Поиск сообщества
Показаны результаты для тегов 'MMA'.
Найдено: 147 результатов
-
День добрый ! Товарищи, а как вы относитесь к более расширенному опросу ? Собственно из-за чего возник вопрос, у меня просто сессия и мне надо для сдачи экзамена по маркетингу сделать опрос, опрашивать про виды чая или чего другого не хочется , вот я и хочу про выбор сварочного оборудования. Ну а вторая причина связана с названием темы. Когда встал для меня вопрос о покупке инвертора, я довольно долго не мог определиться, и как и автор темы пробовал посмотреть рейтинг сварочников... , вот и хотелось бы и рыбку съесть.... Начало темы: Рейтинг производителей сварочных аппаратов
-
Вадим "допинал" производителя, выбираем имя аппарату, победитель получает аппарат и тестирует его .
-

Покрытые электроды от ESAB для сварки чугуна, серия 92...
Шурпет опубликовал тема в Расходные материалы
Очень часто читаю хорошие отзывы коллег-сварщиков о высоком качестве данной продукции от шведского бренда. Поэтому предлагаю сделать отдельную тему на данную тематику. Коллеги, кто работает с электродами серии 92... Просьба поделиться здесь вашими впечатлениями, отзывами, рекомендациями по работе в этом направлении))) -
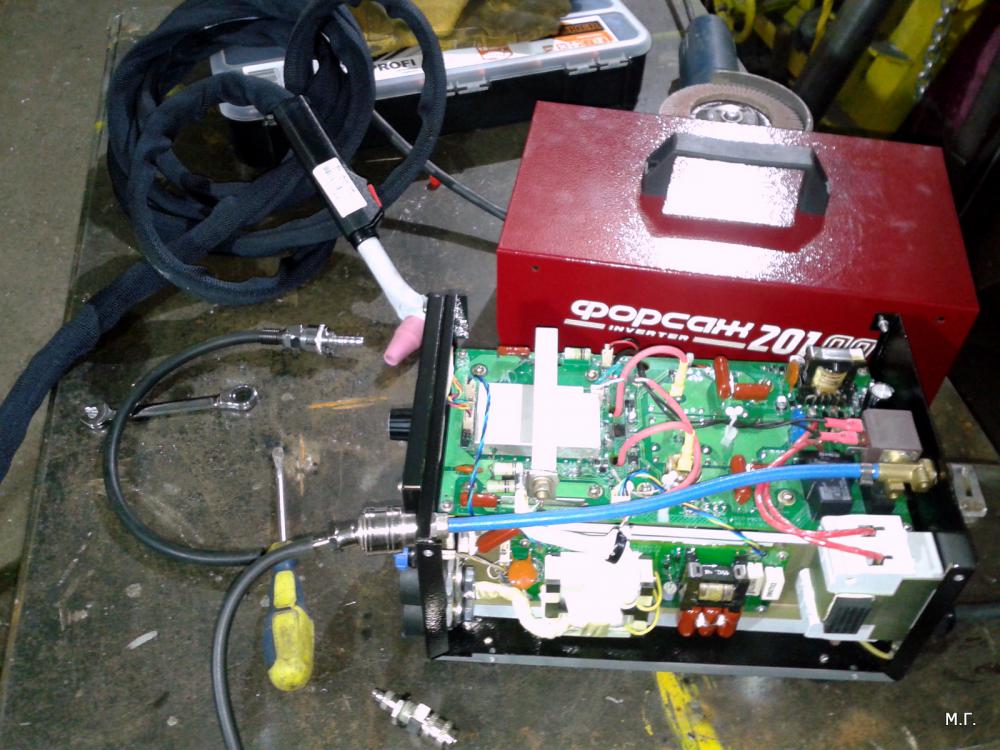
https://www.youtube.com/watch?v=g4nOYEpGvmQ Приехал ко мне Форсаж 201АД. 2013г. выпуска. Нет в комплекте папы для быстросъёма на лицевой панели выхода газа на горелку Облазил всё, не нашёл, так как диаметр Ф-6мм. Пришлось бросить времянку из другого быстросъёма. Дуга шумит, не сильно, но всё же, на GROVERS TIG-200А (РДС+аргон дс) тоже шумит, (есть в наличии) но на Форсаже хоть поджиг лучше. Мне совсем не нравится, что дуга шумит, есть заводской китаец, (был ещё такой как Гроверс, но попроще) сундук, дуга на постоянке вообще бесшумна, слышно только газ. Поменял баллон, (на испытания поставил грязный аргон, на люмине не работает,) на чистом аргоне ничего не изменилось, только шов стал немного по-блестящее. Поменял красный вольфрам на синий, так же, поставил золотой 3.2мм. и ток 150. Форсаж отказался его вообще зажигать и ушёл в глухую защиту, помигивая на табло какой-то ошибкой, я с перепугу не запомнил, выключил, поменял вольфрам на красный, включил, заработал как и раньше, с чем это было связано не знаю... Забыл взять инструкцию, в пульсе работаю впервые, деревенские мы, понадобилось минут 10 что бы настроить, то есть, всё просто и понятно, без бумажки не понял как запоминать программы, но дотыкался, что каким-то образом вроде пару программ запомнил. Я не запомнил. В пульсе работать вообще шикарно, для ленивых придумано, НО, заметил такой глюк (или это не глюк, а на всех пульсах так, кто на буржуйских работал, подскажите) если стоит спад тока, отпустил кнопку и прогорела сразу дыра, вместо того, что бы сразу скинуть ток... Я сразу догадался почему так, короче, если отпустить кнопку когда горит пиковый ток, то он на пике и продолжает гореть, если отпустить на базовом, то всё нормально. Кто не понял, если отключение (кнопку отпустил) происходит в то время, когда идёт наброс току (импульс) то на этом набросе идёт и затухание дуги. Например, базовый ток 40А. а пиковый 100, так вот, если отпустил кнопку во время пика, то и дуга затухает на пике 100А, а не на базовом токе. Отпустил кнопку во время горения дуги на базовом токе 40а. тогда все нормально и обычно. В РДС не работал ещё. Один ролик отснял, позже выложу и ещё немного поснимаю.



- 150 ответов
-
- 17
-

-
 Добрый день, являюсь собственником уникального аппарата Helvi TP230. По функционалу- является полным аналогом Helvi TP220-225, но имеет сразу три податчика проволоки, соответственно комплектуется тремя горелками + TIG горелка + MMA и подключается сразу к двум баллонам с газом - аргоновому и со сварочной смесью, после чего можно поочередно использовать все горелки, аппарат подает нужный газ в зависимости от выбранной горелки и режима сварки. Огромное спасибо официальному дилеру Helvi, если есть вопросы по стоимости и приобретению - все к нему - Олег, ник- xSVARNOYx на чипмейкере, на форуме Вебсварка есть представитель - copich, меня спрашивать по цене и прочему бесполезно- я пользователь. Ссылка на мой обзор данного аппарата, если есть вопросы по нему- пишите. P.S. Хотел было поменять тему, убрать слова "уникальный" и просто добавить поросячего восторга от нового аппарата на хозяйстве - но, факт, он уникальный, и аналогов нет.
Добрый день, являюсь собственником уникального аппарата Helvi TP230. По функционалу- является полным аналогом Helvi TP220-225, но имеет сразу три податчика проволоки, соответственно комплектуется тремя горелками + TIG горелка + MMA и подключается сразу к двум баллонам с газом - аргоновому и со сварочной смесью, после чего можно поочередно использовать все горелки, аппарат подает нужный газ в зависимости от выбранной горелки и режима сварки. Огромное спасибо официальному дилеру Helvi, если есть вопросы по стоимости и приобретению - все к нему - Олег, ник- xSVARNOYx на чипмейкере, на форуме Вебсварка есть представитель - copich, меня спрашивать по цене и прочему бесполезно- я пользователь. Ссылка на мой обзор данного аппарата, если есть вопросы по нему- пишите. P.S. Хотел было поменять тему, убрать слова "уникальный" и просто добавить поросячего восторга от нового аппарата на хозяйстве - но, факт, он уникальный, и аналогов нет. -
Всем привет. Рязанские ребята сделали пробную, пилотную серию сварочников ММА. 230А, ПВ 180А - 100%, рабочее напряжение 160 - 240В. т.е. работает на пониженном напряжении. Вес 7кг, размеры небольшие. Ищем имя, давайте конкурс устроим, победителю - аппарат в подарок. https://youtu.be/EjF1Zaisj9o Первый вариант от меня - КРЕОС







-
Сезон начинается дачники атакуют !!!!







- 146 ответов
-
- 17
-
-
Этот вопрос, с некоторой периодичностью, задают на нашем и не только форумах, а потому, чтобы не плодить однотипные ответы, я решился на создание этой, основанной на собственном скромном опыте и навыках, темы. В данном случае мы рассмотрим ручную дуговую сварку допускных катушек ручной дуговой сваркой электродами с основным покрытием. Не нужно бояться пробовать. Под просвет трубы варят не боги и не маги, а такие же смертные, как и мы с вами. Мандраж, который часто сопутствует сдаче допускных стыков не только наносит удар здоровью и душевному равновесию, но часто является основной причиной некрасивых результатов. Понятно, что это важно, это ваша репутация и хлеб, но всё же постарайтесь относиться к процессу максимально легко и несколько отстранённо. Сейчас, как и во множестве других решающих моментов, нам нужна светлая голова и твёрдые руки. Катушки чистим от ржавчины, масла, задиров, заусенцев. Выводим притупление 1,5-2,5 мм (на толщине стенки 3 мм и меньше фаску не делаем). Выставляем зазор 2-3 мм (больше толщина стенки -- шире зазор), обычно берётся толщина металлического стержня электрода, оббитый электрод зачастую и выступает в качестве зазорника. Выставляем ток 50-60 А (на выносном пульте инвертора Кемппи это троечка) и зажигаем дугу на какой-либо металлической поверхности, пробуем. Ток должен быть максимально малым и вместе с тем обеспечивать стабильное горение дуги. Важно выставить правильный ток. Попробуйте слегка, без усердия, прижать электрод к сварочной ванне – прилипать он не должен. В этом режиме и будем варить. Прихватываем катушки между собой с соблюдением технологических требований. Закрепляем заготовку в неповоротном вертикальном (или, если требуется, горизонтальном) положении будущего шва, обеспечив себе удобный доступ ко всей поверхности сварки. Проверьте, что кабель ни за что не цепляется, что вы на него не наступили, что маска надёжно сидит на голове, опустите и подымите её (маску, а не голову) что светофильтр как раз напротив ваших глаз и обеспечивает хороший обзор. Военная хитрость. Если над душой не стоит проверяющий, разверните катушку вниз самой длинной прихваткой, на ней вы разожжёте дугу и с неё же поведёте корень. В ином случае не мудрите. Корень. Определяем самую нижнюю точку трубы, запоминаем по какой-нибудь рядом прилипшей козявке или пятнышку и зажигаем дугу чуть дальше от этого места (10-30 мм). Господа сантехники! Не нужно зажигать и гасить электрод с тела трубы! Исключительно и обязательно с поверхности фаски , либо её внешнего края! На потолке без лишних движений держим кончик электрода в зазоре, уводя понемногу вверх по мере сгорания (он словно сам продвигается). Ведите электрод чуть выше кромки формирующегося корня, чуть придавливая кончик электрода добиваемся горения дуги внутри трубы с формированием обратного валика, также следя за оплавлением обоих кромок: вы сразу заметите, если дуга бежит по одной, не оплавляя другую, на жаргоне сварщиков электроды “козырятся”, в этом случае останавливаемся и делаем “заход”. Если дуга горит исключительно наружу (это вы тоже заметите), значит у вас стянуло кромки (на жаргоне "слепой стык". Зачастую его можно проплавить на бо́льшем токе, но лучше прорежьте. Косячный электрод откладываем и берём другой. Не нужно их экономить, если образец не пройдёт контроль, вы будете готовы отдать не одну пачку за пересдачу, но будет поздно. Горячий корень шва не должен провисать соплёй; если это происходит, то либо ток чрезмерно большой, либо вы излишне медлительны. Выводя на положение приблизительно 40 минут (представьте срез трубы как циферблат часов) начинаем “раскачивать” горящий кончик электрода приблизительно на полдиаметра от кромки к кромке, оплавляя их и получив едва заметное “окно”, через которое вы опять же контролируете формирование валика. Уточнение. На малых толщинах и диаметрах это окно лишь угадывается, ни к чему его разваливать в дыру. Держите кончик электрода без колебаний, меняя лишь позиционирование держака чтобы на максимально низком токе обеспечить горение дуги, “шустрите”. Выводя на 50 минут желательно наклонить держатель от себя, обеспечив горение дуги непосредственно на край валика. В отличии от потолка, придавливать горящий кончик ни в коем случае не нужно и даже противопоказано, прожоги нам не нужны. Прихватки по мере продвижения дуги лучше полностью срезать (с требуемой развальцовкой кромок). В этом случае вы получите максимально ровный обратный валик. Выходя с “захода” и на “заход” добивайтесь оплавление края, часто для этого нужно на долю секунды придержать электрод. Заполнение. Заполнение, это просто. Зачищаем корень до чистого металла. Зажигаем дугу и ведём ванну, придерживая кончик электрода на краях для того чтобы оплавить кромки. В идеале, у нас получится в меру ровная вогнутая поверхность, которую можно обстучать от шлака или пробежаться болгаркой с дисковой щёткой, что лучше и быстрее. Иногда вам может показаться что проще сразу пройти облицовку шва, без заполнения. Здесь главное, не переоценить свои возможности. Да, LB позволяет набрать “жирную” ванну, но, при перегреве металла(который сам по себе недопустим) ванна может закипеть и выдать дюжину симпатичных пузырей, (“сыр”) которые в худшем случае останутся незамеченными, а значит, неисправленными. Также внимательно следите за стартовыми порами, часто появляющимися при зажигании дуги, особенно на ветру или холодном металле, зачищайте их болгаркой до полной вышлифовки. Также, целесообразно наложить дополнительный слой с потолка и на самом верху, не трогая вертикал. Облицовка. Облицовка всегда на виду, зачастую по внешнему слою судят о сварщике не только окружающие и начальство, но и не всегда компетентные представители техконтроля. Важно выдержать ровный, максимально гладкий шов (как яичко, говорят деды), некоторым образом это ваше лицо. Опять же, принимаем максимально удобное положение (катушку сложнее варить ещё и тем, что её не очень то удобно обнять, как обычную трубу небольшого диаметра, надёжно зафиксировав самого себя относительно стыка) максимально группируемся, используя доступную точку опоры, нас не должно болтать и потряхивать в мышечном напряжении. И забываем про весь окружающий мир, с этого момента ты робот. Выводить облицовочный слой нужно максимально размеренно, равными по частоте колебательными движениями, без резкого дёрганья и подрачивания, выписывания замысловатых фигулин и вывода дуги вверх по кромкам. Варите как автомат, как запрограммированный механизм, придерживая на кромках на небольшое мгновение, достаточное для оплавки и недопущения подреза, не забывайте что середина шва не должна проваливаться, обеспечивая равномерное усиление валика по всей длине; при должном заполнении, оно само получается как надо. Не уводите чересчур электрод от ванны, но и не царапайте её обмазкой (в этом случае остаются непривлекательные, похожие на дефекты следы). В отличии от корня, где мы выводим кончик электрода самую малость выше наплавки, здесь мы непосредственно держим дугу в сварочной ванне. Если появляется излишняя чешуйчатость, попробуйте прибавить ток. Понемногу, без фанатизма, не допускайте наплывов. Выводим на нижнее положение (верхняя точка) и, на завершении секунду-две держим горящий электрод в одной точке и гасим дугу выводя её чуть вперёд (не на тело трубы). У нас должна образоваться ровненькая неприметная блямбочка без кратера. Обив шлак снимаем зачистным кругом "замки" (как правило, в месте зажигания электрода получаются небольшие утолщения), аккуратно их закругляя, и сбиваем брызги. Чистить околошовную зону допустимо только металлической щёткой. Также смотрим образовавшийся обратный валик. Радуемся полученному результату или делаем выводы. Очень рад буду, если уважаемые коллеги сварщики дополнят или поправят меня в комментариях. И напоследок, немаловажный совет новичкам. Без практики ничего не выйдет. Тренируйтесь. Варите катушки снова и снова. Научитесь чувствовать металл, его поведение при сварке, предугадывать все возможные нюансы. «Не получается только у тех, кто ничего не делает». Успеха!
- 129 ответов
-
- 21
-
-
Miller trailblazer 302 air pak https://www.instagram.com/p/BnYYJEGg_es/?hl=ru значиться сварочный агрегат (с приводом на генератор двс) по американски: вес 350 (без топлива) гена на 10 кВа (чистые или 12 пиковые) компрессор винтовой сварка на 300 ампер mma-mig/mag-tig чуть позже все подробнее... могу одно подметить что с компрессорами делает только Miller и Linkoln и доступны они только в североамериканском рынке (США и Канада)
-
Приветствую, коллеги! Извините,что долго отсутствовал. Нужна ваша помощь, тут узел сварить предлагают. Узел учета тепла и узел учета воды - домовые, даже не знаю сколько брать за работу , весь в замешательстве. Работал на дядю , а тут решил сам на себя, а цен не знаю. Вот примерные фото узлов, но точно такие же заранее спасибо.



-
Оригинал здесь https://klyshko.ru/zhurnal-ucheta-proverki-kachestva-kontrolnyh-svarnyh-soedinenij/ Здравствуйте заполнить журнал учета проверки качества контрольных сварных соединений легко, достаточно посмотреть пример, главное чтоб были результаты испытаний из лаборатории по контролю сварных соединений. Если вы монтируете промышленное оборудование, трубопровод, металлоконструкции или просто свариваете армокаркас под фундаменты, то перед началом работ этот журнал следует заполнять. Как известно на стройке все начинается с ТЗ (технического задания) и проекта. Заказчик прописывает в техническом задании, какие подрядная организация должна предъявить документы перед началом работ. Например, в ТЗ могут прописать, что сварщики подрядчика должны изготовить образцы сварных соединений для проведения НК (неразрушающий контроль) и механических испытаний. Так что читаем внимательно ТЗ перед началом работ и оформляем все документы. Даже если заказчик не написал в техническом задании о мероприятиях по организации сварочных работ на его строительном объекте, то это прописано в Федеральных нормах и правилах в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах»: В СП 70.13330.2012 «Несущие и ограждающие конструкции» так же говориться про проведения механических испытаний сварочных образцов перед началом работ. Если со второй попытки сварочный образец какого-либо сварщика не проходит испытания, то его не допускают к сварочным работам. 16. Сварщик, впервые приступающий к сварке, независимо от наличия удостоверения, должен перед допуском к работе пройти проверку путём выполнения и контроля допускного сварного соединения. Конструкцию допускных сварных соединений, а также методы и объём контроля качества сварки этих соединений определяет руководитель сварочных работ в соответствии с требованиями НТД. Но в данном СП не прописано, что результаты лабораторных испытаний необходимо вносить в журнал учета проверки качества контрольных сварных соединений. А с другой стороны, что с этими результатами делать их легко можно потерять, лучше вписать в журнал эти данные на конкретных сварщиков. Следовательно, заказчик или представитель проверяющей государственной структуры могут попросить этот журнал, а могут и нет, так как его нет в перечне списка исполнительной документации. 10.1.4 До начала работ каждый сварщик предварительно должен сварить стыковые пробные (допускные) образцы для последующих механических испытаний из того же вида проката (марки стали, диаметра, толщины), тем же способом сварки, в том же пространственном положении и при использовании тех же режимов, материалов и оборудования, что предусмотрено проектом и ППСР. Изготовление пробных образцов должно выполняться в присутствии лица, ответственного за сварочные работы по 10.1.1. 10.1.5 Размеры пластин для пробных образцов стальных конструкций, а так- же форма и размеры образцов для механических испытаний, изготовляемых из сваренного пробного образца после внешнего осмотра и измерения стыкового шва должны соответствовать требованиям ГОСТ 6996. Формы и размеры заготовок стержней и пластин для пробных образцов арматуры железобетонных конструкций должны соответствовать требованиям ГОСТ 14098, [5], ГОСТ 10922. 10.1.6 После внешнего осмотра и измерений механические испытания необходимо проводить по ГОСТ 6996, ГОСТ 10922 и [6] в объеме, указанном в таблице 10.1. При неудовлетворительных результатах механических испытаний разрешается дополнительная сварка пробных образцов, при повторной ситуации сварщик к выполнению проектных (деловых) сварных соединений не допускается. Почему я написал, что и к фундаментам имеет отношение этот журнал? Потому что иногда в проектах армокаркасы фундаментов указывают сваривать, а не собирать вязальной проволокой. Следовательно, необходимо провести механическое испытание сварного соединения арматурных прутков, каждого сварщика, который будет участвовать в монтаже фундаментов. Если ваша строительная организация серьезно относиться к исполнительной документации, то этот журнал по контролю сварных соединений, должен вестись и на общестроительных объектах. Пример заполнения журнал учета проверки качества контрольных сварных соединенийДля подробного рассмотрения нажмите на картинку: А вот в ГОСТ 32569-2013 "Трубопроводы технологические стальные. Требования к устройству и эксплуатации на взрывопожароопасных и химически опасных производствах" данный журнал необходимо сдавать при сдаче смонтированных трубопроводов: 13.6.2 Монтажная организация до начала пусконаладочных работ должна передать владельцу трубопровода «Свидетельство о монтаже» (приложение П). Перечень прилагаемых документов: Исполнительные чертежи участков трубопроводов со спецификацией по форме 1. Акты промежуточной приемки ответственных конструкций (форма 2). Журналы по сварке трубопровода (форма 3). Журналы учета и проверки качества контрольных сварных соединений (форма 4). Списки сварщиков, операторов-термистов, дефектоскопистов (форма 5). Журналы сборки разъемных соединений трубопроводов с давлением более 10 МПа (100 кгс/см2) с контролируемым усилием натяжения (форма 6). Списки рабочих, допущенных к сборке разъемных соединений трубопроводов с давлением более 10 МПа (100 кгс/см2) с контролируемым усилием натяжения (форма 7). Акты испытания трубопроводов (форма 8). Документация предприятий-изготовителей на изделия и материалы, применяемые при монтаже трубопровода (согласно описи). Акты на предварительную растяжку (сжатие) компенсаторов (форма 9). Так же в этом ГОСТе прописано, через какое время сварщик должен делать сварочные образцы. Если сварщик в течение трех месяцев не сварил 100 стыков или сделал более 100 стыков меньше чем за 3 месяца, то он должен сварить образец для проведения механических испытаний сварных швов. 12.3.19 Механические свойства стыковых сварных соединений трубопроводов должны подтверждаться результатами механических испытаний контрольных сварных соединений в соответствии с требованиями ГОСТ 6996. 12.3.20 Контрольные сварные соединения должны свариваться на партию однотипных производственных стыков. В партию входят сваренные в срок не более трех месяцев не более 100 однотипных стыковых соединений с номинальным диаметром DN <150 или не более пятидесяти стыков с DN >175. Однотипными являются соединения из сталей одной марки, выполненные одним сварщиком, по единому технологическому процессу и отличающиеся по толщине стенки не более чем на 50 %. Однотипными по номинальному диаметру являются соединения: DN от 6 до 32, от DN 50 до 150, DN >175 Все результаты испытания вносятся в журнал учета проверки качества контрольных сварных соединений, получается, что это журнал заполняется в течение всего времени проведения строительных работ. Образец акта на сварку контрольного соединения
- 2 ответа
-
- 8
-
-
- электроды
- технологии
- (и ещё 6 )
-
Оригинал здесь. https://klyshko.ru/pasport-truboprovoda/ Здравствуйте уважаемый читатель блога прораба, решил написать статью про паспорт трубопровода, так как при сдаче работ нашей строительной организацией по монтажу промышленного трубопровода, заказчик заставил нас, его делать. Что не сделаешь ради заказчика, который должен заплатить за выполненные работы и пугает, что может прекратить сотрудничать с нашей строительной фирмой, ну ладно, надо так надо. Хотя если разобраться в гост технологические трубопроводы 32569-2013 прописано какую документацию должны сдавать монтажники. Пункт «13.6.2 Монтажная организация до начала пусконаладочных работ должна передать владельцу трубопровода «Свидетельство о монтаже» (приложение П)». В приложение П, перечислены следующие документы: • Свидетельство о монтаже технологического трубопровода; • Исполнительный чертеж трубопровода; • Спецификация изделий, примененных при монтаже участка трубопровода; • Акт промежуточной приемки ответственных конструкций: • Журнал по сварке трубопроводов; • Журнал учета и проверки качества контрольных сварных соединений; (тема для отдельной статьи) • Список сварщиков, операторов-термистов, дефектоскопистов; • Если у вас трубопровод с давлением более 10 МПа, то необходимо предоставить журнал сборки разъемных соединений трубопроводов с давлением более 10 МПа с контролируемым усилием натяжения; • Акт испытания трубопровода; • Акт на предварительную растяжку (сжатие) компенсаторов. Про то как выполнить исполнительную документацию на промышленный трубопровод я рассказывал в статье "Монтаж трубопровода". В вышеперечисленном списке нет пункта на предоставление монтажниками паспорта трубопровода, а он сидит в разделе 14 «Требования к эксплуатации трубопроводов» пункт 14.1.2 «На трубопроводы всех категорий составляют паспорт установленного образца (приложение М)». Получается, что монтажники согласно госту по технологическим трубопроводам сдают исполнительную документацию без паспорта на трубопроводы, а заказчик, который будет его эксплуатировать, должен сам его сделать и заполнить. Какие были у нас замечание при предъявлении паспорта трубопровода заказчику? В принципе изготовить паспорт по образцам, показанным в ГОСТе 32569-2013 , нет ничего сложного, если вы сами смонтировали эти трубопроводы и подготовили исполнительную документацию по списку из приложения П, то у вас все данные должны быть в наличии. Паспорт трубопровода, согласно приложению М, состоит из следующих документов: • Содержание паспорта, в котором указывают перечень всех документов; • Техническая характеристика и параметры, в таблицу вносятся данные из проекта, которые обычно расписаны на 1 листе в разделе ТХ; • Сведения об участках трубопровода, указываем наименование участка, диаметр и толщину стенок труб, протяженность участков трубопроводов; • Данные о монтаже, ничего сложного берем из проекта и журнала сварочных работ; • Данные о материалах. В этом пункте 3 таблицы, в которых необходимо перечислить все трубы и изделия (отводы, тройники, переходы, краны, метизы и т.д.) которые были применены при монтаже трубопровода; • Результаты испытаний, прописываем данные проведенных испытаний трубопровода. Виды и условия испытания пишем если водой, то гидравлическое, если воздухом, то атмосферное; • Заключение, заполняется владельцем трубопровода; • Ответственные за исправное состояние и безопасную эксплуатацию трубопровода, таблица заполняется владельцем, мы сдавали пустую; • Сведение о ремонте и реконструкции трубопровода, то же самое, как и в предыдущем пункте; • Записи результатов ревизии (освидетельствования) трубопровода, это делается точно без монтажников; • Формуляр измерений деталей трубопровода, тоже все данные вносятся в процессе эксплуатации; • Регистрация трубопровода, владелец должен зарегистрировать его в Ростехнадзоре и заполнить данный формуляр. В конце приложения М есть примечание, в котором написано, что обязательно следует приложить схему (чертеж) трубопровода, расчет на прочность, регламент на проведение в зимнее время пуска (остановки) трубопровода (заполняется для трубопроводов расположенных на открытом воздухе или в неотапливаемом помещении). Также прилагаются акты ревизии, удостоверения о качестве ремонта трубопровода, документация по контролю металла трубопровода. Из всего этого списка, перечисленного в примечании, мы прикрепили к паспорту только схему и пример расчета регламента проведения в зимнее время пуска (остановки). При сдаче заказчику выдал замечания из-за нашей не внимательности, из проекта внесли данные в паспорт с ошибками. Посмотреть пример паспорта, который мы сдавали, можно на этой странице.
-
- 5
-
-
- книги
- технологии
- (и ещё 3 )
-
Добрый день-вечер, уважаемые форумчане! По работе столкнулся с таким вопросом: Какой минимальный диаметр трубы разрешается варить ММА на ОПО (НГДО,СК)? В ГОСТ 16037 указан мин. диаметр 25мм. В ВСН 006-89 нет упоминаний о минималках, как и в СНиПе по магистралкам. А если открыть РТМ-1С, то есть небольшое упоминание в виде раздела "Сварка труб малых диаметров" - "распространяется на трубы диаметром менее 100мм", но должен же быть предел до какого! Никакой конкретики! Вопрос к Вам, Уважаемый форум: Знает ли кто-нибудь руководящую нормативку, где четко прописано какой диаметр для РД минимален? Заранее спасибо. П.С. Про личный опыт в сварке тонких труб мне не интересно, необходима документативная конкретика.
-
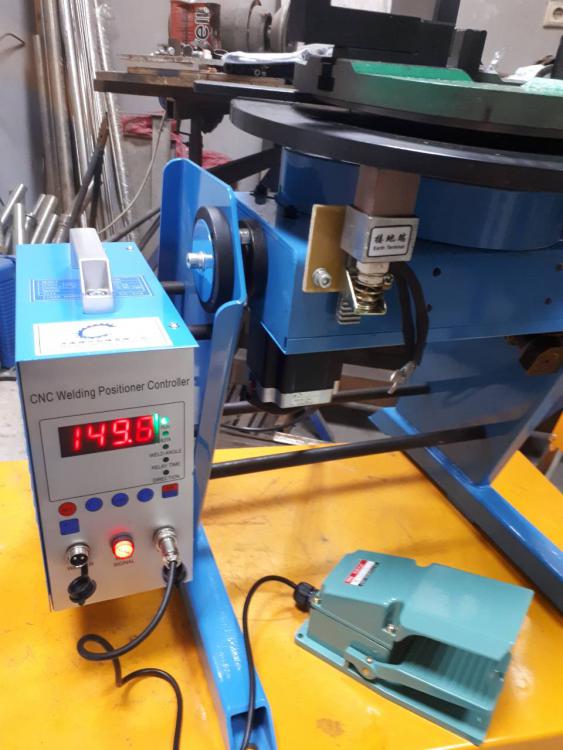
Первый раз вижу аппарат с ПВ 100%, это как так???
-
Особенности CNC-100 - автоматический сварочный позиционер, который предназначен для сварки кольцевых швов весом до 100 кг; Вращающаяся планшайба диаметром 400 мм, может разворачиваться на угол от 0 до 90 градусов, обеспечивая удобный доступ к свариваемым деталям; Источник: Благодаря шаговому двигателю и программируемому блоку управления можно задать угол поворота планшайбы в диапозоне от 0 до 360 градусов; При помощи контроллера с ЧПУ можно задать скорость планшайбы от 0.01 до 9 об/мин и задать угол поворота с точностью до 1 градуса. Дополнительные характеристики: Грузоподъемность, кг: Значение При горизонтальном положении планшайбы 100 При вертикальном положении планшайбы 50 Диаметр планшайбы, мм 400 Номинальный сварочный то Источник: к, А 500 Модель патрона KD-300 с дополнительными губками Внутренний диаметр зажимаемого изделия, мм 170-280 Наружный диаметр зажимаемого изделия, мм 10-400 Центральное сквозное отверстие, мм 45


-

№6 Новые качели. Художественная номинация.
Kondor416 опубликовал тема в Конкурс сварщиков "Дачный сезон".
Представляю вашему вниманию конкурсную работу "#Новые качели". Вид номинации: Художественная номинация. Описание работы: Садовые качели, соединения сварные, элементы ковки, профильная труба 40х20х2, квадрат 10, проволока шестерка катанка, доска деревянная, сотовый поликарбонат, грунтовка серая, краска молотковая черная, краска молотковая золотая, растворитель 646, круги отрезные 25 шт, круг шлифовальный - 1 шт. Оборудование используемое при работе: ПА Форсаж 200ПА, ЕВМ Pico 162,УШМ, Резак, Горн, ручник, молот ручной, наковальня, струбцина, вилка, прибамбас для ручной гибки профиля, прибамбас для скрутки прутка, магниты угольники,компрессор, краскопульт, много ититской силы и немного матери. Помощник - в количестве один штука, использовался для разгрузки материала, остальное время сидел, фотографировал, смотрел, обучался, спрашивал, умничал с результатом 50 на 50, обедал, к основной работе не привлекался. В процессе работы сделал для себя множество выводов по изготовлению металлоконструкций такого типа. Все ошибки и косяки свои знаю. Основная проблема при подобной работе в симметричности элементов, нужен профелегиб и иные шаблоны, также ровная поверхность. Процесс проведения работы: Закупили материал, выгружаем. Складируем. Нарисовал эскиз, но как обычно все пошло совсем не так как хотел, даже показывать не буду). По причине отсутствия профелегиба, сделал вот такой прибамбас для упражнения с профтрубой. Нагнул вот такие дуги. По причине вышеназванной - симметричность пришлось подгонять приварив дуги к столу,нагрев резаком и допилка струбциной до симметричности. Получаются вот такие заготовки боковых стенок: Прихватываю. Далее перехожу к сборке лавки. Изгибы на лавке делал путем частого пропила профтрубы, затем заплавлял ПА и зашлифовывал. Усиляю конструкцию стойками. Места заломов на проф трубе на горячую обвиваю проволокой катанкой шестеркой. Перехожу к ковке элементов. Сделал на скорую руку прибамбас для скрутки квадрата. Отковываю элементы. Привариваю кованные элементы: Делаю крепления для лавки, качаться будет на навесах. Изделие до грунтовки: Изделие после грунтовки:






















- 8 ответов
-
- 11
-
-
- технологии
- MMA
- (и ещё 2 )
-
 Полезные ссылки: Конкурс сварщиков "Дачный сезон".Техническая номинация (обзор всех работ)Художественная номинация (обзор всех работ) Правила конкурса 1. Общие положения 1.1. Название конкурса: Конкурс сварщиков «Дачный сезон» (далее по тексту настоящих Правил – Конкурс). 1.2. Цели Конкурса: выявление и поощрение индивидуальных навыков Участников Конкурса, связанных со сваркой; поддержка творческого самовыражения и развитие творческих навыков у Участников Конкурса; популяризация профессии «Сварщик». 1.3. Конкурс проводится по 2-м отдельным направлениям: 1.3.1. Техническая номинация, к которой конкурсные работы оцениваются по их функциональности и практичности. 1.3.2. Художественная номинация с упором работ на их творческую составляющую. 1.4. Конкурс проводится в сети интернет на сайте http://websvarka.ru в специальном разделе форума Конкурс сварщиков "Дачный сезон". (далее – Сайт Конкурса). 2. Организатор Конкурса 2.1. Организатором Конкурса выступает форум сварщиков Вебсварка. 2.2. По всем вопросам, связанным с организацией и проведением конкурса, пишите в текущей теме, личным сообщением @Миротворец, (для зарегистрированных пользователей) или по электронной почте на адрес [email protected] 3. Спонсор Конкурса 3.1. Компания "Зона-Сварки! http://welding-zone.ru техническое обслуживание сварочного оборудования в Москве и Московской области, а также в регионах России, на выезде и в сервисном центре! [http://websvarka.ru/talk/uploads/monthly_05_2018/post-3288-0-13265300-1526311242_thumb.png] 4. Сроки проведения Конкурса 4.1. Конкурс проводится в период с 1 июня 2018 года по 31 августа 2018 года (здесь и далее — время московское). Указанный срок включает в себя: 4.1.1. Срок предоставления работ для участия в Конкурсе: с 1 июня 2018 года по 24 августа 2018 года включительно. 4.1.2. 25-28 августа — технический перерыв перед голосованием. Работы уже не принимаются, но публикуются те, которые были присланы в последние дни Конкурса. 4.1.3. Срок, в течение которого осуществляется голосование на Сайте Конкурса: в период с 28 августа 2018 года по 31 августа 2018 года (включительно). 4.1.4. Официальное объявление Победителей и обладателей Наград осуществляется 1 сентября 2018 года. 5. Участники Конкурса, их права и обязанности 5.1. Лица, выполнившие требования, установленные настоящими Правилами, именуются Участниками Конкурса. 5.2. Участником Конкурса может стать любой желающий (включая Супермодераторов и Модераторов проекта Вебсварка), за исключением Организатора конкурса (он же — Администратор проекта Вебсварка). 5.3. Каждый Участник может представить на Конкурс только одну работу (изделие), выполненную своими руками в срок его проведения. Запрещено участие сразу в 2-х номинациях, как и предоставление нескольких Конкурсных работ или работ, выполненных командой из нескольких людей. 5.4. Участники имеют права и несут обязанности, установленные действующим законодательством Российской Федерации, а также настоящими Правилами. 6. Как стать Участником Конкурса 6.1. Для того, чтобы стать Участником Конкурса, необходимо в период, указанный в п. 4.1.1. настоящих Правил, совершить следующие действия: 6.1.1. Зарегистрироваться на Сайте Конкурса (на форуме). 6.1.2. Зайти на Сайт Конкурса Конкурс сварщиков "Дачный сезон" и создать Новую тему с описанием своей конкурсной работы в соответствии с требованиями, описанными в п.7 Правил. 6.1.3. Конкурсную работу не обязательно выкладывать сразу всю целиком, можно поэтапно или по мере изготовления. 6.2. Все присланные работы проходят предварительную модерацию в срок, не превышающий 7 дней. 6.2.1. Работам присвоенным порядковый номер считаются допущенными к участию конкурса. 7. Требования к конкурсным работам 7.1. Конкурсная работа должна соответствовать названию, целям Конкурса и выбранной Номинации, Технической или Художественной. 7.1.1. Все работы, независимо от номинации, должны иметь элементы сварки и непосредственное отношение к названию конкурса. К примеру: самодельный культиватор, трактор, картофелекопалка, детская площадка(карусель, качели, ...) железная статуя-фонтан, и много ещё чего, лишь бы не противоречила правилам конкурса. 7.2. Конкурсная работа должна в обязательном порядке содержать: 7.2.1. Оригинальный заголовок Темы (он же — название работы). 7.2.2. Указание, на какую из 2-х Номинаций заявлена конкурсная работа. 7.2.3. Поэтапный отчет с фотографиями и текстовым описанием процесса изготовления конкурсной работы. В отчете должно присутствовать как минимум 5 фотографии (начало процесса изготовления, его середина и итоговая работа), на которых изображены: 7.2.3.1. Сама конкурсная работа (или процесс ее изготовления). 7.2.3.2. Слово «Вебсварка-конкурс» (на всех 5-ти фото!),написанное на листке бумаги или каким-то иным образом изображенное рядом с конкурсной работой. Запрещено накладывать слово, используя постобработку фотографий в любых графических редакторах. 7.2.4. Одна главная фотография со словом «Вебсварка-конкурс», которая будет использоваться в качестве иллюстрации к конкурсной работе. 7.2.5. Дополнительные фото, видео и описание работы приветствуются. 7.3. К участию в Конкурсе не допускаются изображения и тексты, содержание которых противоречит законодательству РФ, включая, но не ограничиваясь: изображение и текст не должны служить пропагандой употребления (распространения) алкогольных напитков, табачных изделий, а также порочить честь и достоинство граждан, побуждать к совершению противоправных действий, жестокости или насилию, оскорблять религиозные чувства граждан; изображения и текст эротического содержания, а также изображения и текст, направленные на рекламу товаров и услуг. 8. Размер, форма и количество призов 8.1. Техническое направление: 8.1.1. Приз за 1-е место: Сварочный аппарат Форсаж 301 8.1.2. Приз за 2-е место: Сварочный аппарат LINCOLN PowerCRAFT 200i-ST 8.1.3. Приз за 3-е место: Сварочный аппарат Grovers ENERGY ARC 200 8.2. Художественное направление: 8.2.1. Приз за 1-е место: Сварочный аппарат KIRK ARC200 8.2.2. Приз за 2-е место: Сварочный аппарат Aurora INTER 160 8.2.3. Приз за 3-е место: Сварочный аппарат KIRK TIG160 8.3. Дополнительно один поощрительный приз FUBAG IR 160 с маской Оптима 11 9. Порядок определения Победителей и обладателей Наград 9.1. Победителей Конкурса определяет жюри, которое состоит из администрации форума и спонсора конкурса. 9.2. Выбор делается на основании субъективного мнения жюри. 9.3. При выборе победителей жюри учитывает: полноту и качество описания представленной работы; ее идею, практическую и художественную ценность; полученную реакцию пользователей форума Вебсварка, выраженную в оставленных сообщениях к конкурсной работе, а также в значении числа репутации первого сообщения конкурсной работы. 9.4. По каждому из 2-х направлений конкурса проводится отдельное голосование. 10. Особые условия 10.1. Принимая участие в Конкурсе, Участник подтверждает, что ознакомлен с настоящими Правилами и дает свое согласие на участие в Конкурсе в соответствии с настоящими Правилами, а также с тем, что представленная им Конкурсная работа может быть использована Организатором, в том числе, в рекламных целях. 10.2. При обнаружении Организатором фактов мошенничества (использование чужих работ, махинации и пр.), Организатор оставляет за собой право не допустить Участника до Конкурса или итогового голосования, а также пересмотреть результаты голосования, если в их процессе будут выявлены факты мошеннических действий. 10.3. Администрация имеет право изменять Правила Конкурса с уведомлением об этом на Сайте Конкурса. 10.4. При возникновении сомнения в авторстве Конкурсной работы, Организатор оставляет за собой право запросить у Участника Конкурса дополнительную информацию, которая бы однозначно подтверждала авторство предоставленной Конкурсной работы. 11. Приглашаем к сотрудничеству информационных партнеров. По всем вопросам пишите на [email protected]
Полезные ссылки: Конкурс сварщиков "Дачный сезон".Техническая номинация (обзор всех работ)Художественная номинация (обзор всех работ) Правила конкурса 1. Общие положения 1.1. Название конкурса: Конкурс сварщиков «Дачный сезон» (далее по тексту настоящих Правил – Конкурс). 1.2. Цели Конкурса: выявление и поощрение индивидуальных навыков Участников Конкурса, связанных со сваркой; поддержка творческого самовыражения и развитие творческих навыков у Участников Конкурса; популяризация профессии «Сварщик». 1.3. Конкурс проводится по 2-м отдельным направлениям: 1.3.1. Техническая номинация, к которой конкурсные работы оцениваются по их функциональности и практичности. 1.3.2. Художественная номинация с упором работ на их творческую составляющую. 1.4. Конкурс проводится в сети интернет на сайте http://websvarka.ru в специальном разделе форума Конкурс сварщиков "Дачный сезон". (далее – Сайт Конкурса). 2. Организатор Конкурса 2.1. Организатором Конкурса выступает форум сварщиков Вебсварка. 2.2. По всем вопросам, связанным с организацией и проведением конкурса, пишите в текущей теме, личным сообщением @Миротворец, (для зарегистрированных пользователей) или по электронной почте на адрес [email protected] 3. Спонсор Конкурса 3.1. Компания "Зона-Сварки! http://welding-zone.ru техническое обслуживание сварочного оборудования в Москве и Московской области, а также в регионах России, на выезде и в сервисном центре! [http://websvarka.ru/talk/uploads/monthly_05_2018/post-3288-0-13265300-1526311242_thumb.png] 4. Сроки проведения Конкурса 4.1. Конкурс проводится в период с 1 июня 2018 года по 31 августа 2018 года (здесь и далее — время московское). Указанный срок включает в себя: 4.1.1. Срок предоставления работ для участия в Конкурсе: с 1 июня 2018 года по 24 августа 2018 года включительно. 4.1.2. 25-28 августа — технический перерыв перед голосованием. Работы уже не принимаются, но публикуются те, которые были присланы в последние дни Конкурса. 4.1.3. Срок, в течение которого осуществляется голосование на Сайте Конкурса: в период с 28 августа 2018 года по 31 августа 2018 года (включительно). 4.1.4. Официальное объявление Победителей и обладателей Наград осуществляется 1 сентября 2018 года. 5. Участники Конкурса, их права и обязанности 5.1. Лица, выполнившие требования, установленные настоящими Правилами, именуются Участниками Конкурса. 5.2. Участником Конкурса может стать любой желающий (включая Супермодераторов и Модераторов проекта Вебсварка), за исключением Организатора конкурса (он же — Администратор проекта Вебсварка). 5.3. Каждый Участник может представить на Конкурс только одну работу (изделие), выполненную своими руками в срок его проведения. Запрещено участие сразу в 2-х номинациях, как и предоставление нескольких Конкурсных работ или работ, выполненных командой из нескольких людей. 5.4. Участники имеют права и несут обязанности, установленные действующим законодательством Российской Федерации, а также настоящими Правилами. 6. Как стать Участником Конкурса 6.1. Для того, чтобы стать Участником Конкурса, необходимо в период, указанный в п. 4.1.1. настоящих Правил, совершить следующие действия: 6.1.1. Зарегистрироваться на Сайте Конкурса (на форуме). 6.1.2. Зайти на Сайт Конкурса Конкурс сварщиков "Дачный сезон" и создать Новую тему с описанием своей конкурсной работы в соответствии с требованиями, описанными в п.7 Правил. 6.1.3. Конкурсную работу не обязательно выкладывать сразу всю целиком, можно поэтапно или по мере изготовления. 6.2. Все присланные работы проходят предварительную модерацию в срок, не превышающий 7 дней. 6.2.1. Работам присвоенным порядковый номер считаются допущенными к участию конкурса. 7. Требования к конкурсным работам 7.1. Конкурсная работа должна соответствовать названию, целям Конкурса и выбранной Номинации, Технической или Художественной. 7.1.1. Все работы, независимо от номинации, должны иметь элементы сварки и непосредственное отношение к названию конкурса. К примеру: самодельный культиватор, трактор, картофелекопалка, детская площадка(карусель, качели, ...) железная статуя-фонтан, и много ещё чего, лишь бы не противоречила правилам конкурса. 7.2. Конкурсная работа должна в обязательном порядке содержать: 7.2.1. Оригинальный заголовок Темы (он же — название работы). 7.2.2. Указание, на какую из 2-х Номинаций заявлена конкурсная работа. 7.2.3. Поэтапный отчет с фотографиями и текстовым описанием процесса изготовления конкурсной работы. В отчете должно присутствовать как минимум 5 фотографии (начало процесса изготовления, его середина и итоговая работа), на которых изображены: 7.2.3.1. Сама конкурсная работа (или процесс ее изготовления). 7.2.3.2. Слово «Вебсварка-конкурс» (на всех 5-ти фото!),написанное на листке бумаги или каким-то иным образом изображенное рядом с конкурсной работой. Запрещено накладывать слово, используя постобработку фотографий в любых графических редакторах. 7.2.4. Одна главная фотография со словом «Вебсварка-конкурс», которая будет использоваться в качестве иллюстрации к конкурсной работе. 7.2.5. Дополнительные фото, видео и описание работы приветствуются. 7.3. К участию в Конкурсе не допускаются изображения и тексты, содержание которых противоречит законодательству РФ, включая, но не ограничиваясь: изображение и текст не должны служить пропагандой употребления (распространения) алкогольных напитков, табачных изделий, а также порочить честь и достоинство граждан, побуждать к совершению противоправных действий, жестокости или насилию, оскорблять религиозные чувства граждан; изображения и текст эротического содержания, а также изображения и текст, направленные на рекламу товаров и услуг. 8. Размер, форма и количество призов 8.1. Техническое направление: 8.1.1. Приз за 1-е место: Сварочный аппарат Форсаж 301 8.1.2. Приз за 2-е место: Сварочный аппарат LINCOLN PowerCRAFT 200i-ST 8.1.3. Приз за 3-е место: Сварочный аппарат Grovers ENERGY ARC 200 8.2. Художественное направление: 8.2.1. Приз за 1-е место: Сварочный аппарат KIRK ARC200 8.2.2. Приз за 2-е место: Сварочный аппарат Aurora INTER 160 8.2.3. Приз за 3-е место: Сварочный аппарат KIRK TIG160 8.3. Дополнительно один поощрительный приз FUBAG IR 160 с маской Оптима 11 9. Порядок определения Победителей и обладателей Наград 9.1. Победителей Конкурса определяет жюри, которое состоит из администрации форума и спонсора конкурса. 9.2. Выбор делается на основании субъективного мнения жюри. 9.3. При выборе победителей жюри учитывает: полноту и качество описания представленной работы; ее идею, практическую и художественную ценность; полученную реакцию пользователей форума Вебсварка, выраженную в оставленных сообщениях к конкурсной работе, а также в значении числа репутации первого сообщения конкурсной работы. 9.4. По каждому из 2-х направлений конкурса проводится отдельное голосование. 10. Особые условия 10.1. Принимая участие в Конкурсе, Участник подтверждает, что ознакомлен с настоящими Правилами и дает свое согласие на участие в Конкурсе в соответствии с настоящими Правилами, а также с тем, что представленная им Конкурсная работа может быть использована Организатором, в том числе, в рекламных целях. 10.2. При обнаружении Организатором фактов мошенничества (использование чужих работ, махинации и пр.), Организатор оставляет за собой право не допустить Участника до Конкурса или итогового голосования, а также пересмотреть результаты голосования, если в их процессе будут выявлены факты мошеннических действий. 10.3. Администрация имеет право изменять Правила Конкурса с уведомлением об этом на Сайте Конкурса. 10.4. При возникновении сомнения в авторстве Конкурсной работы, Организатор оставляет за собой право запросить у Участника Конкурса дополнительную информацию, которая бы однозначно подтверждала авторство предоставленной Конкурсной работы. 11. Приглашаем к сотрудничеству информационных партнеров. По всем вопросам пишите на [email protected]






- 48 ответов
-
- 3
-
-
- технологии
- полуавтомат
- (и ещё 7 )
-
Здравствуйте уважаемые участники форума, коллеги и иные читатели. Сразу оговорюсь, мне это писать никто ничего не заказывал, денег мне не платили и ничего не просили. Бываю в жизни ситуации, когда помощь приходит не от тех кого ты знаешь итд итп, а совершенно от незнакомых людей. Решил написать про такой случай. Описывать ситуацию не буду, обрисую одним словом "жопа". Висел просто на волоске от разрыва крупного договора. Случайно в инете увидел сайт учебного центра "Аттек" https://www.centrattek.ru/education/ Знаете же, сейчас есть много шараш контор липовых без лицензий по обучению, опасался, что такая же контора. Оказалось - нет, не такая. Все лицензии проверил через сайт минобра-существуют. Обучает эта контора различным рабочим специальностям. Может и дистанционно, присылает материалы для изучения. Конечно можно привести аргумент-"что там можно выучить дистанционно" , на это скажу- если полжизни занимаешься данной работой, а внезапно с тебя требуют 7 удостоверений, чтобы закрутить гайку?(утрирую конечно). В итоге имею сказать - кидалова от них нет, все что обещали сделали, обучили и прислали документы установленного образца, выписки из протоколов. Проверил их существование и право заниматься данной деятельностью через сервис налоговой службы и минобразования. Работают как с организациями так и с частными лицами. А, и самое главное цены- у нас в городе, то что мне было нужно стоило 20000 рублей за единицу, там вышло по 4600, как то так. Контакты если кого заинтересует: Яковенко Марина Николаевна,Руководитель отдела работы с клиентами Attek Group Е-mail: [email protected]
-
Всем добрый вечер. Столкнулся с такой проблемой. Я наконец то начал оборудовать свой не большой сварочный пост. Помещение 120 м2, сейчас буду заливать бетон для приведения к одному уровню. Это я понимаю, как сделать, но вот вопрос, чем обработать бетон после высыхания? Если его не обработать, то в помещении постоянно будет стоять пыль, если положить плитку, то при падении металлоизделия-она расколется, если покрасить то может загореть, если сделать полимерное или прорезиненное покрытие то итог тот-же - возгорание. Если честно то на данный момент зашел в тупик. Уважаемые форумчане, если у Вас есть какие-нибудь варианты, что можно сделать с бетонным полом, то прошу Вас помочь мне. Заранее благодарен.
-
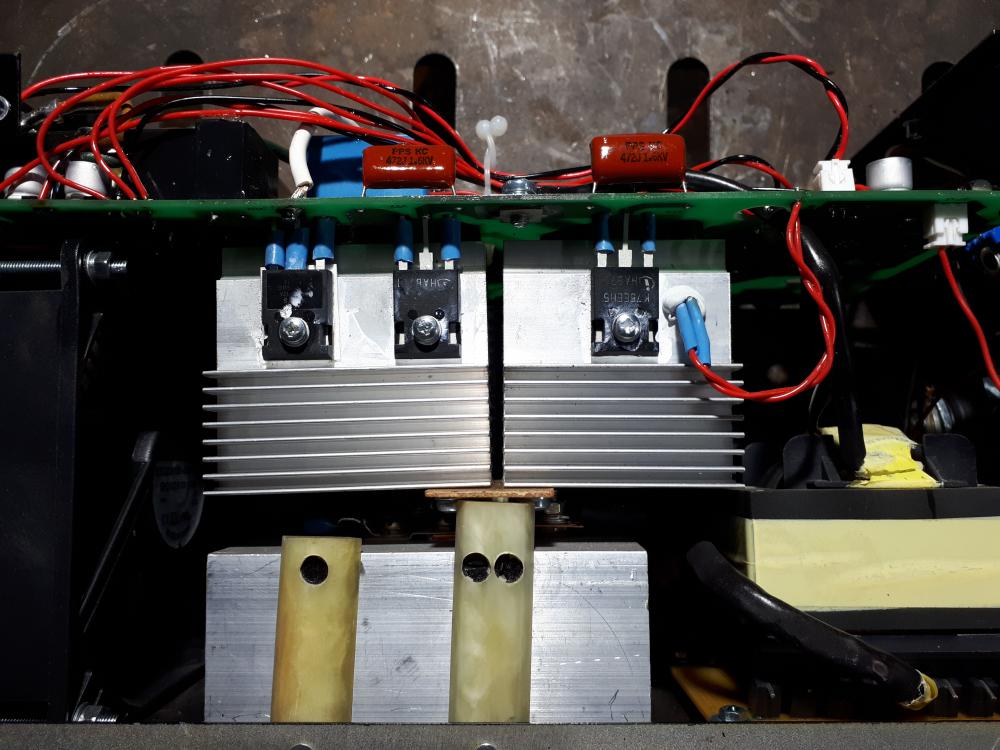
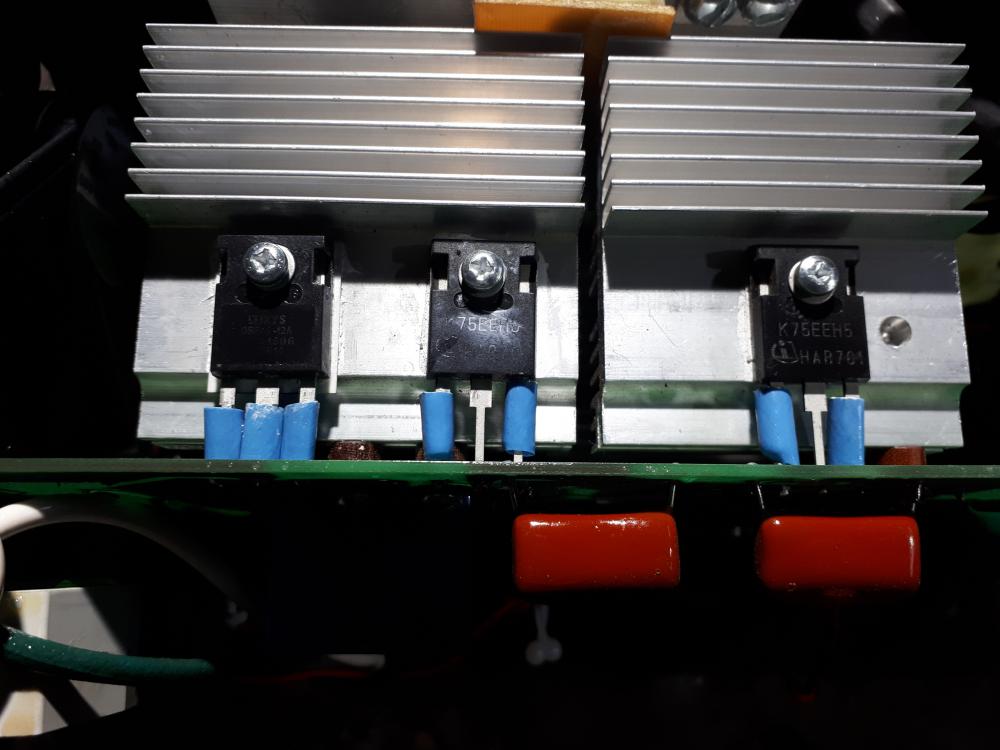
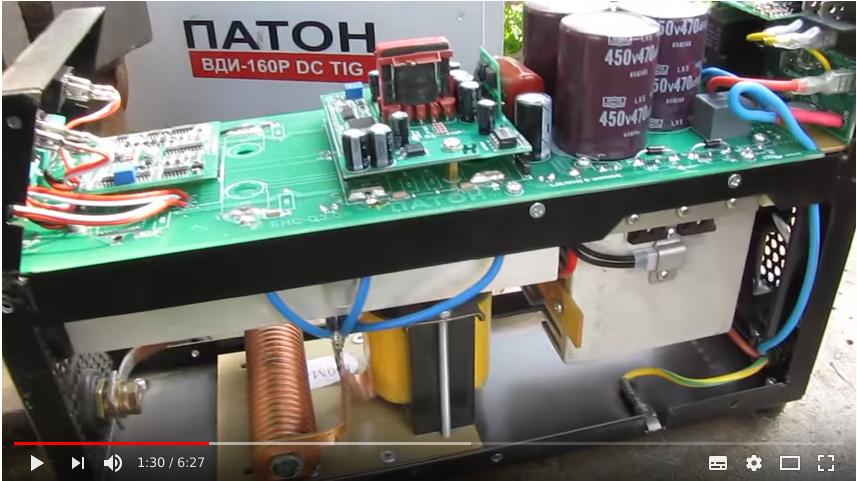
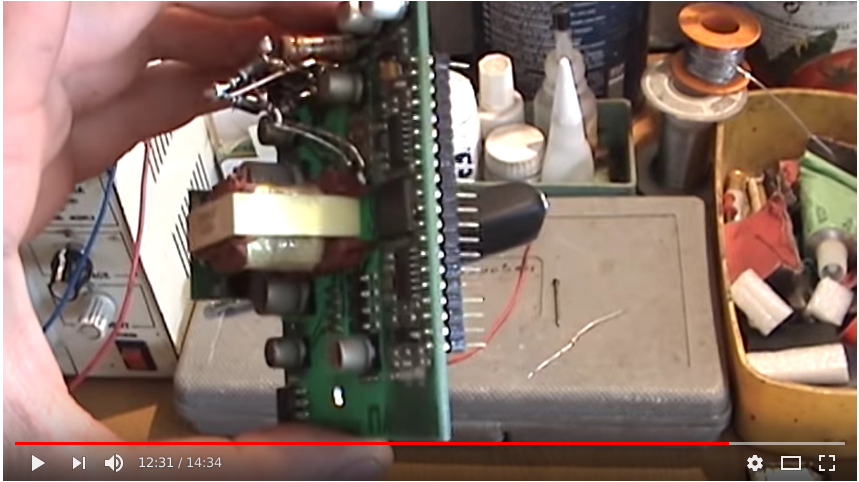
Инверторы Термит, равно и Патон, решают свои финансовые проблемы достаточно просто: косой мост с (любой) платой управления - http://leeon23.narod.ru/ . Патон Термит Про серии http://websvarka.ru/talk/uploads/monthly_05_2018/post-21783-0-10303800-1525788303.jpg В основном модельный ряд дополняется изменением управы и/или программы, силовуха же, уйдя на IGBT, замерзла на неопределенное время. У термитов воткнули реле на 220В вместо патоновского модуля смерти и питание управы выполнено посовременнее. Термит выкидывает плату (вынужденный колхоз патоновской управы) По крайней мере трехкрутилочная версия мне понравилась возожностью настройки горячего старта и форсажа, комфортной(для меня) дугой и рабочим антистиком. Как аргонник использовать не выйдет: аппарат сбрасывает ток. Не прописали, негодяи, функционал.
-
Поздравляю всех участников с завершением конкурса! Победитель будет объявлен 23 февраля 2018 года. Желаю всем удачи.
-
Предисловие: ноги у темы выросли здесь - http://websvarka.ru/talk/index.php?showtopic=4059&do=findComment&comment=88003 Всем привет! Вот, получил сегодня инвертор: ручка регулировки тока далековато отнесена от корпуса и довольно длинная, за неё можно чем нибудь зацепить по неосторожности Проверил токонесущие поверхности прищепки и держака: на прищепке медь напылённая на сталь, держак не определён в Амперах и в нём латунь челюстей узковата и насечки мелковаты, поэтому электрод держит он слабо (в сравнении с бинзелевским держаком на 200А) Безусловно порадовали резиновые ноги инвертора, а также качество резины на байонетах (мягкая) и их закрепление в панельных клеммах без люфта - появилась надежна на исключение самопроизвольного отсоединения их от перемещения аппарата. До завтра.











- 118 ответов
-
- 11
-
-
- отзывы
- сварочное оборудование
- (и ещё 2 )
-
Правила конкурса http://websvarka.ru/talk/uploads/monthly_01_2018/post-14762-0-00848100-1517112306_thumb.png 1. Общие положения 1.1. Название конкурса: Конкурс сварщиков "Нам здесь жить и работать" (далее по тексту настоящих Правил – Конкурс). 1.2. Цели Конкурса: Расширение и упрочнение профессионального сообщества на базе форумной площадки Websvarka.ru,реклама и продвижение новых технологий в области индивидуальной защиты сварщика,популяризация профессии «Сварщик».1.3. Конкурс проводится в сети интернет на сайте websvarka.ru в специальном разделе форума "Конкурс сварщиков "Нам здесь жить и работать" (далее- Раздел Конкурса). 2. Организатор Конкурса Форум сварщиков Вебсварка 3. Спонсор конкурса http://www.termopro.com/upload/medialibrary/59d/59dd7fe53679f6382a93d0cb3b7f174a.jpg ООО АРАМИД — предприятие по производству и разработке арамидных материалов для защиты человека 4. Сроки проведения Конкурса 4.1. Конкурс проводится в период с 1 февраля по 20 февраля 2018 года (здесь и далее — время московское). Указанный срок включает в себя: 4.1.1. Срок предоставления фотообзора для участия в Конкурсе: с 1 февраля по 20 февраля включительно. 4.1.2 Подведение итогов Конкурса состоится 23 февраля. 5. Участники Конкурса, их права и обязанности 5.1. Лица, выполнившие требования, установленные настоящими Правилами, именуются Участниками Конкурса. 5.2. Участником Конкурса может стать любой пользователь форума, за исключением Организатора конкурса, Спонсора и администрации. 6. Как стать Участником Конкурса 6.1. Участником Конкурса может стать любой зарегистрированный пользователь. 6.2. Зайти в "Конкурс сварщиков "Нам здесь жить и работать" и создать Новую тему в соответствии с требованиями, описанными в п.7 Правил. 6.3. Все присланные фотообзоры проходят предварительную модерацию в срок, не превышающий 2-x дней. 6.4. По желанию, обзор может публиковаться постепенно — по ходу процесса. В этом случае он будет признан участником конкурса только после окончательного завершения и выполнения условий п.7 Правил. 7. Требования к конкурсным работам Для участия в конкурсе необходимо предоставить фотообзор места работы сварщика в размере объекта, цеха или иного формирования, в котором принимает участие сварщик (если есть возможность, то видео), также осветить общий объём работы, и то, чем конкретно занимается участник в данном коллективе, что производится, ремонтируется или строится. Желательно указать название организации, в которой трудится участник. 7.1. Конкурсный фотообзор должен соответствовать названию и целям Конкурса. 7.2. Конкурсный фотообзор должен в обязательном порядке содержать: 7.2.1. Оригинальный заголовок Темы (он же — название обзора). 7.2.2. Фотографии общих планов цеха, строительного объекта, или иной площадки, на которой работает сварщик. 7.2.3. Фотографии сварочного и иного технологического оборудования, используемого коллективом, в котором работает сварщик. 7.2.4. Фотографии исходного металлопроката и готовых изделий, если таковые имеются. 7.3. На фотографиях должна присутствовать металлическая пластина с буквой W, выполненная сварочным швом. Это является доказательством, что фотография сделана для конкурса. При отсутствии данного логотипа на отдельных фото, они могут быть оставлены в конкурсной теме по усмотрению организаторов, если они однозначно подтверждаются фотографиями с логотипом. 7.4. Общее количество фотографий в конкурсном фотообзоре за время проведения конкурса должно быть не менее 10 штук. 7.5. К участию в Конкурсе не допускаются изображения и тексты, содержание которых противоречит законодательству РФ, включая, но не ограничиваясь: изображение и текст не должны служить пропагандой употребления (распространения) алкогольных напитков, табачных изделий, а также порочить честь и достоинство граждан, побуждать к совершению противоправных действий, жестокости или насилию, оскорблять религиозные чувства граждан; изображения и текст эротического содержания, а также изображения и текст, направленные на рекламу товаров и услуг. 8. Размер, форма и количество призов Главным призом является костюм сварщика от компании ООО Арамид: Размер и тип костюма определяет сам победитель конкурса. http://websvarka.ru/talk/uploads/monthly_01_2018/post-14762-0-88809300-1517126141_thumb.jpeg http://websvarka.ru/talk/uploads/monthly_01_2018/post-14762-0-38531400-1517126180_thumb.jpeg http://websvarka.ru/talk/uploads/monthly_01_2018/post-14762-0-28175700-1517126205_thumb.jpeghttp://websvarka.ru/talk/uploads/monthly_01_2018/post-14762-0-01345000-1517126207_thumb.jpeg 9. Порядок определения Победителей и обладателей Наград 9.1. Победителя Конкурса определяет администрация Вебсварки и ООО Арамид. 10. Особые условия 10.1. Принимая участие в Конкурсе, Участник подтверждает, что ознакомлен с настоящими Правилами и дает свое согласие на участие в Конкурсе в соответствии с настоящими Правилами, а также с тем, что представленный им фотообзор может быть использован Организатором и Спонсором, в том числе, в рекламных целях. 10.2. При обнаружении Организатором фактов мошенничества, Организатор оставляет за собой право снять Участника с Конкурса. 10.3. Организатор имеет право изменять Правила Конкурса с уведомлением об этом на Сайте Конкурса. 10.4. При возникновении сомнения в авторстве фотообзора, Организатор оставляет за собой право запросить у Участника Конкурса дополнительную информацию, которая бы однозначно подтверждала авторство предоставленных фотографий.
-

WWW Агенство Спасения Всех
Леха 16 12 опубликовал тема в Конкурс сварщиков "Нам здесь жить и работать"
Здорова! Работаю в организации АСВ занимающейся ремонтом, реконструкцией и строительством зданий. Постоянно работает 10 человек +-1 остальные автоподъемники по мере необходимости(бетонщики,оконщики). На данный момент расширяем проем в типографии

-
Работы прошедшие модерацию и допущенные к конкурсу. http://websvarka.ru/talk/uploads/monthly_01_2018/post-14762-0-00848100-1517112306_thumb.png http://www.termopro.com/upload/medialibrary/59d/59dd7fe53679f6382a93d0cb3b7f174a.jpgООО АРАМИД — предприятие по производству и разработке арамидных материалов для защиты человека Конкурсная работа №1: Дело ясное,что дело темное. http://websvarka.ru/talk/uploads/monthly_02_2018/post-9984-0-12656600-1517566327_thumb.jpeg Конкурсная работа №2: Место сварки изменить нельзя!) Hydrosila Belar http://websvarka.ru/talk/uploads/monthly_02_2018/post-23696-0-43286700-1517596549_thumb.jpg Конкурсная работа №3: Старая гвардия http://websvarka.ru/talk/uploads/monthly_02_2018/post-19975-0-27801600-1517988110_thumb.jpg Конкурсная работа №4: Альма-матер:путёвка в Жизнь http://websvarka.ru/talk/uploads/monthly_02_2018/post-3787-0-23333600-1518028573_thumb.jpg Конкурсная работа №5 Мы здесь живем и работаем! Донской самовар. http://websvarka.ru/talk/uploads/monthly_02_2018/post-18781-0-59125600-1518772280_thumb.jpg Конкурсная работа №6: WWW Агенство Спасения Всех http://websvarka.ru/talk/uploads/monthly_02_2018/post-20709-0-63170200-1518984607_thumb.jpg Конкурсная работа №7: OOO "МФСБ", г. Якутск http://websvarka.ru/talk/uploads/monthly_02_2018/post-23801-0-24200900-1518948690_thumb.jpg Конкурсная работа №8: новое место http://websvarka.ru/talk/uploads/monthly_02_2018/post-11949-0-39489400-1519193239_thumb.jpg