

mig_welder_man
-
Постов
78 -
Зарегистрирован
-
Посещение
-
Победитель дней
4
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные mig_welder_man
-
-
оригинал esab, ewm.@mig_welder_man, Керамика, на фото с левой стороны — "колхозная" или заводского исполнения (полуудлиненная) ?

-
 3
3
-
-
Зоркий!! Действительно есть незначительное смещение, Но для нас это не критично! Это подопытный образец - игрушка для робота!@mig_welder_man, мне кажется или действительно трубы сварены не в одной плоскости?
-
2
-
-
- Популярный пост
- Популярный пост
-
10
-
шов тот что ниже не мой, сварен у нас на роботе. Фото сделаю!@mig_welder_man, а п/а тоже ваш шов?
А можно ещё фоток этого узла, а я пока челюсть с пола соберу.
-
1
-
-
- Популярный пост
- Популярный пост
Всем доброго времени суток! Удача улыбнулась и не пришлось долго ждать! Это как раз то, о чем я говорил сварка трубы нерж. 30*2Если че без обид,я сам относительно недавно начал пользовать пульсы-шмульсы и пр.Мне тоже форумчане помогали с режимами и технологией,поэтому и непонятно как на ваших режимах можно добиться таких результатов.На 40А нержу 2 мм однозначно не продавить под рентген,если еще без присадка,то будет занижение св.шва относительно основного металла и даже вик не пройдет.






-
10
-
Событие это действительно было и у нас получилось на этих режимах получить нужный результат. Описание: стыки труб 30*2 делали без зазоров, без разделки. Ток 40А. Постоянный режим, вольфрам 2мм. Угол заточки 30°. Сварка максимально короткой дугой около 1мм. Шов получился ровный без усиления как снаружи так и внутри, 4мм шириной (что и требовалось от нас)! На данный момент этот тип соединения убрали. Если желаете, сделаю катушку, покажу что получается! Обид нет! Я тоже постоянно учусь чему то новому в нашем деле. 20лет в сварке вроде не много, но и не мало, ещё много чему хочу научиться! И последнее от меня вопрос: есть ли здесь спецы по лазерной сварке?Если че без обид,я сам относительно недавно начал пользовать пульсы-шмульсы и пр.Мне тоже форумчане помогали с режимами и технологией,поэтому и непонятно как на ваших режимах можно добиться таких результатов.На 40А нержу 2 мм однозначно не продавить под рентген,если еще без присадка,то будет занижение св.шва относительно основного металла и даже вик не пройдет.
-
1
-
-
Обычно если люди разобраться хотят, то они вопросы задают!, Если научиться чему - практикуются! На вопрос как это получается?, Отвечу одним словом- опыт! С которым я не против здесь поделиться!да дело не в фантазиях, просто понять люди хотят, как так-то? Как это получается на режимах на порядок ниже чем у других (пусть даже показометры привирать могут) и ниже чем общеустоявшаяся практика не в ущерб результату.
-
2
-
-
я все понимаю, еслида дело не в фантазиях, просто понять люди хотят, как так-то? Как это получается на режимах на порядок ниже чем у других (пусть даже показометры привирать могут) и ниже чем общеустоявшаяся практика не в ущерб результату.
-
Ну раз Вы так уверены что я тут нафантазировал про сварку на 40А., тогда давайте на деньгу заспорим, ради такого случая сниму видос@mig_welder_man,ток 80А с присадком,толщина 2 мм.,внутр.валик,какие 40А на просвет?На 40А вы только кромки сплавите,ни о каком проваре и речи быть не может.http://websvarka.ru/talk/public/style_images/master/attachicon.gifB2887B2F-B1F4-4B5C-9126-CDEBA821BAB4.jpeg

-
более скажу: мы варили трубу нерж. 30*2 на просвет, без присадки, ток вообще 40А. ставили и всё отлично получилось. Фоток нету к сожалениюпросадка в сети может быть причиной! Но в общем подбираем ток под себя как кому удобно, получаем нужный результат!
-
просадка в сети может быть причиной! Но в общем подбираем ток под себя как кому удобно, получаем нужный результат!Почище,70А,катет 3 никак не выйдет и это при том,что присадок 1,2 мм,1,6 мм еще сложнее варить на этом токе.http://websvarka.ru/talk/public/style_images/master/attachicon.gif480C3A2C-590A-491C-8C47-D0F6BC08C2EB.jpeg
-
на 140 у меня бы жарило бы! У вас какой аппарат? Возможно аппарат выдает неправильные показания!? Стычок кстати грязненький, поэтому приходится ток больше ставить?!Фланец 8 мм,лист 2 мм,ток справа-налево 70А;120А;140А.70А по факту вообще ниочем,даже на меньших толщинах,чем 3 мм и фланец там не знаю сколько,но явно толще 8 мм.http://websvarka.ru/talk/public/style_images/master/attachicon.gif817BF95C-3460-4F5A-B304-356ECD34A06A.jpeg
-
под воду, 5 очей Макс., контроль ПП (потекла - подварили)И этого шва хватает??? Ни провара, ни катета.... На токе 70А , на такой детали, проплав будет не более 1мм! В чем прикол? Какое давление опрессовки?
 )
)
-
1
-
-
вот как то так.@mig_welder_man,просто не представляю как на таком токе прогреть основной металл этой толщины.Можете показать это соединение,сваренное обычным способом,не американкой,на таком же токе?

-
1
-
-
я думаю что не мало. Это ж нержавейка, перегрева не любит. Поэтому и ток в нижнем диапазоне.@mig_welder_man,тока не мало для такой толщины?
-
Обязательно получится, если будет к тому стремление! У меня тоже не всегда хорошо получается! А совет такой могу сказать: 1) это контроль дыхания (ровное,спокойное) 2) если варить с опорой на керамику, то не давить на неё, а стараться легко скользить - катить по детали! у меня так не получается
у меня так не получается -
Esab caddy 2200ac/dc
-
7 вариант
-
1
-
-
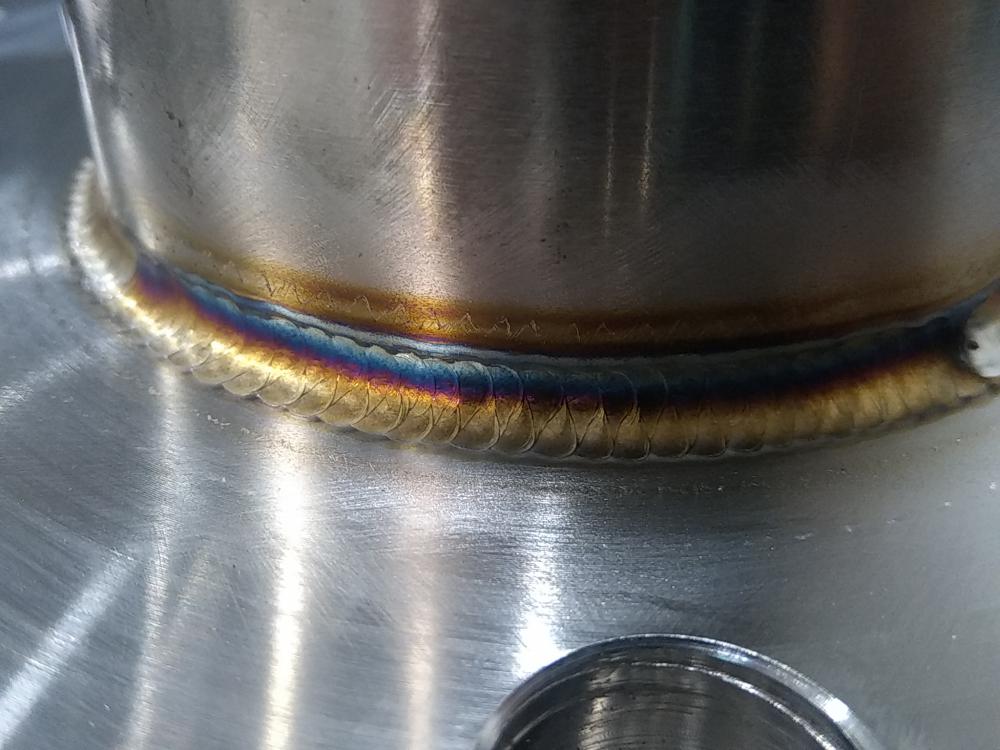
Соединение в замок, без внутренней подварки.А обратный валик такой же красивый? Или там подварка изнутри? Или как?
-
1
-
-
Способ - РАД, Труба 89*3 нерж + фланец, катет - 3, ток 70А., Присадка 1.6

-
8
-
-
- Популярный пост
- Популярный пост
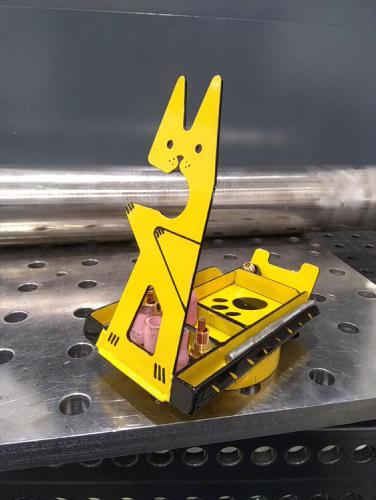
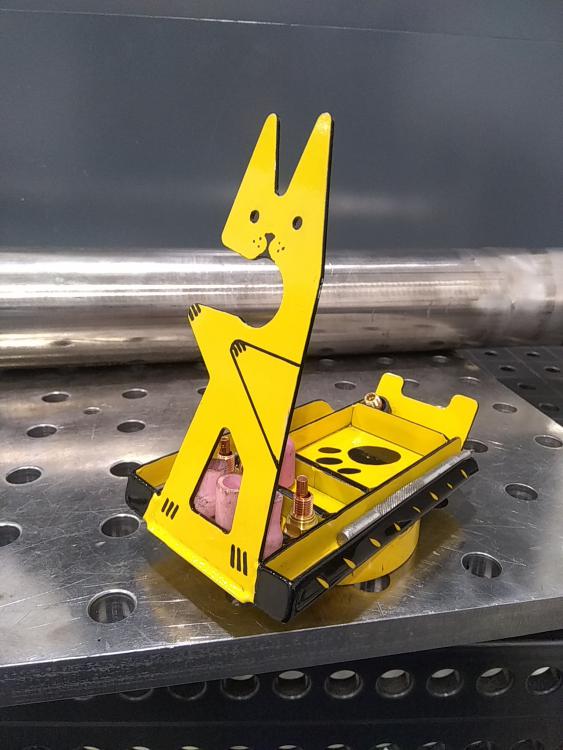
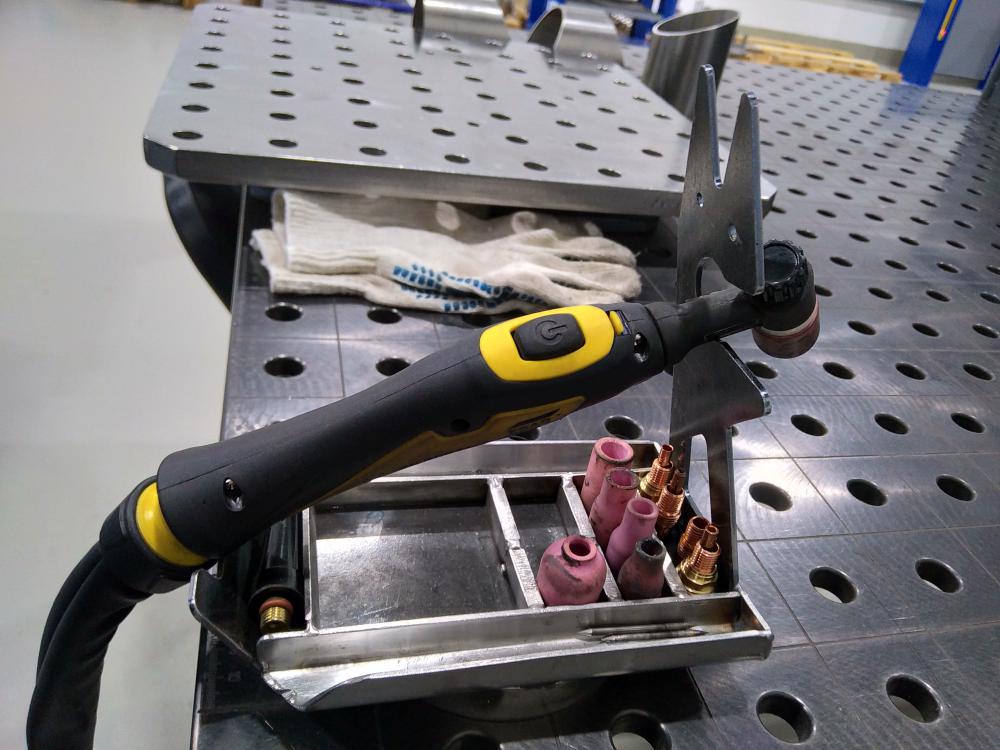
финал с подставкой.Сделал себе подарок на новый год! Сам нарисовал в компасе, потом вырезал на лазерном стенке, собрал, сварил, потом модернизировал. Вот что получилось! Подставка на магните.
-
15
-
- Популярный пост
- Популярный пост
Сделал себе подарок на новый год! Сам нарисовал в компасе, потом вырезал на лазерном стенке, собрал, сварил, потом модернизировал. Вот что получилось! Подставка на магните.



-
12
-
не могу сказать!Завод какой?
-
1
-
-
Где в наших краях такое оборудование есть, если не секрет?
в Самаре
С вращателем?
без вращателя, фланцем к верху, в нижнем положении!-
1
-














Сварочные швы
в Фотогалерея
Опубликовано