Ирина Трансформатор
-
Постов
13 -
Зарегистрирован
-
Посещение
Достижения Ирина Трансформатор
")
Новичок (1/14)
3
Репутация
-
 Здравствуйте! Нужен совет по применению абразивных материалов при зачистке алюминиевого профиля. Почему использовать щетки только из нержавейки? Можно ли использовать "наждачку" с латексной пропиткой и с зернами оксида алюминия?
Здравствуйте! Нужен совет по применению абразивных материалов при зачистке алюминиевого профиля. Почему использовать щетки только из нержавейки? Можно ли использовать "наждачку" с латексной пропиткой и с зернами оксида алюминия? -
как бы их еще вставить...Пришлите эл. адрес, вышлю 1 фото
-
И еще...Проблема пор для меня остается актуальной, но не критичной. Было бы неплохо увеличить диаметр проволоки, так как контактная площадь поверхности уменьшиться и, возможно, уменьшиться количество пор. Оборудование позволяет варить проволокой с максимальным диаметром проволоки 1,2 мм.
-
Добрый вечер, форумчане! Читая внимательно ваши рекомендации и комментарии, хочется сказать спасибо за обмен опытом. На сегодняшний день достижения мои такие- отработали сварной шов С62-шов с подкладным кольцом АМг6+АМг6 орбитальной сваркой. Шов проходит исптытания, геометрия в допуске. Отвечаю пользователю 70rufs-не имею цели водить никого за нос-мне действительно нужна была консультация и помощь. А шов С2 диаметром 10 мм АМг2+АМг6 мы тоже отработали, причем тоже орбитальной сваркой. Методом проб и ошибок, спотыкаясь, но имея цель, мы ее достигли. Всем спасибо.
-
я технолог. Сварка в импульсном режиме
-
Под ручную сварку проволоку травим, зачищаем наждачкой, протираем. Под автоматическую орбитальную сварку - травление, не зачищаем, так как тефлоновый шланг небольшого диаметра. И потом, не забывайте, что сварные швы 1 категории-допускается одна пора диаметром 0,3 или скопление пор суммарной площадью не более 0,18 мм^2
-
Да, проволока АМг6 ГОСТ 7871 и варили еще есабовской проволокой Autrod 18.22.Да, действительно аргон должен быть по ГОСТу, но заменила на ТУ из-за содержания аргона, в ГОСТе 10151-99,993, а в ТУшном- 99,998. Аргон, которым завтра будем варить с низким содержанием водяных паров-точка росы -72. Не думаю, что непрогрев-толщина свариваемых деталей 1 мм. Тогда вообще сгорит, я думаю. Есть ли целесообразность подогреть и уменьшить ток?
-
А что скажете про подварку трещин?! Да, я тоже считала, что дело в аппарате, завтра проверю по вашей рекомендации. Только проверить качество магистральных шлангов и потока советовали проверить напластине из титана и пятно должно быть золотистого цвета.Я не сильна в сварке, поэтому какие то тонкости надеюсь узнать на форуме. Попробую сменить электрод, потому что бывают мелкие вольфрамовые включения на первых образцах. А что скажете про подварку трещин? Трещины образуются уже при ручной сварке, трещит в околошовной зоне. АМг6 склонен к растрескиванию. Сварку производим проволокой диаметром 2 мм, АМг6. И еще вопросик-какая проволока по качеству лучше? ESAB (состав приближен к АМг6) или ГОСТ (в составе только Al, Mg, Ti (вроде) )?
-
да, кстати, сквозняков нет, участок сварки огорожен, влажность на участке 45%, температура 23-все в норме. Движения воздуха нет-наблюдала за сигаретным дымом (просила спец-но зажечь)
-
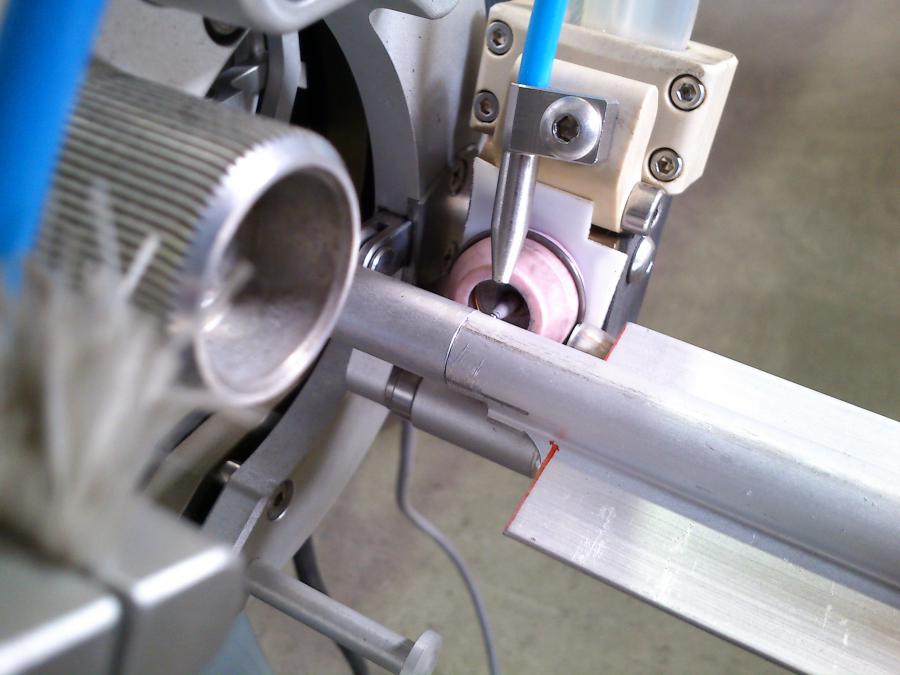
Завтра выложу фото сварочной головки, швов
-
Рассказываю: хим подготовка-обезжиривание-едкий натр-промывка-азотная кислота-промывка-сушка. Мех подготовка-если заготовки более 3-х часов на воздухе-пробовали шабрение и средства малой механизации-щеткой металлической зачищали. Сварка без поддува, прихватка деталей беззазорная, торцы обработаны на торцевателе. Работаем по ОСТам 92-1186, 92-1114, По поводу диаметра сопла-идет сопло со сварочной головкой немного на конус (вероятно, создавался турбулентный поток), вставили керамику цилиндрическую, надеясь на ламинарный поток (еще не проверяла на титане поток). Да, действительно, внутри распылительная сетка вкручивается. Пыталась найти, кстати, сопла с резьбой М14 внутри, пок безуспешно, может, кто подскажет, где взять. Сейчас внутри сопло диаметром 8, снизился расход аргона до 17 л.
-
Здравствуйте! Очень нужна консультация по орбитальной сварке АМг6+АМг2, диаметр свариваемых деталей - 10 мм, сварные швы 1 категории. Проблема-порообразование. Перед сваркой производим хим и мех подготовку свариваемых поверхностей, аргон- по ТУ высшей очистки с точкой росы -71. Материал на содержание водорода не проверялся. Что еще можно предпринять для избавления от пор? диаметр сопла 12,5 мм, расход аргона-никаким рекомендациям не соответствует-25 л, диаметр вольфрамового электрода - 2 мм. Начинаем варить на токе 88, снижаем в конце до 55. Выслушаю любые советы. Заранее спасибо. и еще...кто-нибудь подваривал трещины? Как это лучше делать?