меня в чём-то подловить?
Уже на второй вопрос отвечу, посмотрим как ты ответишь на мой первый насчёт От куда Вы это взяли? .
-------------------------------------------------------------
На тот момент сварщиков не хватало не только в Литве, но также и в более развитых европейских странах (Германия, Голландия, Дания и т.д) строек тысячи, а варить некому, все достойные с хорошим английским и сварным почерком на нефтяные платформы разъехались, остались алконафты с дрожащими руками и бессмысленным гонором, само собой это для Европы не применимо. С 2005 года по 2007 к нам в город (а город у нас состоял из 99% высококлассных специалистов, как ни как одна из самых мощных атомных станций в мире ими была построена) приезжали работодатели со всей Европы, искали как говорится людей без вредных привычек и способных хорошо по их меркам варить. Мой коллега сходил на одно из таких собеседований, после собеседования отвели в цех, дали заготовку, трубу в G6 позиции, сказали заварить. Заварил и пригласили в Клайпедскую фирму работать, которая людей отправляет в командировки всё оплачивая, ну не считая еду, 6 недель ,к примеру, в Голландии, 2-e дома, пока дома-работодатель и это оплачивает, на праздники рождество, новый и год и другие отправляют домой что бы с семьёй побыл, работая там он за 5 лет набрал хороший опыт, вместе с опытом кучу сертификатов, сейчас может варить всё от FM1 do FM6 присадками, тем самым и пользуется. Вот работодатели и "становятся" на коленки. Сейчас по прошествии ~8 лет сварщиков столько стало, как говорится куда ни плюнь окажется сварщик, поэтому требования у работодателей взлетели до небес. K примеру, я когда проходил собеседование на Данию, в очереди седело 12 сварщиков, у всех опыт в раза 2-3 больше чем у меня, но только у 3 были сертификаты, в том числе и у меня, а нужен был всего один сварщик, поэтому директор фирмы стал выбирать, все 12 заварили трубы, но почему-то выбрали меня, хотя признаться опыта то у меня меньше чем у других, и так как с другой фирмы уже звонили и в Голландию предлагали ехать я и осмелился и задал вопрос директору: а почему меня взяли?-ответ чутка удивил:-у нас в организации из 30 сварщиков да и в целом из состава всей фирмы ты первый у кого 2 высших, даже у директора только одно, нам такие люди нужны. Ответ был для меня ясный, больше вопросов я ни задавал. Я ни хочу сказать что с высшими легче устраиваться на работу сварщиком, но судя по моему опыту выходит что это так. Ответ устроит, или ещё какой вопрос будит задан?
-
1
-
 2
2
-
-
@Tibidabo,Вы считаете, что у сварщика обязательно должно быть высшее образование? А остальные что- не люди?
Что за бред????
 От куда Вы это взяли?
От куда Вы это взяли? Выcшее, или два, три - это только плюс к работе сварщика. 10 раз перечитал что я написал, так и не понял на что вы в моём тексте оперлись что бы так говорить????
-----------
У меня коллега только ПТУ окончил на механика и за год сам выучился в гаражах на сварщика, варит 5 лет только аргоном, работодатели стоят на коленках только бы он у них работал, и он выбирает где работать, за жильё ему оплачивают работодатель, за перелёт туда и назад на самолёте оплачивает работодатель, зарплата 14 евро/час, одежду и сварочные принадлежности также даёт работодатель, и без всяких там высших образований, ни понимаю я вас, как что напишите, хоть стой, хоть падай, я что не по русски пишу???????Ещё раз повторюсь, высшее это только +1 бонус при трудоустройстве
 , не пьёшь ни куришь +1 бонус , почерк как у робота +1 бонус . Нету высшего ну и ни страшно.
, не пьёшь ни куришь +1 бонус , почерк как у робота +1 бонус . Нету высшего ну и ни страшно.-
2
-
-
Хочу вот у форума совета спросить по поводу освоения новой профессии сварщика.
Добрый день тёзка) У самого 2 высших, работал от ИТ директора крупного торгового центра, до начальника отдела по информатики в организации при министерстве внутренних дел. Наверное как и у вас в России-Украине у нас в Литве до 2009 был сплошной кайф, зарплаты большие, перспектива карьерного роста, вкратце малина. После как пришёл первый мировой кризис, стали отделы закрывать, персонал щемить чтобы по своему желанию ушли с работы, зарплаты урезать, в итоге с моей организации с 130 человек осталось подмазанных 50, я уже одновременно работал и информатиком и криминалистом и до судебным экспертом и даже выполнял обязанности завхоза, временами даже с патрулями ездил на задержание особо опасных преступников, а зарплата в то время всё опускалась и опускалась. Тогда встретил одноклассника, в школе он был двоечником, еле еле окончил школу, только вот ездит он на дорогушей машине, свой дом, жена модель и так далее. И поведал он историю о том что просто стал сваркой заниматься. С электродов перешёл на аргон, увидел объявление в далёком 2006 что нужны аргонщики в Голландию, съездил на ту фирму, заварил трубу и ему дали какую-то бумажку с которой он может ехать работать аргонщиком в Голландию. Потом это стало называться сертификатом и без него на западе стало не возможно работать сварщиком, дипломом сварщика можно подтереться как мне сказали в пару фирм куда я обращался. Так выслушав его историю и на тот момент у меня уже терпение было на нуле, работать за копейки (600 евро в месяц) по 28 часов без сна, решил конкретно поменять свою жизнь и как говорится из князей в сварщики податься. Через пол года усиленного изучения сварки с нуля и потратив на всё про всё 3000 евро, я сдал самостоятельно на 111 и 141 процесс плюс VCA/SSA, и только тогда работодатели стали обращать внимание, поэтому отвечая на твой вопрос: Да, можно спокойно стать сварщиком, если руки из того места растут, и голова есть на плечах, плюс высшее образование этому доказательство. Учись на диплом, потом с этим дипломом езжай сдавай на сертификаты+знаешь английский и спокойно найдёшь на западе или как ты уже писал в Канаде работу сварщиком. Сразу предвидя вопрос, да, без сертификатов не берут хоть стаж у тебя будет 40 лет и ты варишь как робот. После сертификатов можешь смело говорить что стаж 10 лет, ни кто проверять не будет. Дерзай и вступай в ряды высокооплачиваемых сварщиков с высшими образованиями!)))
-
1
-
3
-
-
@Tibidabo, Вам это ничего не напоминает?
Есть захочешь и научишся быстро всему, к чему вопрос? Я с этим человеком да и в целом с этого сайта ни с кем не знаком.
не знаю как в литве, а у нас шов с такой облицовкой(судя по фото) до рентгена может не дойти
Я привык аргоном варить, и тоже думал не пропустят, а пропустили. Видать для ММА (111) процесса это сойдёт. Как понял из слов эгзаменирующего, главное чтобы валик с обратной стороны не превышал бы 0,5 мм и был в диапазоне от 0-0,5 мм, и облицовка не имела подрезов глубже 0,5 мм. ну и само собой чтобы в толще 20 мм не было бы пор. Было разрешено пользоваться болгаркой, поэтому был уверен что пор нету. Без болгарки думаю остался бы шлак и не прошёл бы рентген. Щётка была лысая и ей очищать от шлаковых пылинок было адски сложно. Поэтому не люблю MMA111, в TIG141 варишь и не задумываешся, всё чисто, ни каких пылинок, грязи и шлака.
-
ЕВРОПЕЙЦУ - Россию не понять, да в принципе как и любому иностранцу.
По фамилии да и по крови я русский, если будит война, отдам за Россию жизнь. Просто я люблю порядок и хотелось бы чтобы он был не только там где работают по VCA/SCC или с ТööohutuskaardiЕсли что -это вырванная часть из предложения касающийся мыслей @Max77,
-
1
-
-
@Max77, я одну десятую о своих достижениях не рассказал. А как вы выразились-вундеркинд, спешу обрадовать, я обычный как 5 копеек. И так как есть опыт общения в интернете, как ни как 9 лет в организации при министерстве внутренних дел начальником отдела информатики работал, поэтому заранее дабы не разводить на 100 страниц с такими как Вы людьми бессчётную полемику - решил ранее расписать в более расширенном виде в надежде что не возникнет попыток подколоть указывая незаметно как бы на себя что только редкие люди могут достойно варить, а всем остальным не судьба, сидите молча и хвалите на моей голове корону. Но вижу этого было не достаточно, жалко, а надежда то была. Знаю что я многого ещё не знаю, но также знаю что со временем этот недочёт будит уменьшатся, а Вы просто один из тех самых гонористых сварщиков, понимаю, задел, ну терпите или меняйтесь.
У нас на северах вы бы с такой самооценкой и до обеда бы не продержались.
Вот так и думал что человек не владеющий даже пару сертификатами будит о моей самооценке говорить. С начало на иностранном языке сдайте на сертификаты, а потом уже и сами будите как ошпаренный сторониться безобразия в работе, покурить захотел, идёшь в отдельное место и куришь, Вы же в туалет ходите не на тоже место где занимаетесь сваркой, и желательно перекуры устраивать после выполненной работы, а не когда все вкалывают, а один обалдуй считающий что перекур это положено сварщику, встал и давай дымить прямо на рабочем месте, а все вокруг пускай таксикоманятся. На рабочем месте всегда должна быть вентиляция, а если её нету то выданы специальные сварочные маски с задувом чистого-отфильтрованного воздуха. В Европе безопасность при выше всего, пожалуйста не позорьте север. За такое с работы махом увольняют, рабочее место по мере возможности должно быть чистым, человек поговорить может дома, покурить, попить алкоголь, пальцы веером-сопли пузырями также дома жене показывать, а на работе работай и точка и ни дай бог коллеге по работе будит из-за твоих действий плохо-неуютно работать, будишь сидеть дома без работы и на монитор пальцы расставлять. Надеюсь больше не вернёмся к этой тематике. Достойных людей не корчащих из себя богов я сразу вижу, поэтому не надо мне ничего доказывать.
-
3
-
-
Я был уверен что заварю, за месяц аргоном TIG141 научился варить и сдал на сертификаты на не поворотную трубу в положении H-L045 по нержавейке и чёрному металлу. А MMA111 процессом за 3 дня научился варить в гараже сырыми электродами, это же не трубы в H-L045 положении сваривать, а пластины. Рентген, визуальный и на излом прошли пластины-сертификат будит. А так чтобы не было вопросов, да как так возможно, вот краткий ответ - я встречал сварщиков, которые за 30 лет так и не научились варить, это конечно грустно. Но у меня 2 высших технических инженерных образования, я вообще ни когда ни курил и последний раз алкоголь-пиво пил лет 8 назад, занимаюсь спортом, тобишь руки не дрожат как у 90% алконафто-сварщиков и как уже наверное догадались мозги есть чтобы в очень короткий срок освоить работу сварщиком. Меня выбешивают сварщики да и в целом люди которые еле стоя на ногах или выкуривая за час 10 сигарету расставляют пальцы веером и своим гонором пытаются доказать что все вокруг тупые, безмозглые ни на что ни способные, только они боги, были такие кадры, давали трубу, говорили завари, заваривал и спрашивали сколько лет я варю-15? Когда говорил что второй день-давились сигаретой, да, есть люди пустышки, у нас в Литве их пол страны, делать ничего не умеют, а сопли веером, но для многих увы-я не вхожу в их число.
Так а насчёт центра сертификации, в Литве он один, и имеет в некоторых городах свои центры-филиалы, и если наберётся энное количество желающих cдать на сертификат в каком-то крупном городе больше чем в другом, то в этот город все и съедутся для сдачи, я сдавал в Вильнюсе. В других городах желающих не было, а на аргон 141 процесс сдавал в Риге-вот там хоть с вентиляцией проблем не было, варишь и вентиляция засасывает дым, и над душой не стоят куряги с сигаретами во рту. А тут варишь и не видишь сквозь дым даже ванну, на просьбу включите вентиляцию-ответило местное начальство, (кстати тоже с гигантским гонором и осознанием что они боги) что им в кабинете сидя будит прохладно чай пить, а вы мол за 3-4 часа не помрёте, я как человек сдавший в Бельгии на сертификат VCA по безопасности даже не мог предположить что в Литве такое безобразие, и само-собой через 3 часа у меня вместо слюны была чёрная мазута, а в горле при глотании слюны 2 дня держалось ощущение ангины, плюс там была одна болгарка на 5 человек, молотки для отбивания шлака тупые (не заострённые) как обычные молотки, металлическая полу лысая щётка повидала думаю времена Сталина, и это я за 500 евро приехал сдавать на 111 сертификат. А так планирую для себя купить полуавтомат MIG/MAG и тоже за неделю, а может быстрее научится варить как сварщик с 30 летним опытом. Как я уже догадался, у меня это в крови, починить компьютер любой сложности, спроектировать сеть и её создать, починить любой двигатель (до 2009 года попадались убитые-разбирал и собирал как с завода), починить телик, холодильник да в целом любое электро-оборудование по которому течёт ток. Для меня всё со временем кажется примитивным, и каждый день хочется что-то новое узнать и меня удивляет что есть люди - взрослы люди ни способные даже розетку починить. И когда задаю вопрос-всегда хочу получить на него точный ответ, но смотрю в целом по миру мало кто в интернете отвечает как положено, вижу 99% гонора.
P.S вот за 3 дня научился варить под рентген 20 мм пластины, прикладываю фотку, и логически думаю что через лет 10 если руки дрожать ни начнут, буду варить ни чем ни хуже робота. С обратной стороны ровный валик высотой 0,5 мм.

-
6
-
5
-
-
Дали пластины 20 мм толщиной, дали 2,5 мм есабовские сырые электроды 75 амперами их плавил, ох и умучался я с ними, 2 см шва и электрода нету, шлифанул болгаркой и остался 1 см шва, ужас, пыль столбом, дышать нечем, вокруг все варят, кто ацетеленом, кто тигом, кто ММА, все курят-жесть, хуже не придумаешь, в Литве больше сдавать ни буду, свинарник, а не место для сварщиков. В конце концов плюнул, взял 3,2 мм электрод длиной 600 мм пока егзаминируюущий-сертифицирующий мужик не видит и махом в два захода заварил, а то это идиотизм чистой воды, диаметр электрода 2,5 мм, длиной 450 мм варить 20 мм пластины. Ой и хитрые они там, конечно любой дурак у кого уже есть сертификаты по TIG141 процессу заварит, только с короткими и тонкими электродами это пипец как долго, обидно что ни кто об этом заранее ни на одном форуме не написал, ну я не жмот, дарю секрет, пользуйтесь.
-
1
-
-
Вроде тут вопросы задают, и я свой задам. Я в основном варил TIGом141 под рентген, но сейчас надо сварить пластины и чтоб прошли визуалку и рентген процессом MMA111, 20 мм толщина стенок, вертикал. Буду благодарен за рекомендации по току и диаметру электрода, да и другим думаю будет интересно. Заранее Спасибо.
-
2
-
-
@Tibidabo,Здесь один очень умный и с огромной практикой человек писал как сварить нерж трубу с хорошим обратным валиком.Делаешь скосы до острого,без притупления и стыкуешь вплотную,потом прихватки,минимальным диаметром присадки,можно проволокой от полуавтомата и обвариаешь корень своим телом,тоесть телом трубы,получается отличный обратный валик.Пробуйте.
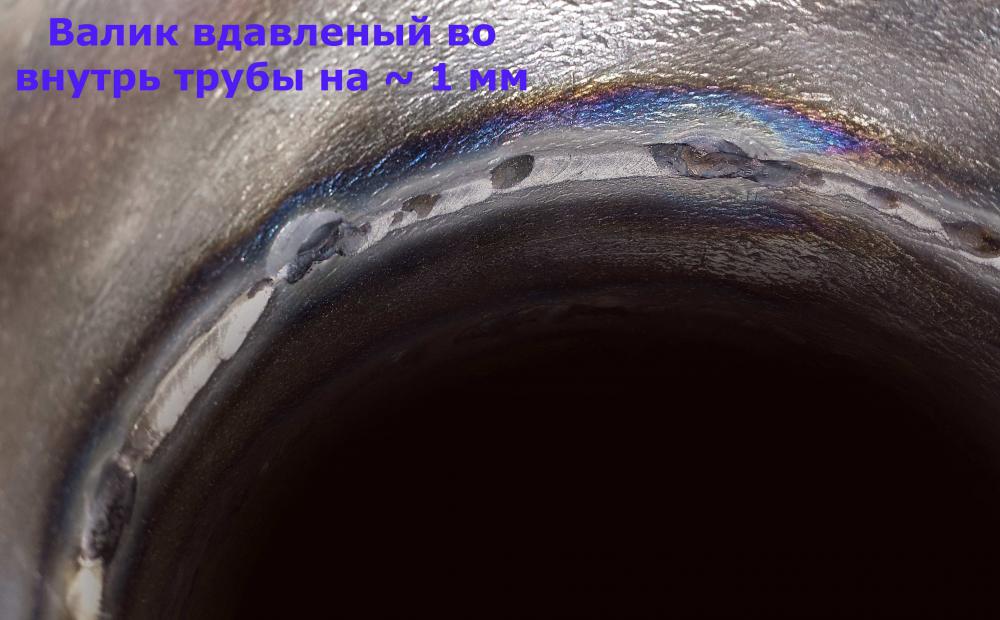
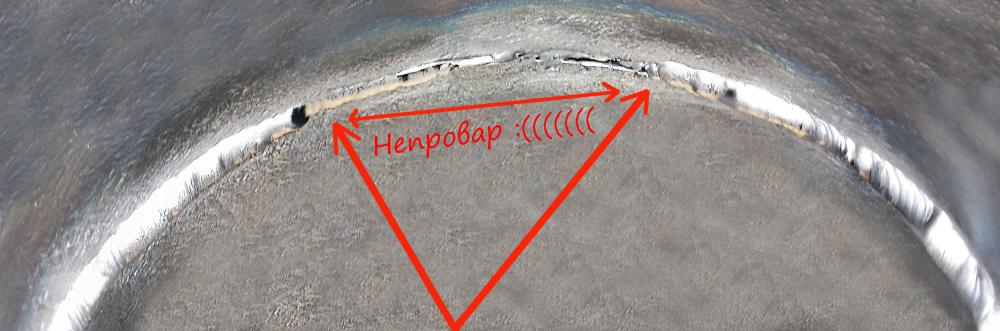
Попробовал, варил на тока 110 ампер, 120 и 130 ампер, присадку использовал 0,8 и 2 мм, также на всякий пожарный без присадки сварил 4 см шва, на горелке (линза) 7 литров, на подув с начало 5, потом 7, потом 10 выставил, вернулся к 5, иначе задняя часть сильно как холмик надувалась, хотя я сделал 2 дырки по 3 мм диаметром для выхода воздуха и аргона. Результат тип-топ как будто я варю чёрный металл само собой без подува, от 1 до 2 мм вогнутый во внутрь трубы шов, как будто его этим самым подувом и выдавливало, сплошное расстройство, ещё один день убит в пустую + 40 литров аргон спущено в воздух. У кого какие ещё идеи, пока что только с расстоянием в 3-4 мм у меня идеальный валик на пол трубы, дальше сужается (не спасают три прихватки) и варить нереально, вплотную как показала практика результат хуже чем плачевный.









-
1
-
-
Посмотри внимательно
Многие вопросы отпадут.
10 литров на поддув. Ну, я примерно столько же и даю. Правда, и труба у меня в раза 3 по диаметру больше чем у него. И толщина стенки-не 1 мм, где можно своим телом проварить, а 5 мм. Найти где нибудь бы видео, где видно, как толстостенные нержавеющие трубы сваривают, срезая прихватки или поверх горелкой по ним наяривают и при этом корень шва (валик) получается идеальным. Тонкостенные впритык сваривая это - для конкретно начинающих, таких на работу не берут, дадут трубу с стенкой в 10 см и давай соедини с идеальным корнем и облицовкой, ни можешь-до свидания.
-
есть стандарт LST EN 287-1 Qualification test of welders - Fusion welding - Part 1: Steels, http://www.maihanji.com/biaozhun/biaozhun_files/1/BS%20EN%20287-1-2011%20%E7%84%8A%E5%B7%A5%E8%B5%84%E6%A0%BC%E8%80%83%E8%AF%95%20%E7%AC%AC1%E9%83%A8%E5%88%86%EF%BC%9A%E9%92%A2.pdf по нему нашёл похожий русский ГОСТ Р ИСО 5817-2009 Сварка.
http://docs.cntd.ru/document/1200081672
Ну как мне объяснил человек который год назад сдавал на евро сертификат, будит корень шва ровненький 1 мм и облицовка 1 мм, получишь сертификат, иначе даже не запаривайся, у нас в Литве стоит на чернуху и нержу сдать 870 евро.
На подаче аргона в горелку 7 литров, линза 7 мм диаметром, на подув 8-10 литров.
ISO-5817–1992(Е)-(EN-25817)_-Стальные-соединения_-выполненные-дуговой-сваркой.pdf
-
У нас диаметром. А ещё интересно, как у вас длину окружности высчитывают -π2 на диагональ перемножают?
Извиняюсь забыл русский, да точно диаметром.
@Tibidabo,Здесь один очень умный и с огромной практикой человек писал как сварить нерж трубу с хорошим обратным валиком.Делаешь скосы до острого,без притупления и стыкуешь вплотную,потом прихватки,минимальным диаметром присадки,можно проволокой от полуавтомата и обвариаешь корень своим телом,тоесть телом трубы,получается отличный обратный валик.Пробуйте.
Спасибо попробую
Каким током свариваете корень?
55 ампер, долго не стою на месте, быстренько подаю присадку.
-
1
-
-
есть фото обратного валика? При недостаточной защите Вы его не получите.
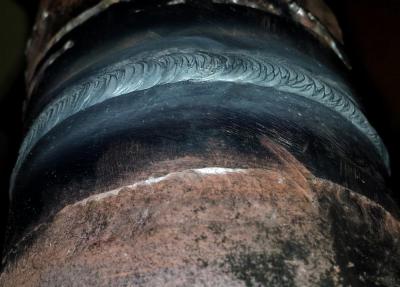
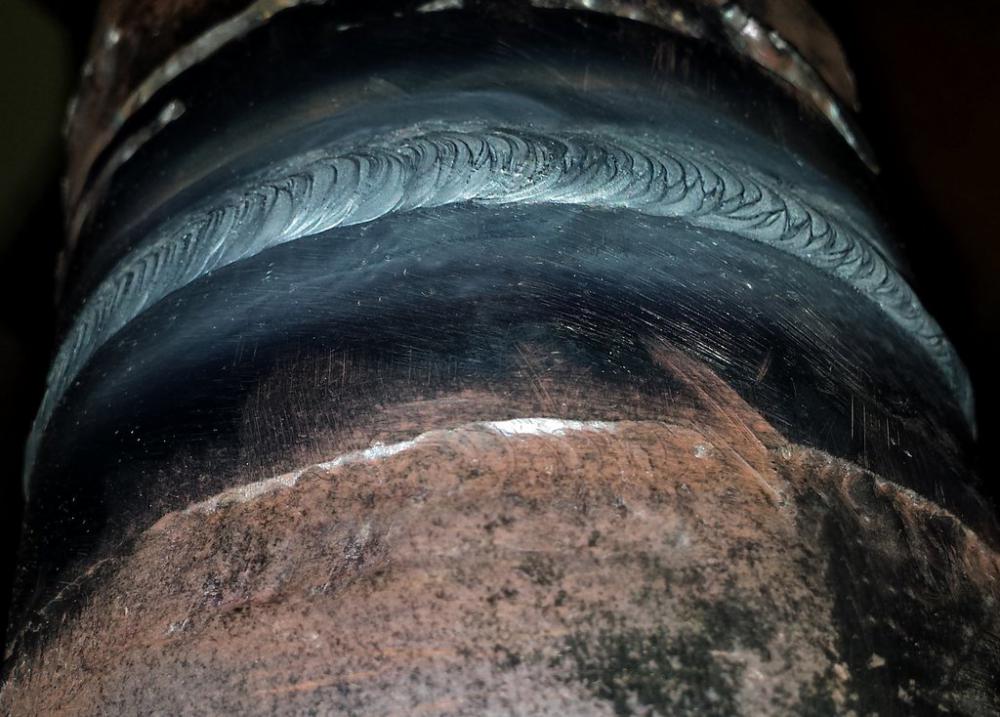
Чёрный метал без поддува, 2 фотки, а фотография нержавейки была выше с поддувом и в самом конце 4 см шва без провара из-за того что присадку 2 миллиметровую не смог пропихнуть в 1 мм щель. Нержавейку почистил щёткой металлической, а так шов был серого цвета.



-
- Популярный пост
- Популярный пост
Сделал из металлолома для сварочника и 40 литрового баллона тележку для перевозки на ровной поверхности, в гаражах спасает от надрыва спины. Может кому что из этого за идею пригодиться.













-
23
-
С таким зазором никакой расход не справиться, только хуже будет. ИМХО. Сваривать участками между прихватками, технологии много раз пережеваны на "чипмейкере", на Ютюбе тьма видео !!!!!!!! Зазор "немного " великоват, присадком обр. валик формировать не по феншую. ИМХО.
Товарищ, вы откуда? Может чуть по профилю заполнить? Где диагоналями трубы меряются? Жуть как интересно.
Я бы указал от куда я, да в форуме в настройках пользователя нету такой возможности, страна Литва, скоро ехать сдавать на евросертификат чтобы работать в Голландии. А чем у вас меряют трубы?-цветом, запахом, длиной, у нас диагональю и точка????????
А чем формируют обратный валик? Пробовал впритык варить-не провар, пробовал 2 мм делать расстояние-не провар. Я уже больше полугода изучаю ютуб, http://www.chipmaker.ru/, googl, yandex и т.д Этих нюансов там нету, как пон ял что-то типо тайны сварщиков, поэтому плюнул на гордость и решил расспросить у профессионалов в открытую в лоб, вдруг кто поделится тайной. Единственное что выяснил и ни тут а звонком в Голландию к знакомому, так это на нержавеющей трубы диагональю 100 мм, толщиной стенки 5 мм, нужно минимум 6 прихваток на корню по 8 мм длиной делать, тогда есть шанс что к концу сварки не поворотной трубы в позиции H-L045 (G6) прорез не сузится и можно просунуть прихватку к самому корню и закончить делать корень шва -ровненький ни выше 1 мм. Жалко что тут ни кто об этом не написал, ни ясно почему, яж ваш хлеб с России и Украины не забираю.
P.S если что ни так, заранее извиняюсь за не правильно сформулированный вопрос на русском, подзабыл его.

-
1
-
-
Пол года варю трубы, разных диагоналей, от 20 мм до 160 мм, но только чёрный метал. Но сейчас надо варить нержавейку (какая сталь не знаю, ну думаю это и ни важно), 100 мм диагональ, 5 мм толщина стенки. Делаю всё как и с чернушкой, стачиваю болгаркой кромки под 30-45 градусов, выставляю расстояние 4-5 мм, делаю 4 прихватки прямо на корню (север, юг, запад, восток), ставлю подув 8-10 литров аргона, на горелку с линзой 7 литров и варю 55 амперами, больше ампер и ванна не контролируемая, как сопли, то туда то сюда, вообщем ужас, после контролируемого чёрного металла-нержавейка это сплошное недопонимание и стресс, (чёрный металл варю 70 А на корень ставлю, а на облицовку 95 ампер). Так вот вопрос к спецам по сварки нержавеющих труб: какой бы вы выставили расход газа на подув (так как у меня корень шва серый, а не золотистый) и сколько сделали бы прихваток на таком диаметре трубы? Так как в моём случае, начинаю сваривать при равномерном расстоянии между двух труб 4-5 мм, а к концу уже ~1,5 мм и присадка диаметром 2 мм ни пролезает, тем самым корня шва в конце добиться нереально. А также не понял, делая прихватки веть тоже подув используется? Или прихватки при сварки срезаются болгаркой? Я кстати срезаю их, так как переплавить для качественного и ровного корня шва не получается. Примечание, корень шва должен быть не выше миллиметра. И облицовку каким током лучше варить, даже 80А меня не слушает, плывёт куда вздумается, сразу говорю - способом сварки опиранием (вихляй рука) на сопло не владею.
Заранее спасибо.




































{kind=link}
Как добиться обратного валика не поворотка диаметр 273?
в Аргонодуговая сварка — TIG
Опубликовано · Изменено пользователем Tibidabo
Я начинал с пластин, потратил на них в сумме дней 7 по часа 4 на сварку и 4 на подготовку пластин к сварке. Помогло 30 минутное объяснение опытного сварщика (показал что и как держать и как подавать присадку, как варить чтобы не было кратера в конце сварки), а дальше youtub-сила, пользуйся им. Въехал в суть плавления метала и глаза с руками перестали боятся расплавленного метала и перестал сжигать перчатки, а так по началу пробовал стеклотканью опирающейся палец обмотать, чтобы не обжигать палец об раскалённый метал, с стеклотканью не так сильно происходила передача тепла с металла на палец и тем самым реже отдёргивал палец. Как научился достаточно быстро вести дугу чтобы метал не успевал в районе дуги накаливаться до красна и не дёргать рукой в самом конце тем самым портя шов, так и перешёл на трубы, но по совету аргонщика с большим стажем начал сразу с не поворотной в положении G6, с толщиной стенки в 5 мм, на это дело где-то недели 3 убил, 6 баллонов по 40 литров аргона, 60% этого времени убил на подготовку труб (разрезка, шлифовка, притупление-тут на форуме много инфы как и что), заодно теперь уважаю труд слесарей и монтажников, научившись варить не поворотную трубу в 45 градусов, все остальные положения стали как и говорил аргонщик со стажем простыми и безнапряжными-не стрессовыми. Я как ни разу ни варил другими типами сварки, так на Аргоне-TIG141 показалось всё просто, после пробовал немного полуавтоматом, могу сказать намного проще, а вот MMA тяжко, шов не красивый, но для себя решил с опытом-временем и это думаю придёт. С 141 процессом приятно работать, ни шлака, ни брызг раскалённого металла, лишь бы металл был как можно чище-желательно как зеркало и аргон чистый, будит грязный-замучаешься, и кучу нервов потратишь пока поймёшь в чём дело, так что учись и всё получится, вот ещё пару фоток внутрянки на старый мобильник фоткал, качество как и выше плохое, но смысл должен быть ясен и одна фотография с облицовкой, хоть валик корня шва и не выпирал больше чем на 1-1,5 мм, но работодателю в Голландии это ни очень нравится, морщится, как заметил с облицовкой со временем у всех всё на мази, а кто с вихляй рукой-американкой (с отпиранием на сопло) подружится так одно удовольствие на его швы смотреть, а вот с корнем надо попотеть, но это того стоит, аж настроение поднимается когда внутри колечко выходит. Ах да и желаю чтобы не было подсосов воздуха у горелки и редуктора, а то получишь идентичный нервный срыв как и при грязном аргоне