Поиск сообщества
Показаны результаты для тегов 'TIG'.
-

Сварка в постройке автомобиля.
Katana 1100 опубликовал тема в Сварка в ремонте автомобильного транспорта
Старался выбирать фото со сваркой. Ну и себя любимого немножко))) https://www.youtube.com/watch?v=w8DDdWa4t0w&t=703s

















-
В ассортименте компании ПТК появились газовые линзы для горелок TIG (TP17, TP18, TP26). Газовая линза может устанавливаться как на горелки с воздушным, так и на горелки с водяным охлаждением. Для чего нужна газовая линза? Экономия расхода газа (аргона, гелия).Газовая линза создает ламинарный поток, который направляется строго в то место, куда направлено сопло. Поток газа, выходящий из газовой линзы, распределяется равномерно, что позволяет сваривать металлы без страха получить пористость или не провары. Плотный поток газа не позволит воздуху проникнуть в сварочный шов. Газ покрывает всю область свариваемого изделия. При использовании газовой линзы нет необходимости прижимать керамическое сопло близко к изделию во время сварки. Какие особенности при установке на горелку? Используя газовую линзу — нет необходимости устанавливать классический цангодержатель. Достаточно установить цангу соответствующего диаметра в газовую линзу. Обратите внимание, что при установке газовый линзы на горелку, необходимо заменить классическое кольцо ABZ0007, на фторопластовое кольцо для газовой линзы ABZ0008. Классические керамические сопла также нужно заменить на керамические сопла для газовых линз. Вольфрамовые электроды какого диаметра можно использовать? Газовые линзы ПТК подходят под следующие диаметры вольфрамовых электродов: 1,6 мм, 2,0 мм, 2,4 мм, 3,2 мм.
-
Здравствуйте. Подскажите, почему иногда сразу, а иногда не сразу зажигается дуга, приходиться нажимать на кнопку несколько раз? Сварочный аппарат Сварог REAL TIG 200 P AC/DC Внутри аппарата щелкает, но дуги нет.
-
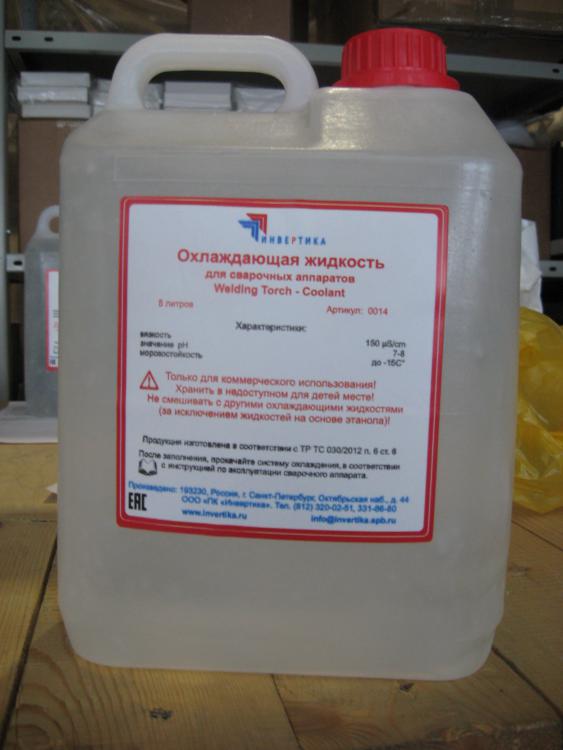
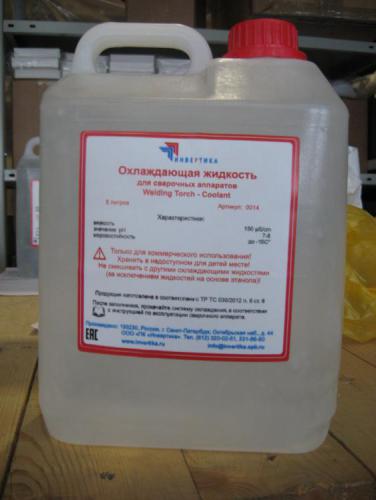
 ПК "Инвертика" (РОССИЯ) начала выпуск новой продукции: Охлаждающая жидкость для систем охлаждения горелок сварочных аппаратов большой мощности. Описание: В составе охлаждающей жидкости нет прекурсоров и веществ подотчетных «Росалкогольрегулированию». Не содержит ионов галогенов, металлов, соединений бора и фосфора, аминов. Совместим со всеми охлаждающими жидкостями на основе водных растворов этанола. Область применения: Для блоков охлаждения сварочных аппаратов с силой сварочного тока от 200А. Характеристики: Вязкость: 150 µS/cm; Значение pH: 7-8; Морозостойкость до -15C°; Состав включает алифатические спирты. Преимущества: 1. При температурах от -15C° до -90C° жидкость не замерзает полностью и как следствие не повреждает бачек и не нарушает герметичность контура блока охлаждения. 2. Стоимость канистры 5литров – 1000 рублей с учетом НДС в Санкт-Петербурге. 3. При эксплуатации жидкость не пенится и не вступает в реакцию с материалами, которые используются в системе охлаждения сварочного оборудования (резина, пластмасса, металл). 4. Переход с импортных охлаждающих жидкостей на основе водных растворов этанола на жидкость производства ПК «Инвертика» происходит простым добавлением ее в систему охлаждения сварочного аппарата (без промывки и т.п.).
ПК "Инвертика" (РОССИЯ) начала выпуск новой продукции: Охлаждающая жидкость для систем охлаждения горелок сварочных аппаратов большой мощности. Описание: В составе охлаждающей жидкости нет прекурсоров и веществ подотчетных «Росалкогольрегулированию». Не содержит ионов галогенов, металлов, соединений бора и фосфора, аминов. Совместим со всеми охлаждающими жидкостями на основе водных растворов этанола. Область применения: Для блоков охлаждения сварочных аппаратов с силой сварочного тока от 200А. Характеристики: Вязкость: 150 µS/cm; Значение pH: 7-8; Морозостойкость до -15C°; Состав включает алифатические спирты. Преимущества: 1. При температурах от -15C° до -90C° жидкость не замерзает полностью и как следствие не повреждает бачек и не нарушает герметичность контура блока охлаждения. 2. Стоимость канистры 5литров – 1000 рублей с учетом НДС в Санкт-Петербурге. 3. При эксплуатации жидкость не пенится и не вступает в реакцию с материалами, которые используются в системе охлаждения сварочного оборудования (резина, пластмасса, металл). 4. Переход с импортных охлаждающих жидкостей на основе водных растворов этанола на жидкость производства ПК «Инвертика» происходит простым добавлением ее в систему охлаждения сварочного аппарата (без промывки и т.п.).
-
Долго смотрел на других, но пора и свою мастерскую показать! Но так как съехал со старого места, показывать увы нечего. На данный момент затеял строительство собственной мастерской! Через знакомых, в прошлом году по осени, купили участок в 20 соток. Сейчас ведется стройка. Расчищена территория, размечен и возведен фундамент.....



- 201 ответ
-
- 12
-

-
- сварка дисков
- сварочное оборудование
- (и ещё 3 )
-
 мужики помогите, купил все таки стоят такие настройки(алюминий пока не варил только сталь) 1) Tig DC -HF 2 такта a) 0.5 b ) - c) 50 d) 0.4 e) 0.5 2) TIG DC - Lift a) - b ) - c) 50 d) 0.4 e) 0.5 3) Tig DC -HF 4 такта a) 0 b ) 20 c) 50 d) 0.4 e) 0.5 4) Tig DC -lift a) 0.5 b )20 c) 50 d) 0.4 e) 0.5 Bчера пробовал варить - не получается, варил сталь, чистил, обезжиривал, продувка 3-5 литр\мин, электрод серый, заточишь, как дугу зажжешь сразу становится сферой кончик,помогите настроить.
мужики помогите, купил все таки стоят такие настройки(алюминий пока не варил только сталь) 1) Tig DC -HF 2 такта a) 0.5 b ) - c) 50 d) 0.4 e) 0.5 2) TIG DC - Lift a) - b ) - c) 50 d) 0.4 e) 0.5 3) Tig DC -HF 4 такта a) 0 b ) 20 c) 50 d) 0.4 e) 0.5 4) Tig DC -lift a) 0.5 b )20 c) 50 d) 0.4 e) 0.5 Bчера пробовал варить - не получается, варил сталь, чистил, обезжиривал, продувка 3-5 литр\мин, электрод серый, заточишь, как дугу зажжешь сразу становится сферой кончик,помогите настроить. -
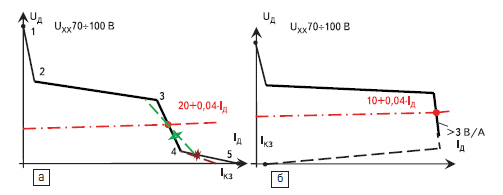
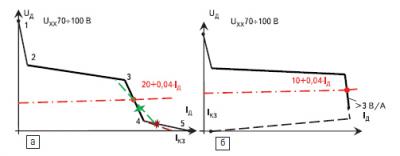
Что это? Уважаемые коллеги, давайте поможем покупателю сделать хороший выбор. Давайте отсекать плохие аппараты, давайте писать плохо о плохом аппарате, если вы лично такой имеете. Давайте писать о хороших "безымянных" китайцах, если вам повезло таковой прикупить. Давайте писать обо всех, и о брендах тоже, ибо новичку не видно разницы между тайгером и фрониусом. Каким образом? В этой теме счастливый или несчастный владелец "сварочника" может оставить свой короткий отзыв о своём аппарате, и проголосовать за сварочные аппараты инверторного типа MMA(ручник), MIG/MAG(полуавтомат), TIG/WIG(аргонник). Отзыв принимается в виде: фото морды и название модели обязательно (иначе никак), пара фото в или на работе (отсекаем продавцов), когда куплено, и примерно за сколько (ну примерно),сколько прожило (если уже умерло), плюсы/минусы аппарата по своим ощущениям. Последующие отзывы на данную модель будут дополнять первый пост, либо, в случае оригинальной информации, будет добавляться ссылка на псто. Первые посты являются вспомогательными, а также содержат ссылки на отзывы в алфавитном порядке, т. е. по традиции сперва Grovers, затем Kemppi, Зубр и наконец Ресанта. Отказ от ответственности Отзывы субъективны чуть более чем полностью. Сортировка отзывов согласно алфавитного порядка, амперы и цена никак не влияют на положение аппарата в списке. Здесь накапливаются отзывы, положительный и отрицательный опыт использования, не надо спрашивать, что лучше. Обзоры на MMA инверторы http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/?p=327885&do=findComment&comment=327885 Обзоры на MIG/MAG инверторы http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/?p=328333&do=findComment&comment=328333 Обзоры на TIG/WIG инверторы http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/?p=327736&do=findComment&comment=327736 Обзоры, оформленные как отдельные темы http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/?p=328074&do=findComment&comment=328074 Описание параметров сварочных инверторов и основные рекомендации v0.82 Уж не дурят ли нашего брата: -- Первые шаги Можно купить любой сварочник в ближайшем магазине, где продавец знает не только модель, но еще и пытается втирать за характеристики. Очень важно, чтобы гарантийка была тоже недалеко. MMA По характеристикам: вес аппарата >4кг, макс. ток до 160А(этого за глаза), напряжение холостого хода(НХХ) >45В, ПВ/ПН >=60%, cos phi(реактивная мощность) >80%, КПД и так понятно. Одной крутилкой можно настраивать _только_ток, две крутилки - плюс форсаж дуги, в такие модели часто добавляют переключатель TIG/MMA(еще аргоном можно). Комплектные кабеля _можно_заменить, удлинить, поставить толще, другой электродержатель и клемму массы, лишь бы быстросъемы были подходящие. Удлинитель сечением не менее 2.5 мм2, просаженная сеть требует еще больше, и ККМ тут не вывезет. По прайсу(2018): -- до 6кРуб. - любой со сроком службы от "включил и пыхнуло"; -- от 6кРуб. до 10кРуб. - гарантия может быть длиннее, как и работоспособность; -- более 10Круб. - не, ну сделали вы забор, а аппарат так и будет стоять? MIG/MAG 2 крутилки - наиболее распространенный вариант, ими настраивают скорость подачи проволоки и напряжение. К аппарату обычно прилагают табличку(добавляют в инструкцию) с настройками. Механизм подачи проволоки - металл, не пластик, комплектный ролик обычно для сплошной проволоки 0.8 и 1.0 мм. Встроенная горелка - риск перелома при транспортировке, трудность или невозможность замены. Покупать полуавтомат следует для сварки сплошной проволокой, флюсовая самозащитная проволока гораздо дороже 2мм электродов, а по качеству шва не лучше. Возможность установки килограммовых катушек(D100) позволяет немного сэкономить при нечастой работе с медью/нержавейкой. Третья крутилка - ток в хитросделанных китайцах-комби, или индуктивность, позволяющая управлять сварочным швом. По прайсу(2018): -- до 12кРуб. - либо трансформаторный полуавтомат для самозащитки, либо маломощный инвертор; -- до 19кРуб. - возможен как первый выбор; -- более 19кРуб. - совершенству нет предела, как и цене. TIG/WIG Сварка в аргоне постоянным током возможна многими инверторами MMA, зачастую это указывается в функционале и обеспечивается переключателем. После чего цепляем на минус горелку(аргон уже подключен, да?), поджигаем чирканьем и свариваем. Так можно сталь(нержавейка тоже сталь), для цветмета лучше использовать аппараты с пульсом и переменкой. Если полуавтомат еще потерпит незачищенную, но не ржавую, поверхность, то в аргоне шов будет смотреться никак, а алюмяшку ненароком не получится сварить вовсе, поэтому надо не только зачищать, но и выбирать способ зачистки. По прайсу(2018): -- до 20кРуб. - это аппараты с пульсом или без него, с поджигом касанием или высокочастотным, с ПВ 100% на 100А и выше, то есть 3мм сталь(нержавейка тоже сталь) вполне себе можно; -- более 20кРуб. - необходимо точно определиться в функционале, прежде чем покупать. Использование интернет агрегаторов цен, наподобие Я.Маркета, да и вообще поиска в интернете и на этом форуме, позволит глубжее проникнуться вопросом и выбрать подходящую модель занедорого. -- Характеристики Для всех --Работа на просаженной сети / при пониженном напряжениии / от дешевого генератора / от пальчиковой батарейки зажигает четверку!!!!111АДИН - При работе от просаженной сети необходим инвертор с запасом по току и с заявленной производителем работоспособностью в подобных режимах и удлинитель с бОльшим, чем обычно, сечением провода. Но даже в этом случае может статься, что занижение сварочного тока (вместо логичного накручивания) лучше отразится на сварочном процессе, поскольку для каждого производителя "работоспособность" смотрится по-разному: от "зажглась лампочка" до "легко тройкой основой". --Продолжительность включения/Продолжительность нагрузки(ПВ/ПН) - процентное отношение времени работы аппарата при заданном токе до перегрева к общему времени измерения, при заданной температуре окружающей среды. Типично: 60% для 160А и 40 oC за период в 10мин это 6мин под нагрузкой и уход в защиту по перегреву. Изменяя период измерений и температуру, можно манипулировать этим параметром. --Мощность/Потребляемая мощность - указывается _максимальная_потребляемая мощность: если на свежекупленном двухсотампернике работать на 100А, потребление будет ниже(2..2.5кВт). Но не в два раза, надо учесть КПД, реактивную мощность, ток и напряжение на дуге. Также чрезмерно низкая мощность(к примеру, 4кВт для 200А MMA инвертора) показывает на несоответствие параметров аппарата. --cos phi(коэффициент реактивной мощности) - напрямую влияет на потребление аппаратом электроэнергии и загаживание питающей сети частотной составляющей. Чем ближе к единице, тем лучше, потому что косинус. --ККМ(PFC) - допа в инверторе, якобы стабилизирующая выходные характеристики при изменении напряжения питающей сети. Само название ККМ(корректор коэффициента мощности) определяет функционал - уменьшать сдвиг фаз, делая аппарат немного экономичнее. Встраивается в отдельные модели хороших инверторов, также используется для повышения цены у дешевых аппаратов. --Pulse - существуют аппараты MMA, MIG/MAG и TIG с настройкой импульсной составляющей, применение обосновывается свариваемым материалом(обычно "нержавейка" и цветмет) и оптимизацией режима сварки. В качестве примера: STT - технология от Линкольна для полуавтоматов со сложной формой импульса, пониженным разбрызгиванием и повышенной скоростью, заявляется как альтернатива аргоно-дуговой сварке. --Синергетика(SYN, SYNERGIC) - изначально автоподстройка("интеллектуальная") аппарата при неких заданных параметрах для достижения оптимального результата. Также называются, но не являются таковыми: импульсный режим(с импульсом произвольной формы и длительности) и предустановки, позволяющие комбинировать существующие значения и не заморачиваться понятиями Напряжение и Скорость подачи. Принцип настройки, реализованный в полуавтомате Aurora Polo, также синергетическим не является, это не боле чем взлетевшая попытка продать "любителю" полуавтомат с почти одной крутилкой. Надпись "синергетика" по умолчанию не обеспечивает лучший/оптимальный шов. MMA --Ток(Current) - основная функция. В дешевых моделях показомеры выдают каждый свои попугаи, некоторые анимируют лицевую часть аппарата индикацией тока(или "тока") в режиме реального времени. И о сварке тонкого металла электродами. Если на пачке написано ОТ 50А(и это ваши любимые ESAB OK 46.00 2мм), то диапазон токов 25..45А вам не нужен. Есть стыковое соединение С1 ГОСТ 5264-80, есть возможность рутилом(а окашки это рутиловые электроды) в отрыв шпарить. Форсаж дуги, позволяющий отчасти снизить тепловложение в основной металл за счет более высокого валика(это для рутила) также не всегда помогает, особенно если это фальшивый китайский форсаж. Алсо, положение крутилки с надписью "Для тонких электродов" существует лишь в аппаратах с надписью "Для ленивых начинающих профессионалов". Все индивидуально как для сварочника, так и для сварного. --Напряжение холостого хода(Uxx, НХХ) - некоторые электроды требуют повышенного напряжения для первичной ионизации, да и основу легче поджигать, поэтому 70..100В - это отлично. Обратно, аппараты с МП управлением могут иметь и 46В, но столь же корректно работать. --Форсаж(Arc force) - якобы альфа и омега хорошего сварочника, который может. Широко разрекламированная _дополнительная_функция, которая на деле реализуется аппаратной частью сварочного инвертора для РДС и является неотъемлемой частью его ВАХ. В большинстве же случаев крутилка с надписью "Форсаж" загинает крутопадающую ВАХ аргонника немного вверх _по_всей_рабочей_части, поэтому основой такими сварочниками работать трудно. (Взято тут http://power-e.ru/2008_3_116.php) Слева хороший, годный форсаж, он набрасывает ток при замыкании металлом дугового промежутка. Если для него вывести крутилку, то можно будет немного играть как температурой шва, так и его формой. И подстраиваться под электроды. Справа ВАХ аргонника. Фальшивый форсаж делает прямую 3-5 вместо ломаной 3-4-5, то есть делает более пологой. Поэтому рабочие области основных электродов и эмэрок с прочими "плохо горящими" если и находятся, то в области более высоких токов. --Антистик(Antistick) - предотвращение залипания электрода. Порой работает никак. Заявляется на всех поголовно дешевых аппаратах. --Горячий старт(Hot start) - кратковременный наброс тока при начале сварки для прогрева металла. Выводится наружу в некоторых аппаратах либо как крутилка, либо как выключатор, также заявлен на дешевых сварочниках для повышения цены. Мешает жить при сварке в отрыв. --Ограничение напряжения холостого хода(VRD) - снижает напряжение до 9..12В во время простоя, чтобы не приморозило, случайно замкнув через себя держак с массой. В одних аппаратах регулируется, в других мешает работать. MIG/MAG --Скорость проволоки(Wire feed, в некоторых аппаратах Current) - считается, что это "аналог" параметра Ток в ручнике. Увеличение диаметра проволоки и/или скорости уменьшает сопротивление и, как следствие, увеличивает ток, то есть сменив проволоку на более толстую, мы автоматически увеличиваем силу тока при той же скорости подачи. --Индуктивность - влияет на глубину проплавления. Также снижает брызги металла за счет более плавного нарастания тока КЗ. --Напряжение - основной параметр. Необходимо для ионизации дуги, определяет режим сварки(мелкокапельный, крупнокапельный, струйный). --Переключение полярности - для сварки флюсовой самозащитной проволокой. Реализуется либо как функция, либо перекидыванием концов. --Протяжка - отдельная кнопка/функция, позволяющая прогнать проволоку по шланг-пакету без подачи тока и газа. --Предгаз, постгаз - продувка места сварки в начале и в конце сварки без подачи тока, защита еще горячего шва. Либо предустановлен, либо можно изменять. --Отжиг проволоки - избавляет по окончании сварки кончик проволоки от шарика. Даже будучи заявлена и даже действительно имеющаяся в наличии, отрабатывает не всегда. Так что на кусачки/пассатижи-комби лучше потратиться. --Soft Start(Плавный/мягкий старт) - нарастание подачи проволоки в начале сварки. TIG/WIG --Ток(Current) - основная функция. В дешевых моделях показомеры выдают каждый свои попугаи, некоторые анимируют лицевую часть аппарата индикацией тока(или "тока") в режиме реального времени. --Предгаз, постгаз - продувка места сварки в начале и в конце сварки без подачи тока, защита еще горячего шва. --DC - сварка в аргоне на постоянке, самый простой режим. --DC Pulse - возможность изменения частоты тока постоянной полярности. --СкважностьКоэффициент заполнения - то, чего может не оказаться в ящике с аргонником - возможность изменения отношения длительности пикового тока к базовому. Реализуется как процент при явном задании частоты, и как длительность в мс. --AC/DC - поддержка аппаратами TIG как отрицательных, так и переменного знака пульсаций сварочного тока. --AC Pulse - возможность изменения частоты переменной полярности. Позволяет концетрировать дугу. --Balance(Баланс) - регулировка изменения отношения положительного (полу)периода к отрицательному. Влияет на очистку ванны и износ электрода. --Форма волны - типичный аппарат выдает меандр(_--_), что не всегда оптимально. Обычно добавляют пилообразный вариант и синусоиду. --TIG Spot - прихваточный режим, программная реализация очень коротких импульсов. --Тип поджига - Поджиг дуги в режиме TIG производится одним из способов: Scratch(актуально для типичного MMA сварочника, легко царапаем и отводим) Lift(кратковременным прикосновением к заготовке, здесь реализовано плавное нарастание тока) и HF(высокочастотный разряд, который может порой пробить неслабое расстояние). В первом и втором варианте можно поймать металла на электрод, в третьем некоторые реализации гадят в питающую сеть ВЧ составляющей, от чего могут погибнуть любимые компьютеры, телевизоры и микроволновки. Сварочные маски-хамелеоны в аргоне. Если ручник с полуавтоматом весело освещают окрестности, то для _слежения_ за аргоновой сваркой(метр и более) требуется либо более качественный СИЗ, либо более дешевый, а именно обычное темное стекло С3 или С4. Общее по внутренностям инвертора. Есть одноплатные и многоплатные компоновки, все они имеют право на жизнь. Микропроцессорные технологии давно работают в сварочных инверторах и позволяют значительно снизить вес и размеры управляющей части, а также добавить сотни функционала в невзрачную коробку. Большие радиаторы - хорошо, маленькие радиаторы с большим вентилятором - источник постоянного шума и вероятность неслабо нагадить на внутрянку. Существует так называемая туннельная компоновка, когда радиаторы смотрят друг на друга, лучше съём тепла, меньше (металлической)пыли на платах. Транзисторы IGBT не лучше и не хуже MOSFET, главное - качественная реализация. Есть момент, когда при сравнении начинают считать выходные диоды, транзисторы силовухи и вес аппарата. IGBT транзисторов требуется меньше, да, но обвязка(рассыпуха) больше, а с повышением граничной частоты уменьшается емкость конденсаторов и вес индуктивностей навроде дросселей и трансов. Но до сих пор(2019) нормальный инвертор на 200А/100%ПВ не весит 5кг нетто. До сих пор экономия на радиаторах в угоду компактности, равно и уменьшение "пустого" пространства под кожухом негативно сказываются на продолжительности работы. Чем больше конденсаторов и чем больше их емкость на входе, тем стабильнее выходная характеристика и тем больше запас по мощности. Количество банок и их емкость соотносятся с максимальным значением тока. Шины к баойнетам(гнездам для держака и массы) медные, алюмяшка может поломаться, а в месте контакта с медью/бронзой(контактные площадки, байонеты) будет выделяться дополнительное тепло - отгорит. Существует несколько выходных схем: -Полумост. -"Косой" мост. -Полный мост. -резонансные вариации. Работоспособность зависит от реализации конкретным производителем(заводом). Авроровцы на своем канале выпустили годные видео, визуализирующие вольт-амперные характеристики сварочных инверторов: http://youtube.com/watch?v=ddJPlBc9dmM (3 части - youtube.com/watch?v=ddJPlBc9dmM ). Можно вспомнить зарядные устройства для телефонов, у которых 12..15В на холостом ходу к заявленным .65.. .8А постепенно превращаются в 6.3..5В, за что благодарим спецификацию USB. Также, канал Сварочная лаборатория( https://www.youtube.com/channel/UCaQAvFwjM2DTBNHht2-L7hg/videos) поможет настроить полуавтомат. Наличие дисплея не является плюсом к выбору, зачастую в дешевых моделях он исполняет роль показомера. В некоторых моделях есть отверстия в дне для забора воздуха, их рекомендуют заклеить. В случае покупки комбинированного TIG-MMA(аргон-ручник), MIG/MAG/MMA(полуавтомат/ручник) инвертора надо следить за положением переключателя режима сварки, а не ругать производителя. Комбинированные источники питания есть 2-в-1(TIG/MMA, MIG-MAG/MMA) и 3-в-1. Зачастую подобные реализации не позволяют сваривать электродами с основным покрытием. Комплектация. Минимальная комплектация сварочного аппарата(инвертора) - собственно аппарат и инструкция. Все остальное есть маркетинговый ход и/или необходимость. Для сварочных кабелей, горелок, электрододержателей и вообще всей расходки, через которую проходит сварочный ток, применимы термины ПВ(продолжительность включения) и Допустимый длительный ток (ПУЭ7, п 1.3.10-1.3.11). Если ПВ был уже описан выше, то допустимый длительный ток зависит от сечения проводника, материала, оболочки и достаточно нелинеен, поэтому лучше пользоваться таблицами навроде http://www.topeng.ru/pue-part1-chapter1.3_c.html и вникать в температурные коэффициенты: http://electrik.info/main/school/1175-dlitelno-dopustimyy-tok-kabelya.html Зачастую в описании комплектации указывается только длина и сечение сварочного кабеля, но не его материал. Омедненный алюминий 25мм2 при равных условиях гораздо быстрее придет в негодность, чем медь 16мм2. Некоторые аппараты используют фирменные комплектующие, обусловленные либо спецификой применения, либо желанием порабощения любителя яблочек доверчивого потребителя. Встроенная горелка удешевляет аппарат на цену евро-разъема, но увеличивает стоимость замены. Выбирая между 9-й и 18-й горелками, цепляя на 500А держак КГ-16, учитывайте область применения и стоимость комплектухи. Нет "бытовых" инверторов, есть небольшой ПВ и/или низкое качество. При выборе аппарата руководствуйтесь своей целью, не надо покупать заведомо негодный, но дешевый, или чрезмерно дорогой, но "как у профи". Современное ценообразование таково, что один и тот же аппарат может стОить разных денег в пределах двух шагов. Яндекс.Маркет не всегда показывает самую низкую стоимость, поэтому порой прямой поиск конкретной модели позволяет найти лучший вариант для своего региона. Также есть тема с интернет-магазинами: http://websvarka.ru/talk/topic/11159-internet-magaziny-rf-svarochnogo-oborudovaniia/ . Некоторыи официальные сайты вендоров/брендов: Технические характеристики продуктов, дилеры и сервис-центры - это должно быть. Aurora - aurora-online.ru Fubag - fubag.ru Foxweld - foxweld.ru Grovers, Energy - grovers.ru Start, WIT Wega - startweld.ru ГРПЗ(Форсаж) - grpz.ru Неон - ei-neon.ru Термит - itermit.ru Сварог - svarog-rf.ru Кедр - kedrweld.ru Торус - torus.ru Сварочники также можно разделить на оригинальные, близнецы и безродные. Первые явно имеют место производства и описание на их сайте; вторые отличаются (дополнительным)названием(брендом), аппараты заказывают, но производитель как залог качества тоже явно указан; с третьими все мутно, появляются, исчезают, заказывают невесть у кого, меняются на глазах, сайт предлагает стиральный порошок, хамелеоны Ресанта и различные инверторы. Поэтому неправильно сравнивать, к примеру, Wert и Интерскол, или на единственном экземпляре Ресанты ставить диагноз всему бренду. Безродные предназначены для быстрого оборота денег, не для сварки, соответствие канонам в таком аппарате суть ошибка ОТК. Близнецы иногда имеют отличия в характеристиках с оригиналом, в лучшем случае это улучшения по договору поставки, в худшем - надежда, что потребитель не заметит. Именно они, близнецы, стремятся сесть на оба стула: увеличить продажи, не скатываясь в качестве, широкими мазками рисуя образ начинающего профессионала с их аппартом наперевес. С оригинальными аппаратами все просто: завод делает хорошо; завод делает плохо; у завода две линии, и одна из задницы. UPD Как настроить сварочник Картинки и таблицы приблизительной настройки: Ручник/MMA http://websvarka.ru/talk/files/file/1-illiustrirovannoe-posobie-svarschika/ Полуавтомат/MIG/MAG http://websvarka.ru/talk/files/file/44-mekhanizirovannaia-dugovaia-svarka-plaviaschimsia-el/ Аргонник/TIG http://websvarka.ru/talk/files/file/63-ruchnaia-dugovaia-svarka-neplaviaschimsia-elektrodom/ Дефекты, причины, предотвращение http://websvarka.ru/talk/files/file/12-defekty-svarnykh-shvov-i-soedinenij/
-
Российский представитель итальянского производителя сварочной проволоки компании ITALFIL(https://www.italfil.com/ru/), предлагает произвести независимое тестирование среди авторитетных и не предвзятых участников форума(2-3 участника). Компания предоставит бесплатно сварочные материалы для тестирования, с доставкой до адреса участника тестирования, ну а участники дают своё развёрнутое заключение в независимости от полученного результата. Каждому участнику будет предоставлено: 1. проволока EVO 2 диам. 1.2 мм(кат 18 кг) - аналог ESAB OK 12.50 2. проволока IT-SG2 диам. 1.2 мм(кат 18 кг) - аналог ESAB OK 12.51 3. проволока IT-SGCrMo1 диам. 1.2 мм(кат 18 кг) - аналог ESAB OK 13.12, СВ-08ХМ 4. проволока наплавочная IT-600 диам. 1.2 мм(кат. 15 кг) Возможно любители варить только TIGом, будут тоже включены в тестирование с предоставлением им прутков тех же марок, по 5 кг каждой марки прутка. У кого оборудование и опыт позволяет провести такие тесты, подавайте свои заявки сюда.
-
Есть большое желание освоить TIG сварку. Но незнаю найду ли применение в бытовых целях. Профессионально я сваркой не занимаюсь. Есть дуговая сварка и полуавтомат. Есть небольшая мастерская на даче. Как считаете найду применение TIG в быту?
-
Считаете ли вы экономически обоснованной цену на аргоновую сварку,как таковую ,независимо от региона и платежеспособности населения? Соответствует ли ее цена затратам и квалификации? Нет ли здесь спекулятивных моментов? Что собою представляет ценообразование на АДС и каковы его критерии?
-
День добрый ! Товарищи, а как вы относитесь к более расширенному опросу ? Собственно из-за чего возник вопрос, у меня просто сессия и мне надо для сдачи экзамена по маркетингу сделать опрос, опрашивать про виды чая или чего другого не хочется , вот я и хочу про выбор сварочного оборудования. Ну а вторая причина связана с названием темы. Когда встал для меня вопрос о покупке инвертора, я довольно долго не мог определиться, и как и автор темы пробовал посмотреть рейтинг сварочников... , вот и хотелось бы и рыбку съесть.... Начало темы: Рейтинг производителей сварочных аппаратов
-
Доброго времени всем. Мой братишка приобрел бэушный гроверс ас/дс 350. При попытке варить данным аппаратом, возникла следующая проблема. Дуга как бы не стабильна. Происходит прерывание кратковременное. При сварке на дс, тоесть на постоянке, такого дефекта не наблюдается. Только на АС, Проявление не постоянно, а как бы временами. Вот видео, может кто сталкивался. На видео хорошо слышно как это происходит. Очень рад буду помощи. На настройки и горелку не грешим, меняли и так и сяк, косяк из аппарата, что можете посоветовать ?
-
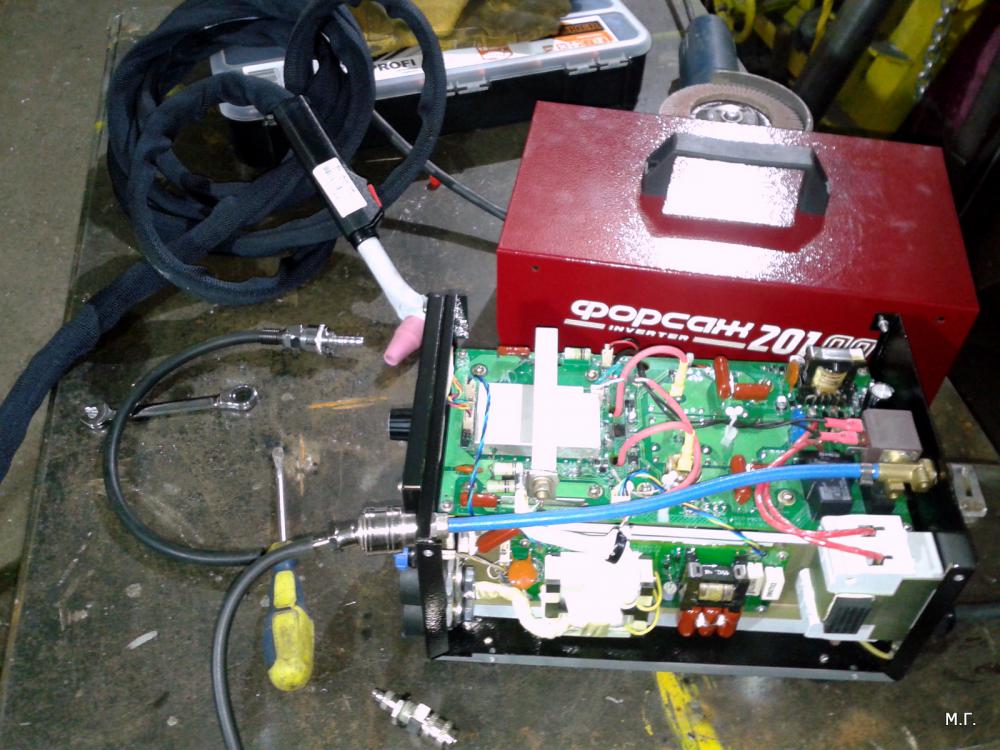
https://www.youtube.com/watch?v=g4nOYEpGvmQ Приехал ко мне Форсаж 201АД. 2013г. выпуска. Нет в комплекте папы для быстросъёма на лицевой панели выхода газа на горелку Облазил всё, не нашёл, так как диаметр Ф-6мм. Пришлось бросить времянку из другого быстросъёма. Дуга шумит, не сильно, но всё же, на GROVERS TIG-200А (РДС+аргон дс) тоже шумит, (есть в наличии) но на Форсаже хоть поджиг лучше. Мне совсем не нравится, что дуга шумит, есть заводской китаец, (был ещё такой как Гроверс, но попроще) сундук, дуга на постоянке вообще бесшумна, слышно только газ. Поменял баллон, (на испытания поставил грязный аргон, на люмине не работает,) на чистом аргоне ничего не изменилось, только шов стал немного по-блестящее. Поменял красный вольфрам на синий, так же, поставил золотой 3.2мм. и ток 150. Форсаж отказался его вообще зажигать и ушёл в глухую защиту, помигивая на табло какой-то ошибкой, я с перепугу не запомнил, выключил, поменял вольфрам на красный, включил, заработал как и раньше, с чем это было связано не знаю... Забыл взять инструкцию, в пульсе работаю впервые, деревенские мы, понадобилось минут 10 что бы настроить, то есть, всё просто и понятно, без бумажки не понял как запоминать программы, но дотыкался, что каким-то образом вроде пару программ запомнил. Я не запомнил. В пульсе работать вообще шикарно, для ленивых придумано, НО, заметил такой глюк (или это не глюк, а на всех пульсах так, кто на буржуйских работал, подскажите) если стоит спад тока, отпустил кнопку и прогорела сразу дыра, вместо того, что бы сразу скинуть ток... Я сразу догадался почему так, короче, если отпустить кнопку когда горит пиковый ток, то он на пике и продолжает гореть, если отпустить на базовом, то всё нормально. Кто не понял, если отключение (кнопку отпустил) происходит в то время, когда идёт наброс току (импульс) то на этом набросе идёт и затухание дуги. Например, базовый ток 40А. а пиковый 100, так вот, если отпустил кнопку во время пика, то и дуга затухает на пике 100А, а не на базовом токе. Отпустил кнопку во время горения дуги на базовом токе 40а. тогда все нормально и обычно. В РДС не работал ещё. Один ролик отснял, позже выложу и ещё немного поснимаю.



- 150 ответов
-
- 17
-
-
Собственно, задался вопросом о рентабельности применения г/линз при сварке ал.сплавов. Штучки продаются комплектом и не дёшево. Интересует продолжительность жизни на АС ток от 100-160А. Подытоживая заказ, если набрать на 5000 тыщ, то в итоге оплачу за всё про всё 6500.
-
https://youtu.be/-wGzyzrBkF4
-
 Добрый день, являюсь собственником уникального аппарата Helvi TP230. По функционалу- является полным аналогом Helvi TP220-225, но имеет сразу три податчика проволоки, соответственно комплектуется тремя горелками + TIG горелка + MMA и подключается сразу к двум баллонам с газом - аргоновому и со сварочной смесью, после чего можно поочередно использовать все горелки, аппарат подает нужный газ в зависимости от выбранной горелки и режима сварки. Огромное спасибо официальному дилеру Helvi, если есть вопросы по стоимости и приобретению - все к нему - Олег, ник- xSVARNOYx на чипмейкере, на форуме Вебсварка есть представитель - copich, меня спрашивать по цене и прочему бесполезно- я пользователь. Ссылка на мой обзор данного аппарата, если есть вопросы по нему- пишите. P.S. Хотел было поменять тему, убрать слова "уникальный" и просто добавить поросячего восторга от нового аппарата на хозяйстве - но, факт, он уникальный, и аналогов нет.
Добрый день, являюсь собственником уникального аппарата Helvi TP230. По функционалу- является полным аналогом Helvi TP220-225, но имеет сразу три податчика проволоки, соответственно комплектуется тремя горелками + TIG горелка + MMA и подключается сразу к двум баллонам с газом - аргоновому и со сварочной смесью, после чего можно поочередно использовать все горелки, аппарат подает нужный газ в зависимости от выбранной горелки и режима сварки. Огромное спасибо официальному дилеру Helvi, если есть вопросы по стоимости и приобретению - все к нему - Олег, ник- xSVARNOYx на чипмейкере, на форуме Вебсварка есть представитель - copich, меня спрашивать по цене и прочему бесполезно- я пользователь. Ссылка на мой обзор данного аппарата, если есть вопросы по нему- пишите. P.S. Хотел было поменять тему, убрать слова "уникальный" и просто добавить поросячего восторга от нового аппарата на хозяйстве - но, факт, он уникальный, и аналогов нет. -
Сваривание несвариваемых металлов в 1893-м году. Когда-то это было возможным. смотреть с 21 минуты.

-
Наплавка кромки шнека.ф340 ст.316, В3К. Начало пути ..всего из 4,7кг . 700гр.Это лишь набросок под шаблон.Твердость должна быть 42 ед.по Роквеллу .Сплавы на основе кобальта.Опытный образец - 30шт в перспективе. В3К -кг 6800 -7200т/кг.

-
Miller trailblazer 302 air pak https://www.instagram.com/p/BnYYJEGg_es/?hl=ru значиться сварочный агрегат (с приводом на генератор двс) по американски: вес 350 (без топлива) гена на 10 кВа (чистые или 12 пиковые) компрессор винтовой сварка на 300 ампер mma-mig/mag-tig чуть позже все подробнее... могу одно подметить что с компрессорами делает только Miller и Linkoln и доступны они только в североамериканском рынке (США и Канада)
-
Оригинал здесь https://klyshko.ru/zhurnal-ucheta-proverki-kachestva-kontrolnyh-svarnyh-soedinenij/ Здравствуйте заполнить журнал учета проверки качества контрольных сварных соединений легко, достаточно посмотреть пример, главное чтоб были результаты испытаний из лаборатории по контролю сварных соединений. Если вы монтируете промышленное оборудование, трубопровод, металлоконструкции или просто свариваете армокаркас под фундаменты, то перед началом работ этот журнал следует заполнять. Как известно на стройке все начинается с ТЗ (технического задания) и проекта. Заказчик прописывает в техническом задании, какие подрядная организация должна предъявить документы перед началом работ. Например, в ТЗ могут прописать, что сварщики подрядчика должны изготовить образцы сварных соединений для проведения НК (неразрушающий контроль) и механических испытаний. Так что читаем внимательно ТЗ перед началом работ и оформляем все документы. Даже если заказчик не написал в техническом задании о мероприятиях по организации сварочных работ на его строительном объекте, то это прописано в Федеральных нормах и правилах в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах»: В СП 70.13330.2012 «Несущие и ограждающие конструкции» так же говориться про проведения механических испытаний сварочных образцов перед началом работ. Если со второй попытки сварочный образец какого-либо сварщика не проходит испытания, то его не допускают к сварочным работам. 16. Сварщик, впервые приступающий к сварке, независимо от наличия удостоверения, должен перед допуском к работе пройти проверку путём выполнения и контроля допускного сварного соединения. Конструкцию допускных сварных соединений, а также методы и объём контроля качества сварки этих соединений определяет руководитель сварочных работ в соответствии с требованиями НТД. Но в данном СП не прописано, что результаты лабораторных испытаний необходимо вносить в журнал учета проверки качества контрольных сварных соединений. А с другой стороны, что с этими результатами делать их легко можно потерять, лучше вписать в журнал эти данные на конкретных сварщиков. Следовательно, заказчик или представитель проверяющей государственной структуры могут попросить этот журнал, а могут и нет, так как его нет в перечне списка исполнительной документации. 10.1.4 До начала работ каждый сварщик предварительно должен сварить стыковые пробные (допускные) образцы для последующих механических испытаний из того же вида проката (марки стали, диаметра, толщины), тем же способом сварки, в том же пространственном положении и при использовании тех же режимов, материалов и оборудования, что предусмотрено проектом и ППСР. Изготовление пробных образцов должно выполняться в присутствии лица, ответственного за сварочные работы по 10.1.1. 10.1.5 Размеры пластин для пробных образцов стальных конструкций, а так- же форма и размеры образцов для механических испытаний, изготовляемых из сваренного пробного образца после внешнего осмотра и измерения стыкового шва должны соответствовать требованиям ГОСТ 6996. Формы и размеры заготовок стержней и пластин для пробных образцов арматуры железобетонных конструкций должны соответствовать требованиям ГОСТ 14098, [5], ГОСТ 10922. 10.1.6 После внешнего осмотра и измерений механические испытания необходимо проводить по ГОСТ 6996, ГОСТ 10922 и [6] в объеме, указанном в таблице 10.1. При неудовлетворительных результатах механических испытаний разрешается дополнительная сварка пробных образцов, при повторной ситуации сварщик к выполнению проектных (деловых) сварных соединений не допускается. Почему я написал, что и к фундаментам имеет отношение этот журнал? Потому что иногда в проектах армокаркасы фундаментов указывают сваривать, а не собирать вязальной проволокой. Следовательно, необходимо провести механическое испытание сварного соединения арматурных прутков, каждого сварщика, который будет участвовать в монтаже фундаментов. Если ваша строительная организация серьезно относиться к исполнительной документации, то этот журнал по контролю сварных соединений, должен вестись и на общестроительных объектах. Пример заполнения журнал учета проверки качества контрольных сварных соединенийДля подробного рассмотрения нажмите на картинку: А вот в ГОСТ 32569-2013 "Трубопроводы технологические стальные. Требования к устройству и эксплуатации на взрывопожароопасных и химически опасных производствах" данный журнал необходимо сдавать при сдаче смонтированных трубопроводов: 13.6.2 Монтажная организация до начала пусконаладочных работ должна передать владельцу трубопровода «Свидетельство о монтаже» (приложение П). Перечень прилагаемых документов: Исполнительные чертежи участков трубопроводов со спецификацией по форме 1. Акты промежуточной приемки ответственных конструкций (форма 2). Журналы по сварке трубопровода (форма 3). Журналы учета и проверки качества контрольных сварных соединений (форма 4). Списки сварщиков, операторов-термистов, дефектоскопистов (форма 5). Журналы сборки разъемных соединений трубопроводов с давлением более 10 МПа (100 кгс/см2) с контролируемым усилием натяжения (форма 6). Списки рабочих, допущенных к сборке разъемных соединений трубопроводов с давлением более 10 МПа (100 кгс/см2) с контролируемым усилием натяжения (форма 7). Акты испытания трубопроводов (форма 8). Документация предприятий-изготовителей на изделия и материалы, применяемые при монтаже трубопровода (согласно описи). Акты на предварительную растяжку (сжатие) компенсаторов (форма 9). Так же в этом ГОСТе прописано, через какое время сварщик должен делать сварочные образцы. Если сварщик в течение трех месяцев не сварил 100 стыков или сделал более 100 стыков меньше чем за 3 месяца, то он должен сварить образец для проведения механических испытаний сварных швов. 12.3.19 Механические свойства стыковых сварных соединений трубопроводов должны подтверждаться результатами механических испытаний контрольных сварных соединений в соответствии с требованиями ГОСТ 6996. 12.3.20 Контрольные сварные соединения должны свариваться на партию однотипных производственных стыков. В партию входят сваренные в срок не более трех месяцев не более 100 однотипных стыковых соединений с номинальным диаметром DN <150 или не более пятидесяти стыков с DN >175. Однотипными являются соединения из сталей одной марки, выполненные одним сварщиком, по единому технологическому процессу и отличающиеся по толщине стенки не более чем на 50 %. Однотипными по номинальному диаметру являются соединения: DN от 6 до 32, от DN 50 до 150, DN >175 Все результаты испытания вносятся в журнал учета проверки качества контрольных сварных соединений, получается, что это журнал заполняется в течение всего времени проведения строительных работ. Образец акта на сварку контрольного соединения
- 2 ответа
-
- 8
-
-
- электроды
- технологии
- (и ещё 6 )
-

Проверка осциллятора Telvin superior tig 362 AC/DC
mart8386 опубликовал тема в Ремонт и модернизация
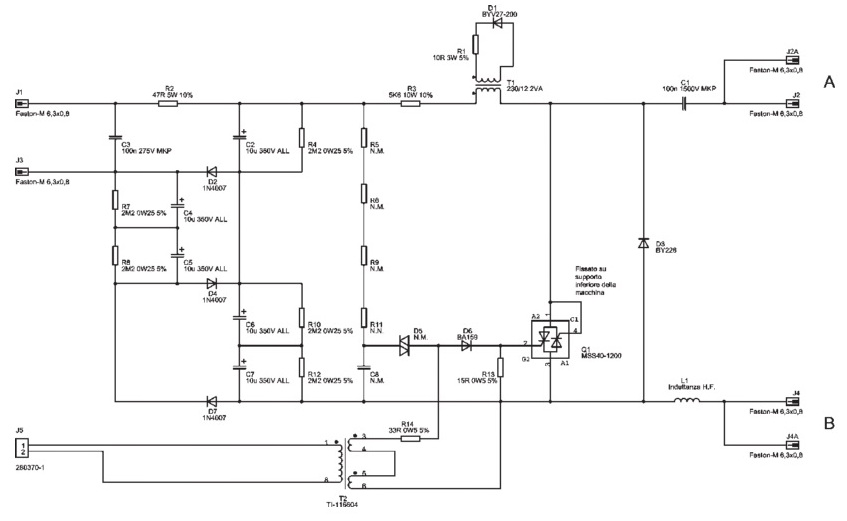
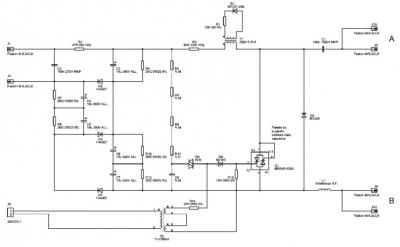
Добрый день! В электронике не очень разбираюсь, но пробую чинить... Помогите проверить осциллятор, на разъёме платы 220в появляется при нажатии кнопки на горелке. Ни треска разрадника ( его не нашёл на плате ..., ни искры на электроде горелки нет. Попробовал в темноте посмотреть - искрения ни где не видно. Подскажите, что нужно проверить и возможно ли это обычным тестером. Фото и схему приложил. Спасибо!
-
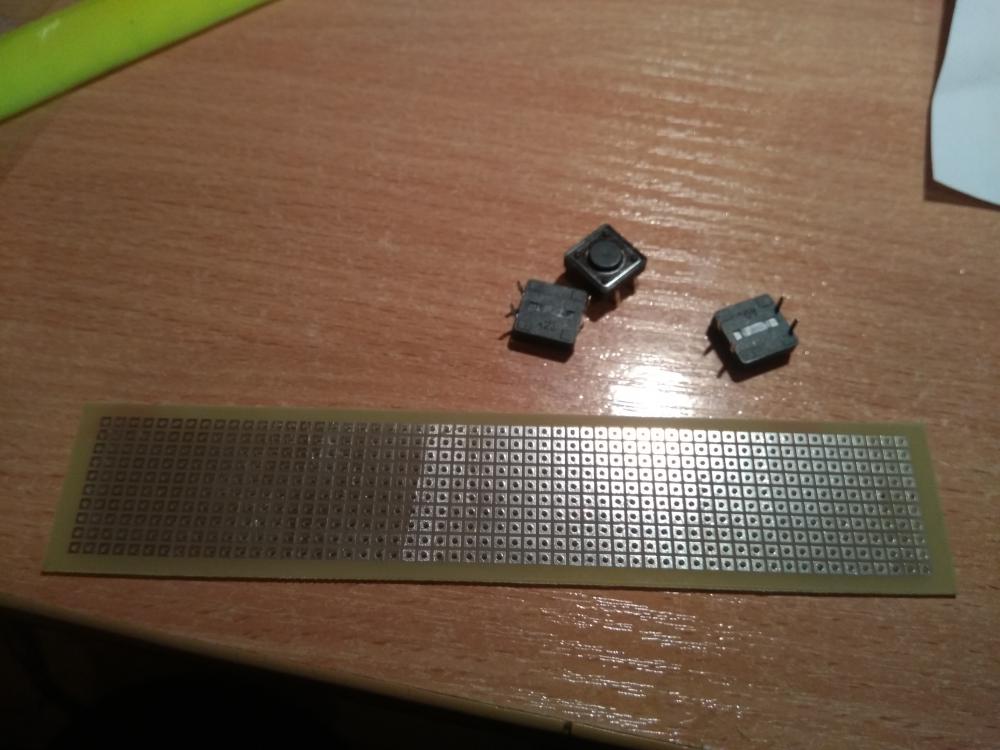
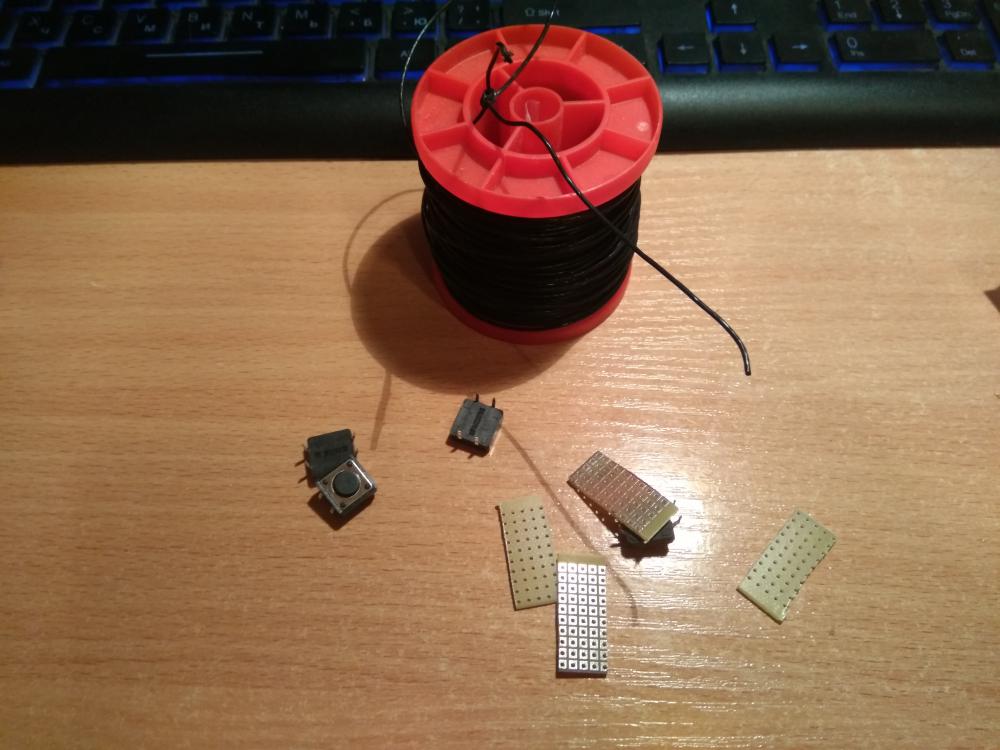
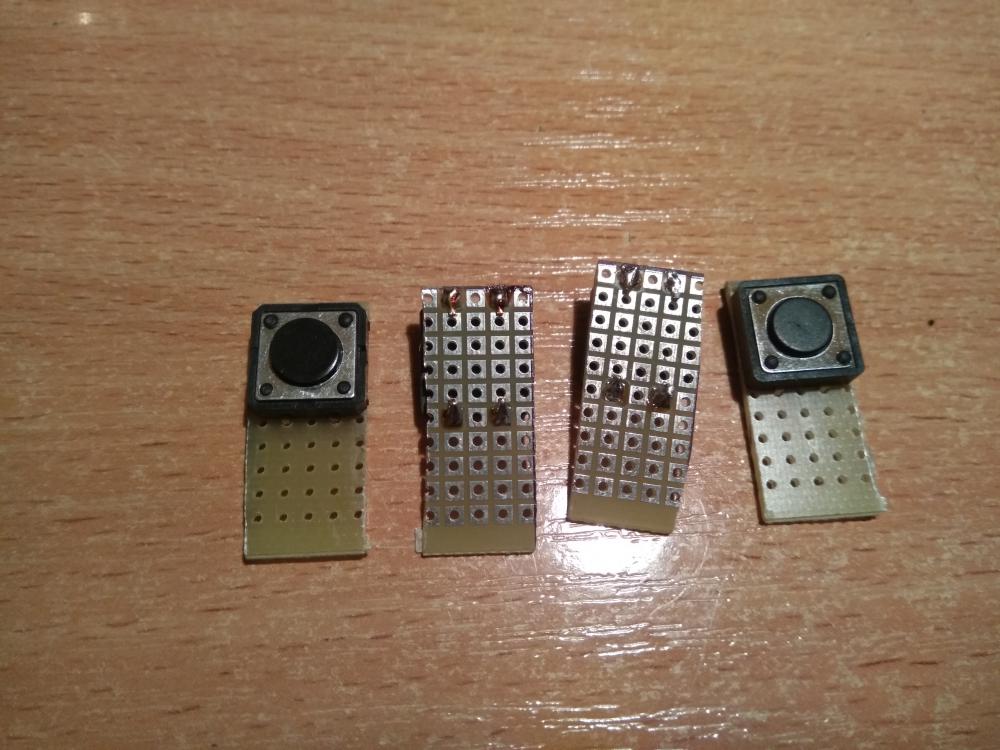
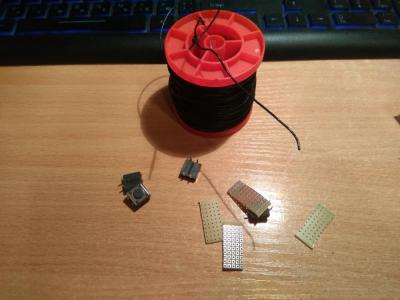
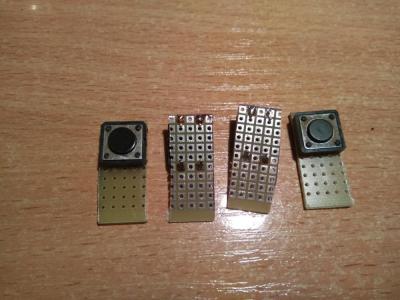
Сделал кнопку на воздушную горелочку SR-9. В радиотоварах нашел кнопочный микровключатель, монтажную текстолитовую плату, а так же провод во фторопластовой изоляции (очень прочная изоляция). Ну и все это смонтировал на горелке. Не могу без кнопки, хоть и есть педаль. Педалью только на больших токах, кнопкой на горелке пользуюсь всегда. Разместил там, где мне больше удобно пользоваться.




-
Первый раз вижу аппарат с ПВ 100%, это как так???