Поиск сообщества
Показаны результаты для тегов 'MMA'.
Найдено: 147 результатов
-
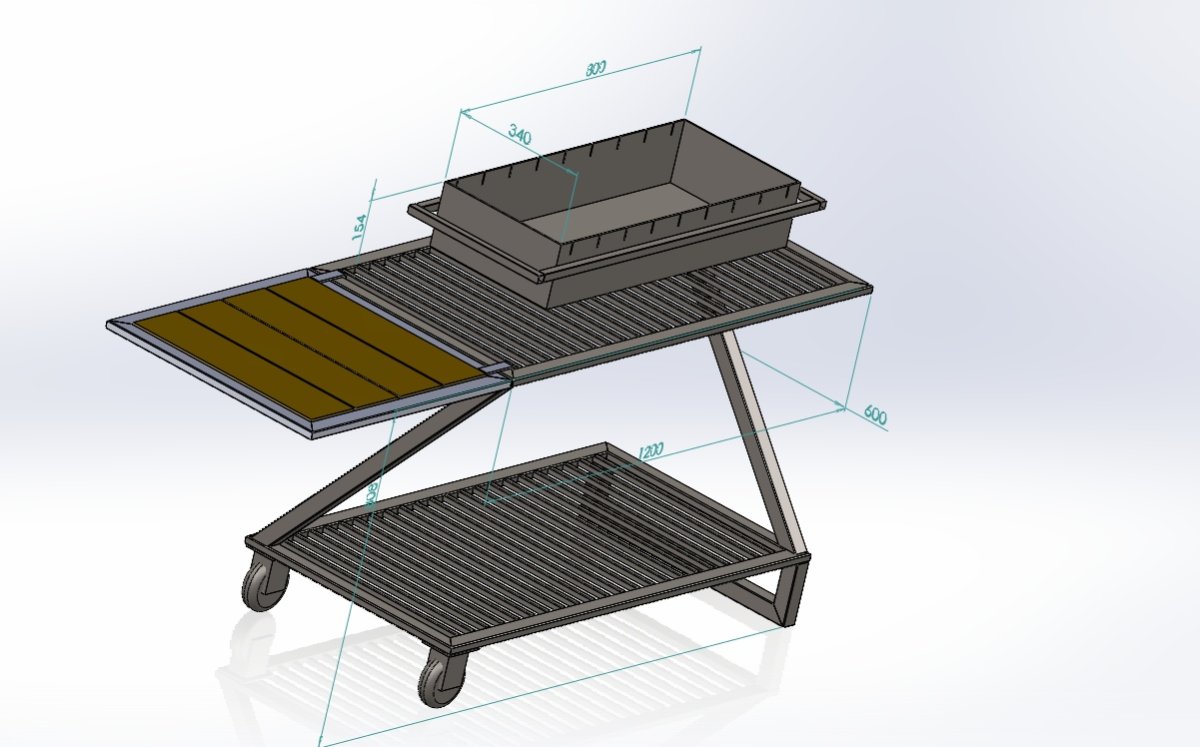
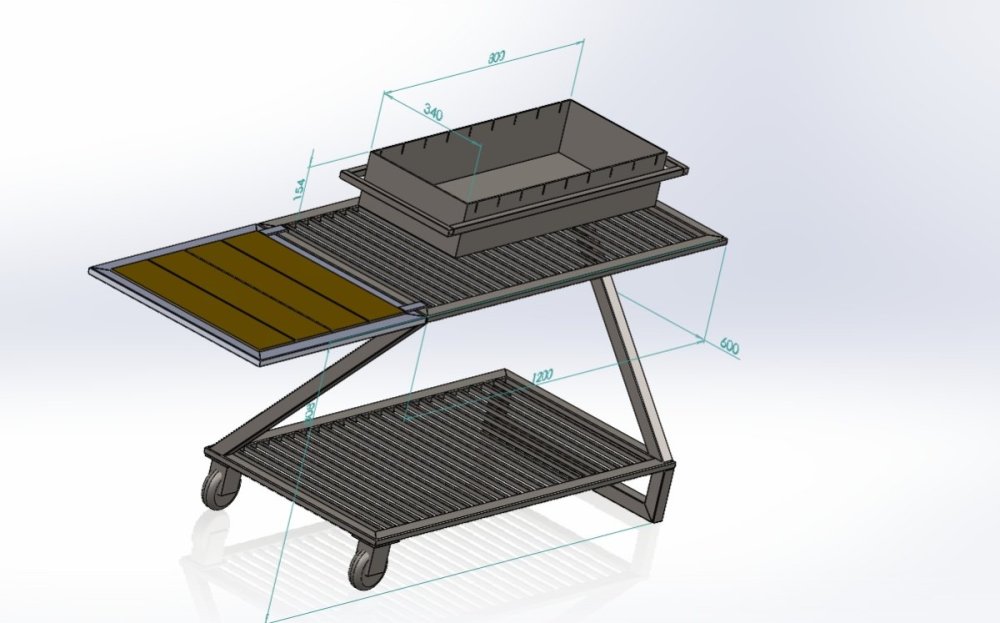
Изготавливаю для любимой мангал - садовый столик. И вот в процессе опять столкнулся с проблемой чистки швов от брызг и флюса (варю в основном самозащитной проволокой). И в этот раз их много. Болгаркой не залезть, щеткой не получается качественно да и уже осточертело. А любимая перфекционист. На открытых швах, понятно, никаких затруднений. Но в этих щелях фиг выковыряешь. Такой прогресс у человечества во всех областях, а тут... . Может я чего не знаю, какой то практики или чудесной китайской приспособы. P.S. Прошу прощения у модератора, если попал не в тему. Не нашёл подходящей.

-
 Уважаемые коллеги! В данной теме будут рассматриваться вопросы, касающиеся обучения технике сварки ММА, навыкам работы со сварочным оборудованием, выкладываться литература по данной тематике.Прошу всех, опытных в сварке ММА снисходительно отнестись к вопросам новичков.Нечего сообщить по теме вопроса-лучше воздержитесь от кнопания по клаве.Поменьше эмоций-побольше конструктива. Договорились?
Уважаемые коллеги! В данной теме будут рассматриваться вопросы, касающиеся обучения технике сварки ММА, навыкам работы со сварочным оборудованием, выкладываться литература по данной тематике.Прошу всех, опытных в сварке ММА снисходительно отнестись к вопросам новичков.Нечего сообщить по теме вопроса-лучше воздержитесь от кнопания по клаве.Поменьше эмоций-побольше конструктива. Договорились? -
Аппарат НЕОН ВД -315 . Высвечивается, моргая, ошибка А_С, выхода тока нет. Проверил датчик фазы, датчик температуры, исправность силовых и выпрямителей. Все ОК! Прошерстил мануал, форумы - ответа нет... Сейчас обед, перекур, потом снова буду рыть. Можно бы и позвонить изготовителю, но святой день - суббота. Но может кто тут и подскажет - где рыть?
-
Мужчины, мастеровые, которые давно дружат, имеют общие интересы и вместе иногда выпивают и ходят в баню, мерятся не тем, о чём вы подумали, а другими инструментами. Длиной кабеля, горелки, или крутостью маски. Вот как-то зашёл ко мне товарищ, похвастался новой маской достаточно известной фирмы. Сказал, что ни копейки за неё не заплатил. Оказалось, что он написал благодарность в службу поддержки производителя за 5 лет безупречной работы своей маски, за ему прислали новую маску в подарок. Хлопнув ещё по стаканчику, я ответил ему что моя менее именитая маска работает уже больше 10 лет. Я не знаю, читают ли этот форум представители foxweld, но вне зависимости от этого, я благодарен им за качество той продукции, которые я пользуюсь уже больше 10 лет. И так, честный отзыв. Я всегда пользовался простым стеклянным светофильтром, но на заре хамелеонного движения, примерно в 2009 году, Я купил к себе отдельный светофильтр Хамелеон фирмы foxweld простой самый дешёвый ибо тогда он стоил достаточно немало, а я ещё не знал, нужно мне это или нет. Вставил его в простую маску, и был поражён, насколько чётко он отрабатывает. По роду деятельности мне приходится общаться с со сварщиками разных уровней и предприятий, и каких только масок я не видел и не попробовал. В том числе и высокого профессионального уровня. Тем не менее, мой недорогой светофильтр оказался совершенно не хуже, чем именитые бренды. А теперь о главном. Я купил светофильтр foxweld примерно в 2009 году. Не помню точно, прошло много времени. Но фотографии с ним от 2013 года точно есть, поэтому будем считать время его работы просто 10 лет плюс. За это время он хранился во всех мыслимых и немыслимых условиях, в том числе и в холодном неотапливаемом гараже. эксплуатировался, конечно, не в промышленных в масштабах, но три выходных в месяце он работал. Был как-то полностью залит водой, мне понадобилось срочно отъехать, думал что ненадолго, не стал убирать инструмент с верстака, а тут дождь. Расковырял блок светофильтра ножом по шву, просушил и собрал. Обтянул по периметру изолентой. Работает уже второй год после залива, замечаний нет. Извиняюсь, что долго, но это реальная история, без которой всё было бы не так понятно. Если коротко, то больше 10 лет работы для светофильтра при такой цене, это космос. Если бы кто рассказал, не поверил бы. Но и светофильтр, и эта история, и я- настоящие. В общем, foxweld хорошая марка, если будете выбирать себе, рекомендую. Проверено мной.
-
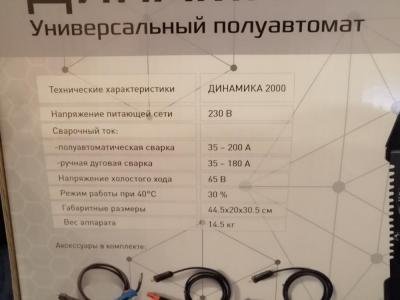
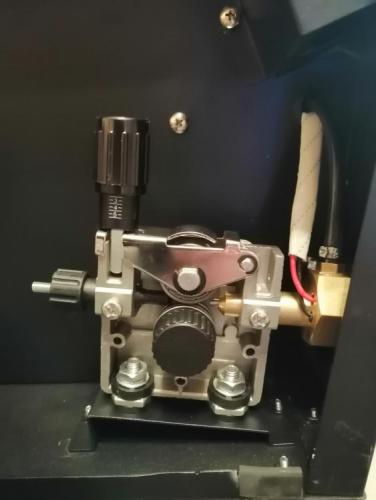
Задарили сварочник ММА-ТИГ . Особенности: Настоящий кореец. Инвертор. Питание - 220 вольт!!! Ток рабочий - до 350 ампер!!! Ток весьма высок для однофазного питания! Режимы ММА и ТИГ Осциллятор присутствует ( вкл/выкл) Выход - только постоянка. Ступенчатая регулировка задержки продувки. Состояние - приличное. Аппарат неисправный, пока мельком посмотрел - выход есть, но не руглируется ток , похоже. Пока не понял - что за зверька мне задарили. Я ремонтник сварочников, варить не умею да и задач нет. Переквалифицироваться в сварные нет интереса. Держать его балластом - тоже. Как вариант - отремонтировать да продать. Отсюда и вопрос - что за зверь и во что оценить? Посмотрел в Корее этот аппарат, там его цена 35 000 рублей на наши.

-
Decapower 160 CEL. Скажу, что я удивлён, это новое слово в сварочных аппаратах из Китая.
-

Помогите разобраться в ценовой политике
Pipeliner опубликовал тема в Ценообразование работ и изделий.
Приветствую! Ребят помогите спасите, по расценкам с ориентируйте пожалуйста. Извиняюсь что заезженная тема. Ну думаю и другим будет тоже интересно. Значит дело такое. Нам тут предложили пожару спринклерную в подземной парковки и итпшку. пожарные шкафы. короче всего дохрена пожарки 800 спринлеров. предлагают по 1000 за точку. думаю мало и ребята сомневаются. да шкафов с опусками штук 100. Объект г. Электросталь. -
Всех приветствую, привезли новинку на небольшое тестирование и смотрины, показался интересным аппаратом, захотелось поделиться впечатлениями. На российском рынке сварочного оборудования мне уже ранее встречались подобные аппараты (ММА с возможностью регулировки форсажа дуги и хот-старта, а так же отключение ВРД и анти-стика, красивый дисплей и бонус в виде синергетики от маркетологов), обозреваемый аппарат буду немного сравнивать с Сварогом Real Smart 200, на него ранее писал на форум обзор и сформировалось некоторое мнение в процессе эксплуатации. В многих бытовых инверторах значения форсажа дуги и хот-старта зашиты в прошивку, и мне очень по душе, что появляются доступные ММА источники с возможностью регулировки данных параметров, это делает источник более универсальным и комфортным и дает возможность настроить аппарат все же немного "под себя", а не себя привыкать к особенностям аппарата. Такими темпами вполне возможно, что скоро увидим и доступный пульс на ММА. Ну да ладно, достаточно болтовни Хоть это и совсем неважно, но аппарат выглядит весьма стильно, качественно окрашен приятным насыщенным черным цветом. Если судить по внешнему виду, то такой аппарат будет не стыдно подарить или весьма приятно получить в подарок. Габариты источника 485х215х345, вес источника 6.1кг Аппарат спереди: Байонетные разъемы у аппарата формата 35-50, листовой металл корпуса жесткий, не фольга, не проминается под пальцами, как на некоторых современных инверторах. В корпусе имеются прорези для плечевого ремня, ремешок идет в комплекте. Так же в комплекте с аппаратом идет обычная комплектуха на 3 метра. Провода от комплектухи алюминиевые, порекомендовал бы заменить на медные комплекты с латунной клеммой, особенно если сварочник будет использоваться дла работы, а не в хоббийных целях. На шильдике аппарата заявлены такие параметры: Замерил клещами максимальный ток на соответствие заявленному, аппарат прошел испытание. Видео с замером можно посмотреть ниже: https://www.youtube.com/watch?v=U0FxVAGgafg Аппарат отлично зажигает основные электроды (проверял на уонии 13\55 и lb-52u), могу предположить, что НХХ аппарата соответствует заявленному. Вентилятор инвертора дает мощный воздушный поток, в просторном корпусе аппарата силовой начинке не тесно, вполне могу предположить, что ПН аппарата может реально составлять 100% на максимальном токе при температуре воздуха 25*С. Работающий дисплей выглядит так, исполнение дисплея и управление доп.настройками реализовано на мой взгляд, лучше и удобнее чем в Свароговском аппарате. Яркий синий цвет видно в условиях плохой освещенности, цифры показывающие сварочный ток крупного размера, к примеру даже я, очкарик с зрением "-4" вижу их без очков с расстояния полуметра. Индикатор отключенного ВРД впечатляющего размера, сложно будет перепутать При регулировки силы тока, корректируется так же "условная толщина металла" и диаметр электрода. Новички в сварке, могут выставлять просто толщину металла и брать предлагаемый электрод, все будет получаться. Форсаж дуги и хот-старт, регулируются от 0-10, где каждая условная единица добавляет 5% от выставленного тока. Может пригодится при сварке тонкого профиля или при работе лежалыми основными электродами. Аппарат на фоне с "меньшим собратом" без доп.плюшек. Удивило, что при современной тенденции на уменьшение размеров обновленных моделей, данный аппарат наоборот раздобрел, улучшив свои свойства. Подведу итог. Поведение сварочной дуги пришлось по вкусу, она податливая и гибкая, в сравнению с Сварогом дуга "помягче" и зажигает основу определенно лучше. Прекрасно, что аппарат выдает заявленный ток, погрешность реального тока от выставленного минимальна (в пределах 2-3А). Комплектуха стандартная для современных аппаратов, для профи не критично, т.к у них обычно свои комплекты на хороших медных кабелях имеются. Это конечно вкусовщина, но я был бы готов переплатить 200-300 руб к стоимости, если бы по дефолту шла с аппаратом цельнолатунная небольшая клемма. В целом аппарат мне понравился и уверен, что он найдет свою целевую аудиторию как среди дачников-любителей, так и в среде тех, кто зарабатывает на хлеб сварочными работами, т.к этот аппарат можно будет взять с сертификатом НАКС для ответственных работ. Спасибо за внимание! Желаю здоровья Вам и Вашим кормильцам и успехов в сварке
-
Всем привет. Я снова (внезапно, если честно) стал обзорщиком - тестировщиком Евротек-а / Авроры. Как выяснилось, мой обзор почти семилетней давности на Оверман-180 Константина Краева вполне устроил, поэтому мне и прилетело данное предложение. Не стал выпендриваться и решил взяться. Тем паче, что на текущем месте работы п/а такой, что "туши свет", как говорится (см. тему "Фото с работы"). В общем сработала ВС, можно сказать) Поэтому начинаю (начинаем) тест-драйв новинки от Авроры. Которая, к слову сказать, предполагается как альтернатива-конкурент-коллега линейке Оверман. Как многие знают, Оверман - надёжная неубиваемая (?) машина без лишних изысков, но вот даже на них цены ползут вверх, медленно, но неуклонно. Я не следил особо последнее время, недавно глянул - розничная цена подбирается 40000 руб...Поэтому (как понимаю) Аврора решила предложить простое решение - п/а с аналоговым управлением. Ниша у него, как и у Овермана, та же самая. Думаю, не надо особо распинаться на форуме, все поймут для чего аппарат и где его использовать. Но я постараюсь сделать максимально подробный и объективный обзор, а если кому что интересно - пишите, спрашивайте. Как всегда в моей теме всевозможный флуд только приветствуется, поэтому не стесняйтесь)))















-
Вебинар - Способы эффективной защиты от сварочных брызг.
Rutector опубликовал тема в Расходные материалы
Вебинар - 28 октября, в 11.00 – регистрация открыта по ссылке https://clck.ru/RYMoS Способы эффективной защиты от сварочных брызг. Секреты экономии на обработке и расходных частях горелки. Расскажем о качественной защите, видах и отличии сварочных спреев, как происходит защита покрытий, как при обеспечении безопасности сварщика можно экономить, как правильно выбрать антипригарный спрей. ГЛАВНЫЙ СПИКЕР Эксперт в области сварочных спреев Sara Tonin Siliconi S.p.A. (Италия) 23 года опыта со сварочными спреями Siliconi – итальянский производитель технических спреев, силиконовых и несиликоновых пеногасителей и эмульсий с 1957 года, компания – лидер по производству спреев в Италии и по всему миру, дистрибуция в Европе, Азии, Африке, на Ближнем Востоке. 30 000 кв.м, объем производства более 60 тыс. банок в день, полная автоматизация, более 150 формул технического аэрозоля. ВЕДУЩИЙ Эксперт в области сварочных технологий Геннадий Попов «Рутектор» Руководитель направления сварочных технологий 18 лет в сварке Рутектор – поставщик сварочного оборудования с 1994 года. Постоянный участник международных выставок «Безопасность и Охрана труда», «Weldex». Эксклюзивный дистрибутор «Siliconi» на территории РФ. Самый активный участник получит приз: спреи Siliconi Ждем вас 28 октября, в 11.00




- 9 ответов
-
- 1
-

-
- технологии
- электроды
- (и ещё 4 )
-
 Так как все призы распределены, то принято решение не много раньше опубликовать результаты. Незаметно пролетело два месяца и пора подвести итоги конкурса "Мой звёздный час с 3М". В этот раз отмечу, активность на участие в конкурсе была очень низкая, возможно съиграла свою роль пандемия, но давайте о хорошем и подведём итоги. В технической номинации первое место занимает работа №1 Гидравлический пресс. http://websvarka.ru/talk/uploads/monthly_09_2020/post-2956-0-27620800-1600189484_thumb.jpg Она выигрывает Сварочный щиток с АЗФ Speedglas® 9100 XXI http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-55609200-1594658043_thumb.jpg Второе место выигрывает работа №4 Конструкция. http://websvarka.ru/talk/uploads/monthly_09_2020/post-23174-0-31041100-1600202862_thumb.jpg Она выигрывает Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg Третье место выигрывает работа №3Трайк из скутера "БАРСИК" http://websvarka.ru/talk/uploads/monthly_09_2020/post-2888-0-88920600-1599756915_thumb.jpg Она выигрывает Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg В Художественной номинации первое место занимает работа №5 Ворота моей мечты. http://websvarka.ru/talk/uploads/monthly_09_2020/post-15771-0-48101400-1600156734_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9100 XXI http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-55609200-1594658043_thumb.jpg Второе место занимает работа №1 "Калитка с почтовым ящиком портфелем " http://websvarka.ru/talk/uploads/monthly_09_2020/post-12854-0-46531700-1600190608_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg Третье место занимает работа №4 Счастье http://websvarka.ru/talk/uploads/monthly_09_2020/post-20372-0-46583800-1599814535_thumb.jpg Она выигрывает приз Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Дополнительный поощрительный приз от спонсора выигрывает работа №3 Стальная маска. http://websvarka.ru/talk/uploads/monthly_09_2020/post-9258-0-27943400-1600193887_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg По решению спонсоров работа №2 Чудо юдо рыба кит. http://websvarka.ru/talk/uploads/monthly_09_2020/post-13956-0-30752700-1599516246_thumb.jpg не получила призового места, тк. работа выполнена не в рамках "Воплощения давней мечты" и на финальных фото второй фотографии нет логотипа, а 4-ё фото это готовое изделие. Но работа заслуживает внимания и она получает приз Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Работа №2 "Ёлочка" http://websvarka.ru/talk/uploads/monthly_09_2020/post-13118-0-84913400-1599502568_thumb.jpg не осталась без внимания и получает тоже Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Поздравляю Всех победителей и участников конкурса! Ни кто не остался без наград. Надеюсь что всё без обид. Особая Благодарность Генеральному спонсору конкурса Компании "3М" https://www.3mrussia..._RU/Country-RU/ Наука, воплощенная в жизнь, совместно с компанией Техноавиа https://www.technoavia.ru/ http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-34696500-1594400876_thumb.jpg http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-11073900-1596463710_thumb.jpg Получение призов: В ближайшие дни я свяжусь с каждым участником конкурса (через личные сообщения форума), чтобы обсудить все детали. Объявляю Конкурс закрытым! Спасибо за внимание. С уважением Александр.
Так как все призы распределены, то принято решение не много раньше опубликовать результаты. Незаметно пролетело два месяца и пора подвести итоги конкурса "Мой звёздный час с 3М". В этот раз отмечу, активность на участие в конкурсе была очень низкая, возможно съиграла свою роль пандемия, но давайте о хорошем и подведём итоги. В технической номинации первое место занимает работа №1 Гидравлический пресс. http://websvarka.ru/talk/uploads/monthly_09_2020/post-2956-0-27620800-1600189484_thumb.jpg Она выигрывает Сварочный щиток с АЗФ Speedglas® 9100 XXI http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-55609200-1594658043_thumb.jpg Второе место выигрывает работа №4 Конструкция. http://websvarka.ru/talk/uploads/monthly_09_2020/post-23174-0-31041100-1600202862_thumb.jpg Она выигрывает Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg Третье место выигрывает работа №3Трайк из скутера "БАРСИК" http://websvarka.ru/talk/uploads/monthly_09_2020/post-2888-0-88920600-1599756915_thumb.jpg Она выигрывает Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg В Художественной номинации первое место занимает работа №5 Ворота моей мечты. http://websvarka.ru/talk/uploads/monthly_09_2020/post-15771-0-48101400-1600156734_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9100 XXI http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-55609200-1594658043_thumb.jpg Второе место занимает работа №1 "Калитка с почтовым ящиком портфелем " http://websvarka.ru/talk/uploads/monthly_09_2020/post-12854-0-46531700-1600190608_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg Третье место занимает работа №4 Счастье http://websvarka.ru/talk/uploads/monthly_09_2020/post-20372-0-46583800-1599814535_thumb.jpg Она выигрывает приз Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Дополнительный поощрительный приз от спонсора выигрывает работа №3 Стальная маска. http://websvarka.ru/talk/uploads/monthly_09_2020/post-9258-0-27943400-1600193887_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg По решению спонсоров работа №2 Чудо юдо рыба кит. http://websvarka.ru/talk/uploads/monthly_09_2020/post-13956-0-30752700-1599516246_thumb.jpg не получила призового места, тк. работа выполнена не в рамках "Воплощения давней мечты" и на финальных фото второй фотографии нет логотипа, а 4-ё фото это готовое изделие. Но работа заслуживает внимания и она получает приз Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Работа №2 "Ёлочка" http://websvarka.ru/talk/uploads/monthly_09_2020/post-13118-0-84913400-1599502568_thumb.jpg не осталась без внимания и получает тоже Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Поздравляю Всех победителей и участников конкурса! Ни кто не остался без наград. Надеюсь что всё без обид. Особая Благодарность Генеральному спонсору конкурса Компании "3М" https://www.3mrussia..._RU/Country-RU/ Наука, воплощенная в жизнь, совместно с компанией Техноавиа https://www.technoavia.ru/ http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-34696500-1594400876_thumb.jpg http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-11073900-1596463710_thumb.jpg Получение призов: В ближайшие дни я свяжусь с каждым участником конкурса (через личные сообщения форума), чтобы обсудить все детали. Объявляю Конкурс закрытым! Спасибо за внимание. С уважением Александр.- 35 ответов
-
- 13
-
-
Всем здравствуйте.Меня зовут Игорь мне 59 лет и мне захотелось поучаствовать в конкурсе .С юных лет люблю море и всё , что с ним связано.С 1979-1980 года служил на Северном флоте.Полученные знания и опыт на флоте применяю в жизни.Всегда хотелось создать что то необычное связанное с морской тематикой.В 2018 году начал заниматься созданием корабля не зная ещё ,что буду когда то учаcтвовать в конкурсе.И вот этим летом к празднику День Военно Морского Флота проект был закончен.Разбитие шампанского и салют всё было.Корабль расположен Ленинградская обл.,Киришский район, деревня Берёзовик,улица Зелёная 2.











-
 ГОСТ 3242-79 Соединения сварные. Методы контроля качестваhttp://docs.cntd.ru/document/1200003545 Контроль сварных соединений течеисканием Основным эксплуатационным требованием к конструкциям замкнутого типа (сосудам, трубопроводам) является герметичность (непроницаемость) их стенок и сварных соединений. Герметичность — это способность конструкции ограничивать проникновение жидкости или газа сквозь ее элементы и через их соединения. Степень герметичности измеряется утечкой жидкости или газа в единицу времени. Испытание конструкций на герметичность, или контроль течеисканием, выполняют с использованием пробных веществ (жидкостей или газов), которые легко проходят через сквозные дефекты и хорошо различаются визуально или с помощью приборов — течеискателей и других средств регистрации. Контроль течеисканием позволяет обнаруживать в сварных соединениях и основном металле сварных узлов и конструкций следующие виды сквозных дефектов: трещины, непровары, поры, свищи, прожоги и др. Размеры сквозных дефектов ввиду невозможности измерения их линейных размеров условно оцениваются потоком пробного вещества, протекающего через дефект в единицу времени. Согласно ГОСТ 18353 — 79 различают капиллярные, компрессионные и вакуумный методы контроля течеисканием. Все эти методы в зависимости от вида и способа индикации, используемого пробного вещества, применяемой аппаратуры и технологических особенностей имеют свои разновидности. Выбор метода течеискания определяется степенью необходимой герметичности испытуемых объектов, направлением и значением нагрузки на оболочку и допустимыми к применению пробными веществами. Желательно, чтобы направление и значение нагрузки при испытаниях герметичности совпадали с аналогичными характеристиками рабочей нагрузки объектов контроля. Капиллярные методы. Эти методы контроля сварных соединений основаны на явлении капиллярного проникновения жидкости, обладающей высокой смачивающей способностью, в сквозные дефекты. Для проверки на одну поверхность сварного соединения, предварительно очищенную от загрязнений, обильно наносят проникающую жидкость, например керосин, а на противоположную — адсорбирующее покрытие в виде меловой обмазки, состоящей из 350 … 480 г молотого мела (или каолина) и 1 л воды. После определенной выдержки контролируемое соединение осматривают, выявляя сквозные дефекты по желтым пятнам керосина, появившимся на меловой обмазке. Зачастую для лучшего выявления пятен керосина в обмазку добавляют красители яркокрасного цвета или люминофоры. Метод керосиновой пробы позволяет эффектно обнаружить сквозные дефекты с диаметром более 0,1 мм. Иногда для повышения чувствительности и производительности данного метода контроля поверхность испытуемого объекта после смачивания сварного соединения керосином обдувают сжатым воздухом под давлением 0,3 … 0,4 МПа, ускоряя проникновение керосина в полости дефектов. Метод керосиновой пробы применяется для контроля сварных соединений наливных емкостей, нефтяных резервуаров, цистерн и других конструкций, доступ к которым возможен с обеих сторон. Другие капиллярные методы течеискания основаны на использовании пенетрантов — красок (цветной метод) или люминофоров (люминесцентный метод). Компрессионные методы. Данные методы контроля основаны на создании в испытуемом объекте (замкнутой системе) избыточного давления пробного вещества (жидкости или газа) и регистрации на лицевой поверхности сварного шва участков течи. В зависимости от типа пробного вещества различают жидкостные (гидравлические) и газовые методы течеискания. Жидкостные методы течеискания применяют для проверки различных замкнутых систем (например, паровых котлов, нефтехимической аппаратуры и др.), работающих под давлением. Контролируемый объект заполняют рабочей жидкостью или водой, герметизируют, с помощью гидравлического насоса создают в нем избыточное давление и некоторое время выдерживают под этим давлением. Затем производят визуальный осмотр наружной поверхности объекта. Признаком наличия дефекта служит появление капель жидкости на поверхности или ее отпотевание. Жидкостные методы контроля позволяют выявлять течи диаметром около 1 мкм. Гидравлическим испытаниям должен предшествовать радиационный или ультразвуковой контроль, если он предусмотрен техническими условиями. К жидкостным относится люминесцентно-гидравлический метод контроля, при проведении которого в состав пробного вещества добавляют люминофор, а лицевую поверхность сварного соединения осматривают при воздействии на нее ультрафиолетовым излучением. Иногда при использовании жидкостных методов контроля для лучшей выявляемости дефектов на лицевую поверхность соединения наносят индикаторное покрытие, в состав которого входит люминофор, например динатриевая соль флуоресцеина, люминесцирующая при попадании на нее воды, и сорбент (крахмал), удерживающий воду в течение длительного времени. Местоположение сквозного дефекта определяется по зеленому свечению участка индикаторного покрытия при воздействии на него ультрафиолетовым излучением. При проведении гидравлических испытаний важно правильно выбрать давление, создаваемое в сварной конструкции. Обычно испытания на герметичность совмещают с гидравлическими испытаниями конструкции на прочность и производят их при давлении, в 1,1 — 1,5 раза превышающем рабочее. При контроле сварных соединений в условиях серийного производства, например спиральнои продольно-шовных труб для газонефтепроводов, применяются специальные испытательные стенды. Гидравлический метод иногда используется и для испытания открытых сосудов, например отстойников. В этих случаях их заполняют жидкостью, а затем остукивают и осматривают лицевые поверхности сварных швов. Газовые методы течеискания обладают большей чувствительностью, чем жидкостные, поскольку газообразные пробные вещества значительно легче проходят через мелкие сквозные дефекты. Газовые методы контроля применяются исключительно для испытания замкнутых сосудов. Самый простой из газовых методов контроля — пузырьковый (рис. 41) — заключается в погружении сварной конструкции в емкость с водой, в которой с помощью воздуха создано избыточное давление. Участки течи выявляют по выделяющимся пузырькам воздуха. Если размеры сварной конструкции не позволяют поместить ее в емкость, то лицевую поверхность сварного шва покрывают пенообразующим веществом (мыльным раствором) и участки течи фиксируют по мыльным пузырькам. Основой пенного индикатора служат поверхностно-активные вещества («Лотос», «Ладога» и др.) и также влагоудерживающий компонент — глицерин (до 90 %) с хромпиком (0,01 %). Пузырьковый метод контроля позволяет выявлять мелкие течи диаметром до 1 мкм. Химические компрессионные методы контроля герметичности основаны на применении для индикации течей химических реакций пробного вещества с индикаторным слоем, нанесенным на лицевую поверхность проверяемого шва. Рис. 41. Схема пузырькового метода контроля течеисканием: 1 — редукционный клапан; 2 — манометр; 3 — нагнетательный клапан; 4 — предохранительный клапан; 5 — бак; 6 — жидкость; 7 — контролируемый объект; 8 — вентиль сброса давления К компрессионным относится метод контроля герметичности с помощью воздушно-аммиачной смеси, заключающийся в том, что лицевую поверхность шва испытуемого объекта покрывают бумажной лентой, смоченной 5%-ным раствором нитрата ртути или раствором фенолфталеина, а в испытуемый объект подают смесь воздуха с 1 … 10 % аммиака. Бумажную ленту выдерживают в этом положении в течение 1 … 15 мин. Аммиак, проникая через сквозные дефекты, оставляет на бумаге в местах течи черные или фиолетовые пятна. Для покрытия лицевой поверхности шва вместо бумажной ленты можно использовать индикаторную массу следующего состава, выраженного в массовых долях: дистиллят — 40; агар-агар — 1; фенолфталеин — 0,15; безводная сода — 0,01. В этом случае участки течи фиксируются как бесцветные пятна на малиновом фоне массы. Весьма технологичен газолюминесцентный метод контроля герметичности, заключающийся в следующем. Емкость заполняют обессоленной водой, насыщенной пробным газом (например, СО2 и аммиаком). На лицевую поверхность проверяемого объекта наносят индикаторную адсорбирующую обмазку, содержащую химические компоненты, которые при контакте с пробным газом образуют новый индикатор, флуоресцирующий при воздействии ультрафиолетового излучения. Наиболее простым из компрессионных методов контроля является манометрический, который заключается в регистрации изменения давления внутри сосуда, происходящего в случае его негерметичности, с помощью манометров в течение определенного промежутка времени. Данный метод обеспечивает приблизительную оценку герметичности, но зато может применяться для периодической проверки конструкций, работающих под давлением, без каких-либо дополнительных операций. На практике возможны течи различных сварных конструкций, которые значительно меньше выявляемых указанными ранее методами. Их обнаруживают галогенным методом течеискания. В качестве пробного газа в этом случае используют фреон-12 (химическое соединение на основе фтора), обладающий высокой проникающей способностью. Индикатором здесь служит электронный прибор с платиновым диодом в качестве чувствительного элемента, анод и коллектор которого, разделенные воздушным или вакуумным промежутком, нагреваются до 800 … 900 °С. При попадании в этот промежуток молекул фреона электрический ток, протекающий через диод, резко возрастает, что фиксируется электронным стрелочным прибором. Промышленность выпускает переносные галогенные течеискатели моделей ГТИ-6 и БГТИ-5, имеющие некоторые конструктивные различия. Существует и более чувствительный способ индикации фреона — по продуктам его распада в атмосферных условиях. В комплекте с течеискателем БГТИ-5 поставляется измерительный блок со стрелочным прибором и звуковым индикатором — телефоном. Помимо основного атмосферного датчика в нем имеются вакуумный датчик, выносной обдуватель с регулируемым потоком и регистрирующий блок. Течеискатель БГТИ-5 с автономным питанием от аккумуляторной батареи удобен при испытании сварных конструкций большой протяженности в монтажных и полевых условиях. На практике при галогенном методе контроля герметичности (рис. 42) обычно используется щуп течеискателя. В контролируемом объекте создают небольшое избыточное давление фреона-12, и щупом течеискателя производят обследование его наружной поверхности вдоль всего шва. Скорость перемещения щупа составляет 10 … 25 мм/с. При гелиевом течеискании пробным веществом служит гелий — газ, обладающий малой молекулярной массой и хорошей способностью проникать через мельчайшие каналы. Индикация газа производится масс-спектрометром. Гелий, прошедший через сквозные каналы в испытуемом объекте, попадает в камеру массспектрометра, в которой создан высокий вакуум. Камера массспектрометра, находящаяся в магнитном поле, имеет катод, ионизатор, диафрагму и коллектор, помещенные в латунный корпус. Рис. 42. Схема галогенного метода контроля герметичности с применением щупа и заполнением контролируемого объекта чистым фреоном: 1 — баллон с фреоном; 2 … 5 — вентили; 6 — контролируемый объект; 7 — щуп галогенного течеискателя с атмосферным датчиком; 8 — механический вакуумный насос; 9 — компрессор; 10 — конденсатор Молекулы газа, поступающие в масс-спектрометр, под воздействием потока электронов, эмитируемых раскаленным катодом, ионизируются и превращаются в положительные ионы с зарядом, равным заряду электрона. Ионы, ускоряемые электрическим полем при напряжении 300 … 400 В, под воздействием магнитного поля приобретают круговые траектории движения, но в зависимости от массы с разными радиусами. Диафрагмы, расположенные на пути движения ионов, выделяют только ионы гелия, которые попадают на коллектор. При этом происходит усиление ионного тока, что фиксируется миллиамперметром и звуковым индикатором (сиреной). Масс-спектрометр позволяет регистрировать ничтожно малое число атомов гелия, прошедших через каналы контролируемого объекта. Выпускается несколько типов масс-спектрометрических гелиевых течеискателей, основными элементами которых являются вакуумная система, масс-спектрометр и электронный блок. Наиболее широко применяются течеискатели передвижного типа ПТИ-7А. Их вакуумная система состоит из механического (ВН-461М) и паромасляного (НВО-40М) насосов, ловушки, охлаждаемой жидким азотом, и вентилей. Ловушка препятствует прохождению паров масла из насоса в камеру масс-спектрометра. В настоящее время все более широкое распространение получают передвижные гелиевые течеискатели ПТИ-10, чувствительность которых на порядок выше. Они снабжены электронным автоматическим потенциометром и калиброванными гелиевыми течами (образцами), служащими для настройки. Весьма перспективны инфракрасные газовые течеискатели, в которых реализован метод индикации газов, основанный на избирательном поглощении инфракрасного излучения анализируемого компонента. Наличие специфических особенностей инфракрасных спектров поглощения разных газов и использование селективных приемников обеспечивает высокие чувствительность и избирательность данного метода. Он также весьма универсален, так как позволяет определять концентрации паров многих веществ и газов. Выполнение измерений этим методом возможно в широких диапазонах концентраций паров с помощью сравнительно простых малогабаритных приборов (ИГТ-1 и -2), быстродействие которых составляет несколько секунд. Катарометрический (газоаналитический) течеискатель ТП-7102 фиксирует утечку в атмосферу пробных газов (водорода, гелия) по изменению теплопроводности индикаторной среды. Работает он на основе схемы моста Уитстона, в два плеча которого включены два чувствительных элемента, расположенных в датчике течеискателя. Один из них выявляет утечку, а второй — служит элементом сравнения и окружается газовой средой неизменного состава. При высоких избыточных давлениях в контролируемом объекте и истечении газов через дефекты возникают ультразвуковые колебания, регистрируемые соответствующими приборами. Ультразвуковые течеискатели имеют относительно невысокую чувствительность, однако они используются для выявления участков течи в магистральных газопроводах. Вакуумный метод. Данный метод течеискания основан на регистрации падения вакуума в замкнутом объеме контролируемого объекта или на индикации молекул пробного газа, появившихся в этом объеме. На чувствительность вакуумного метода существенно влияет степень очистки полости объекта от загрязнений, масел и т. п. Следовательно, поверхность объекта перед контролем необходимо многократно промыть растворителями и протереть, а в отдельных случаях отшлифовать до блеска. В зависимости от конструкции и конфигурации сварного узла применяют несколько схем контроля герметичности вакуумным методом. Наибольшее распространение получили две схемы контроля: с использованием гелиевой камеры и с использованием вакуумных присосок. В первой схеме испытуемый объект помещают в заполненную гелием камеру, вакуумируют до необходимого остаточного давления и фиксируют прибором появление ионов гелия внутри объекта при негерметичности последнего. Во второй схеме на наружную поверхность сварного соединения объекта, заполненного гелием под некоторым избыточным давлением, накладывают вакуумную камеру, в которой создают разрежение (рис. 43). Появление в камере ионов гелия, сопровождающееся образованием вздутий в пленке пенообразующего вещества, свидетельствует о наличии течи. Важное значение имеет выявление зарождающихся микротрещин с крайне малой шириной. Такие микродефекты можно обнаружить с помощью газосорбционного метода. В этом случае сварное соединение помещают в вакуумную камеру для того, чтобы освободить полости поверхностных дефектов от молекул воздуха. Затем в камеру вводят радиоактивный газ 85Кr, являющийся источником -излучения, молекулы которого адсорбируются поверхностными дефектами. Далее сварное соединение извлекают из камеры и на его поверхность накладывают детектор излучения (например, высокочувствительную рентгеновскую или фотографическую пленку). Рис. 43. Схема контроля герметичности с помощью вакуумной камеры: 1 — вакуумметр; 2 — трехходовой кран (в двух положениях); 3 — иллюминатор из оргстекла; 4 — металлическая рамка; 5 — уплотнитель (присоска) из губчатой резины; 6 — контролируемое сварное соединение; 7 — пленка пенообразующего вещества На участках скопления радиоактивного газа, содержащих дефекты, пленка засвечивается, и после ее фотообработки на снимке получается изображение поверхностных дефектов. В перспективе возможно использование этого метода для контроля протяженных сварных соединений крупногабаритных конструкций с применением локальных вакуумных камер. Перспективы совершенствования методов течеискания. Выбор схемы контроля с помощью течеискателя зависит от класса герметичности сварной конструкции, устанавливаемого ее разработчиком. Например, в атомной энергетике в соответствии с условиями эксплуатации и возможностями ремонта все оборудование подразделяют на пять классов герметичности (табл. 8). Каждому из этих классов соответствуют определенные методы испытаний в зависимости от их чувствительности. К классу I относятся ответственные конструкции, надежность которых должна быть очень высокой в силу специфических особенностей их эксплуатации. Течеискание является весьма трудоемкой и длительной операцией, требующей высокой производственной культуры, поэтому в настоящее время стремятся автоматизировать весь цикл таких испытаний. В некоторых отраслях промышленности уже созданы и применяются автоматизированные стенды, обеспечивающие высокую производительность и достоверность контроля. Наиболее простую конструкцию имеют манометрические установки. Их применение облегчается при наличии в заводских условиях магистрали сжатого воздуха и возможности использования недефицитной стандартной пневмоаппаратуры управления. Эти установки получили наиболее широкое распространение в пищевой промышленности, автомобилеи машиностроении. Таблица 8. Классы герметичности изделий в зависимости от диапазонов выявляемых натеканий и методов их выявления Класс герметичности Диапазон выявляемых натеканий воздуха Метод течеискания Пробное вещество Проявление дефекта см3/год м3· Па/с I 0,02 … 0,20 3,75 · 10-3… 3,75 · 10-2 Газовый гелиевый Гелий Сигнал массспектрометра II 0,2 … 0,4 3,75 · 10-2… 7,50 · 10-2 То же » То же III 0,4 … 0,8 0,075 … 0,150 Люминесцентногидравлический Вода, пенетрант Течь, свечение IV 0,8 … 850 0,15 … 160 Галогенный, цветной и люминесцентный капиллярный Фреоновоздушная смесь, пенетрант Сигнал прибора, пятна, свечение V Более 850 Более 160 Керосиновая проба, пузырьковый, опрессовка воздухом Керосин, воздух, азот Пятна на меловом фоне, пузырьки https://extxe.com/1561/kontrol-svarnyh-soedinenij-techeiskaniem/
ГОСТ 3242-79 Соединения сварные. Методы контроля качестваhttp://docs.cntd.ru/document/1200003545 Контроль сварных соединений течеисканием Основным эксплуатационным требованием к конструкциям замкнутого типа (сосудам, трубопроводам) является герметичность (непроницаемость) их стенок и сварных соединений. Герметичность — это способность конструкции ограничивать проникновение жидкости или газа сквозь ее элементы и через их соединения. Степень герметичности измеряется утечкой жидкости или газа в единицу времени. Испытание конструкций на герметичность, или контроль течеисканием, выполняют с использованием пробных веществ (жидкостей или газов), которые легко проходят через сквозные дефекты и хорошо различаются визуально или с помощью приборов — течеискателей и других средств регистрации. Контроль течеисканием позволяет обнаруживать в сварных соединениях и основном металле сварных узлов и конструкций следующие виды сквозных дефектов: трещины, непровары, поры, свищи, прожоги и др. Размеры сквозных дефектов ввиду невозможности измерения их линейных размеров условно оцениваются потоком пробного вещества, протекающего через дефект в единицу времени. Согласно ГОСТ 18353 — 79 различают капиллярные, компрессионные и вакуумный методы контроля течеисканием. Все эти методы в зависимости от вида и способа индикации, используемого пробного вещества, применяемой аппаратуры и технологических особенностей имеют свои разновидности. Выбор метода течеискания определяется степенью необходимой герметичности испытуемых объектов, направлением и значением нагрузки на оболочку и допустимыми к применению пробными веществами. Желательно, чтобы направление и значение нагрузки при испытаниях герметичности совпадали с аналогичными характеристиками рабочей нагрузки объектов контроля. Капиллярные методы. Эти методы контроля сварных соединений основаны на явлении капиллярного проникновения жидкости, обладающей высокой смачивающей способностью, в сквозные дефекты. Для проверки на одну поверхность сварного соединения, предварительно очищенную от загрязнений, обильно наносят проникающую жидкость, например керосин, а на противоположную — адсорбирующее покрытие в виде меловой обмазки, состоящей из 350 … 480 г молотого мела (или каолина) и 1 л воды. После определенной выдержки контролируемое соединение осматривают, выявляя сквозные дефекты по желтым пятнам керосина, появившимся на меловой обмазке. Зачастую для лучшего выявления пятен керосина в обмазку добавляют красители яркокрасного цвета или люминофоры. Метод керосиновой пробы позволяет эффектно обнаружить сквозные дефекты с диаметром более 0,1 мм. Иногда для повышения чувствительности и производительности данного метода контроля поверхность испытуемого объекта после смачивания сварного соединения керосином обдувают сжатым воздухом под давлением 0,3 … 0,4 МПа, ускоряя проникновение керосина в полости дефектов. Метод керосиновой пробы применяется для контроля сварных соединений наливных емкостей, нефтяных резервуаров, цистерн и других конструкций, доступ к которым возможен с обеих сторон. Другие капиллярные методы течеискания основаны на использовании пенетрантов — красок (цветной метод) или люминофоров (люминесцентный метод). Компрессионные методы. Данные методы контроля основаны на создании в испытуемом объекте (замкнутой системе) избыточного давления пробного вещества (жидкости или газа) и регистрации на лицевой поверхности сварного шва участков течи. В зависимости от типа пробного вещества различают жидкостные (гидравлические) и газовые методы течеискания. Жидкостные методы течеискания применяют для проверки различных замкнутых систем (например, паровых котлов, нефтехимической аппаратуры и др.), работающих под давлением. Контролируемый объект заполняют рабочей жидкостью или водой, герметизируют, с помощью гидравлического насоса создают в нем избыточное давление и некоторое время выдерживают под этим давлением. Затем производят визуальный осмотр наружной поверхности объекта. Признаком наличия дефекта служит появление капель жидкости на поверхности или ее отпотевание. Жидкостные методы контроля позволяют выявлять течи диаметром около 1 мкм. Гидравлическим испытаниям должен предшествовать радиационный или ультразвуковой контроль, если он предусмотрен техническими условиями. К жидкостным относится люминесцентно-гидравлический метод контроля, при проведении которого в состав пробного вещества добавляют люминофор, а лицевую поверхность сварного соединения осматривают при воздействии на нее ультрафиолетовым излучением. Иногда при использовании жидкостных методов контроля для лучшей выявляемости дефектов на лицевую поверхность соединения наносят индикаторное покрытие, в состав которого входит люминофор, например динатриевая соль флуоресцеина, люминесцирующая при попадании на нее воды, и сорбент (крахмал), удерживающий воду в течение длительного времени. Местоположение сквозного дефекта определяется по зеленому свечению участка индикаторного покрытия при воздействии на него ультрафиолетовым излучением. При проведении гидравлических испытаний важно правильно выбрать давление, создаваемое в сварной конструкции. Обычно испытания на герметичность совмещают с гидравлическими испытаниями конструкции на прочность и производят их при давлении, в 1,1 — 1,5 раза превышающем рабочее. При контроле сварных соединений в условиях серийного производства, например спиральнои продольно-шовных труб для газонефтепроводов, применяются специальные испытательные стенды. Гидравлический метод иногда используется и для испытания открытых сосудов, например отстойников. В этих случаях их заполняют жидкостью, а затем остукивают и осматривают лицевые поверхности сварных швов. Газовые методы течеискания обладают большей чувствительностью, чем жидкостные, поскольку газообразные пробные вещества значительно легче проходят через мелкие сквозные дефекты. Газовые методы контроля применяются исключительно для испытания замкнутых сосудов. Самый простой из газовых методов контроля — пузырьковый (рис. 41) — заключается в погружении сварной конструкции в емкость с водой, в которой с помощью воздуха создано избыточное давление. Участки течи выявляют по выделяющимся пузырькам воздуха. Если размеры сварной конструкции не позволяют поместить ее в емкость, то лицевую поверхность сварного шва покрывают пенообразующим веществом (мыльным раствором) и участки течи фиксируют по мыльным пузырькам. Основой пенного индикатора служат поверхностно-активные вещества («Лотос», «Ладога» и др.) и также влагоудерживающий компонент — глицерин (до 90 %) с хромпиком (0,01 %). Пузырьковый метод контроля позволяет выявлять мелкие течи диаметром до 1 мкм. Химические компрессионные методы контроля герметичности основаны на применении для индикации течей химических реакций пробного вещества с индикаторным слоем, нанесенным на лицевую поверхность проверяемого шва. Рис. 41. Схема пузырькового метода контроля течеисканием: 1 — редукционный клапан; 2 — манометр; 3 — нагнетательный клапан; 4 — предохранительный клапан; 5 — бак; 6 — жидкость; 7 — контролируемый объект; 8 — вентиль сброса давления К компрессионным относится метод контроля герметичности с помощью воздушно-аммиачной смеси, заключающийся в том, что лицевую поверхность шва испытуемого объекта покрывают бумажной лентой, смоченной 5%-ным раствором нитрата ртути или раствором фенолфталеина, а в испытуемый объект подают смесь воздуха с 1 … 10 % аммиака. Бумажную ленту выдерживают в этом положении в течение 1 … 15 мин. Аммиак, проникая через сквозные дефекты, оставляет на бумаге в местах течи черные или фиолетовые пятна. Для покрытия лицевой поверхности шва вместо бумажной ленты можно использовать индикаторную массу следующего состава, выраженного в массовых долях: дистиллят — 40; агар-агар — 1; фенолфталеин — 0,15; безводная сода — 0,01. В этом случае участки течи фиксируются как бесцветные пятна на малиновом фоне массы. Весьма технологичен газолюминесцентный метод контроля герметичности, заключающийся в следующем. Емкость заполняют обессоленной водой, насыщенной пробным газом (например, СО2 и аммиаком). На лицевую поверхность проверяемого объекта наносят индикаторную адсорбирующую обмазку, содержащую химические компоненты, которые при контакте с пробным газом образуют новый индикатор, флуоресцирующий при воздействии ультрафиолетового излучения. Наиболее простым из компрессионных методов контроля является манометрический, который заключается в регистрации изменения давления внутри сосуда, происходящего в случае его негерметичности, с помощью манометров в течение определенного промежутка времени. Данный метод обеспечивает приблизительную оценку герметичности, но зато может применяться для периодической проверки конструкций, работающих под давлением, без каких-либо дополнительных операций. На практике возможны течи различных сварных конструкций, которые значительно меньше выявляемых указанными ранее методами. Их обнаруживают галогенным методом течеискания. В качестве пробного газа в этом случае используют фреон-12 (химическое соединение на основе фтора), обладающий высокой проникающей способностью. Индикатором здесь служит электронный прибор с платиновым диодом в качестве чувствительного элемента, анод и коллектор которого, разделенные воздушным или вакуумным промежутком, нагреваются до 800 … 900 °С. При попадании в этот промежуток молекул фреона электрический ток, протекающий через диод, резко возрастает, что фиксируется электронным стрелочным прибором. Промышленность выпускает переносные галогенные течеискатели моделей ГТИ-6 и БГТИ-5, имеющие некоторые конструктивные различия. Существует и более чувствительный способ индикации фреона — по продуктам его распада в атмосферных условиях. В комплекте с течеискателем БГТИ-5 поставляется измерительный блок со стрелочным прибором и звуковым индикатором — телефоном. Помимо основного атмосферного датчика в нем имеются вакуумный датчик, выносной обдуватель с регулируемым потоком и регистрирующий блок. Течеискатель БГТИ-5 с автономным питанием от аккумуляторной батареи удобен при испытании сварных конструкций большой протяженности в монтажных и полевых условиях. На практике при галогенном методе контроля герметичности (рис. 42) обычно используется щуп течеискателя. В контролируемом объекте создают небольшое избыточное давление фреона-12, и щупом течеискателя производят обследование его наружной поверхности вдоль всего шва. Скорость перемещения щупа составляет 10 … 25 мм/с. При гелиевом течеискании пробным веществом служит гелий — газ, обладающий малой молекулярной массой и хорошей способностью проникать через мельчайшие каналы. Индикация газа производится масс-спектрометром. Гелий, прошедший через сквозные каналы в испытуемом объекте, попадает в камеру массспектрометра, в которой создан высокий вакуум. Камера массспектрометра, находящаяся в магнитном поле, имеет катод, ионизатор, диафрагму и коллектор, помещенные в латунный корпус. Рис. 42. Схема галогенного метода контроля герметичности с применением щупа и заполнением контролируемого объекта чистым фреоном: 1 — баллон с фреоном; 2 … 5 — вентили; 6 — контролируемый объект; 7 — щуп галогенного течеискателя с атмосферным датчиком; 8 — механический вакуумный насос; 9 — компрессор; 10 — конденсатор Молекулы газа, поступающие в масс-спектрометр, под воздействием потока электронов, эмитируемых раскаленным катодом, ионизируются и превращаются в положительные ионы с зарядом, равным заряду электрона. Ионы, ускоряемые электрическим полем при напряжении 300 … 400 В, под воздействием магнитного поля приобретают круговые траектории движения, но в зависимости от массы с разными радиусами. Диафрагмы, расположенные на пути движения ионов, выделяют только ионы гелия, которые попадают на коллектор. При этом происходит усиление ионного тока, что фиксируется миллиамперметром и звуковым индикатором (сиреной). Масс-спектрометр позволяет регистрировать ничтожно малое число атомов гелия, прошедших через каналы контролируемого объекта. Выпускается несколько типов масс-спектрометрических гелиевых течеискателей, основными элементами которых являются вакуумная система, масс-спектрометр и электронный блок. Наиболее широко применяются течеискатели передвижного типа ПТИ-7А. Их вакуумная система состоит из механического (ВН-461М) и паромасляного (НВО-40М) насосов, ловушки, охлаждаемой жидким азотом, и вентилей. Ловушка препятствует прохождению паров масла из насоса в камеру масс-спектрометра. В настоящее время все более широкое распространение получают передвижные гелиевые течеискатели ПТИ-10, чувствительность которых на порядок выше. Они снабжены электронным автоматическим потенциометром и калиброванными гелиевыми течами (образцами), служащими для настройки. Весьма перспективны инфракрасные газовые течеискатели, в которых реализован метод индикации газов, основанный на избирательном поглощении инфракрасного излучения анализируемого компонента. Наличие специфических особенностей инфракрасных спектров поглощения разных газов и использование селективных приемников обеспечивает высокие чувствительность и избирательность данного метода. Он также весьма универсален, так как позволяет определять концентрации паров многих веществ и газов. Выполнение измерений этим методом возможно в широких диапазонах концентраций паров с помощью сравнительно простых малогабаритных приборов (ИГТ-1 и -2), быстродействие которых составляет несколько секунд. Катарометрический (газоаналитический) течеискатель ТП-7102 фиксирует утечку в атмосферу пробных газов (водорода, гелия) по изменению теплопроводности индикаторной среды. Работает он на основе схемы моста Уитстона, в два плеча которого включены два чувствительных элемента, расположенных в датчике течеискателя. Один из них выявляет утечку, а второй — служит элементом сравнения и окружается газовой средой неизменного состава. При высоких избыточных давлениях в контролируемом объекте и истечении газов через дефекты возникают ультразвуковые колебания, регистрируемые соответствующими приборами. Ультразвуковые течеискатели имеют относительно невысокую чувствительность, однако они используются для выявления участков течи в магистральных газопроводах. Вакуумный метод. Данный метод течеискания основан на регистрации падения вакуума в замкнутом объеме контролируемого объекта или на индикации молекул пробного газа, появившихся в этом объеме. На чувствительность вакуумного метода существенно влияет степень очистки полости объекта от загрязнений, масел и т. п. Следовательно, поверхность объекта перед контролем необходимо многократно промыть растворителями и протереть, а в отдельных случаях отшлифовать до блеска. В зависимости от конструкции и конфигурации сварного узла применяют несколько схем контроля герметичности вакуумным методом. Наибольшее распространение получили две схемы контроля: с использованием гелиевой камеры и с использованием вакуумных присосок. В первой схеме испытуемый объект помещают в заполненную гелием камеру, вакуумируют до необходимого остаточного давления и фиксируют прибором появление ионов гелия внутри объекта при негерметичности последнего. Во второй схеме на наружную поверхность сварного соединения объекта, заполненного гелием под некоторым избыточным давлением, накладывают вакуумную камеру, в которой создают разрежение (рис. 43). Появление в камере ионов гелия, сопровождающееся образованием вздутий в пленке пенообразующего вещества, свидетельствует о наличии течи. Важное значение имеет выявление зарождающихся микротрещин с крайне малой шириной. Такие микродефекты можно обнаружить с помощью газосорбционного метода. В этом случае сварное соединение помещают в вакуумную камеру для того, чтобы освободить полости поверхностных дефектов от молекул воздуха. Затем в камеру вводят радиоактивный газ 85Кr, являющийся источником -излучения, молекулы которого адсорбируются поверхностными дефектами. Далее сварное соединение извлекают из камеры и на его поверхность накладывают детектор излучения (например, высокочувствительную рентгеновскую или фотографическую пленку). Рис. 43. Схема контроля герметичности с помощью вакуумной камеры: 1 — вакуумметр; 2 — трехходовой кран (в двух положениях); 3 — иллюминатор из оргстекла; 4 — металлическая рамка; 5 — уплотнитель (присоска) из губчатой резины; 6 — контролируемое сварное соединение; 7 — пленка пенообразующего вещества На участках скопления радиоактивного газа, содержащих дефекты, пленка засвечивается, и после ее фотообработки на снимке получается изображение поверхностных дефектов. В перспективе возможно использование этого метода для контроля протяженных сварных соединений крупногабаритных конструкций с применением локальных вакуумных камер. Перспективы совершенствования методов течеискания. Выбор схемы контроля с помощью течеискателя зависит от класса герметичности сварной конструкции, устанавливаемого ее разработчиком. Например, в атомной энергетике в соответствии с условиями эксплуатации и возможностями ремонта все оборудование подразделяют на пять классов герметичности (табл. 8). Каждому из этих классов соответствуют определенные методы испытаний в зависимости от их чувствительности. К классу I относятся ответственные конструкции, надежность которых должна быть очень высокой в силу специфических особенностей их эксплуатации. Течеискание является весьма трудоемкой и длительной операцией, требующей высокой производственной культуры, поэтому в настоящее время стремятся автоматизировать весь цикл таких испытаний. В некоторых отраслях промышленности уже созданы и применяются автоматизированные стенды, обеспечивающие высокую производительность и достоверность контроля. Наиболее простую конструкцию имеют манометрические установки. Их применение облегчается при наличии в заводских условиях магистрали сжатого воздуха и возможности использования недефицитной стандартной пневмоаппаратуры управления. Эти установки получили наиболее широкое распространение в пищевой промышленности, автомобилеи машиностроении. Таблица 8. Классы герметичности изделий в зависимости от диапазонов выявляемых натеканий и методов их выявления Класс герметичности Диапазон выявляемых натеканий воздуха Метод течеискания Пробное вещество Проявление дефекта см3/год м3· Па/с I 0,02 … 0,20 3,75 · 10-3… 3,75 · 10-2 Газовый гелиевый Гелий Сигнал массспектрометра II 0,2 … 0,4 3,75 · 10-2… 7,50 · 10-2 То же » То же III 0,4 … 0,8 0,075 … 0,150 Люминесцентногидравлический Вода, пенетрант Течь, свечение IV 0,8 … 850 0,15 … 160 Галогенный, цветной и люминесцентный капиллярный Фреоновоздушная смесь, пенетрант Сигнал прибора, пятна, свечение V Более 850 Более 160 Керосиновая проба, пузырьковый, опрессовка воздухом Керосин, воздух, азот Пятна на меловом фоне, пузырьки https://extxe.com/1561/kontrol-svarnyh-soedinenij-techeiskaniem/ -
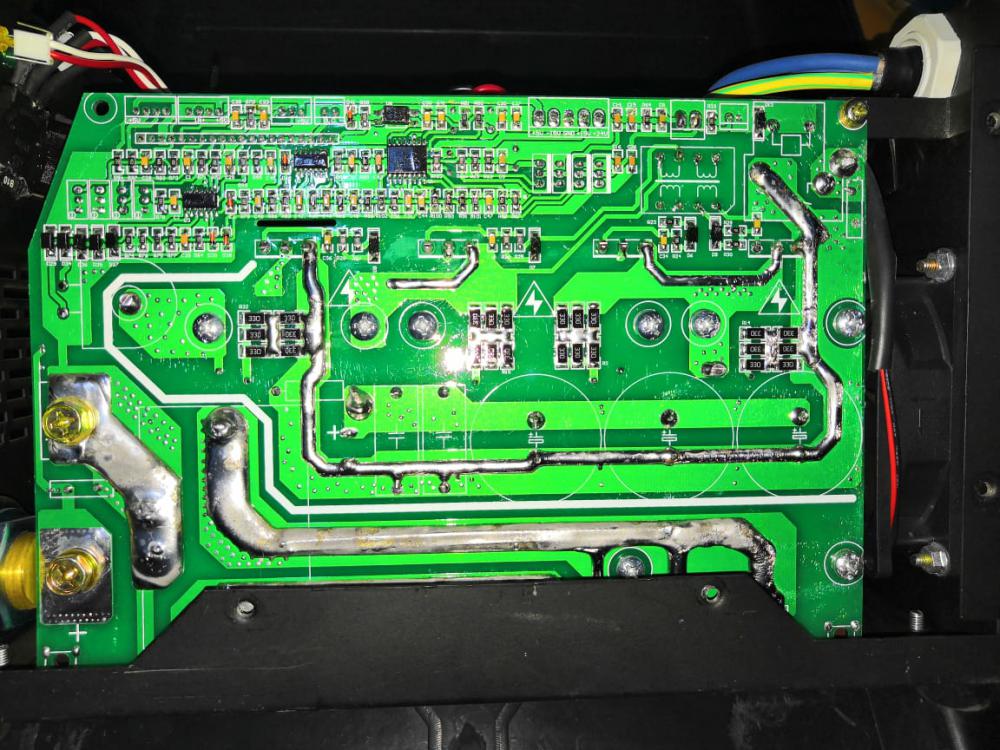
НЕОН ВД 201 2011 года выпуска "шумит": Не стабильная фаза на осциллограмме и слышен шум трансформатора. Частота работы 7,6 кГц. При прогреве феном частота убегает до 12 кГц, срыв фазы усиливается. Но поэлементный прогрев паяльником ничего не дает, только небольшое увеличение частоты до 8 кГц. Было такое однажды, искать проблему долго не стал, просто заменил плату драйверов 1217. Но сейчас менять нечем , приходится искать проблему. Что и в первом случае, что и сейчас плата драйверов с доработкой - навесные элементы добавлены, на фото. Может кто подсказать - куда рыть?

-
Полезные ссылки: Конкурс сварщиков «Мой звездный час с 3М»Техническая номинация.Художественная номинация.http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-11073900-1596463710_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_06_2020/post-3288-0-04095400-1591636496_thumb.jpg Правила конкурса 1. Общие положения 1.1. Название конкурса: Конкурс сварщиков «Мой звёздный час с 3М» (далее по тексту настоящих Правил – Конкурс). 1.2. Цели Конкурса: выявление и поощрение индивидуальных навыков Участников Конкурса, связанных со сваркой; поддержка творческого самовыражения и развитие творческих навыков у Участников Конкурса; популяризация профессии «Сварщик». 1.3. Конкурс проводится по 2-м отдельным направлениям: 1.3.1. Техническая номинация, к которой конкурсные работы оцениваются по их функциональности и практичности. 1.3.2. Художественная номинация с упором работ на их творческую составляющую. 1.4. Конкурс проводится в сети интернет на сайте http://websvarka.ru/talk/ в специальном разделе форума Конкурс сварщиков «Мой звездный час с 3М» (далее – Сайт Конкурса). 2. Организатор Конкурса 2.1. Организатором Конкурса выступает форум сварщиков Вебсварка. 2.2. По всем вопросам, связанным с организацией и проведением конкурса, пишите в текущей теме, личным сообщением @Миротворец, (для зарегистрированных пользователей) или по электронной почте на адрес [email protected] 3. Спонсор Конкурса 3.1. Компания "3М" https://www.3mrussia.ru/3M/ru_RU/company-ru/?utm_medium=redirect&utm_source=vanity-url&utm_campaign=www.3mrussia.ru/3M/ru_RU/Country-RU/ 3М. Наука, воплощенная в жизнь, совместно с компанией Техноавиа https://www.technoavia.ru/ http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-34696500-1594400876_thumb.jpg http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-11073900-1596463710_thumb.jpg 4. Сроки проведения Конкурса4.1. Конкурс проводится в период с 15 июля 2020 года по 15 сентября 2020 года (здесь и далее — время московское). Указанный срок включает в себя:4.1.1. Срок предоставления работ для участия в Конкурсе: с 15 июля 2020 года по 10 сентября 2020 года включительно.4.1.2. 11-15 сентября — технический перерыв перед голосованием. Работы уже не принимаются, но публикуются те, которые были присланы в последние дни Конкурса.4.1.3. Срок, в течение которого осуществляется голосование на Сайте Конкурса: в период с 16 сентября 2020 года по 19 сентября 2020 года (включительно).4.1.4. Официальное объявление Победителей и обладателей Наград осуществляется 20 сентября 2020 года. 5. Участники Конкурса, их права и обязанности5.1. Лица, выполнившие требования, установленные настоящими Правилами, именуются Участниками Конкурса.5.2. Участником Конкурса может стать любой желающий (включая Супермодераторов и Модераторов проекта Вебсварка), за исключением Организатора конкурса (он же — Администратор проекта Вебсварка).5.3. Каждый Участник может представить на Конкурс только одну работу (изделие), выполненную своими руками в срок его проведения. Запрещено участие сразу в 2-х номинациях, как и предоставление нескольких Конкурсных работ или работ, выполненных командой из нескольких людей. 5.4. Участники имеют права и несут обязанности, установленные действующим законодательством Российской Федерации, а также настоящими Правилами. 6. Как стать Участником Конкурса6.1. Для того, чтобы стать Участником Конкурса, необходимо в период, указанный в п. 4.1.1. настоящих Правил, совершить следующие действия:6.1.1. Зарегистрироваться на Сайте Форума (на форуме).6.1.2. Зайти на Сайт Конкурса Конкурс сварщиков «Мой звездный час с 3М» и создать Новую тему с описанием своей конкурсной работы в соответствии с требованиями, описанными в п.7 Правил.6.1.3. Конкурсную работу не обязательно выкладывать сразу всю целиком, можно поэтапно или по мере изготовления.6.2. Все присланные работы проходят предварительную модерацию в срок, не превышающий 7 дней. 6.2.1. Работам присвоенным порядковый номер считаются допущенными к участию конкурса. 7. Требования к конкурсным работам 7.1. Конкурсная работа должна соответствовать теме: "Воплощение давней мечты" и выбранной Номинации, Технической или Художественной. 7.1.1. Все работы, независимо от номинации, должны иметь элементы сварки и непосредственное отношение к названию конкурса. К примеру: любое самодельное металлическое изделие с элементами сварки, детская площадка, карусель, качели, ...) железная статуя, трактор и много ещё чего, лишь бы не противоречила правилам конкурса. 7.2. Конкурсная работа должна в обязательном порядке содержать: 7.2.1. Оригинальный заголовок Темы (он же — название работы). 7.2.2. Указание, на какую из 2-х Номинаций заявлена конкурсная работа. 7.2.3. Поэтапный отчет с фотографиями и текстовым описанием процесса изготовления конкурсной работы. В отчете должно присутствовать как минимум 5 фотографии (начало процесса изготовления, его середина и итоговая работа), на которых изображены: 7.2.3.1. Сама конкурсная работа (или процесс ее изготовления). 7.2.3.2. На изделии обязательно должен присутствовать логотип «3М» (можно без кавычек на всех 5-ти фото!),написанный сваркой на самом конкурсном изделии. Запрещено накладывать слово, используя постобработку фотографий в любых графических редакторах. 7.2.4. Одна главная фотография с логотипом «3М», на изделии, которая будет использоваться в качестве иллюстрации к конкурсной работе. 7.2.5. Дополнительные фото, видео и описание работы приветствуются. Так же берётся во внимание использование атрибутов компании "3М" 7.3. К участию в Конкурсе не допускаются изображения и тексты, содержание которых противоречит законодательству РФ, включая, но не ограничиваясь: изображение и текст не должны служить пропагандой употребления (распространения) алкогольных напитков, табачных изделий, а также порочить честь и достоинство граждан, побуждать к совершению противоправных действий, жестокости или насилию, оскорблять религиозные чувства граждан; изображения и текст эротического содержания, а также изображения и текст, направленные на рекламу товаров и услуг. 8. Размер, форма и количество призов 8.1. Техническое направление: 8.1.1. Приз за 1-е место: Сварочный щиток с АЗФ Speedglas® 9100 XXI 8.1.2. Приз за 2-е место: Сварочный щиток с АЗФ Speedglas® 9002NC 8.1.3 Приз за 3-е место Перчатки Argo 8.512 (Арго), для сварочных работ. 8.2. Художественное направление: 8.2.1. Приз за 1-е место: Сварочный щиток с АЗФ Speedglas® 9100 XXI 8.2.2. Приз за 2-е место: Сварочный щиток с АЗФ Speedglas® 9002NC 8.2.3. Приз за 3-е место Перчатки Argo 8.512 (Арго), для сварочных работ. 8.3. Дополнительно один поощрительный приз от спонсора: Сварочный щиток с АЗФ Speedglas® 9002NC 9. Порядок определения Победителей и обладателей Наград 9.1. Победителей Конкурса определяет жюри, которое состоит из администрации форума и спонсора конкурса. 9.2. Выбор делается на основании субъективного мнения жюри. 9.3. При выборе победителей жюри учитывает: полноту и качество описания представленной работы; ее идею, практическую и художественную ценность; полученную реакцию пользователей форума Вебсварка, выраженную в оставленных сообщениях к конкурсной работе, а также в значении числа репутации первого сообщения конкурсной работы. 9.4. По каждому из 2-х направлений конкурса проводится отдельное голосование. 10. Особые условия 10.1. Принимая участие в Конкурсе, Участник подтверждает, что ознакомлен с настоящими Правилами и дает свое согласие на участие в Конкурсе в соответствии с настоящими Правилами, а также с тем, что представленная им Конкурсная работа может быть использована Организатором, в том числе, в рекламных целях. 10.2. При обнаружении Организатором фактов мошенничества (использование чужих работ, махинации и пр.), Организатор оставляет за собой право не допустить Участника до Конкурса или итогового голосования, а также пересмотреть результаты голосования, если в их процессе будут выявлены факты мошеннических действий. 10.3. Администрация имеет право изменять Правила Конкурса с уведомлением об этом на Сайте Конкурса. 10.4. При возникновении сомнения в авторстве Конкурсной работы, Организатор оставляет за собой право запросить у Участника Конкурса дополнительную информацию, которая бы однозначно подтверждала авторство предоставленной Конкурсной работы. 11. Приглашаем к сотрудничеству информационных партнеров. По всем вопросам пишите на [email protected]



- 40 ответов
-
- 10
-
-
Приветствую коллеги. С праздником святой Троицы. Посоветуйте с выбором сварочного инвертор линейки мини компакт. Остановился на выборе двух аппаратах, стоимостью в пределах 8 тыс руб. Какой посоветуете взять? DENZEL DS-230 Compact, или Wester MINI 250T. Жду совета.


-
Закончились транзисторы IRFP360 , те что применяются в этих сварочниках. Перспективы заказа их пока туманны. Но есть пока достаточно FGH40N60SMDF. Есть желание попробовать заменить штатные MOSFET на IGBT. Один раз попробовал, но хлопнули под нагрузкой, более времени не было на опыты, клиент торопил. Частота (42 кГц) , напряжение рабочее, ток рабочий - вроде бы нет препятствий, 8 штук вместо 16 шт. MOSFET вполне хватило бы. Но одну ошибку при замене вроде бы сделал - оставил резисторы в цепи затворов 15 ом. Думаю надо бы от 1 - 5 ом. Есть у кого опыт, соображения?
-
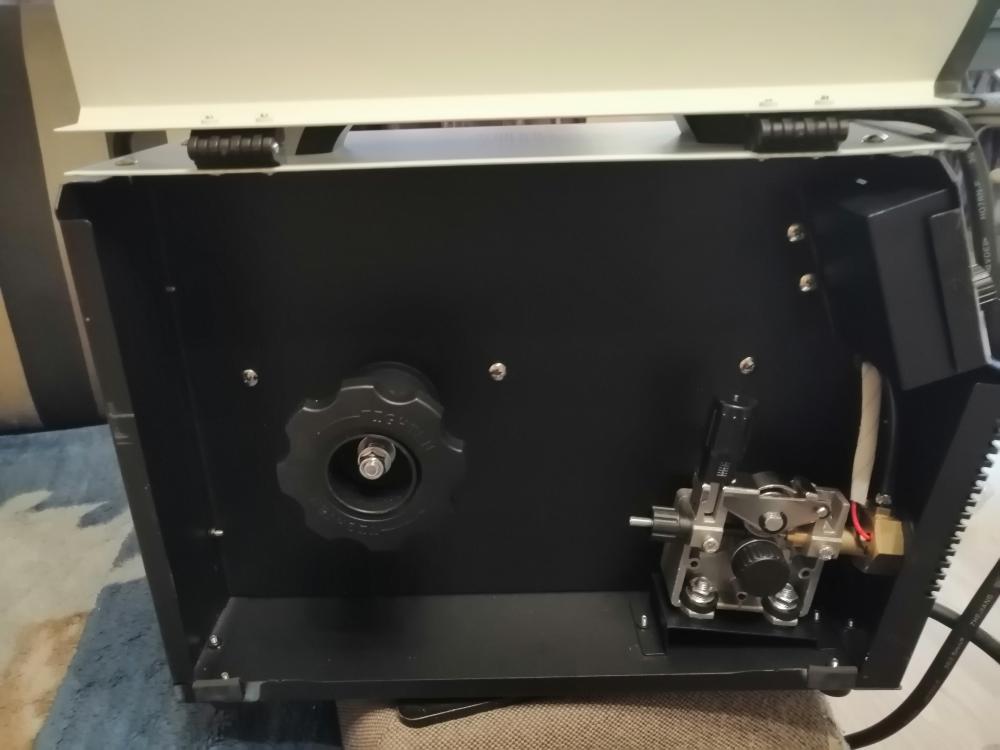
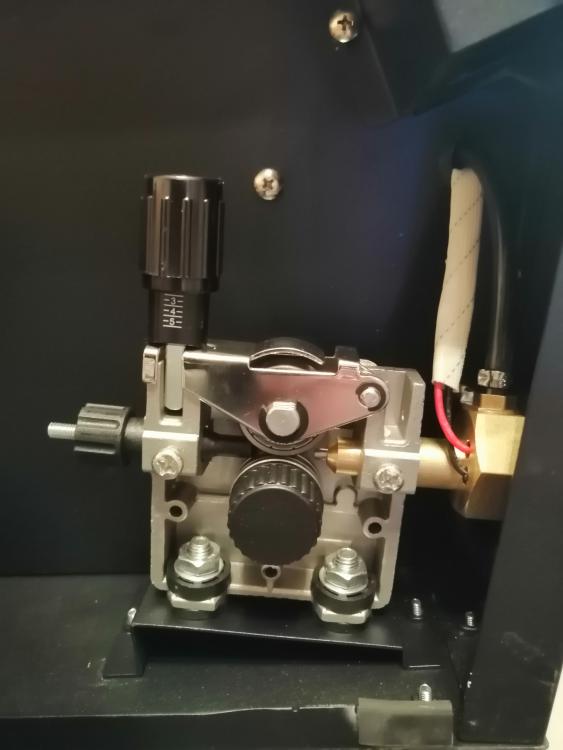
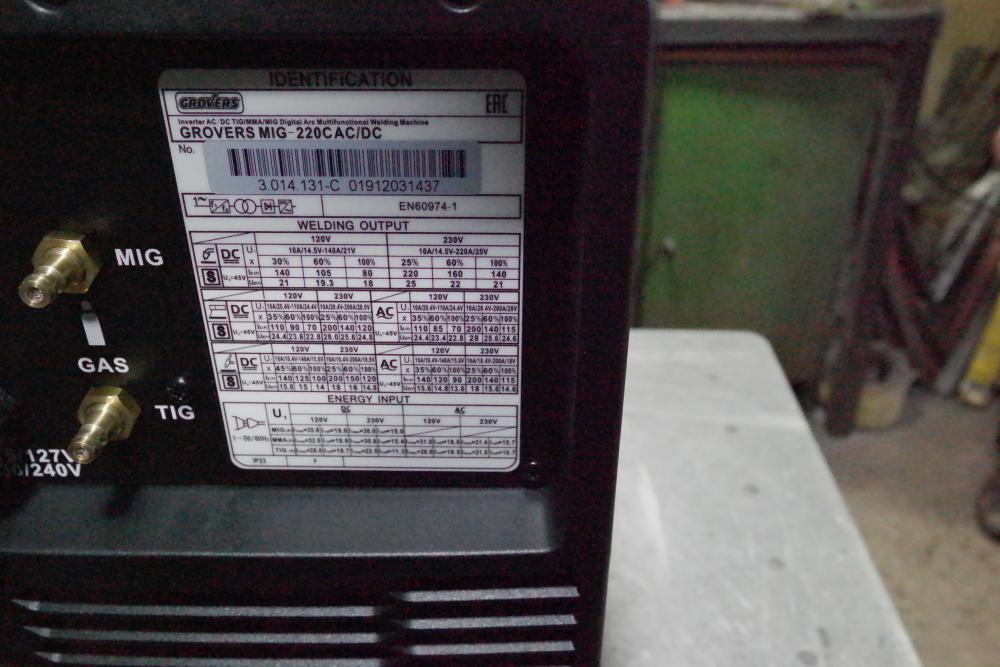
Сегодня забрал из ТК. прибывший аппарат.Гроверс мульти миг 220ц ас-дс. комплектуется горелками с цифровым управление и для TIG-a, и для Mig-режима. Остальное не фотографировал ( стандартный набор).Отсек для проволоки рассчитан на катушку Д-300.Для показа габаритов отсека поставил к-200. Клапана для TIG и MIG- режимов отдельные. и таблица с параметрами.






- 150 ответов
-
- 24
-
-
здарова всем.у меня вопрос .какой вентилятор подойдет для сварога 200 тех.мма.а то родной его дорогой.брал бушным. родной как пол аппарата стоит.благодарю за внимание.
-
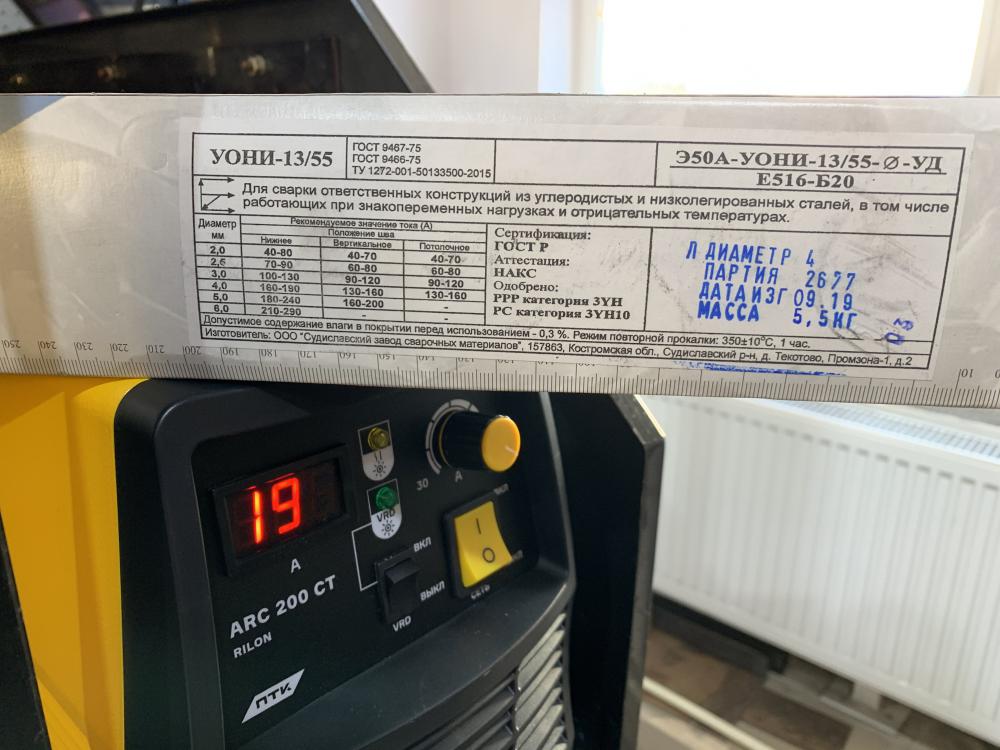
Продолжительность включения (ПВ) – одна из важнейших характеристик сварочного аппарата, которая отображает режим работы источника питания. Параметр демонстрирует время от 10-минутного цикла, в течении которого аппарат может работать на максимальном сварочном токе. ПВ измеряется в процентах или условных единицах – 60% или 0,6. Это означает, что аппарат сможет работать 6 минут на максимальном токе, после чего наступит пауза длительностью 4 минуты, во время которой инвертор будет охлаждаться. Данный параметр позволит понять, как часто сварочный аппарат будет уходить в защиту по перегреву. Специально для вас мы проверили заявленный показатель ПВ на аппарате ПТК RILON ARC 200 СТ. По техническим характеристикам продолжительность включения у ARC 200 СТ равна 60%. Мы протестировали аппарат на максимальном токе – 200 Ампер. Использовали электроды диаметром 4 мм – Э50А-УОНИ-13/55-Ø-УД, Е516-Б20. Делали наплавку и отварили 10 электродов без остановки. На замену электрода уходило до 5 секунд. Сам тест длился 12 минут, при этом аппарат не перегрелся и не ушёл в защиту. На видео мы показали ход тестирования в ускоренном режиме, с которым предлагаем вам ознакомиться. https://www.youtube.com/watch?v=IA1Lt9bLimc&feature=emb_logo

-
На проходившей 5-8 ноября выставке Mitex был приобретен китайский сварочный аппарат Xpower mma-145 pro. Не первый год засматривался на подобных малышей. С учётом цены в 2000 рубликов было сильно интересно на что способен данный аппарат,не удержался и купил)) Комплектация "бохатая")) Из функционала: ток максимальный 145 А,горячий старт с регулировкой от 0 до 100(пока непонятно в каких попугаях), форсаж дуги с регулировкой от 0 до 100(так же неизвестно в чём) и переключение vrd/tig. Инструкция в комплекте оказалась не от него)) Попробовал сварить пару профильков и вроде даже ничего,мягенько идёт.. Внутри всё тоже аккуратно,плата в лаке. В схемотехнике "0",поэтому ничего сказать не могу. Если интересно,то завтра могу запилить микрообзорчик с разбором и т.д.


-
Думаю,что стоит создать отдельную тему по сварке конструкционных чугунов, трудностях,возникающих при такой сварке. Неоднократно возникали дискуссии о трудности сварки чугуна при длительной его эксплуатации в условиях высоких температур,большого числа теплосмен и действия водяного пара. Последняя на ветке -Тиг- сварка чугуна.Речь шла о ремонте секции котла. Первое.При Тиг-сварке не образуется сварочная ванна(сварка полуавтоматом тоже неэффективна)Это связано с тем,что при сквозном окислении чугуна образуются кремнеземсодержащее соединение 2FeO.SiO2.Мало того,что плавлению будут препятствовать графитовые включения,так и фаялит,как продукт коррозии, не будет растворятся в сварочной ванне.При зажигании дуги на таком чугуне ванна на образуется:дуга начинает выжигать пористую массу,состоящую и графита и фаялита и других включений.Матрица будет сгорать,но не плавится. Частью металлическая матрица корродировала и покрыта продуктами коррозии.Вопрос в том,как нейтрализовать 2FeO.SiO2 и добраться до чистого металла.Для этого вводится оксид кальция (СаО).В результате взаимодействия с продуктами газовой коррозии образуется тройная эвтектика (FeO.CaO.SiO2) с температурой плавления 1080С.Это способствует очищению матрицы от тугоплавких включений. Насколько эффективны попытки ремонта котловых секций,других деталей,работающих в аналогичных условиях? Все будет зависеть от состояния матрицы и способов сварки. Только один раз попадался чугун,когда электрохимическая коррозия целиком разрушила матрицу и куски от стенки (10мм) можно было отломить руками. К сожалению,тема сварки чугуна разбросана по разным веткам.Эта разбросанность не дает возможности представить в целом проблематику сварки чугунов.
-
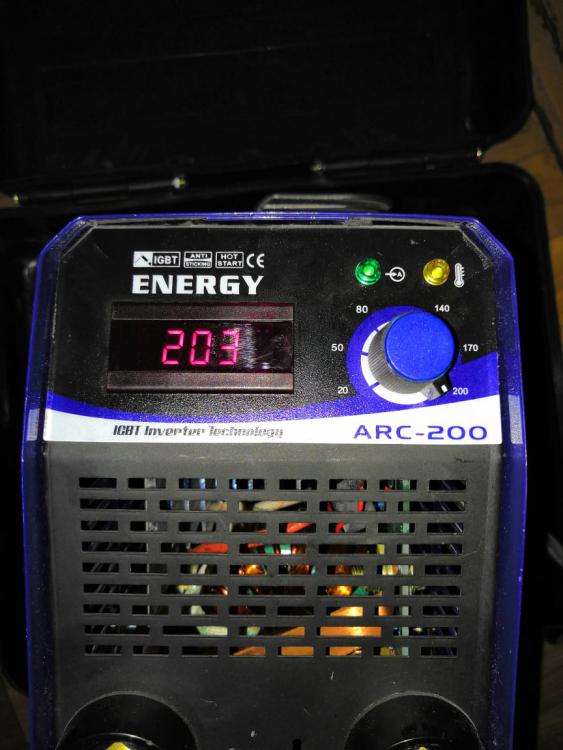
Маленький обзор. До ресанты не дотягивает, сильно искрит. Но меньше чем один мой фирменный. Шовчик идеальный получается. Но есть чувство непровара самого металла. Просадку тока держит хорошо, но приходится добавлять силу тока. Горячий старт не чувствителен, даже и не понял. Антистик не проверял. На последнем фото сварка разными аппаратами, верхний шов Енерджи.







-

Покрытые электроды от ESAB для сварки чугуна, серия 92...
Шурпет опубликовал тема в Расходные материалы
Очень часто читаю хорошие отзывы коллег-сварщиков о высоком качестве данной продукции от шведского бренда. Поэтому предлагаю сделать отдельную тему на данную тематику. Коллеги, кто работает с электродами серии 92... Просьба поделиться здесь вашими впечатлениями, отзывами, рекомендациями по работе в этом направлении))) -
Здравствуйте форумчане! Я представляю компанию ЕДИНСТВО - официального представителя сварочного оборудования SELCO в России. Компания Selco была основана в 1979 году и уже сорок лет является одним из главных действующих лиц в области электродуговой сварки. Компания Selco всегда была на первом плане, предлагая разработки и решения для улучшения процесса сварки и внедрения новых технологий. В данном разделе я, совместно с русскоговорящим итальянским коллегой, буду отвечать на вопросы, касающиеся выбора сварочного оборудования, особенностей эксплуатации, сервисного обслуживания, новинок оборудования.