kuznec123
-
Постов
8 -
Зарегистрирован
-
Посещение
Достижения kuznec123
")
Новичок (1/14)
0
Репутация
-
Интернет зачем? У нас в колхозе только о мр3+медный провод и знают... Вы не тиски варите, а ВФГ фрезерного, если что-то колхозить (подешевле), то самый выгодный вариант в итоге будет - замена на целую деталь
-
Почему нельзя, наоборот , берите ютп86, эсаб 802 или монель (швейцария). если чугун промаслен монель этого не любит, тут лучше юнитор333 (и в проковке шов особо не нуждается). Сам ремонтировал корпус фартука токарного, маточною гайку когда-то одни чебурашки выломали, а другие крокодилы пытались по колхозному заварить, лучше б те дебилы обще не трогали - отбелили околошовную зону, а сам шов стал углеродкой с кучей мелких трещин. Зачистив всё на ухнарь переварил фероникелевыми электродами (только на холодную) и даже треснувшую часть под крепёжные болты глубоко зачистив (процентов 70 там чугуна сгрыз) наплавил фероникелем и по новой просверлил, нарезал резьбу и всё зашибись, хоть куча народу говорило - "чугун гавеный, не фига не заваришь, на холодную будет трескатся не даржатся", а вот и нефига, ни разу не треснуло нигде, держится отлично, а наложил грамм 300 никеля... Только в вашем случае подойтёт ли наплавка? Фероникель где-то как сталь20 по твёрдости, может даже чуть мягче... Да и нагрузки тут похлеще... Разве как временный вариант
-
@Nemiroff, железоникелевые дали и цвет ихний, главное технологию соблюдайте строго и не бойтесь. Я варил фартук на токарном - старый серый гавёный чугун ещё и маслом пропитан, так первый проход юнитор 333 (очень понравились, сильно в проковке не нуждаются), а потом пробовал эсаб 802 и ютп86 - между собой похожи, только эсаб был в три раза дешевле, теперь ими на пару с 333-тими (если нужно) пользуюсь. Нигде ни разу не лопнуло, ни треснуло, пробовал к чугуну гвоздь 150-ку приваривать и ламать - сломался гвоздь
-
Появилась идейка, но тож геморойная, может и получится если полностью разобрать все внутренности, то на горне соорудить из шамотных кирпичей и минваты некое подобие печи, розжечь кострик, поставить туда корпус полностью на подпорки из того же кирпича и подсыпать древесного угля сверху, закрыть крышкой для слабой тяги, чтоб ели тлели, то таким макаром и все 500-600град можна получить, нагрев будет медленный, но точность температуры и равномерность в таких кустарных условиях прыгать будет, нужно весь день постоянно следить и подсыпать древ.уголь. Масса корпуса килограмм 50-40 будет, это может и сыграть положительно и сварочник как раз достанет, остыть тоже медленно с печью может, но не так равномерно как хотелось бы. НО! есть нюансы, тогда в основном придётся варить вертикальным швом, и как защитить посадочные места, ведь туда же опять нужно будет собирать шестерни, лимб, падающий червяк, на посадочных местах есть втулки,но не везде, вот почему задумался над холодным методом
-
Та вот в этом то и проблема, нет такой возможности, потому и думал на холодную, ну или местный нагрев. На крайняк масло выпаливать придётся "проварил - зачистил по новой, опять заварил" как в брошуре и видео есть. К стати есть ещё возможность взять по штучно UTP 86 FN, не пробовали как работают?
-
@ЛехаКолыма, спасибо за мануал, вот ещё такое видео попалось https://www.youtube.com/watch?v=p5XaSb8CRQo. Толково ли все?
-
по поводу техники сварки... "валики по пару см, чтоб не перегреть и с проковкой, чтоб не рвало, наплавка в ширь примерно пару диаметров электрода", "греть полностью весь корпус(не подходит) или не греть вообще"... Ну как то так говорили писали , насколько правильно не знаю. Со сталью в том числе и углеродкой проблем нет, а вот с чугуном опыта мало, так то тиски заварил, то кому плитку, варил уони 13/55 пока всё держится. Если фартук греть, то частично, в месте сварки и не порвёт ли тогда в месте где я болт для стягивания вхреначил?
-
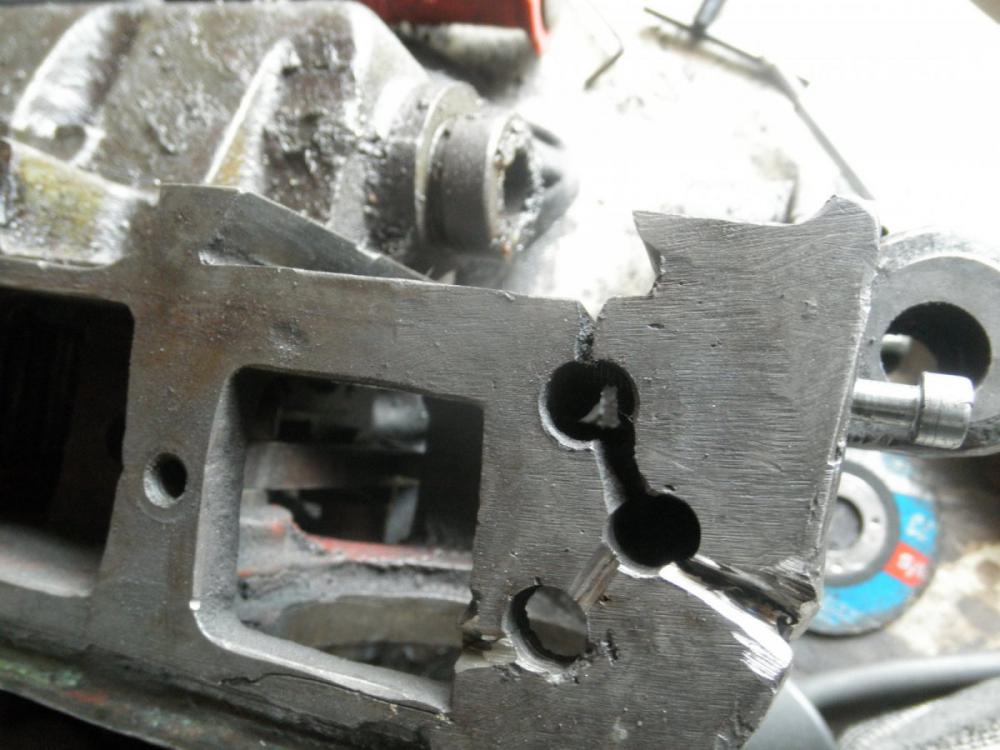
Здравствуйте, вот такая беда случилась, лопнул частично шов от старого ремонта (как раньше варили - ХЗ). Фартук токарного станка 67года - серый чугун. Зачистил(фото), далее в щелеч, чтоб всю срань отъело, промыл струёй под давлением, продул компрессором, да бы очистить щели, трещины, чтобы стянуть на место ластохвост болтом тот что под шестигранник на фотках. Прогрел град на 150-200 лопнутое место. Электроды скорее всего возьму Oerlikon MONEL (аналог МНЧ-2) и буду варить на холодную, с техникой в теории ознакомился. Сверху где треснуло по отверстиям крепежа(первое фото) думаю больше зачистить и заварить вместе с отверстиями, которые под резьбу м12, а потом в наплавке просверлить меньший диаметр под м8 (хватит с лихвой). Также думаю где достану и с серёдки наплавить - рабочая зона в этой части корпуса лишь по диаметру больших отверстий. Может ещё какие-то операции подготовительные добавить(грани старался заокругливать)? Откуда начинать варить и куда по направлениям? Чугун будет немного в состоянии напряга из-за стяжки его болтом, точнее возврата на место (неохотно назад идёт, а щель надо убрать, чтоб маточная гайке не была перекошеной). Может после стягивания (надеюсь удачного без новых трещин) прогреть участок нужно и медленно охладить? В общем нужны советы, как бы всё нормально сделать (полуавтомат и панч-11, повести к спецам, выкинуть нахрен и купить новый - это не варианты) фото ещё до отмывки Ещё забыл - диаметр электродов 2.5мм думаю. Толщина стенок примерно 1см Сварочный простенький инвертор