Владимир1111
-
Постов
18 -
Зарегистрирован
-
Посещение
Достижения Владимир1111
")
Новичок (1/14)
15
Репутация
-
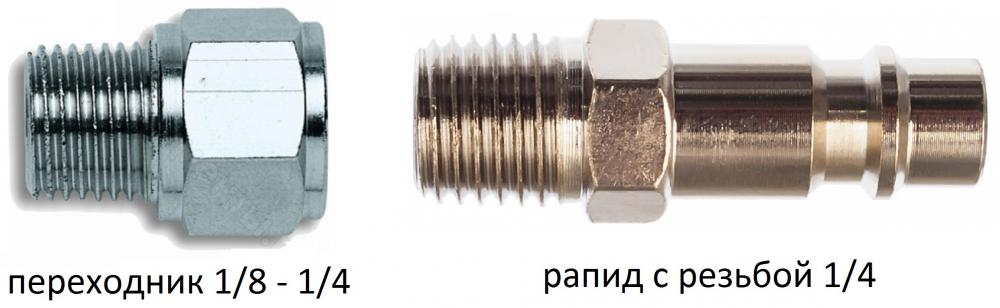
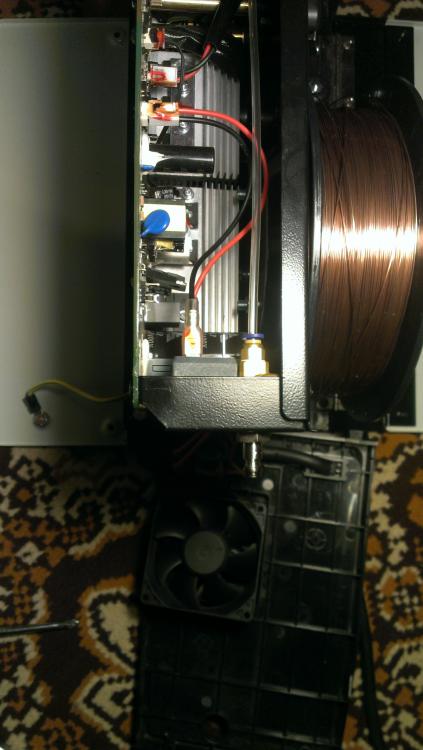
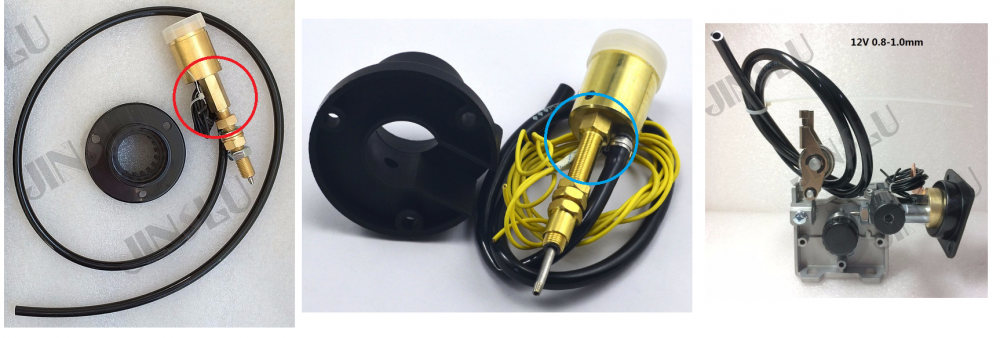
Решил написать небольшое сообщение на тему Быстростросъема для газового клапана. Первая проблема в том что штуцер газового клапана стоит итальянского типа и ответную розетку на шланг по России днем с огнем не найдешь! Это просто ужас! По стране ими торгуют всего несколько магазинов и то с заоблачной стоимостью доставки! Для Москвы это, пожалуй, не проблема, а вот за МКАД’ом - дела обстоят сложнее. Единственный вариант который хотя бы можно купить это розетка Camozzi 5056 09. Брал в Интернет магазине «Инструментовоз» (не сочтите за рекламу, но тут хоть какой-то человеческий вариант доставки в Нижегородскую область - доставляли через СДЭК за 170руб. Все остальное в 2-3 раза дороже). Взял заодно штуцер на шланг, что бы можно было примерить в магазинах другие быстросъемы, авось появиться на рынке что-то более доступное. Цена розетки - 360р, цена штуцера - 50р. Когда вы оденете быстросъем на шланг, старайтесь не кидать конец шланга с быстросъемом на асфальт или бетонный пол - это может нарушить герметизацию соединения, либо розетка перестанет стыковаться со штуцером. Есть другой вариант - переделать оснастку полуавтомата под более распространенные пневматические разъемы, но это геморрой еще тот! Придется повозиться с переходниками. Я счел, что экономить 170р на доставке не имеет смысла. Как отмечалось в одном сообщении на этом форуме, резьба у штуцера, который вкручен в газовый клапан, дюймовая, на 1/8. Все широкодоступные штуцеры начинаются с резьбы 1/4, используя переходник, можно перевести аппарат на более распространенный вид разъемного соединения. По фотографиям вино, что туда такая конструкция поместится. По ценам: переходник - 65 руб., штуцер - 120 руб., розетка - 260 руб. (производители Fubag и GAV). Из проблем - важно герметично собрать данную конструкцию, корпус полуавтомата трудоемок в сборке-разборке, особенно когда это делаешь в первый раз. Все винты сидят на фиксаторе резьбы (что-то на подобии клея), и когда вы будете все собирать обратно, то при желании затянуть винт потуже, крестовые шлицы винта сразу слизываются (конечно, можно вкрутить другие винты).





-
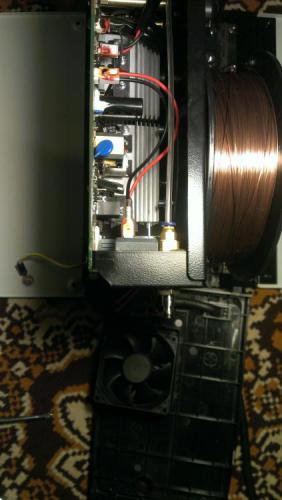
@Sergey979, вряд ли завод-производитель пойдет на такую "подставу". Там в отсеке с проволокой, есть шель, через которую мог попасть доп. инструмент в отсек с электроникой. Щель, на мой взгляд, довольно-таки крупная.
-
@yudikurs, я смотрю у вас выпаянные диоды вышли из сварочника вместе с "втулками-кнопками": Они впресовываются в плату заводом изготовителем, чтобы контакт радиоэлемента с платой был лучше или они могут соединят дорожки с разных сторон платы. У вас я вижу дорожки только с одной стороны, а средний контакт у диодной сборки имеет общий потенциал с подложкой для радиатора и, скорее всего, токопроводность будет осуществлятся через радиатор, т.к. на плате для него отверстие только для фиксации элемента. Капните припоя побольше на ножки, когда перепаивать будите, чтоб лучше контакт был.

-
@yudikurs, тонко к делу подошли, раз на Rth(j-c) обратили внимание! Но показания Rth(j-c) лучше в корпусе ТО-247, хотя, я думаю, и в другом корпусе вентилятор охлаждения справится со своей работой. Время закрытия у них практически одинаковое. Время включения у D92-02 я не нашел.Ток обратного востановления у STTH6002CW больше, но он указан при 30А, а у D92-02 при 10А, так что думаю тут этот диод тоже пойдет (в Datasheet есть график взаимодействия снижения тока обратного востановления и температуры, но я в него что-то не въехал!). Параметр Vf при протекании 10А через STTH6002CW, возможно, будет таким же как и у D92-02, точно утверждать не могу. Так что ваши диоды должны подойти, конечно, если вы их все разом замените, как и хотите, а то если их смешивать, то перекосы могут произойти. В принципе, диоды это просто выпрямители, это же не транзисторы выбирать по коэффициентам передачи. Нда, интересно, где это его вам так перепаяли, даже флюс видно, что обычный жидкий, который в промышленности не исползуют, только домашние мастера в основном.
-
, а нержавейку здесь чем варили? Проволока тоже нержавейка? И газ какой - смесь?
-
Подварил недавно лопату (толщина металла 1,2 мм) - лопнул старый шов в районе крепления черена. Металл соединялся внахлест. Сваривал в сварочном газе на таких настройках: Ток для такой толщины, на мой взгляд, больше лучше не ставить. Когда сварил все это дело, с внутренней стороны шва увидел такое: Подумал, может перекалил или большой ток выставил. Потом отшлифовал это дело шкуркой - оказалось просто ржавчина расслоилась от нагрева Кстати, эту лопату я сваривал уже давненько, может месяц прошел. Так вот, еще раньше я варил другую лопату, точно такуюже, примерно в этом же месте, и у той лопаты я решил шов немного напильником "подправить", ну и естественно наточил этот шов до блеска. И этот шов у меня начал активно ржаветь, а тот, что на снимках в этом сообщении, даже не колышется! Как будто вчера сваривал! При чем эти две лопаты копают одну и ту же землю и эксплуатируются одинаково. Почему начал ржаветь металл? Тут понятно, что оксидный слой шва, котрый я не стачивал и не трогал, скорее всего осуществляет защиту. А другой почему начал корродировать? Из-за неоднородности металла? Сварочная проволока ESAB Autrod 12.51 0,8мм






-
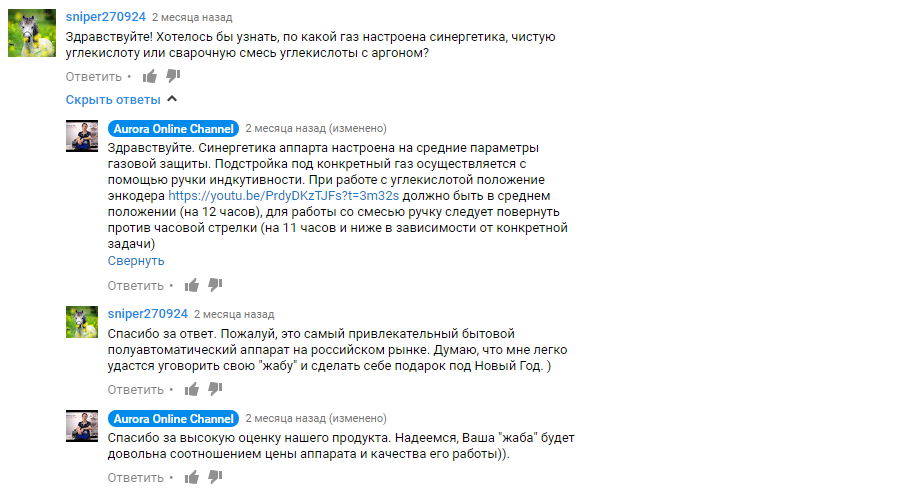
@Просто_Олег, по поводу смеси и СО - прочитал когда-то на в коментариях под роликом про Aurora POLO 160 в Youtube на офицеальной странице производителя, что они рекомендуют ручку идуктивности вращать до середины при работе со смесью, а после середины для работы с СО (давненько это было, я себе даже тогда скрин этого коментария сделал, чтоб не забыть) Так вот, по моим ощущениям ручку индуктивности надо вращать примерно синхронно с ручкой синергетики, иначе если варить на максимальном токе и минимальной индуктивности, если я правильно помню, то у вас аппарат будет либо плеваться либо просто наплавилт каплю металла, которую можно будет отверткой отковырять. В настройках, конечно, допустимо ручку синергетики ставить на середину, а индуктиности немного левее или правее середины, но все-таки сильно ее не отклонять. Лично по мне на максимальном токе шов, при максимальной индуктивности, получается уж больно широким! По этому я при макс. токе ручку индуктивности на одно деление не доворачиваю, хотя у всех разные вкусы. У меня балон со смесью, потом попробую СО заправить.
-
@Георгий 11, да я его и не насиловал, интересно было на сколько он крепко сварит толстые железки, сами швы не лопнули. Про "сверхспособности" этого аппарата я в курсе! Ювелирные швы накладывать у меня пока рука не набилась.
-
Ну это понятное дело, я не собирался ее туда заряжать, это так - лирика!
-
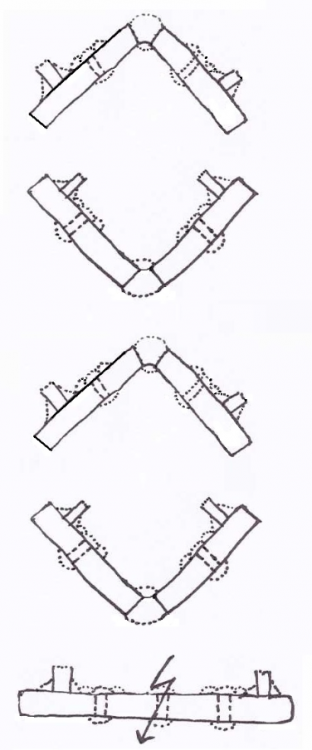
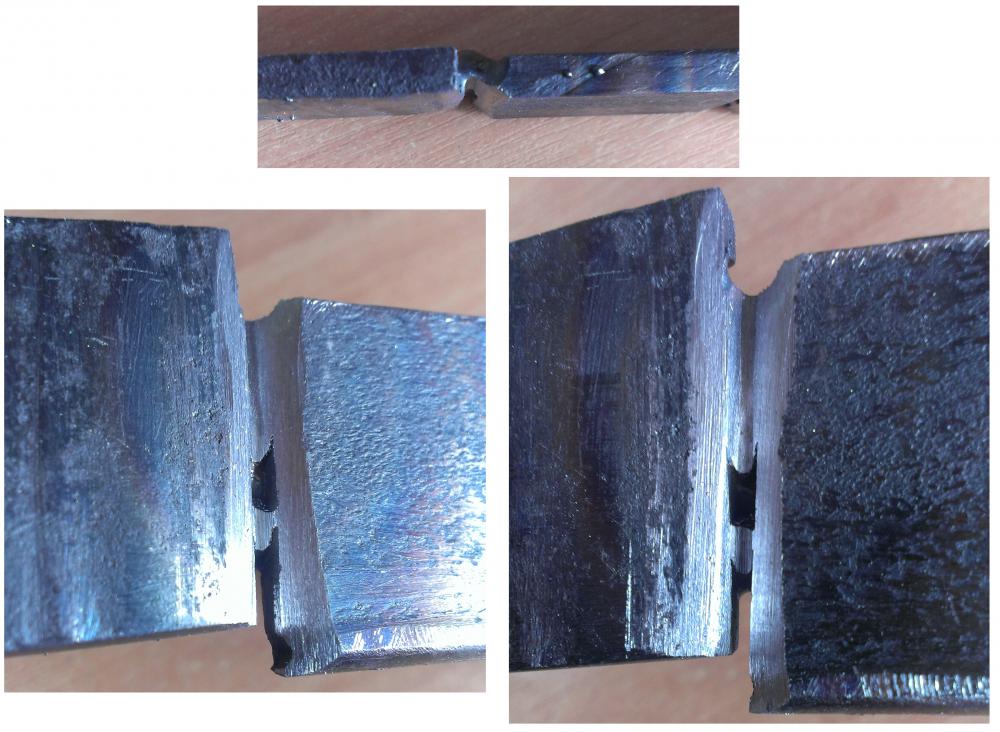
Вот дошли у меня, наконец, руки до проверки на прочность сварных швов Aurora POLO 160, толщина металла - 5мм. Результат весьма впечатляющий! Швы остались целыми, по сути, лопнул металл рядом со швами! Проварил я в своей заготовке все соединения с двух сторон. Места нанесения ударов по угловым соединениям я, на всякий случай, усилил, проварив еще раз кромки шва. Угловые швы пытался разбить кувалдой на 5кг, средний стыковой шов бил сначала 5кг кувалдой, потом она у меня развалились, добивал 3-х килограммовой. Средний шов я не усиливал, просто проточил разделку с обратной стороны и проварил его с двух сторон. Места нанесения ударов показаны стрелками. Колотил с локтя (но сильно!), т.к. деталь небольшая и попасть с плеча было бы трудно, но в этом случае все лопнуло бы гораздо быстрее!. На угловые швы пришлось по 20 и 27 ударов (где 27 ударов - там сама пластинка помассивней). На средний шов пришлось 88 ударов, но конструкция, полученная стыковым соединением, сама по себе эластичней, чем угловое, да и кувалда была потом взята легче, по этому такой результат. Я снимал все это на видео, но оно получилось уж очень долгим, так что вот хронология в фотографиях, это правое угловое соединение: это левое угловое соединение: Вот так происходил краш-тест среднего стыкового шва и его хронология (я его выворачивал в разные стороны 4-ре раза, на пятый – лопнул метал: В этом месте немного треснул шов между передним и тыловым слоями, но это скорее всего из-за того, что я быстро повел горелку, когда начал варить обратную сторону и плохо прогрел начало шва. В процессе испытания шов держался хорошо. И вот пошла трещина в металле, когда я выворачивал его в 5-й раз: Крайние стыковые соединения также не повело, но я усиливал у них кромки шва с одной стороны и особо удары в их сторону не направлялись. Ну и вот, собственно, результат всего испытания: В итоге видно, что во всех случаях лопнул метал рядом со швом, а не сам шов, что говорит о высоком качестве сварного соединения. По возможности метал толщиной 5 мм стоит варить в разделку, хотя у меня, возможно, опыта мало. И немного подольше держать горелку в начале шва, чтобы прогреть это начало. Если бы я не усиливал угловые соединения, то, думаю, результат был бы тоже достойным. На мой взгляд, наплава металла при 5мм угловом соединении хочется как-то побольше, чем у меня в один проход. Надо либо горелку дольше держать, либо уже проволока на 1мм напрашивается.









-
Вобщем вот занялся 5 мм железками. Сварщик из меня так себе, там кое-где брызги есть, не приловчился я им еще варить! Да и заготовки мелковатые оказались, не получилось их ровно состыковать. Крайний правый - с разделкой, но я там зазор маловатый взял. Без раделки тот шов, что в середине. Там где хорошо проварило (получился обратный валик) зазор 2,5-3 мм. Попробовал сточить обратный валик, чтоб посмотреть нет ли непроплава - вроде все нормально: Угловые соединения вышли вот такие, в одном у перпендикулярной пластины я стачивал углы: Еще поробовал заварить топор, у которого оторвалась голова (лезвие топора 5 мм, голова 4,5-5 мм). Вроде тоже неплохо вышло: Угловые соединения и топор варил в сварочном газе на таких настройках: Как-нибудь попробую проварить все с двух сторон и поколотить кувалдой - посмотрю через сколько ударов все это развалится! Еще один приятель попросил подварить ему лопату толщиной где-то 1,2 мм (она немного треснула в районе черена) получилось нормально, но сфоткать я зыбыл. Настройки примерно вот такие были: И еще ему надо было приварить пару гаек вот к таким крепежным пластинам 2 мм: Он их тоже унес! Вот на такой я немного потренировался, метал вываливало на обратную сторону на настройках средних или немного выше, точно не помню. Такие пластины похоже оцинкованные, у меня белый порошок образовывался вокруг шва, не мог сначала понять почему, похоже такие железки надо лучше зачищать. У кого какие мнения?!










-
Пару недель назад пробовал им варить, прошелся я им по 4мм уголку, точно не помню, но вроде с обратной стороны на максимальных настройках он прожарил до "красна" На этой недели планировал еще пару железяк 4-5 мм сварить, если сложится по времени - постараюсь запечатлеть.

-
boroda0585, можно попробовать, но имейте в виду, что расстояние между выходом привода подачи и курпусом аппарата - не большое! Шланг горелки проходит через отверстие в металлической планке диаметром 25мм, между приводом подачи и металической планкой расстояние 1,5см, и болтовое соединение для силового провода придется подпилить, так что выбирайте тот вариант, где я обвел евроразъем в синий кружок. И еще имейте в виду, что проволока из устройства подачи выходит наискось (немного вниз) а у евроразъема чисто горизонтальное положение. Да и стоит этот разъем в среднем 1300руб. если с "Аliexpress" заказывать. Одним словом не предусмотренно у него в конструкции готового места под такой разъем - придется "химичить" и довольно-таки заморочисто. Можно купить готовый привод с евроразъемом как у SPEEDWAY 160 (кстати POLO 160 сделан в его корпусе), но такой привод стоит в районе 2500руб. (там же на Аliexpress найдете при поиске евроразъема). В конечном итоге по деньгам с разъемом и стоимостью новой горелки приедите почти на стоимость OVERMAN 160.


-
Частенько натыкаюсь на хвальбу того, какая у него сейчас хорошая цена - в Евротеке и прочих офиц.диллеров Авроры на него скидка до 14800р (некоторые и за 14500 его умудрялися взять), которая по условиям акции должна бала бать до 1 января 2017 года, но они ее что-то до сих пор тянут! Я знаю на своей памяти такие маркетинговые ходы, когда выставляют на товар крупный ценник, а потом на него вскоре вешают большую скидку типо "на неделю" и эта неделя полгода длится! Что-то подсказывает мне, что такая цена на него будет держаться либо очень продолжительно, либо на него будут вешать скидку в честь каждого 8 марта или 14 февраля))) Оставлю здесь эту запись, чтоб посмотреть - сбудутся мои слова или нет!
-
jk635, Здесь трудно так рассуждать. Этот апарат по сути инвертор и величина пропускаемого тока зависит от формы сигнала и температуры радиатора. 20А - это среднее значение, которое можно снять при температуре радиатора 110 градусов, также в документации есть значение действующего тока 14А для одного диода (28А для парной сборки) и возникает вопрос 160А - это действующее значение или среднее? Как правило такие величины указываются в действующих значениях и проходит ли этот ток в нашем аппарате - вот здесь уже надо знать осциллограмму тока. Еще вопрос до какой температуры охлаждается радиатор, на котором, скорей всего, висят и транзисторы, и эта температура должна быть меньше 110 градусов, т.к. разрабатывая такие устройства задаются критерием температуры, т.е. если вы расположите рядом с диодом температурой 110 градусов микроконтроллер, у которого номинальная температура градусов 50, то ничего хорошего из этого не выйдет, и там это, скорее всего учтено. Было бы не плохо добавить еще парочку диодов в параллель для спокойствия!