MRL
-
Постов
13 -
Зарегистрирован
-
Посещение
Достижения MRL
")
Новичок (1/14)
1
Репутация
-
Можно в личку по поводу смеси и проволоки?
-
Вот почитайте тему где человек варит Неоном на минимальных режимах, правда прихватками а не сплошным швом металл пластинки 0,3мм толщиной, причем на весу для имитации как бы ржавого глушителя (только нафига его варить конечно если он такой ржавый до 0,3мм) https://www.forumhouse.ru/threads/347247/Причем это его самый первый опыт сварки и вообще пользования полуавтомата, учтите это плиз...


-
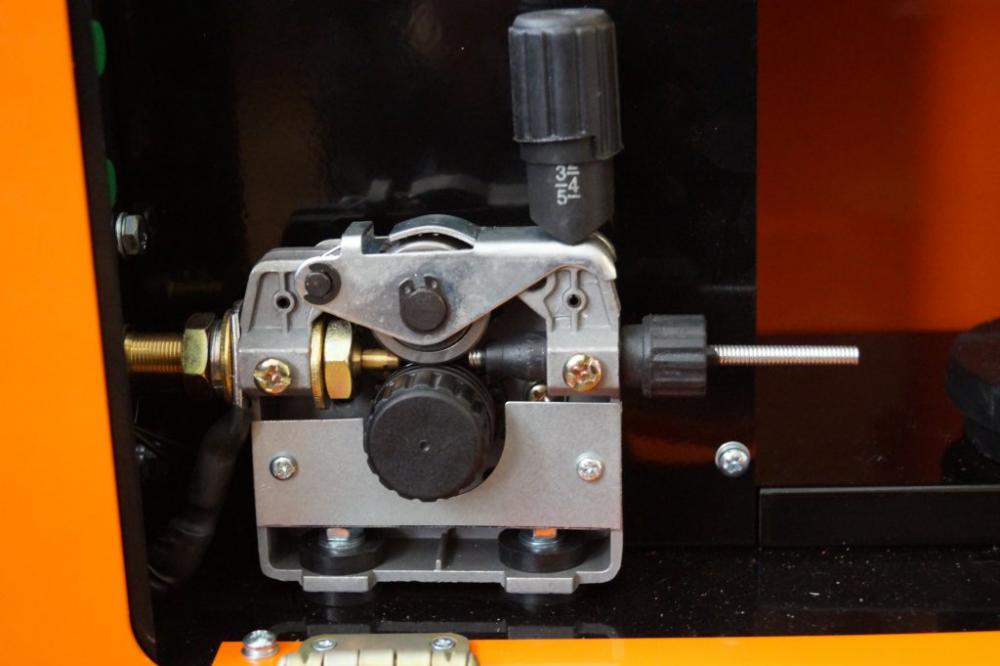
У Неона по сути копия 1в1 с подачей проволоки, тоже оба ролика и тоже оба завязаны через шестеренку...Про ПВ я в курсе какой у Гроверсов и он даже не 60% при 25 градусах, хотя они заявляют 25% при 40градусах, он у них реально около 90-100% при максимальном токе и 25гр окружающей среды, но вот в том-то и вопрос зачем такие нереально заниженные ПВ указывает производитель на шильдиках заводских? Ведь к ним по сути доверие максимальное т.к. они в металле и на аппарате всегда видны, а в инструкциях бумажных, тем более без печатей и на сайтах в интернете можно чего угодно понаписать... Да спасибо огромное за напутствие, я думаю все эти обсуждаемые полуавтоматы близки по ТТХ и плохих однозначно среди всех их как таковых нет. Но вот хочется конечно выбрать максимально хороший под свои задачи чтобы в ближайшие несколько лет жизни об этом не пожалеть.. А так да конечно лучше с ПА ошибиться чем с женой!
-
Да извините, конечно Вы правы, в CO2 чистой.. все равно общей сути моих вопросов это пока не решает... Покажет только испытание "в живую".. Меня кстати интересует по большому счету сварка полуавтоматом в чистой CO2 т.к. в нашей деревне только его можно достать более-менее адекватный, а аргон который здесь у нас продается таковым назвать не возможно из-за необычайно низкого его качества.
-
Да спасибо, Алексей. Я знаю что Вы очень занятой человек и до таких мелких клиентов как я у Вас руки не доходят... Между прочим мы 2 друга купили уже по 1шт аргонники Гроверсы 200P DC и довольны ими и многим другим советуем их... Но брать кота в мешке уж извините...
-
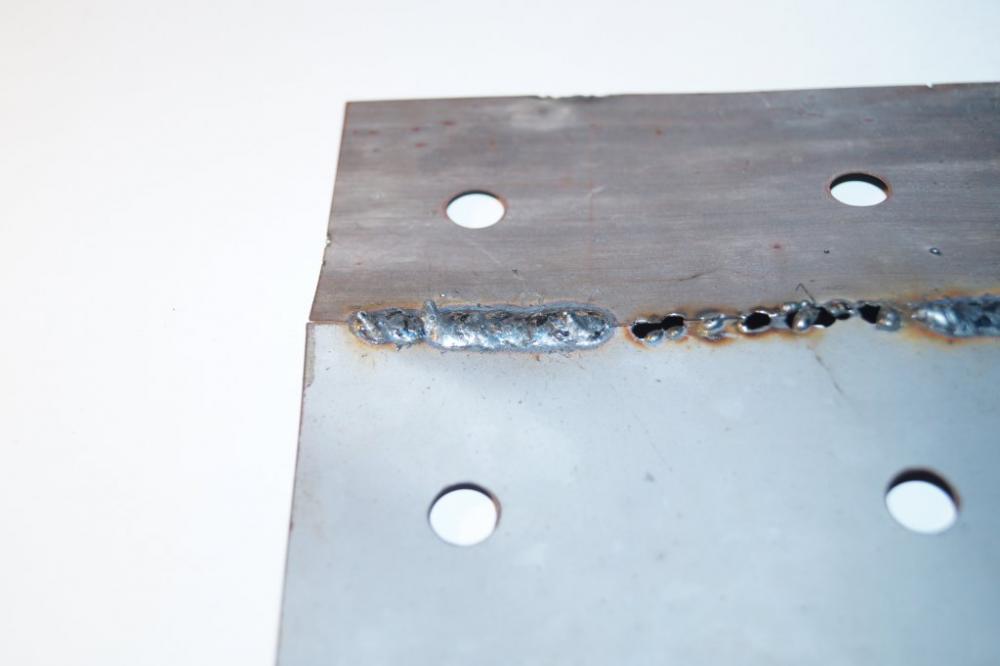
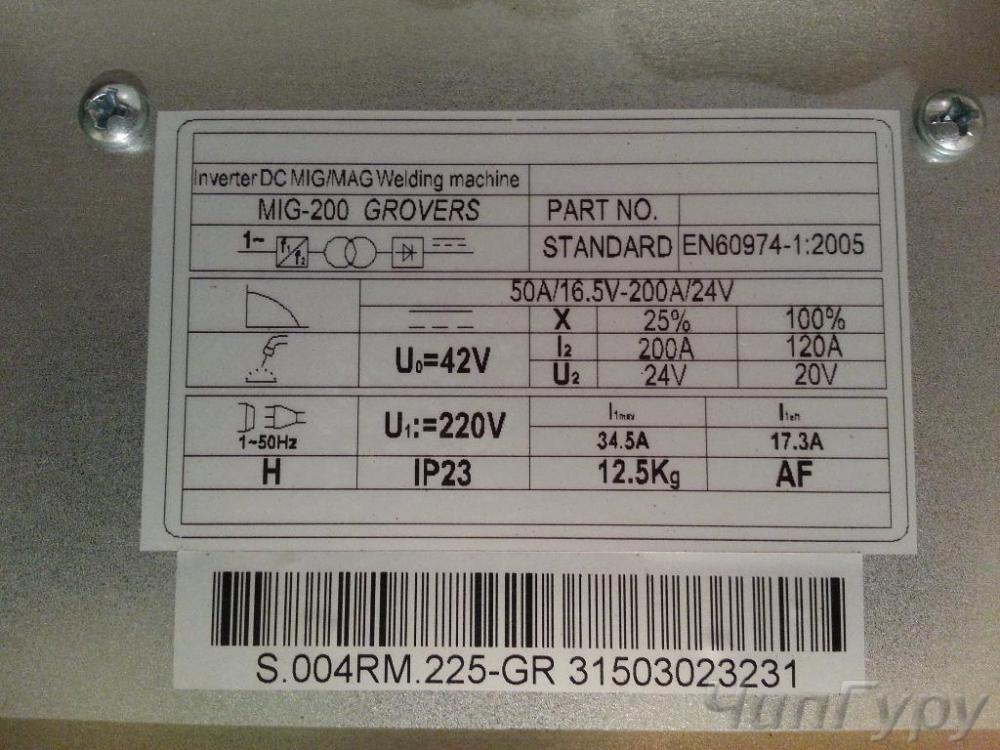
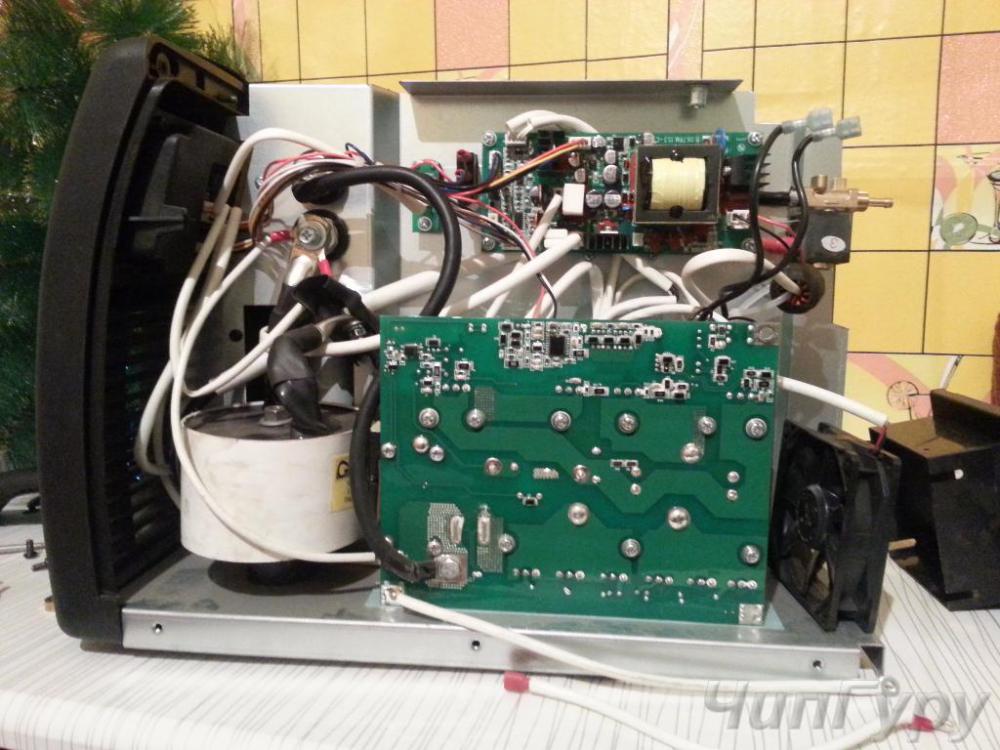
Вот выкладываю чьи-то фотки Гроверса МИГ-200: про ПВ спору нет что они занижают в отличии от других производителей кто в основном завышает.. В ТехноСварке проверяли 12 минут под максимальной нагрузкой на балластнике он не вырубился. Опять-таки вопрос к производителю - нафига так сильно занижать ПВ ??? А напряжение указано кстати 24В....










-
Как скажете, я как бы сам пока больше в сторону Гроверс МИГ-200 смотрю, но испытания на максимальных режимах покажут что он сможет... Про Неоны многие пишут что 8-10мм черной стали проварить ему не проблема... Про Гроверс слышал пока что о 5мм в углекислоте потолок и от Вас наблюдал 7мм в смеси аргона и углекислоты...
-
Вот нашел фотки Неона, выкладываю на обзор, ПВ 100% кстати при 175А!








-
Ролики у Неона 2шт и металлические вроде как, видел где-то фотки, чуть позже выложу если найду... А вы на ПВ обратите внимание у Неона 100% при 170А если я не ошибаюсь по памяти... А вот у Сварога "MIG/MAG ток при ПВ 100%: 150 А" и цена не 31 т.р. а выше 50 т.р. !!!
-
А вот у новых Гроверс МИГ-200 похоже напряжение программно ограничено до 23,9-24В.. По крайней мере в прошлый раз с неделю назад примерно когда был в сервисе ТехноСварки когда крутил крутилку напряжения у их тестового аппарата Гроверс МИГ-200 на индикаторе больше чем 23,9В почему-то я не увидел... Но даже если в каком-то другом режиме аппарат и выдаст 26В это же все равно не очень много для заявленного 200А-го инверторного полуавтомата (напоминаю у Неона ПДГ-201 заявлено 28В при большей подаче проволоки и большем максимальном сечении 1,2мм), кстати кто-то и говорил что МИГ-160 и МИГ-200 гроверсы очень похожи и отличаются там вроде каким-то дросселем, а в остальном по силовой части одинаковы и как я понимаю 160А-ники они в чистоте... Хотя да конечно есть видео производства ТехноСварки где он выдает эти 190-210А, но как мне кажется 200А при 24В и при 28В к примеру это немного разные режимы проварки получатся ИМХО..
-
Так в том то и дело что этот Сварог MIG 250 очень похож по ТТХ и крутилкам аналоговым на Неон ПДГ-201, а он тоже кушает проволоку 1,2мм без проблем (я давал ссылку чуть раньше где человек описывает сварку им 300мм-вых фланцев в количестве 45шт за раз) и цена его на данный момент в Нижнем Новгороде 31000 руб с горелкой правда слабенькой 150А-ной что гораздо ниже Сварога поэтому не вижу смысла.... Смысел был бы в Гроверсе МИГ200 если бы он был близок по характеристикам к Неону ПДГ-201, т.к. предполагаю что он имеет более лучшую и современную электронную и силовую механизмы устройства начинки (извиняюсь за колхозную терминологию свою) чем Неон, но как я понимаю пока что на данный момент Гроверс МИГ200 все-таки слабее несколько (можно сказать для сварки более тонких металлов заточен) чем Неон ПДГ201 в доказательство этого несколько факторов: ролик под проволоку максимум 1,0мм вместо отдельно идущего с Неоном ПДГ201 на 1,2мм, напряжение 13-24В против 14-28В, подача проволоки 2-12м вместо 1-18м и т.д. и т.п... С Алексеем из ТехноСварки попытался пообщаться на эту тему, но общение вышло не очень продуктивным т.к. то ли он был не в настроении, то ли сильно занят ремонтом какого-то сварочника то ли еще чего.. В итоге договорился с его коллегой по сервису Андреем Мосягиным что приеду со своими железками и у них на стенде проварим их Гроверсом МИГ200 с заряженной проволокой 1,0мм в чистой углекислоте и в смеси аргона и углекислоты и посмотрим по факту что выйдет из этого....
-
Спасибо за фотки, 7мм металл проваривает как мне кажется хорошо.. Проволока 1,0мм и подача с напряжением максимальные были? Если бы часто приходилось бы варить такие толщины как 20-30мм то конечно я с Вами согласился бы что аппарат нужен на ~300А и проволоку 1,2-1,6мм, но повторяюсь это очень редко и максимально что может понадобится (к тому же многопроходный режим сварки в таких редких случаях может выручить), а в основном на данный момент меня интересует приварка разных черных фланцев 32мм, 50мм, 100мм - а там как правило толщины металлов 3,5-5мм и к тому же легкодоступна мне только однофазная сеть на 230В. Вот к примеру даю ссылку на описание возможностей по схожим с моими требованиями аналогичного полуавтомата производства Нижний Новгород НЕОН ПДГ-201: http://www.chipmaker.ru/topic/86335/page__st__40. Меня в нем по сути не устраивает ручное управление всеми процессами, у Гроверса МИГ-200 же все оцифровано и например тоже самое скажем напряжение не просто показометр, а именно настоящие реальные показания которые могут меняться во время работы в реальном времени, а непросто обыкновенная цифровая индикация крутилок как у дешевых китайских инверторов..
-
Собираюсь приобрести Гроверс МИГ-200 (по сути аналог вашего) в Техносварке (официальный дилер в Нижегородской области), но там мне не смогли точно ответить на мой вопрос о том какой максимальной толщины металл он сможет сварить... В частности меня интересует приварка к трубам разных диаметров фланцев (от 25мм до 300мм) т.е. толщина свариваемых металлов может достигать в пике изредка до 25-30мм (понятно что с разделкой кромок, но конечно хотелось бы не более чем в 3-4 прохода). Спросил про проволоку 1,2мм - мне сказали что теоретически можно вставить такой ролик, но не желательно т.к. производитель рекомендует проволки 0,8-1мм. В связи с чем к Вам вопрос - как Вы думаете справится этот аппарат с такими задачами?! Читал на чипмейкере про Неон ПДГ-201 он проволокой 1,2мм легко справляется с этой задачей не то что вырубаясь, а даже не нагреваясь (человек варил 45 фланцев по 300мм каждый - это около 94см*45шт швов!!!)