Поиск сообщества
Показаны результаты для тегов 'MIG'.
Найдено: 130 результатов
-
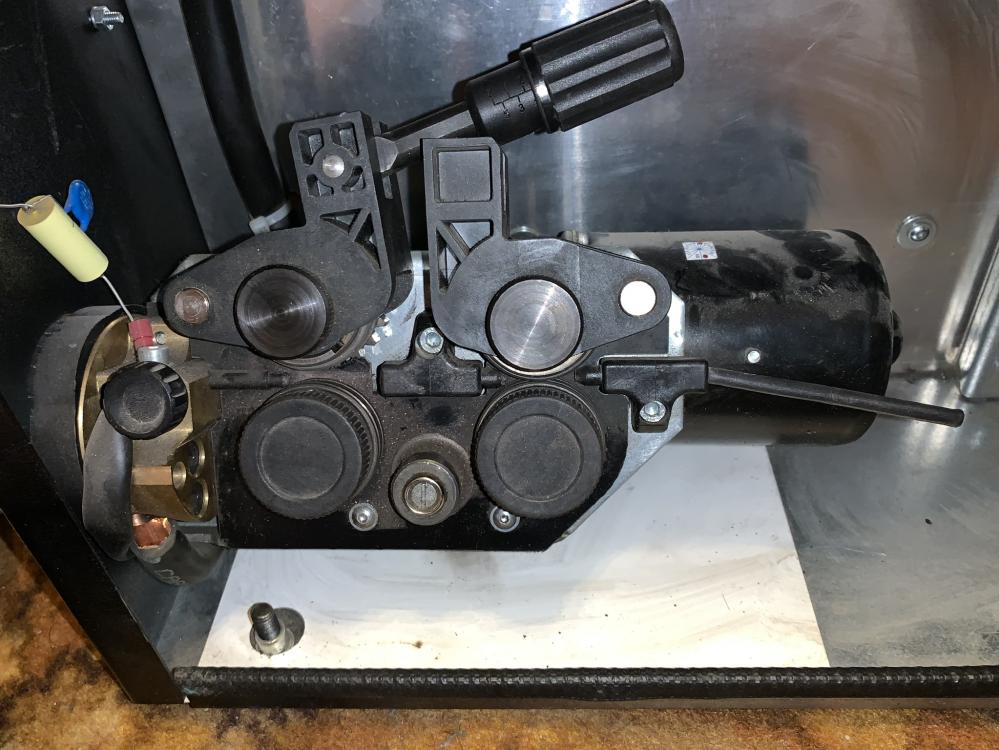
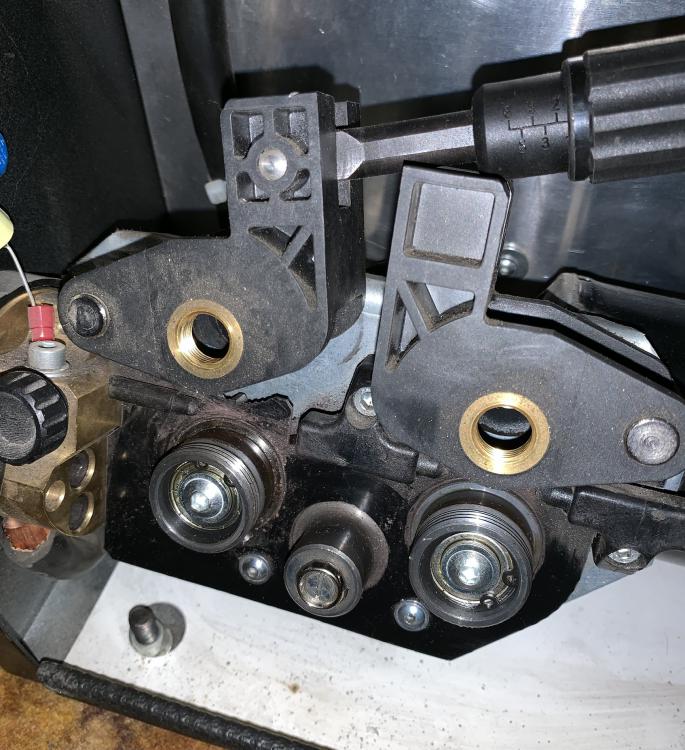
Товарищи, может кто сталкивался с подобной проблемой. Полуавтомат Аврора Оверман 180, проволока 0.8, сталь 1.2 - 1.5 При сварке периодически возникает странный эффект. Вдруг пропадает характерный звук дуги, и вместо него - гул словно от горелки. Дым, пламя. В месте сварки тут же прогорает дыра, а проволока сплавляется в шарик на наконечнике. В чём проблема может заключаться?
-

AuroraPRO OVERMAN 200: инверторный сварочный полуавтомат
pavel83 опубликовал тема в Aurora и AuroraPRO
Ждал к 27мая а пришел сегодня. Ни чем внешне не отличается от http://websvarka.ru/talk/topic/4826-aurorapro-overman-180-invertornyj-svarochnyj-poluavtomat/page-1












- 90 ответов
-
- 20
-

-
ООО «ПК «Инвертика» с ноября 2017 года освоило выпуск антипригарных жидкостей для роботизированных систем и противопригарные жидкости для защиты металлических поверхностей от прилипания брызг при сварке (ручной дуговой, полуавтоматическими, аргонодуговой). Артикул 0017 - применяется в станциях обслуживания роботизированных сварочных горелок для периодического автоматического распыления на поверхность сварочной горелки жидкости, которая уменьшает количество прилипших металлических брызг и обладает очищающими свойствами. Характеристики: - Кинематическая вязкость (при 40⁰C) 16-20 мм²/с, - Плотность 0,8-0,9 г/см³, - Температура замерзания -15⁰C, - Представляет собой вязкую нейтральную органическую жидкость. Артикул 0018 - предназначенной для защиты металлических поверхностей против прилипания брызг металла при сварке и защиты сварочных горелок. Преимущество использования антипригарной жидкости - экономит время на изготовление изделий и снижает трудозатраты, исключает последующую механическую зачистку. Характеристики: - Относительная плотность 1,01 - Уровень рН 7,5-8 - Активированный водный раствор смеси поверхностно-активных веществ и пленкообразующих добавок - Класс безопасности - IV. - Пожаробезопасное и взрывобезопасное вещество, не токсично. арт. 0017. Расфасовка - в канистрах по 5 литров. арт. 0018. Расфасовка - в канистрах по 20 литров. арт. 0019. Расфасовка - в бутылках по 0,5 литров. (возможна комплектация триггерами) Вот справочно цены: Артикул Цена 0017 2150,00р. 0018 4925,00р. 0019 147,00р. Еще хотелось бы представить новинку: Антипригарный гель Артикул 0020 - Для защиты от сварочных брызг пластмассовых поверхностей и тонкого листового металла необходим слой антипригарной жидкости большей толщины, чем для защиты металлических поверхностей. Концентрированная антипригарная жидкость обладает большой вязкостью и при нанесении на поверхности образует достаточный по толщине защитный слой. Так же, в концентрированной антипригарной жидкости нет красителей, так как они могут окрасить пластмассу. Отсутствие красителей не усложняет контроль нанесения антипригарной жидкости. Так как при нанесении на поверхности, слой концентрированной антипригарной жидкости визуально хорошо различим. Для защиты удалённых от сварочного шва поверхностей, можно использовать концентрированную антипригарную Остатки антипригарной жидкости смываются водой. Для промывки изделий со сложной поверхностью, рекомендуется использовать щётку из натуральной щетины. Гель пожаробезопасен, взрывобезопасен и не токсичен. Расфасовка - в банках по 1кг. Тема не претендует на уникальность и инновационность. Просто хотелось сообщить о том, что у нас появилось. А так же узнать мнение форумчан.


-
 При аргоно-дуговой сварке алюминиевых сплавов встречаются различные дефекты: газовая пористость, окисные пленки, вольфрамовые включения, трещины, несплавление и смещение кромок и пр. Основные из них — газовая пористость (—48%) и окисные пленки (~34%). Опасный дефект — кристаллизационные (горячие) трещины. Газовая пористость. Получение плотных швов при сварке алюминия и его сплавов более сложно, чем при сварке других металлов. Образующаяся на поверхности алюминия и его сплавов окисная пленка активно адсорбирует влагу. При нагреве влага реагирует с металлом, в результате чего происходит диссоциация пара с выделением водорода — основного источника пор в сварных швах. Причинами пористости являются: газонасыщенность основного материала и присадочной проволоки, присутствие влаги на поверхности материала и в защитной среде, нестабильность протекания процесса сварки. Исследования, выполненные в области газовой пористости, определили два основных направления в разработке средств повышения плотности сварного соединения: 1) уменьшение водорода вследствие эффективной обработки поверхности исходного металла (химическое травление, шабрение, термообработка в вакууме или в аргоне и пр.); 2) уменьшение водорода в результате эффективного воздействия на условия кристаллизации сварочной ванны (погонная энергия, двухдуговая сварка, магнитное перемешивание и др.). Окисные пленки — опасный дефект в сварном соединении. Значительный брак по окисным пленкам наблюдается при сварке тонколистовых деталей с расположением плен в корне шва. Несмотря на эффективное воздействие катодного распыления при аргоно-дуговой сварке разработка средств и методов по устранению окисных пленок в сварном шве в настоящее время остается актуальной. Разработка различных способов химической обработки поверхности металла позволяет оперативно воздействовать на структуру окисной пленки и ее толщины. Так, подтверждено эффективное воздействие на величину окисной пленки химической полировки и электрополировки. Кристаллизационные (горячие) трещины. Одна из основных проблем при сварке сплавов на алюминиевой основе — склонность материала к трещинообразованию. А. А. Бочвар, Н. Н. Рыкалин, Н. Н. Прохоров, И. И. Новиков и Б. А. Мовчан обобщили основные положения исследований горячих трещин при сварке и литье. Они отмечают, что сопротивляемость образования кристаллизационных трещин при сварке и литье определяется тремя характеристиками: величиной «эф фективного» интервала кристаллизации, пластичностью в этом интервале и темпом деформации. Таким образом, изменяя химический состав основного металла и сварочной проволоки, представляется возможным оказывать влияние на эффективный интервал кристаллизации и пластичность. Что касается темпа деформации, то он в основном предопределяется процессом сварки и условиями его выполнения. Вольфрамовые включения. При стабильном горении дуги вольфрамовый электрод практически не расплавляется. Однако незначительный расход его все же имеет место. Зависит он от многих факторов: активирующих присадок, токовой нагрузки, чистоты и расхода инертного газа, числа зажиганий или коротких замыканий дуги. Частицы вольфрама, попадая в сварочную ванну, загрязняют сварной шов. Они являются инородным телом в наплавленном металле и ухудшают работоспособность сварного узла. С введением активирующих добавок возрастает эрозионная стойкость вольфрама при сварке в аргоне на переменном токе. Введение оксида лантана (—3 %) или оксида иттрия (~3 %) снижает электродные потери в 1,5—2 раза по сравнению со сваркой с электродом из чистого вольфрама. Эффективным средством повышения стойкости вольфрама следует признать сварку в импульсном режиме. Дефекты, допустимые без исправления. Кристаллизационные (горячие) трещины и окисные пленки, обнаруженные в сварном соединении, подлежат обязательному устранению. Поры, вольфрамовые включения, раковины и другие дефекты допускаются без исправления в конструкции в определенном количестве и объеме. Термически неупрочняемые алюминиевые сплавы Применяемые в промышленности алюминиевые термически неупрочняемые сплавы имеют относительно невысокие механические свойства в отожженном состоянии. Нагартйвка сплавов данной группы повышает их прочностные характеристики. Однако при сварке в зоне термического влияния происходит разупрочнение. Временное сопротивление при растяжении сварного соединения приближается к временному сопротивлению отожженного материала. Для упрочнения зоны термического влияния в настоящее время применяют достаточно эффективный метод холодной и тепловой прокатки сварного соединения. Недостаток его — невозможность использования для сварных изделий сложной конфигурации. В последнее время в промышленности нашло применение химическое фрезерование листового нагартованного материала, позволяющее получать равнопрочными сварное соединение и основной металл вследствие утолщения свариваемых кромок. Толщину зоны утолщения устанавливают расчетным путем, исходя из условий равнопрочности сварного соединения и основного металла. Ширину зоны утолщения определяют экспериментально и она зависит от способа сварки и толщины свариваемого материала. Временное сопротивление при растяжении стыкового сварного соединения с усилением из алюминиевых деформируемых сплавов, не упрочняемых термической обработкой, зависит от способа сварки, толщины свариваемого материала, дефектов, допустимых без исправления, и определяется коэффициентом разупрочнения основного металла при сварке. Ниже приведены значения коэффициента разупрочнения бв/бв (бв — временное сопротивление основного металла в отожженном состоянии) в зависимости от толщины материала при ручной и автоматической дуговой сварке неплавящимся электродом: http://metallicheckiy-portal.ru/imgart/st086/st086-0061-1.jpg Временное сопротивление сварных соединений из нагартованного материала определяется коэффициентом разупрочнения и временным сопротивлением материала в отожженном состоянии, так как в переходной зоне сварного соединения происходит локальная термообработка — отжиг. Алюминий. Алюминий марок АД1 и АД обладает хорошей свариваемостью при аргоно-дуговой сварке и почти не склонен к образованию кристаллизационных http://metallicheckiy-portal.ru/imgart/st086/st086-0061-2.jpg трещин. Коэффициент трещинообразования при сварке крестовой пробы (проволока Св. АВ00, Св. А1) на материале толщиной 2 мм составляет 5 %. При сварке крестовой пробы оценку свариваемости проводят по коэффициенту трещинообразования К: при К < 10 % —хорошая, при К—10—20% — удовлетворительная, при К> 20 % — неудовлетворительная. Алюминий и его сварные соединения обладают повышенной пластичностью и сравнительно низкой прочностью (бв = 60—70 МПа) в отожженном состоянии при высокой коррозионной стойкости. Сплавы системы А1—Мп. Введение марганца сохраняет высокие пластические свойства, коррозионную стойкость и свариваемость алюминия. При сварке крестовой пробы сплава АМц коэффициент трещинообразования составляет —7 %. Для сварки изделий из сплава АМц неплавящимся (вольфрамовым) и плавящимся электродами рекомендуется сварочная проволока марки Св.АМц. Сварные соединения сплава АМц при высокой коррозионной стойкости и хорошей технологической пластичности имеют низкую прочность (бв = 100—110 МПа). Сплавы системы Al—Mg. Временное сопротивление бв сварных соединений сплавов данной системы в основном зависит от количества присутствующего в них магния и марганца, а именно: AMrl 100 МПа; АМг2 170; АМгЗ 200; АМг4 230; АМг5 250 и АМгб 300 МПа. Сплавы АМгЗ, Амг4 и АМгб обладают хорошей свариваемостью при аргоннодуговой сварке. Удовлетворительную свариваемость имеют и сплавы AMrl, АМг2 и АМг5. Коэффициент трещинообразования при сварке крестовой пробы сплавов в отожженном состоянии составляет, %: для сплава AMrl —12; АМг2 —15; АМгЗ ~6; АМг4 ~10; АМг5 ~12; АМг6 ~8. Во всех случаях при сварке использовали проволоку основного металла, за исключением сплава АМг2 (проволока Св.АМгЗ). Коррозионная стойкость сварных соединений сплавов AMrl, АМг2, АмгЗ и АМг4 высокая, сплавов АМг5 и АМг6 — удовлетворительная. Сплавы, упрочняемые термической обработкой Высокие прочностные характеристики сварного соединения из этих сплавов, близкие к свойствам основного металла, могут быть получены только после полной термической обработки сварного узла. Осуществить термообработку изделия не всегда возможно. По этой причине временное сопротивление сварного соединения достигает лишь значения 0,6—0,7 от временного сопротивления основного металла. Это объясняется тем, что в области термического влияния происходит разупрочнение материала, который претерпевает ряд структурных изменений, отвечающих различным температурам и времени нагрева. Временное сопротивление стыкового сварного соединения с усилением из алюминиевых деформируемых сплавов, упрочняемых термической обработкой, зависит от способа сварки, толщины свариваемого материала, состояния материала до и после сварки, а также от дефектов, допустимых без исправления. Ниже приведены значения коэффициента разупрочнения сваркой основного металла бв/бв (бв — временное сопротивление основного металла в исходном состоянии) в зависимости от толщины материала при ручной и автоматической дуговой сварке неплавящимся электродом: http://metallicheckiy-portal.ru/imgart/st086/st086-0062-1.jpg Сплавы системы Al—Си—Мп. Представителем свариваемых сплавов А1—Си— Мп являются сплавы Д20 и 1201. Основное достоинство сплавов этой системы — высокая длительная прочность сварных соединений в интервале 250—300 °С и хорошая работоспособность при низких температурах. Значительное упрочнение металла шва достигается после искусственного старения. Естественное старение сварных соединений практически не происходит. Временное сопротивление бв стыкового сварного соединения, выполненного автоматической аргонно-дуговой сваркой неплавящимся электродом, составляет для Д20 300 МПа, для 1201 320 МПа. Состояние материала: закалка + искусственное старение + сварка. Сплавы Д20 и 1201 обладают удовлетворительной свариваемостью. Коэффициент трещинообразования (крестовая проба) данных сплавов в закаленном и искусственно состаренном состоянии составляет для Д20 —15 % и для 1201 —8 % при сварке проволокой основного состава. Коррозионная стойкость сварных соединений пониженная. Удовлетворительная защита сварного соединения достигается анодированием после сварки с последующим лакокрасочным покрытием. Сплавы системы Al—Mg—Si. Основное упрочнение сварных соединений из сплавов этой системы достигается в результате закалки и последующего искусственного старения. Предел прочности бв стыкового сварного соединения с усилением (при полной термообработке материала перед сваркой) составляет, МПа: для сплава АД31 210, АДЗЗ 240 и АВ 260, Свариваемость сплавов АД31 и АДЗЗ удовлетворительная. Хорошая свариваемость при аргонно-дуговой сварке у сплава АВ. Коэффициент трещинообразования при сварке крестовой пробы сплавов АДЗЗ и АВ составляет ~10 %, сплава АД31 —15%. При сварке указанных сплавов рекомендуется проволока марки св. АК5. Коррозионная стойкость сварных соединений высокая. Сплавы системы Al—Cu—Mg. Основной недостаток сплавов этой системы (Д1, Д16, Д19 и др.) — неудовлетворительная свариваемость при аргоно-дуговой сварке, а именно: повышенная склонность сплавов к образованию кристаллизационных трещин. В настоящее время проходят промышленное опробование новые высокопрочные свариваемые алюминиевые сплавы ВАД1 и М40. Эти сплавы по сравнению с другими сплавами данной системы обладают удовлетворительной свариваемостью. Временное сопротивление стыкового сварного соединения сплавов ВАД1 и М40 (искусственное старение перед сваркой) составляет бв= 320-5-330 МПа. Значительная сопротивляемость образованию горячих трещин наблюдается при сварке сплавов ВАД1 и М40 присадочной проволокой того же химического состава, что и основной металл. Коэффициент трещинообразования при сварке этого сплава в состаренном состоянии не более 12%. Сплавы системы Al—Zn—Mg. Некоторые сплавы этой группы, несмотря на высокую прочность после термообработки, до последнего времени не находили применения в промышленности. Это объясняется тем, что высоколегированные свариваемые сплавы оказались склонными к коррозии под напряжением, а низколегированные не имели существенных преимуществ по прочности по сравнению с высоколегированными сплавами типа магналия. Проведенные многочисленные исследования показали возможность разработки некоторых свариваемых сплавов данной системы с хорошей коррозионной стойкостью (1915, В92ц и др.). Свариваемые алюминиевые сплавы приобретают высокие механические свойства после искусственного или длительного естественного старения (бв = 380—420 МПа). При естественном старении основной прирост механических свойств сплавов (бв = 400 МПа) и их сварных соединений (бв = 360 МПа) достигается по истечении трех месяцев. Сплавы В92ци 1915удовлетворительно свариваются при аргонно-дуговой сварке с присадкой проволоки марок св. В92 и 1557, соответственно. Коэффициент трещинообразования по крестовой пробе составляет 10—15%. Коррозионная стойкость сварных соединений сплавов 1915 и В92 в агрессивных средах пониженная. Удовлетворительная защита сварного соединения достигается http://metallicheckiy-portal.ru/articles/cvetmet/prim_aluminievix_splavov_v_tovarax/16 http://remkvartur.ru/wp-content/uploads/2012/11/01356887.jpg Контроль качества сварных соединений алюминия Качество сварных соединений определяет срок службы и надежность работы конструкций различного назначения из алюминия и его сплавов, применяемых в машиностроении, таких как емкости, резервуары, технологические трубопроводы и др. Для оценки качества сварных соединений конструкций из алюминия и его сплавов в основном применяют следующие методы контроля: внешний осмотр и измерения, гамма- или рентгенографирование, ультразвуковую дефектоскопию, испытание гидравлическим давлением или гелиевым течеискателем. Помимо этого, проводят испытания механических свойств соединений, металлографические исследования, контроль термической обработки, если она предусмотрена технологическим процессом. Контроль осуществляют работники ОТК завода-изготовителя или другой изготовляющей организации во многих случаях с участием представителя заказчика. Объем и методы контроля устанавливаются техническими условиями на изделие или специальными «Правилами контроля», распространяемыми на группу изделий или типов конструкций. Контроль качества сварных соединений алюминия и его сплавов имеет свои особенности в связи с повышенной склонностью швов к образованию пористости, а также к возникновению несплавлений; между швами и кромками и между валиками. Несплавления, как правило, не выявляются рентгено- и гаммаграфированием, поэтому следует применять метод ультразвуковой дефектоскопии. При сварке неплавящимся электродом со сквозным проплавлением и формированием корня шва на неостающейся подкладке частым дефектом, не обнаруживаемым рентгено- или гаммапросвечиванием, является несплавление в корне шва. При отсутствии доступа для подварки такие швы следует сваривать с защитой корня шва нейтральным газом. Кромки перед сваркой необходимо подвергать шабровке для удаления окисной пленки. При многослойной сварке поверхностная пористость нижележащих валиков может переплавляться при наложении последующих валиков! Поэтому при промежуточном контроле просвечиванием ее можно не учитывать. Контролю внешним осмотром обычно подвергают 100% выполненных швов. Внешние дефекты, такие, как трещины, наплывы, прожоги, незаваренные кратеры, свищи в начале Шва (зажигание дуги на основном металле), выводы кратера на орновной металл, сплошные сетки или цепочки пор, непровары, подрезы — не допускаются. Для рентгеновского контроля применяют отечественные установки РУП-120-5, РУП-200-5, РУП-400 и аппараты зарубежных фирм, например, типа BGL-140 и BGL-200 бельгийской фирмы «Baltospot», типа «Liliput-120» и «Liliput-200» венгерской фирмы «Medicor» и др. В монтажных условиях применяют гаммадефектоскопы типа ГУП, РИД с источниками кобальта-60, цезия-137, иридия-194 и др. В связи с повышенной пористостью сварных швов возникают определенные трудности в установлении норм на количество и размеры допустимых дефектов Их устанавливают в большинстве случаев, исходя из технологических возможностей существующих методов сварки на основании статистических данных. Нередко при оценке качества швов по результатам просвечивания применяют эталонные снимки. Для примера ниже приведены нормы на допустимые дефекты при рентгеновском контроле сварных швов, выполненных неплавящимся электродом на трубах со стенками толщиной 3,5 и 3,9 мм. Не допускаются и подлежат исправлению следующие дефекты, выявленные с помощью рентгеновских снимков: 1) трещины, непровары, кратеры, свищи; 2) цепочки пор и вольфрамовых включений размером более 0,5 мм; 3) скопления Мелких дефектов — пор, включений размером более 0,5 мм, в общей сумме превышающих по площади 15 мм2, распространенных на любые 100 мм длины шва; 4) одиночные поры и вольфрамовые включения размером более 0,5 мм в количестве более трех, расположенные на участке шва длиной 100 мм. Контроль рентгено- или гаммаграфированием сварных соединений толщиной 40 мм и более производят через 20—30 мм заполнения разделки. Это целесообразно для проверки устранения обнаруженных ранее дефектов. Глубину залегания недопустимых дефектов по результатам просвечивания определяют методом ультразвукового контроля, позволяющего более точно зафиксировать место положения дефекта по толщине шва. Наличие скоплений и цепочек пор на рентгеновских снимках после окончательного просвечивания определяют по результатам послойного ультразвукового контроля. Для сварных швов этих толщин, выполненных плавящимся электродом в среде защитных газов, недопустимы следующие дефекты: 1) трещины, несплавления, незаплавленные кратеры, цепочки и скопления пор, наплывы; 2) поры и включения диаметром более 3 мм, поры и включения диаметром менее 3 мм при суммарной площади их изображения на снимке, составляющей более 2% по отношению к площади шва на любые 100 мм снимка. Поры и включения, расположенные на глубине менее 5 мм, исправлению не подлежат, так как они переплавляются при наложении последующих валиков. Браком считают детали, в которых при ультразвуковом контроле обнаружены следующие дефекты: 1) с эквивалентной площадью более 4 мм2 при контроле слоя толщиной 40 мм и более 7 мм2 при контроле слоя толщиной 200 м; 2) с условной протяженностью более 10 мм при глубине залегания дефектов до 40 мм и более 15 мм при глубине 40— 150 мм. Допускаются дефекты с эквивалентной площадью менее 4 мм при суммарной площади менее 2% площади на любых 100 мм длины, не носящие протяженного характера. Контроль ультразвуком производится с применением существующего для этих целей оборудования — УЗД-ЗМ, ДУГ-11ИМ и ДУГ-13ИМ и др. Помимо рассмотренных, в зависимости от требований к конструкции и условий эксплуатации применяют и другие методы контроля: а) проверка квалификации сварщиков, операторов, работников дефектоскопии и инженерно-технического состава, принимающего участие в изготовлении конструкций и контроле сварных соединений; б) контроль качества сборки под сварку; в) контроль в процессе сварки; г) контроль качества свариваемых и сварочных материалов и материалов для дефектоскопии. Особое внимание должно уделяться контролю качества травления присадочной проволоки и подготовки кромок под сварку (зачистка, травление). В процессе сварочных и контрольных работ необходимо вести «Журнал сварочных работ», в который вносить все данные о сварке и результатах контроля сварных соединений . http://svarder.ru/kontrol_kachestva_svarnyix_soedinenij_alyuminiya.html ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия (с Изменениями N 1, 2)http://docs.cntd.ru/document/1200004669
При аргоно-дуговой сварке алюминиевых сплавов встречаются различные дефекты: газовая пористость, окисные пленки, вольфрамовые включения, трещины, несплавление и смещение кромок и пр. Основные из них — газовая пористость (—48%) и окисные пленки (~34%). Опасный дефект — кристаллизационные (горячие) трещины. Газовая пористость. Получение плотных швов при сварке алюминия и его сплавов более сложно, чем при сварке других металлов. Образующаяся на поверхности алюминия и его сплавов окисная пленка активно адсорбирует влагу. При нагреве влага реагирует с металлом, в результате чего происходит диссоциация пара с выделением водорода — основного источника пор в сварных швах. Причинами пористости являются: газонасыщенность основного материала и присадочной проволоки, присутствие влаги на поверхности материала и в защитной среде, нестабильность протекания процесса сварки. Исследования, выполненные в области газовой пористости, определили два основных направления в разработке средств повышения плотности сварного соединения: 1) уменьшение водорода вследствие эффективной обработки поверхности исходного металла (химическое травление, шабрение, термообработка в вакууме или в аргоне и пр.); 2) уменьшение водорода в результате эффективного воздействия на условия кристаллизации сварочной ванны (погонная энергия, двухдуговая сварка, магнитное перемешивание и др.). Окисные пленки — опасный дефект в сварном соединении. Значительный брак по окисным пленкам наблюдается при сварке тонколистовых деталей с расположением плен в корне шва. Несмотря на эффективное воздействие катодного распыления при аргоно-дуговой сварке разработка средств и методов по устранению окисных пленок в сварном шве в настоящее время остается актуальной. Разработка различных способов химической обработки поверхности металла позволяет оперативно воздействовать на структуру окисной пленки и ее толщины. Так, подтверждено эффективное воздействие на величину окисной пленки химической полировки и электрополировки. Кристаллизационные (горячие) трещины. Одна из основных проблем при сварке сплавов на алюминиевой основе — склонность материала к трещинообразованию. А. А. Бочвар, Н. Н. Рыкалин, Н. Н. Прохоров, И. И. Новиков и Б. А. Мовчан обобщили основные положения исследований горячих трещин при сварке и литье. Они отмечают, что сопротивляемость образования кристаллизационных трещин при сварке и литье определяется тремя характеристиками: величиной «эф фективного» интервала кристаллизации, пластичностью в этом интервале и темпом деформации. Таким образом, изменяя химический состав основного металла и сварочной проволоки, представляется возможным оказывать влияние на эффективный интервал кристаллизации и пластичность. Что касается темпа деформации, то он в основном предопределяется процессом сварки и условиями его выполнения. Вольфрамовые включения. При стабильном горении дуги вольфрамовый электрод практически не расплавляется. Однако незначительный расход его все же имеет место. Зависит он от многих факторов: активирующих присадок, токовой нагрузки, чистоты и расхода инертного газа, числа зажиганий или коротких замыканий дуги. Частицы вольфрама, попадая в сварочную ванну, загрязняют сварной шов. Они являются инородным телом в наплавленном металле и ухудшают работоспособность сварного узла. С введением активирующих добавок возрастает эрозионная стойкость вольфрама при сварке в аргоне на переменном токе. Введение оксида лантана (—3 %) или оксида иттрия (~3 %) снижает электродные потери в 1,5—2 раза по сравнению со сваркой с электродом из чистого вольфрама. Эффективным средством повышения стойкости вольфрама следует признать сварку в импульсном режиме. Дефекты, допустимые без исправления. Кристаллизационные (горячие) трещины и окисные пленки, обнаруженные в сварном соединении, подлежат обязательному устранению. Поры, вольфрамовые включения, раковины и другие дефекты допускаются без исправления в конструкции в определенном количестве и объеме. Термически неупрочняемые алюминиевые сплавы Применяемые в промышленности алюминиевые термически неупрочняемые сплавы имеют относительно невысокие механические свойства в отожженном состоянии. Нагартйвка сплавов данной группы повышает их прочностные характеристики. Однако при сварке в зоне термического влияния происходит разупрочнение. Временное сопротивление при растяжении сварного соединения приближается к временному сопротивлению отожженного материала. Для упрочнения зоны термического влияния в настоящее время применяют достаточно эффективный метод холодной и тепловой прокатки сварного соединения. Недостаток его — невозможность использования для сварных изделий сложной конфигурации. В последнее время в промышленности нашло применение химическое фрезерование листового нагартованного материала, позволяющее получать равнопрочными сварное соединение и основной металл вследствие утолщения свариваемых кромок. Толщину зоны утолщения устанавливают расчетным путем, исходя из условий равнопрочности сварного соединения и основного металла. Ширину зоны утолщения определяют экспериментально и она зависит от способа сварки и толщины свариваемого материала. Временное сопротивление при растяжении стыкового сварного соединения с усилением из алюминиевых деформируемых сплавов, не упрочняемых термической обработкой, зависит от способа сварки, толщины свариваемого материала, дефектов, допустимых без исправления, и определяется коэффициентом разупрочнения основного металла при сварке. Ниже приведены значения коэффициента разупрочнения бв/бв (бв — временное сопротивление основного металла в отожженном состоянии) в зависимости от толщины материала при ручной и автоматической дуговой сварке неплавящимся электродом: http://metallicheckiy-portal.ru/imgart/st086/st086-0061-1.jpg Временное сопротивление сварных соединений из нагартованного материала определяется коэффициентом разупрочнения и временным сопротивлением материала в отожженном состоянии, так как в переходной зоне сварного соединения происходит локальная термообработка — отжиг. Алюминий. Алюминий марок АД1 и АД обладает хорошей свариваемостью при аргоно-дуговой сварке и почти не склонен к образованию кристаллизационных http://metallicheckiy-portal.ru/imgart/st086/st086-0061-2.jpg трещин. Коэффициент трещинообразования при сварке крестовой пробы (проволока Св. АВ00, Св. А1) на материале толщиной 2 мм составляет 5 %. При сварке крестовой пробы оценку свариваемости проводят по коэффициенту трещинообразования К: при К < 10 % —хорошая, при К—10—20% — удовлетворительная, при К> 20 % — неудовлетворительная. Алюминий и его сварные соединения обладают повышенной пластичностью и сравнительно низкой прочностью (бв = 60—70 МПа) в отожженном состоянии при высокой коррозионной стойкости. Сплавы системы А1—Мп. Введение марганца сохраняет высокие пластические свойства, коррозионную стойкость и свариваемость алюминия. При сварке крестовой пробы сплава АМц коэффициент трещинообразования составляет —7 %. Для сварки изделий из сплава АМц неплавящимся (вольфрамовым) и плавящимся электродами рекомендуется сварочная проволока марки Св.АМц. Сварные соединения сплава АМц при высокой коррозионной стойкости и хорошей технологической пластичности имеют низкую прочность (бв = 100—110 МПа). Сплавы системы Al—Mg. Временное сопротивление бв сварных соединений сплавов данной системы в основном зависит от количества присутствующего в них магния и марганца, а именно: AMrl 100 МПа; АМг2 170; АМгЗ 200; АМг4 230; АМг5 250 и АМгб 300 МПа. Сплавы АМгЗ, Амг4 и АМгб обладают хорошей свариваемостью при аргоннодуговой сварке. Удовлетворительную свариваемость имеют и сплавы AMrl, АМг2 и АМг5. Коэффициент трещинообразования при сварке крестовой пробы сплавов в отожженном состоянии составляет, %: для сплава AMrl —12; АМг2 —15; АМгЗ ~6; АМг4 ~10; АМг5 ~12; АМг6 ~8. Во всех случаях при сварке использовали проволоку основного металла, за исключением сплава АМг2 (проволока Св.АМгЗ). Коррозионная стойкость сварных соединений сплавов AMrl, АМг2, АмгЗ и АМг4 высокая, сплавов АМг5 и АМг6 — удовлетворительная. Сплавы, упрочняемые термической обработкой Высокие прочностные характеристики сварного соединения из этих сплавов, близкие к свойствам основного металла, могут быть получены только после полной термической обработки сварного узла. Осуществить термообработку изделия не всегда возможно. По этой причине временное сопротивление сварного соединения достигает лишь значения 0,6—0,7 от временного сопротивления основного металла. Это объясняется тем, что в области термического влияния происходит разупрочнение материала, который претерпевает ряд структурных изменений, отвечающих различным температурам и времени нагрева. Временное сопротивление стыкового сварного соединения с усилением из алюминиевых деформируемых сплавов, упрочняемых термической обработкой, зависит от способа сварки, толщины свариваемого материала, состояния материала до и после сварки, а также от дефектов, допустимых без исправления. Ниже приведены значения коэффициента разупрочнения сваркой основного металла бв/бв (бв — временное сопротивление основного металла в исходном состоянии) в зависимости от толщины материала при ручной и автоматической дуговой сварке неплавящимся электродом: http://metallicheckiy-portal.ru/imgart/st086/st086-0062-1.jpg Сплавы системы Al—Си—Мп. Представителем свариваемых сплавов А1—Си— Мп являются сплавы Д20 и 1201. Основное достоинство сплавов этой системы — высокая длительная прочность сварных соединений в интервале 250—300 °С и хорошая работоспособность при низких температурах. Значительное упрочнение металла шва достигается после искусственного старения. Естественное старение сварных соединений практически не происходит. Временное сопротивление бв стыкового сварного соединения, выполненного автоматической аргонно-дуговой сваркой неплавящимся электродом, составляет для Д20 300 МПа, для 1201 320 МПа. Состояние материала: закалка + искусственное старение + сварка. Сплавы Д20 и 1201 обладают удовлетворительной свариваемостью. Коэффициент трещинообразования (крестовая проба) данных сплавов в закаленном и искусственно состаренном состоянии составляет для Д20 —15 % и для 1201 —8 % при сварке проволокой основного состава. Коррозионная стойкость сварных соединений пониженная. Удовлетворительная защита сварного соединения достигается анодированием после сварки с последующим лакокрасочным покрытием. Сплавы системы Al—Mg—Si. Основное упрочнение сварных соединений из сплавов этой системы достигается в результате закалки и последующего искусственного старения. Предел прочности бв стыкового сварного соединения с усилением (при полной термообработке материала перед сваркой) составляет, МПа: для сплава АД31 210, АДЗЗ 240 и АВ 260, Свариваемость сплавов АД31 и АДЗЗ удовлетворительная. Хорошая свариваемость при аргонно-дуговой сварке у сплава АВ. Коэффициент трещинообразования при сварке крестовой пробы сплавов АДЗЗ и АВ составляет ~10 %, сплава АД31 —15%. При сварке указанных сплавов рекомендуется проволока марки св. АК5. Коррозионная стойкость сварных соединений высокая. Сплавы системы Al—Cu—Mg. Основной недостаток сплавов этой системы (Д1, Д16, Д19 и др.) — неудовлетворительная свариваемость при аргоно-дуговой сварке, а именно: повышенная склонность сплавов к образованию кристаллизационных трещин. В настоящее время проходят промышленное опробование новые высокопрочные свариваемые алюминиевые сплавы ВАД1 и М40. Эти сплавы по сравнению с другими сплавами данной системы обладают удовлетворительной свариваемостью. Временное сопротивление стыкового сварного соединения сплавов ВАД1 и М40 (искусственное старение перед сваркой) составляет бв= 320-5-330 МПа. Значительная сопротивляемость образованию горячих трещин наблюдается при сварке сплавов ВАД1 и М40 присадочной проволокой того же химического состава, что и основной металл. Коэффициент трещинообразования при сварке этого сплава в состаренном состоянии не более 12%. Сплавы системы Al—Zn—Mg. Некоторые сплавы этой группы, несмотря на высокую прочность после термообработки, до последнего времени не находили применения в промышленности. Это объясняется тем, что высоколегированные свариваемые сплавы оказались склонными к коррозии под напряжением, а низколегированные не имели существенных преимуществ по прочности по сравнению с высоколегированными сплавами типа магналия. Проведенные многочисленные исследования показали возможность разработки некоторых свариваемых сплавов данной системы с хорошей коррозионной стойкостью (1915, В92ц и др.). Свариваемые алюминиевые сплавы приобретают высокие механические свойства после искусственного или длительного естественного старения (бв = 380—420 МПа). При естественном старении основной прирост механических свойств сплавов (бв = 400 МПа) и их сварных соединений (бв = 360 МПа) достигается по истечении трех месяцев. Сплавы В92ци 1915удовлетворительно свариваются при аргонно-дуговой сварке с присадкой проволоки марок св. В92 и 1557, соответственно. Коэффициент трещинообразования по крестовой пробе составляет 10—15%. Коррозионная стойкость сварных соединений сплавов 1915 и В92 в агрессивных средах пониженная. Удовлетворительная защита сварного соединения достигается http://metallicheckiy-portal.ru/articles/cvetmet/prim_aluminievix_splavov_v_tovarax/16 http://remkvartur.ru/wp-content/uploads/2012/11/01356887.jpg Контроль качества сварных соединений алюминия Качество сварных соединений определяет срок службы и надежность работы конструкций различного назначения из алюминия и его сплавов, применяемых в машиностроении, таких как емкости, резервуары, технологические трубопроводы и др. Для оценки качества сварных соединений конструкций из алюминия и его сплавов в основном применяют следующие методы контроля: внешний осмотр и измерения, гамма- или рентгенографирование, ультразвуковую дефектоскопию, испытание гидравлическим давлением или гелиевым течеискателем. Помимо этого, проводят испытания механических свойств соединений, металлографические исследования, контроль термической обработки, если она предусмотрена технологическим процессом. Контроль осуществляют работники ОТК завода-изготовителя или другой изготовляющей организации во многих случаях с участием представителя заказчика. Объем и методы контроля устанавливаются техническими условиями на изделие или специальными «Правилами контроля», распространяемыми на группу изделий или типов конструкций. Контроль качества сварных соединений алюминия и его сплавов имеет свои особенности в связи с повышенной склонностью швов к образованию пористости, а также к возникновению несплавлений; между швами и кромками и между валиками. Несплавления, как правило, не выявляются рентгено- и гаммаграфированием, поэтому следует применять метод ультразвуковой дефектоскопии. При сварке неплавящимся электродом со сквозным проплавлением и формированием корня шва на неостающейся подкладке частым дефектом, не обнаруживаемым рентгено- или гаммапросвечиванием, является несплавление в корне шва. При отсутствии доступа для подварки такие швы следует сваривать с защитой корня шва нейтральным газом. Кромки перед сваркой необходимо подвергать шабровке для удаления окисной пленки. При многослойной сварке поверхностная пористость нижележащих валиков может переплавляться при наложении последующих валиков! Поэтому при промежуточном контроле просвечиванием ее можно не учитывать. Контролю внешним осмотром обычно подвергают 100% выполненных швов. Внешние дефекты, такие, как трещины, наплывы, прожоги, незаваренные кратеры, свищи в начале Шва (зажигание дуги на основном металле), выводы кратера на орновной металл, сплошные сетки или цепочки пор, непровары, подрезы — не допускаются. Для рентгеновского контроля применяют отечественные установки РУП-120-5, РУП-200-5, РУП-400 и аппараты зарубежных фирм, например, типа BGL-140 и BGL-200 бельгийской фирмы «Baltospot», типа «Liliput-120» и «Liliput-200» венгерской фирмы «Medicor» и др. В монтажных условиях применяют гаммадефектоскопы типа ГУП, РИД с источниками кобальта-60, цезия-137, иридия-194 и др. В связи с повышенной пористостью сварных швов возникают определенные трудности в установлении норм на количество и размеры допустимых дефектов Их устанавливают в большинстве случаев, исходя из технологических возможностей существующих методов сварки на основании статистических данных. Нередко при оценке качества швов по результатам просвечивания применяют эталонные снимки. Для примера ниже приведены нормы на допустимые дефекты при рентгеновском контроле сварных швов, выполненных неплавящимся электродом на трубах со стенками толщиной 3,5 и 3,9 мм. Не допускаются и подлежат исправлению следующие дефекты, выявленные с помощью рентгеновских снимков: 1) трещины, непровары, кратеры, свищи; 2) цепочки пор и вольфрамовых включений размером более 0,5 мм; 3) скопления Мелких дефектов — пор, включений размером более 0,5 мм, в общей сумме превышающих по площади 15 мм2, распространенных на любые 100 мм длины шва; 4) одиночные поры и вольфрамовые включения размером более 0,5 мм в количестве более трех, расположенные на участке шва длиной 100 мм. Контроль рентгено- или гаммаграфированием сварных соединений толщиной 40 мм и более производят через 20—30 мм заполнения разделки. Это целесообразно для проверки устранения обнаруженных ранее дефектов. Глубину залегания недопустимых дефектов по результатам просвечивания определяют методом ультразвукового контроля, позволяющего более точно зафиксировать место положения дефекта по толщине шва. Наличие скоплений и цепочек пор на рентгеновских снимках после окончательного просвечивания определяют по результатам послойного ультразвукового контроля. Для сварных швов этих толщин, выполненных плавящимся электродом в среде защитных газов, недопустимы следующие дефекты: 1) трещины, несплавления, незаплавленные кратеры, цепочки и скопления пор, наплывы; 2) поры и включения диаметром более 3 мм, поры и включения диаметром менее 3 мм при суммарной площади их изображения на снимке, составляющей более 2% по отношению к площади шва на любые 100 мм снимка. Поры и включения, расположенные на глубине менее 5 мм, исправлению не подлежат, так как они переплавляются при наложении последующих валиков. Браком считают детали, в которых при ультразвуковом контроле обнаружены следующие дефекты: 1) с эквивалентной площадью более 4 мм2 при контроле слоя толщиной 40 мм и более 7 мм2 при контроле слоя толщиной 200 м; 2) с условной протяженностью более 10 мм при глубине залегания дефектов до 40 мм и более 15 мм при глубине 40— 150 мм. Допускаются дефекты с эквивалентной площадью менее 4 мм при суммарной площади менее 2% площади на любых 100 мм длины, не носящие протяженного характера. Контроль ультразвуком производится с применением существующего для этих целей оборудования — УЗД-ЗМ, ДУГ-11ИМ и ДУГ-13ИМ и др. Помимо рассмотренных, в зависимости от требований к конструкции и условий эксплуатации применяют и другие методы контроля: а) проверка квалификации сварщиков, операторов, работников дефектоскопии и инженерно-технического состава, принимающего участие в изготовлении конструкций и контроле сварных соединений; б) контроль качества сборки под сварку; в) контроль в процессе сварки; г) контроль качества свариваемых и сварочных материалов и материалов для дефектоскопии. Особое внимание должно уделяться контролю качества травления присадочной проволоки и подготовки кромок под сварку (зачистка, травление). В процессе сварочных и контрольных работ необходимо вести «Журнал сварочных работ», в который вносить все данные о сварке и результатах контроля сварных соединений . http://svarder.ru/kontrol_kachestva_svarnyix_soedinenij_alyuminiya.html ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия (с Изменениями N 1, 2)http://docs.cntd.ru/document/1200004669 -
Вебинар - Способы эффективной защиты от сварочных брызг.
Rutector опубликовал тема в Расходные материалы
Вебинар - 28 октября, в 11.00 – регистрация открыта по ссылке https://clck.ru/RYMoS Способы эффективной защиты от сварочных брызг. Секреты экономии на обработке и расходных частях горелки. Расскажем о качественной защите, видах и отличии сварочных спреев, как происходит защита покрытий, как при обеспечении безопасности сварщика можно экономить, как правильно выбрать антипригарный спрей. ГЛАВНЫЙ СПИКЕР Эксперт в области сварочных спреев Sara Tonin Siliconi S.p.A. (Италия) 23 года опыта со сварочными спреями Siliconi – итальянский производитель технических спреев, силиконовых и несиликоновых пеногасителей и эмульсий с 1957 года, компания – лидер по производству спреев в Италии и по всему миру, дистрибуция в Европе, Азии, Африке, на Ближнем Востоке. 30 000 кв.м, объем производства более 60 тыс. банок в день, полная автоматизация, более 150 формул технического аэрозоля. ВЕДУЩИЙ Эксперт в области сварочных технологий Геннадий Попов «Рутектор» Руководитель направления сварочных технологий 18 лет в сварке Рутектор – поставщик сварочного оборудования с 1994 года. Постоянный участник международных выставок «Безопасность и Охрана труда», «Weldex». Эксклюзивный дистрибутор «Siliconi» на территории РФ. Самый активный участник получит приз: спреи Siliconi Ждем вас 28 октября, в 11.00




- 9 ответов
-
- 1
-
-
- технологии
- электроды
- (и ещё 4 )
-
 Так как все призы распределены, то принято решение не много раньше опубликовать результаты. Незаметно пролетело два месяца и пора подвести итоги конкурса "Мой звёздный час с 3М". В этот раз отмечу, активность на участие в конкурсе была очень низкая, возможно съиграла свою роль пандемия, но давайте о хорошем и подведём итоги. В технической номинации первое место занимает работа №1 Гидравлический пресс. http://websvarka.ru/talk/uploads/monthly_09_2020/post-2956-0-27620800-1600189484_thumb.jpg Она выигрывает Сварочный щиток с АЗФ Speedglas® 9100 XXI http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-55609200-1594658043_thumb.jpg Второе место выигрывает работа №4 Конструкция. http://websvarka.ru/talk/uploads/monthly_09_2020/post-23174-0-31041100-1600202862_thumb.jpg Она выигрывает Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg Третье место выигрывает работа №3Трайк из скутера "БАРСИК" http://websvarka.ru/talk/uploads/monthly_09_2020/post-2888-0-88920600-1599756915_thumb.jpg Она выигрывает Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg В Художественной номинации первое место занимает работа №5 Ворота моей мечты. http://websvarka.ru/talk/uploads/monthly_09_2020/post-15771-0-48101400-1600156734_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9100 XXI http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-55609200-1594658043_thumb.jpg Второе место занимает работа №1 "Калитка с почтовым ящиком портфелем " http://websvarka.ru/talk/uploads/monthly_09_2020/post-12854-0-46531700-1600190608_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg Третье место занимает работа №4 Счастье http://websvarka.ru/talk/uploads/monthly_09_2020/post-20372-0-46583800-1599814535_thumb.jpg Она выигрывает приз Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Дополнительный поощрительный приз от спонсора выигрывает работа №3 Стальная маска. http://websvarka.ru/talk/uploads/monthly_09_2020/post-9258-0-27943400-1600193887_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg По решению спонсоров работа №2 Чудо юдо рыба кит. http://websvarka.ru/talk/uploads/monthly_09_2020/post-13956-0-30752700-1599516246_thumb.jpg не получила призового места, тк. работа выполнена не в рамках "Воплощения давней мечты" и на финальных фото второй фотографии нет логотипа, а 4-ё фото это готовое изделие. Но работа заслуживает внимания и она получает приз Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Работа №2 "Ёлочка" http://websvarka.ru/talk/uploads/monthly_09_2020/post-13118-0-84913400-1599502568_thumb.jpg не осталась без внимания и получает тоже Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Поздравляю Всех победителей и участников конкурса! Ни кто не остался без наград. Надеюсь что всё без обид. Особая Благодарность Генеральному спонсору конкурса Компании "3М" https://www.3mrussia..._RU/Country-RU/ Наука, воплощенная в жизнь, совместно с компанией Техноавиа https://www.technoavia.ru/ http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-34696500-1594400876_thumb.jpg http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-11073900-1596463710_thumb.jpg Получение призов: В ближайшие дни я свяжусь с каждым участником конкурса (через личные сообщения форума), чтобы обсудить все детали. Объявляю Конкурс закрытым! Спасибо за внимание. С уважением Александр.
Так как все призы распределены, то принято решение не много раньше опубликовать результаты. Незаметно пролетело два месяца и пора подвести итоги конкурса "Мой звёздный час с 3М". В этот раз отмечу, активность на участие в конкурсе была очень низкая, возможно съиграла свою роль пандемия, но давайте о хорошем и подведём итоги. В технической номинации первое место занимает работа №1 Гидравлический пресс. http://websvarka.ru/talk/uploads/monthly_09_2020/post-2956-0-27620800-1600189484_thumb.jpg Она выигрывает Сварочный щиток с АЗФ Speedglas® 9100 XXI http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-55609200-1594658043_thumb.jpg Второе место выигрывает работа №4 Конструкция. http://websvarka.ru/talk/uploads/monthly_09_2020/post-23174-0-31041100-1600202862_thumb.jpg Она выигрывает Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg Третье место выигрывает работа №3Трайк из скутера "БАРСИК" http://websvarka.ru/talk/uploads/monthly_09_2020/post-2888-0-88920600-1599756915_thumb.jpg Она выигрывает Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg В Художественной номинации первое место занимает работа №5 Ворота моей мечты. http://websvarka.ru/talk/uploads/monthly_09_2020/post-15771-0-48101400-1600156734_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9100 XXI http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-55609200-1594658043_thumb.jpg Второе место занимает работа №1 "Калитка с почтовым ящиком портфелем " http://websvarka.ru/talk/uploads/monthly_09_2020/post-12854-0-46531700-1600190608_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg Третье место занимает работа №4 Счастье http://websvarka.ru/talk/uploads/monthly_09_2020/post-20372-0-46583800-1599814535_thumb.jpg Она выигрывает приз Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Дополнительный поощрительный приз от спонсора выигрывает работа №3 Стальная маска. http://websvarka.ru/talk/uploads/monthly_09_2020/post-9258-0-27943400-1600193887_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg По решению спонсоров работа №2 Чудо юдо рыба кит. http://websvarka.ru/talk/uploads/monthly_09_2020/post-13956-0-30752700-1599516246_thumb.jpg не получила призового места, тк. работа выполнена не в рамках "Воплощения давней мечты" и на финальных фото второй фотографии нет логотипа, а 4-ё фото это готовое изделие. Но работа заслуживает внимания и она получает приз Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Работа №2 "Ёлочка" http://websvarka.ru/talk/uploads/monthly_09_2020/post-13118-0-84913400-1599502568_thumb.jpg не осталась без внимания и получает тоже Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Поздравляю Всех победителей и участников конкурса! Ни кто не остался без наград. Надеюсь что всё без обид. Особая Благодарность Генеральному спонсору конкурса Компании "3М" https://www.3mrussia..._RU/Country-RU/ Наука, воплощенная в жизнь, совместно с компанией Техноавиа https://www.technoavia.ru/ http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-34696500-1594400876_thumb.jpg http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-11073900-1596463710_thumb.jpg Получение призов: В ближайшие дни я свяжусь с каждым участником конкурса (через личные сообщения форума), чтобы обсудить все детали. Объявляю Конкурс закрытым! Спасибо за внимание. С уважением Александр.- 35 ответов
-
- 13
-
-
Полезные ссылки: Конкурс сварщиков «Мой звездный час с 3М»Техническая номинация.Художественная номинация.http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-11073900-1596463710_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_06_2020/post-3288-0-04095400-1591636496_thumb.jpg Правила конкурса 1. Общие положения 1.1. Название конкурса: Конкурс сварщиков «Мой звёздный час с 3М» (далее по тексту настоящих Правил – Конкурс). 1.2. Цели Конкурса: выявление и поощрение индивидуальных навыков Участников Конкурса, связанных со сваркой; поддержка творческого самовыражения и развитие творческих навыков у Участников Конкурса; популяризация профессии «Сварщик». 1.3. Конкурс проводится по 2-м отдельным направлениям: 1.3.1. Техническая номинация, к которой конкурсные работы оцениваются по их функциональности и практичности. 1.3.2. Художественная номинация с упором работ на их творческую составляющую. 1.4. Конкурс проводится в сети интернет на сайте http://websvarka.ru/talk/ в специальном разделе форума Конкурс сварщиков «Мой звездный час с 3М» (далее – Сайт Конкурса). 2. Организатор Конкурса 2.1. Организатором Конкурса выступает форум сварщиков Вебсварка. 2.2. По всем вопросам, связанным с организацией и проведением конкурса, пишите в текущей теме, личным сообщением @Миротворец, (для зарегистрированных пользователей) или по электронной почте на адрес [email protected] 3. Спонсор Конкурса 3.1. Компания "3М" https://www.3mrussia.ru/3M/ru_RU/company-ru/?utm_medium=redirect&utm_source=vanity-url&utm_campaign=www.3mrussia.ru/3M/ru_RU/Country-RU/ 3М. Наука, воплощенная в жизнь, совместно с компанией Техноавиа https://www.technoavia.ru/ http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-34696500-1594400876_thumb.jpg http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-11073900-1596463710_thumb.jpg 4. Сроки проведения Конкурса4.1. Конкурс проводится в период с 15 июля 2020 года по 15 сентября 2020 года (здесь и далее — время московское). Указанный срок включает в себя:4.1.1. Срок предоставления работ для участия в Конкурсе: с 15 июля 2020 года по 10 сентября 2020 года включительно.4.1.2. 11-15 сентября — технический перерыв перед голосованием. Работы уже не принимаются, но публикуются те, которые были присланы в последние дни Конкурса.4.1.3. Срок, в течение которого осуществляется голосование на Сайте Конкурса: в период с 16 сентября 2020 года по 19 сентября 2020 года (включительно).4.1.4. Официальное объявление Победителей и обладателей Наград осуществляется 20 сентября 2020 года. 5. Участники Конкурса, их права и обязанности5.1. Лица, выполнившие требования, установленные настоящими Правилами, именуются Участниками Конкурса.5.2. Участником Конкурса может стать любой желающий (включая Супермодераторов и Модераторов проекта Вебсварка), за исключением Организатора конкурса (он же — Администратор проекта Вебсварка).5.3. Каждый Участник может представить на Конкурс только одну работу (изделие), выполненную своими руками в срок его проведения. Запрещено участие сразу в 2-х номинациях, как и предоставление нескольких Конкурсных работ или работ, выполненных командой из нескольких людей. 5.4. Участники имеют права и несут обязанности, установленные действующим законодательством Российской Федерации, а также настоящими Правилами. 6. Как стать Участником Конкурса6.1. Для того, чтобы стать Участником Конкурса, необходимо в период, указанный в п. 4.1.1. настоящих Правил, совершить следующие действия:6.1.1. Зарегистрироваться на Сайте Форума (на форуме).6.1.2. Зайти на Сайт Конкурса Конкурс сварщиков «Мой звездный час с 3М» и создать Новую тему с описанием своей конкурсной работы в соответствии с требованиями, описанными в п.7 Правил.6.1.3. Конкурсную работу не обязательно выкладывать сразу всю целиком, можно поэтапно или по мере изготовления.6.2. Все присланные работы проходят предварительную модерацию в срок, не превышающий 7 дней. 6.2.1. Работам присвоенным порядковый номер считаются допущенными к участию конкурса. 7. Требования к конкурсным работам 7.1. Конкурсная работа должна соответствовать теме: "Воплощение давней мечты" и выбранной Номинации, Технической или Художественной. 7.1.1. Все работы, независимо от номинации, должны иметь элементы сварки и непосредственное отношение к названию конкурса. К примеру: любое самодельное металлическое изделие с элементами сварки, детская площадка, карусель, качели, ...) железная статуя, трактор и много ещё чего, лишь бы не противоречила правилам конкурса. 7.2. Конкурсная работа должна в обязательном порядке содержать: 7.2.1. Оригинальный заголовок Темы (он же — название работы). 7.2.2. Указание, на какую из 2-х Номинаций заявлена конкурсная работа. 7.2.3. Поэтапный отчет с фотографиями и текстовым описанием процесса изготовления конкурсной работы. В отчете должно присутствовать как минимум 5 фотографии (начало процесса изготовления, его середина и итоговая работа), на которых изображены: 7.2.3.1. Сама конкурсная работа (или процесс ее изготовления). 7.2.3.2. На изделии обязательно должен присутствовать логотип «3М» (можно без кавычек на всех 5-ти фото!),написанный сваркой на самом конкурсном изделии. Запрещено накладывать слово, используя постобработку фотографий в любых графических редакторах. 7.2.4. Одна главная фотография с логотипом «3М», на изделии, которая будет использоваться в качестве иллюстрации к конкурсной работе. 7.2.5. Дополнительные фото, видео и описание работы приветствуются. Так же берётся во внимание использование атрибутов компании "3М" 7.3. К участию в Конкурсе не допускаются изображения и тексты, содержание которых противоречит законодательству РФ, включая, но не ограничиваясь: изображение и текст не должны служить пропагандой употребления (распространения) алкогольных напитков, табачных изделий, а также порочить честь и достоинство граждан, побуждать к совершению противоправных действий, жестокости или насилию, оскорблять религиозные чувства граждан; изображения и текст эротического содержания, а также изображения и текст, направленные на рекламу товаров и услуг. 8. Размер, форма и количество призов 8.1. Техническое направление: 8.1.1. Приз за 1-е место: Сварочный щиток с АЗФ Speedglas® 9100 XXI 8.1.2. Приз за 2-е место: Сварочный щиток с АЗФ Speedglas® 9002NC 8.1.3 Приз за 3-е место Перчатки Argo 8.512 (Арго), для сварочных работ. 8.2. Художественное направление: 8.2.1. Приз за 1-е место: Сварочный щиток с АЗФ Speedglas® 9100 XXI 8.2.2. Приз за 2-е место: Сварочный щиток с АЗФ Speedglas® 9002NC 8.2.3. Приз за 3-е место Перчатки Argo 8.512 (Арго), для сварочных работ. 8.3. Дополнительно один поощрительный приз от спонсора: Сварочный щиток с АЗФ Speedglas® 9002NC 9. Порядок определения Победителей и обладателей Наград 9.1. Победителей Конкурса определяет жюри, которое состоит из администрации форума и спонсора конкурса. 9.2. Выбор делается на основании субъективного мнения жюри. 9.3. При выборе победителей жюри учитывает: полноту и качество описания представленной работы; ее идею, практическую и художественную ценность; полученную реакцию пользователей форума Вебсварка, выраженную в оставленных сообщениях к конкурсной работе, а также в значении числа репутации первого сообщения конкурсной работы. 9.4. По каждому из 2-х направлений конкурса проводится отдельное голосование. 10. Особые условия 10.1. Принимая участие в Конкурсе, Участник подтверждает, что ознакомлен с настоящими Правилами и дает свое согласие на участие в Конкурсе в соответствии с настоящими Правилами, а также с тем, что представленная им Конкурсная работа может быть использована Организатором, в том числе, в рекламных целях. 10.2. При обнаружении Организатором фактов мошенничества (использование чужих работ, махинации и пр.), Организатор оставляет за собой право не допустить Участника до Конкурса или итогового голосования, а также пересмотреть результаты голосования, если в их процессе будут выявлены факты мошеннических действий. 10.3. Администрация имеет право изменять Правила Конкурса с уведомлением об этом на Сайте Конкурса. 10.4. При возникновении сомнения в авторстве Конкурсной работы, Организатор оставляет за собой право запросить у Участника Конкурса дополнительную информацию, которая бы однозначно подтверждала авторство предоставленной Конкурсной работы. 11. Приглашаем к сотрудничеству информационных партнеров. По всем вопросам пишите на [email protected]



- 40 ответов
-
- 10
-
-
 Кит конечно не рыба.Но всё же. Что то смотрю народ не очень активно решил в конкурсе участвовать. А вот у меня как обычно времени свободного вагон. Да и человек забравший предыдущую рыбу захотел продолжение рыбной темы. А тут как раз и конкурс. Работа будет выставляться в художественной номинации. К сроку думаю успею. И того что нужно доделать осталось вклеить глаза и по фотографировать красиво.Вот что собственно что пока получается.Правда после нанесения фактуры на нижнюю часть её повело немного. Пришлось стягивать шпильками.Но всё вроде получилось. Потом переходим к изготовлению двигателей.Основная надпись ЗМ будет на моторе. Хвост сделал из четырёх кусков(для уменьшения расхода металла). Основание под рыбу сделал размером 60 на 30. Декорирую основание камушками. Так уже делал ранее. На приклеивании камушков истратил упаковку стержней для термо пистолета(10шт). После окончательной сборки всех деталей перехожу к электрической часть.Задумка была сразу. В хребет и голову приклеить ленту светодиодную.Которая будет подсвечивать мотор и камни на подставке.Ну вот собственно пока всё. Осталось глаза доклеить на клей эпоксидный двухкомпонентный. Мой который есть от старости вроде умер. Ну и окончательно сфотографировать.
Кит конечно не рыба.Но всё же. Что то смотрю народ не очень активно решил в конкурсе участвовать. А вот у меня как обычно времени свободного вагон. Да и человек забравший предыдущую рыбу захотел продолжение рыбной темы. А тут как раз и конкурс. Работа будет выставляться в художественной номинации. К сроку думаю успею. И того что нужно доделать осталось вклеить глаза и по фотографировать красиво.Вот что собственно что пока получается.Правда после нанесения фактуры на нижнюю часть её повело немного. Пришлось стягивать шпильками.Но всё вроде получилось. Потом переходим к изготовлению двигателей.Основная надпись ЗМ будет на моторе. Хвост сделал из четырёх кусков(для уменьшения расхода металла). Основание под рыбу сделал размером 60 на 30. Декорирую основание камушками. Так уже делал ранее. На приклеивании камушков истратил упаковку стержней для термо пистолета(10шт). После окончательной сборки всех деталей перехожу к электрической часть.Задумка была сразу. В хребет и голову приклеить ленту светодиодную.Которая будет подсвечивать мотор и камни на подставке.Ну вот собственно пока всё. Осталось глаза доклеить на клей эпоксидный двухкомпонентный. Мой который есть от старости вроде умер. Ну и окончательно сфотографировать.




















- 11 ответов
-
- 24
-
-
ГОСТ 3242-79 Соединения сварные. Методы контроля качестваhttp://docs.cntd.ru/document/1200003545 Контроль сварных соединений течеисканием Основным эксплуатационным требованием к конструкциям замкнутого типа (сосудам, трубопроводам) является герметичность (непроницаемость) их стенок и сварных соединений. Герметичность — это способность конструкции ограничивать проникновение жидкости или газа сквозь ее элементы и через их соединения. Степень герметичности измеряется утечкой жидкости или газа в единицу времени. Испытание конструкций на герметичность, или контроль течеисканием, выполняют с использованием пробных веществ (жидкостей или газов), которые легко проходят через сквозные дефекты и хорошо различаются визуально или с помощью приборов — течеискателей и других средств регистрации. Контроль течеисканием позволяет обнаруживать в сварных соединениях и основном металле сварных узлов и конструкций следующие виды сквозных дефектов: трещины, непровары, поры, свищи, прожоги и др. Размеры сквозных дефектов ввиду невозможности измерения их линейных размеров условно оцениваются потоком пробного вещества, протекающего через дефект в единицу времени. Согласно ГОСТ 18353 — 79 различают капиллярные, компрессионные и вакуумный методы контроля течеисканием. Все эти методы в зависимости от вида и способа индикации, используемого пробного вещества, применяемой аппаратуры и технологических особенностей имеют свои разновидности. Выбор метода течеискания определяется степенью необходимой герметичности испытуемых объектов, направлением и значением нагрузки на оболочку и допустимыми к применению пробными веществами. Желательно, чтобы направление и значение нагрузки при испытаниях герметичности совпадали с аналогичными характеристиками рабочей нагрузки объектов контроля. Капиллярные методы. Эти методы контроля сварных соединений основаны на явлении капиллярного проникновения жидкости, обладающей высокой смачивающей способностью, в сквозные дефекты. Для проверки на одну поверхность сварного соединения, предварительно очищенную от загрязнений, обильно наносят проникающую жидкость, например керосин, а на противоположную — адсорбирующее покрытие в виде меловой обмазки, состоящей из 350 … 480 г молотого мела (или каолина) и 1 л воды. После определенной выдержки контролируемое соединение осматривают, выявляя сквозные дефекты по желтым пятнам керосина, появившимся на меловой обмазке. Зачастую для лучшего выявления пятен керосина в обмазку добавляют красители яркокрасного цвета или люминофоры. Метод керосиновой пробы позволяет эффектно обнаружить сквозные дефекты с диаметром более 0,1 мм. Иногда для повышения чувствительности и производительности данного метода контроля поверхность испытуемого объекта после смачивания сварного соединения керосином обдувают сжатым воздухом под давлением 0,3 … 0,4 МПа, ускоряя проникновение керосина в полости дефектов. Метод керосиновой пробы применяется для контроля сварных соединений наливных емкостей, нефтяных резервуаров, цистерн и других конструкций, доступ к которым возможен с обеих сторон. Другие капиллярные методы течеискания основаны на использовании пенетрантов — красок (цветной метод) или люминофоров (люминесцентный метод). Компрессионные методы. Данные методы контроля основаны на создании в испытуемом объекте (замкнутой системе) избыточного давления пробного вещества (жидкости или газа) и регистрации на лицевой поверхности сварного шва участков течи. В зависимости от типа пробного вещества различают жидкостные (гидравлические) и газовые методы течеискания. Жидкостные методы течеискания применяют для проверки различных замкнутых систем (например, паровых котлов, нефтехимической аппаратуры и др.), работающих под давлением. Контролируемый объект заполняют рабочей жидкостью или водой, герметизируют, с помощью гидравлического насоса создают в нем избыточное давление и некоторое время выдерживают под этим давлением. Затем производят визуальный осмотр наружной поверхности объекта. Признаком наличия дефекта служит появление капель жидкости на поверхности или ее отпотевание. Жидкостные методы контроля позволяют выявлять течи диаметром около 1 мкм. Гидравлическим испытаниям должен предшествовать радиационный или ультразвуковой контроль, если он предусмотрен техническими условиями. К жидкостным относится люминесцентно-гидравлический метод контроля, при проведении которого в состав пробного вещества добавляют люминофор, а лицевую поверхность сварного соединения осматривают при воздействии на нее ультрафиолетовым излучением. Иногда при использовании жидкостных методов контроля для лучшей выявляемости дефектов на лицевую поверхность соединения наносят индикаторное покрытие, в состав которого входит люминофор, например динатриевая соль флуоресцеина, люминесцирующая при попадании на нее воды, и сорбент (крахмал), удерживающий воду в течение длительного времени. Местоположение сквозного дефекта определяется по зеленому свечению участка индикаторного покрытия при воздействии на него ультрафиолетовым излучением. При проведении гидравлических испытаний важно правильно выбрать давление, создаваемое в сварной конструкции. Обычно испытания на герметичность совмещают с гидравлическими испытаниями конструкции на прочность и производят их при давлении, в 1,1 — 1,5 раза превышающем рабочее. При контроле сварных соединений в условиях серийного производства, например спиральнои продольно-шовных труб для газонефтепроводов, применяются специальные испытательные стенды. Гидравлический метод иногда используется и для испытания открытых сосудов, например отстойников. В этих случаях их заполняют жидкостью, а затем остукивают и осматривают лицевые поверхности сварных швов. Газовые методы течеискания обладают большей чувствительностью, чем жидкостные, поскольку газообразные пробные вещества значительно легче проходят через мелкие сквозные дефекты. Газовые методы контроля применяются исключительно для испытания замкнутых сосудов. Самый простой из газовых методов контроля — пузырьковый (рис. 41) — заключается в погружении сварной конструкции в емкость с водой, в которой с помощью воздуха создано избыточное давление. Участки течи выявляют по выделяющимся пузырькам воздуха. Если размеры сварной конструкции не позволяют поместить ее в емкость, то лицевую поверхность сварного шва покрывают пенообразующим веществом (мыльным раствором) и участки течи фиксируют по мыльным пузырькам. Основой пенного индикатора служат поверхностно-активные вещества («Лотос», «Ладога» и др.) и также влагоудерживающий компонент — глицерин (до 90 %) с хромпиком (0,01 %). Пузырьковый метод контроля позволяет выявлять мелкие течи диаметром до 1 мкм. Химические компрессионные методы контроля герметичности основаны на применении для индикации течей химических реакций пробного вещества с индикаторным слоем, нанесенным на лицевую поверхность проверяемого шва. Рис. 41. Схема пузырькового метода контроля течеисканием: 1 — редукционный клапан; 2 — манометр; 3 — нагнетательный клапан; 4 — предохранительный клапан; 5 — бак; 6 — жидкость; 7 — контролируемый объект; 8 — вентиль сброса давления К компрессионным относится метод контроля герметичности с помощью воздушно-аммиачной смеси, заключающийся в том, что лицевую поверхность шва испытуемого объекта покрывают бумажной лентой, смоченной 5%-ным раствором нитрата ртути или раствором фенолфталеина, а в испытуемый объект подают смесь воздуха с 1 … 10 % аммиака. Бумажную ленту выдерживают в этом положении в течение 1 … 15 мин. Аммиак, проникая через сквозные дефекты, оставляет на бумаге в местах течи черные или фиолетовые пятна. Для покрытия лицевой поверхности шва вместо бумажной ленты можно использовать индикаторную массу следующего состава, выраженного в массовых долях: дистиллят — 40; агар-агар — 1; фенолфталеин — 0,15; безводная сода — 0,01. В этом случае участки течи фиксируются как бесцветные пятна на малиновом фоне массы. Весьма технологичен газолюминесцентный метод контроля герметичности, заключающийся в следующем. Емкость заполняют обессоленной водой, насыщенной пробным газом (например, СО2 и аммиаком). На лицевую поверхность проверяемого объекта наносят индикаторную адсорбирующую обмазку, содержащую химические компоненты, которые при контакте с пробным газом образуют новый индикатор, флуоресцирующий при воздействии ультрафиолетового излучения. Наиболее простым из компрессионных методов контроля является манометрический, который заключается в регистрации изменения давления внутри сосуда, происходящего в случае его негерметичности, с помощью манометров в течение определенного промежутка времени. Данный метод обеспечивает приблизительную оценку герметичности, но зато может применяться для периодической проверки конструкций, работающих под давлением, без каких-либо дополнительных операций. На практике возможны течи различных сварных конструкций, которые значительно меньше выявляемых указанными ранее методами. Их обнаруживают галогенным методом течеискания. В качестве пробного газа в этом случае используют фреон-12 (химическое соединение на основе фтора), обладающий высокой проникающей способностью. Индикатором здесь служит электронный прибор с платиновым диодом в качестве чувствительного элемента, анод и коллектор которого, разделенные воздушным или вакуумным промежутком, нагреваются до 800 … 900 °С. При попадании в этот промежуток молекул фреона электрический ток, протекающий через диод, резко возрастает, что фиксируется электронным стрелочным прибором. Промышленность выпускает переносные галогенные течеискатели моделей ГТИ-6 и БГТИ-5, имеющие некоторые конструктивные различия. Существует и более чувствительный способ индикации фреона — по продуктам его распада в атмосферных условиях. В комплекте с течеискателем БГТИ-5 поставляется измерительный блок со стрелочным прибором и звуковым индикатором — телефоном. Помимо основного атмосферного датчика в нем имеются вакуумный датчик, выносной обдуватель с регулируемым потоком и регистрирующий блок. Течеискатель БГТИ-5 с автономным питанием от аккумуляторной батареи удобен при испытании сварных конструкций большой протяженности в монтажных и полевых условиях. На практике при галогенном методе контроля герметичности (рис. 42) обычно используется щуп течеискателя. В контролируемом объекте создают небольшое избыточное давление фреона-12, и щупом течеискателя производят обследование его наружной поверхности вдоль всего шва. Скорость перемещения щупа составляет 10 … 25 мм/с. При гелиевом течеискании пробным веществом служит гелий — газ, обладающий малой молекулярной массой и хорошей способностью проникать через мельчайшие каналы. Индикация газа производится масс-спектрометром. Гелий, прошедший через сквозные каналы в испытуемом объекте, попадает в камеру массспектрометра, в которой создан высокий вакуум. Камера массспектрометра, находящаяся в магнитном поле, имеет катод, ионизатор, диафрагму и коллектор, помещенные в латунный корпус. Рис. 42. Схема галогенного метода контроля герметичности с применением щупа и заполнением контролируемого объекта чистым фреоном: 1 — баллон с фреоном; 2 … 5 — вентили; 6 — контролируемый объект; 7 — щуп галогенного течеискателя с атмосферным датчиком; 8 — механический вакуумный насос; 9 — компрессор; 10 — конденсатор Молекулы газа, поступающие в масс-спектрометр, под воздействием потока электронов, эмитируемых раскаленным катодом, ионизируются и превращаются в положительные ионы с зарядом, равным заряду электрона. Ионы, ускоряемые электрическим полем при напряжении 300 … 400 В, под воздействием магнитного поля приобретают круговые траектории движения, но в зависимости от массы с разными радиусами. Диафрагмы, расположенные на пути движения ионов, выделяют только ионы гелия, которые попадают на коллектор. При этом происходит усиление ионного тока, что фиксируется миллиамперметром и звуковым индикатором (сиреной). Масс-спектрометр позволяет регистрировать ничтожно малое число атомов гелия, прошедших через каналы контролируемого объекта. Выпускается несколько типов масс-спектрометрических гелиевых течеискателей, основными элементами которых являются вакуумная система, масс-спектрометр и электронный блок. Наиболее широко применяются течеискатели передвижного типа ПТИ-7А. Их вакуумная система состоит из механического (ВН-461М) и паромасляного (НВО-40М) насосов, ловушки, охлаждаемой жидким азотом, и вентилей. Ловушка препятствует прохождению паров масла из насоса в камеру масс-спектрометра. В настоящее время все более широкое распространение получают передвижные гелиевые течеискатели ПТИ-10, чувствительность которых на порядок выше. Они снабжены электронным автоматическим потенциометром и калиброванными гелиевыми течами (образцами), служащими для настройки. Весьма перспективны инфракрасные газовые течеискатели, в которых реализован метод индикации газов, основанный на избирательном поглощении инфракрасного излучения анализируемого компонента. Наличие специфических особенностей инфракрасных спектров поглощения разных газов и использование селективных приемников обеспечивает высокие чувствительность и избирательность данного метода. Он также весьма универсален, так как позволяет определять концентрации паров многих веществ и газов. Выполнение измерений этим методом возможно в широких диапазонах концентраций паров с помощью сравнительно простых малогабаритных приборов (ИГТ-1 и -2), быстродействие которых составляет несколько секунд. Катарометрический (газоаналитический) течеискатель ТП-7102 фиксирует утечку в атмосферу пробных газов (водорода, гелия) по изменению теплопроводности индикаторной среды. Работает он на основе схемы моста Уитстона, в два плеча которого включены два чувствительных элемента, расположенных в датчике течеискателя. Один из них выявляет утечку, а второй — служит элементом сравнения и окружается газовой средой неизменного состава. При высоких избыточных давлениях в контролируемом объекте и истечении газов через дефекты возникают ультразвуковые колебания, регистрируемые соответствующими приборами. Ультразвуковые течеискатели имеют относительно невысокую чувствительность, однако они используются для выявления участков течи в магистральных газопроводах. Вакуумный метод. Данный метод течеискания основан на регистрации падения вакуума в замкнутом объеме контролируемого объекта или на индикации молекул пробного газа, появившихся в этом объеме. На чувствительность вакуумного метода существенно влияет степень очистки полости объекта от загрязнений, масел и т. п. Следовательно, поверхность объекта перед контролем необходимо многократно промыть растворителями и протереть, а в отдельных случаях отшлифовать до блеска. В зависимости от конструкции и конфигурации сварного узла применяют несколько схем контроля герметичности вакуумным методом. Наибольшее распространение получили две схемы контроля: с использованием гелиевой камеры и с использованием вакуумных присосок. В первой схеме испытуемый объект помещают в заполненную гелием камеру, вакуумируют до необходимого остаточного давления и фиксируют прибором появление ионов гелия внутри объекта при негерметичности последнего. Во второй схеме на наружную поверхность сварного соединения объекта, заполненного гелием под некоторым избыточным давлением, накладывают вакуумную камеру, в которой создают разрежение (рис. 43). Появление в камере ионов гелия, сопровождающееся образованием вздутий в пленке пенообразующего вещества, свидетельствует о наличии течи. Важное значение имеет выявление зарождающихся микротрещин с крайне малой шириной. Такие микродефекты можно обнаружить с помощью газосорбционного метода. В этом случае сварное соединение помещают в вакуумную камеру для того, чтобы освободить полости поверхностных дефектов от молекул воздуха. Затем в камеру вводят радиоактивный газ 85Кr, являющийся источником -излучения, молекулы которого адсорбируются поверхностными дефектами. Далее сварное соединение извлекают из камеры и на его поверхность накладывают детектор излучения (например, высокочувствительную рентгеновскую или фотографическую пленку). Рис. 43. Схема контроля герметичности с помощью вакуумной камеры: 1 — вакуумметр; 2 — трехходовой кран (в двух положениях); 3 — иллюминатор из оргстекла; 4 — металлическая рамка; 5 — уплотнитель (присоска) из губчатой резины; 6 — контролируемое сварное соединение; 7 — пленка пенообразующего вещества На участках скопления радиоактивного газа, содержащих дефекты, пленка засвечивается, и после ее фотообработки на снимке получается изображение поверхностных дефектов. В перспективе возможно использование этого метода для контроля протяженных сварных соединений крупногабаритных конструкций с применением локальных вакуумных камер. Перспективы совершенствования методов течеискания. Выбор схемы контроля с помощью течеискателя зависит от класса герметичности сварной конструкции, устанавливаемого ее разработчиком. Например, в атомной энергетике в соответствии с условиями эксплуатации и возможностями ремонта все оборудование подразделяют на пять классов герметичности (табл. 8). Каждому из этих классов соответствуют определенные методы испытаний в зависимости от их чувствительности. К классу I относятся ответственные конструкции, надежность которых должна быть очень высокой в силу специфических особенностей их эксплуатации. Течеискание является весьма трудоемкой и длительной операцией, требующей высокой производственной культуры, поэтому в настоящее время стремятся автоматизировать весь цикл таких испытаний. В некоторых отраслях промышленности уже созданы и применяются автоматизированные стенды, обеспечивающие высокую производительность и достоверность контроля. Наиболее простую конструкцию имеют манометрические установки. Их применение облегчается при наличии в заводских условиях магистрали сжатого воздуха и возможности использования недефицитной стандартной пневмоаппаратуры управления. Эти установки получили наиболее широкое распространение в пищевой промышленности, автомобилеи машиностроении. Таблица 8. Классы герметичности изделий в зависимости от диапазонов выявляемых натеканий и методов их выявления Класс герметичности Диапазон выявляемых натеканий воздуха Метод течеискания Пробное вещество Проявление дефекта см3/год м3· Па/с I 0,02 … 0,20 3,75 · 10-3… 3,75 · 10-2 Газовый гелиевый Гелий Сигнал массспектрометра II 0,2 … 0,4 3,75 · 10-2… 7,50 · 10-2 То же » То же III 0,4 … 0,8 0,075 … 0,150 Люминесцентногидравлический Вода, пенетрант Течь, свечение IV 0,8 … 850 0,15 … 160 Галогенный, цветной и люминесцентный капиллярный Фреоновоздушная смесь, пенетрант Сигнал прибора, пятна, свечение V Более 850 Более 160 Керосиновая проба, пузырьковый, опрессовка воздухом Керосин, воздух, азот Пятна на меловом фоне, пузырьки https://extxe.com/1561/kontrol-svarnyh-soedinenij-techeiskaniem/
-
добрый вечер.транс фотон 160 полуавтомат.есть инфа про него.
-
Сегодня тоже получил 175-го. Если аппарат ПРО, то механизм протяга должен быть хотя бы двух роликовый. Двухроликовый это такой При осмотре не порадовало вращение опоры крепление катушки под проволоку(нет плавности вращения). Устранил подчистив заусенцы литья и немного смазав силиконовой смазкой. Также не порадовало отсутствие ролика под 0.6 мм проволоку и минимальный сварочный ток на МИГ/МАГ с 50 А . Непонятно, как привязать 50 А к 0.6-й проволоке , когда на ней ток нужен от 20 А. Также удивило отсутствие инструкции пользователя на русском языке на данный аппарат. Кому лень читать всю тему: Отчёт по тестированию данного аппарата Аврора Спидвей 175


-
Андрей , да нет не какой ненависти и т.д. и даже для твоей пользы . Да может аппаратики и хороши в смысле импульса и настроек но меня "бесит" подавалка и она не о чем для люминия и особо 4043 да 5356 1мм проволочка и что бы мне не говорили коллеги будут мучаться со сваркой сими проволоками а они самые ходовые в диаметре 1мм , да и тебя же будут вспоминать не хорошими словами , поверь и это будет так, а по большому счету надо не тебя а китайцев будет вспоминать не хорошими, но будут тебя и так устроен свет ты замыкающие звено . Это как с Гроверс , китайцы нахандрили в ПА ,,,, а все шишки Алексею (Техсвар) -------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- Что нужно для хорошей протяжки алюминиевой проволоки , правильно стабильная подача и вот тут то и возникает проблема 2х роликов - сделаешь хороший прижим для стабильной подачи ну и поймаешь "петлю" может не сразу но поймаешь ,,,,, сделаешь прижим таким чтобы происходил при утыкание и подклинивании проволоки таким чтобы ролик буксовал и да такое возможно но подачи стабильной не будет и ролик будет с буксом работать наточит опилок и т.д. 4ролика позволяют ослабить натяг так что бы при "клине" не образовывалась петля и будет букс(как нить кино сниму) и в то же время с таким натягом они подают стабильно проволоку и так должно и быть их 4 и все активные . Вот даже у Picomig 180 puls 4ролика верхние ролики пассивные то есть только для прижима , так немцы под Ал рекомендуют докупить КИТ под АЛ то есть ролики + шестереночки и верхние уже становятся активными ну и учесть дотошность немцев и думаю не зря рекомендуют . Ну и вот Lincoln они тоже знают толк в сварке алюминия и почитайте чо пишут и думаю тоже не случайно . https://www.lincolnelectric.com/ru-ru/support/process-and-theory/Pages/aluminum-feeding-detail.aspx
-
Компания «ПТК» рада предложить своим покупателям горелки для полуавтоматов производства завода «KINGSTRONIC». Какие горелки доступны уже сейчас? Горелки с воздушным охлаждением представлены сериями: MP 15, MP 24, MP 25, MP 36, MP 450. Доступны горелки: 3 метра, 4 метра и 5 метров. Горелки с водяным охлаждением представлены в серии MP 500. Доступны горелки: 3 метра, 4 метра, 5 метров. Какая самая популярная горелка? 70% всех сварочных задач можно решить горелкой ПТК MIG MP 15. Эту серию горелок часто называют «бытовой», но это не совсем верное определение. Как правило, эта горелка устанавливается на полуавтоматы до 200 Ампер. Рекомендованный сварочный ток не должен превышать 160 Ампер в CO₂ и 130 Ампер в смеси газов. Максимальный диаметр сварочной проволоки не должен быть более 1,0 мм. Обычно эту горелку используют под проволоку 0,6—0,8 мм. Водяное или воздушное охлаждение? Горелки с воздушным охлаждением силового кабеля рассчитаны на продолжительность включения 60%, а горелки с водяным охлаждением имеют ПВ* 100%. Если вы планируете сваривать много и долго, делать наплавку, то мы рекомендуем вам взять горелку с водяным охлаждением, или использовать горелку с воздушным охлаждением, но не на максимальном токе. Не стоит забывать, что во время сварочного процесса нагревается не только силовой кабель, но и рукоятка горелки. Помните, что сварка в смеси (CO₂ и Аргон) всегда нагревает горелку больше, чем просто сварка в CO₂. ПВ* — Продолжительность включения в 10 минутном цикле на максимальном токе. Пример: Горелка MP 15 может без остановки сваривать металлы на максимальном токе 160 Ампер в течение 6 минут, где 4 минуты из 10 минутного цикла потребуется на охлаждение силового кабеля. Чем меньше ток на горелке, тем дольше она сможет работать без перерыва. Максимальный и минимальный ток? Для полуавтоматических горелок отсутствует понятие минимальный ток. Все регулируется вашим аппаратом, как правило это 10 или 20 Ампер. А вот максимальный ток четко указан в технических характеристиках к каждой горелке, и мы настоятельно рекомендуем не игнорировать этот важный параметр. Максимальный ток для горелки с воздушным охлаждением (MP 450) – составляет 400 Ампер в смеси газов и 500 Ампер в CO₂. Горелка с водяным охлаждением (MP 500) – может сваривать металлы в смеси газов на максимальном токе 450 Ампер и в CO₂ на токе 500 Ампер. Вес горелки и как это влияет на сварщика Горелки можно условно разделить на два типа: для легкого производства и для тяжёлой промышленности. Стандартный классификатор относит горелки до 240 Ампер к легкой промышленности, а горелки от 240 Ампер к тяжелой промышленности. На нашем сайте вес горелки указан полностью, вместе с рукояткой, кабелем и евро адаптером. Чем больше максимальный сварочный ток у горелки, тем толще сечение медного кабеля, а значит и вес. Для примера сравним две горелки, самую популярную MP 15 (3 метра) и самую промышленную (с воздушным охлаждением) MP 450 (3 метра) – вес первой – 1,6 кг, а второй 3,7 кг. Более чем в два раза. Чем тяжелей горелка, тем сложней ей управлять. Особенно, если кабель горелки в натяжении, а не лежит на поверхности. Сварка алюминия полуавтоматом Любую из представленных горелок можно использовать при сварке алюминия. Для корректной работы мы рекомендуем вам заменить направляющий канал для стали на тефлоновый канал. Тефлоновый канал имеет лучшее скольжение, более твердый, что не позволяет алюминиевой проволоки внутри шлейфа скручиваться и заламываться. Кроме того, при выборе токопроводящего наконечника для сварки алюминия мы рекомендуем соблюдать простое правило: выбирать диаметр наконечника чуть больше, чем диаметр алюминиевой проволоки. Это связано с тем, что при выходе из наконечника алюминий сильно расширяется и если диаметры будут совпадать, то сварочная проволока может залипать в наконечнике.
-
Долго смотрел на других, но пора и свою мастерскую показать! Но так как съехал со старого места, показывать увы нечего. На данный момент затеял строительство собственной мастерской! Через знакомых, в прошлом году по осени, купили участок в 20 соток. Сейчас ведется стройка. Расчищена территория, размечен и возведен фундамент.....



- 201 ответ
-
- 12
-
-
- сварка дисков
- сварочное оборудование
- (и ещё 3 )
-
Мотор-редуктор и прижимной механизм
Миротворец опубликовал тема в Полуавтоматическая сварка — MIG/MAG
С двумя роликами подающее усилие в два раза сильнее и проволока подаётся стабильнее и на стальной проволоке нет проблем с подачей, что не скажешь про однороликовый. Четырёх роликовые используют на алюминии, чтобы ослабить прижимное усилие на проволоку и избежать деформации. Однороликовый, для меня, это всё "ширпотреб" и не имеет ничего общего с "профи"- 149 ответов
-
- 1
-
-
- полуавтомат
- MIG
- (и ещё 1 )
-
Долго искал подмогу своему Форсажику 200ПА. В нем лично мне не хватает 4 роликового протяга и всяческих наворотов типа пульса. Ну и хотелось трехфазника. Итак, набрел на авито на этот аппарат. Бесценную помощь в покупке оказал Валерий Selco, за что ему отдельное спасибо. Итак, начну с внешнего вида Внешне аппарат уныл три маааленьких дисплейчика и куча крутилок. Вернее, три крутилки и четыре переключателя режимов. Разобраться непросто, вдобавок толковой инструкции к нему нет. Вообще. На задней панели разьем для управления водянки, разьем для подключения компьютера и силовые разьемы кабеля массы и держака в режиме ММА. Внутренности Внутри наверчено электроники ну прямо дофига. Причем, вся она разделена на верхний этаж, который полностью изолирован от силовой части, нижнего этажа с силовой частью, ребра которой выходят в отдельный изолированный канал охлаждения. Все выклядит очень кондово, кругом медь или алюминий. Силовой кабель на клеммы минимум 50 квадратов меди Охлаждение Охлаждение сделано интересно. Настоящий туннель коробчатой формы между отделением с катушкой и силовой частью. В него выведены все ребра охлаждения. Туннель с помощью здоровенного вентиля засасывает воздух сзади аппарата и выбрасывает из морды. Недостаток- нет фильтра на входе, как у того же фрониуса, и так как как аппарат б/у, на электронике пыль есть. Причем металлизированная. А нормально продуть и пропылесосить аппарат проблема- монтаж очень плотный. Протяжка. Протяг 4x4, все ролики приводятся во вращение шестеренками от движка. Сам двигатель здоровенный Все ролики на подшипниках. Верхние ролики плоские, нижние с Vканавками под проволоку 1,0 и 1,2. Нужно будет искать под 0,8 и U образные под алюминий. Входная, средняя и выходная трубки в механизме сьемные. Зачем, не знаю. Верхняя прижимная часть пластиковая с латунными вставками. Нижняя металлическая















-
Российский представитель итальянского производителя сварочной проволоки компании ITALFIL(https://www.italfil.com/ru/), предлагает произвести независимое тестирование среди авторитетных и не предвзятых участников форума(2-3 участника). Компания предоставит бесплатно сварочные материалы для тестирования, с доставкой до адреса участника тестирования, ну а участники дают своё развёрнутое заключение в независимости от полученного результата. Каждому участнику будет предоставлено: 1. проволока EVO 2 диам. 1.2 мм(кат 18 кг) - аналог ESAB OK 12.50 2. проволока IT-SG2 диам. 1.2 мм(кат 18 кг) - аналог ESAB OK 12.51 3. проволока IT-SGCrMo1 диам. 1.2 мм(кат 18 кг) - аналог ESAB OK 13.12, СВ-08ХМ 4. проволока наплавочная IT-600 диам. 1.2 мм(кат. 15 кг) Возможно любители варить только TIGом, будут тоже включены в тестирование с предоставлением им прутков тех же марок, по 5 кг каждой марки прутка. У кого оборудование и опыт позволяет провести такие тесты, подавайте свои заявки сюда.
-
День добрый ! Товарищи, а как вы относитесь к более расширенному опросу ? Собственно из-за чего возник вопрос, у меня просто сессия и мне надо для сдачи экзамена по маркетингу сделать опрос, опрашивать про виды чая или чего другого не хочется , вот я и хочу про выбор сварочного оборудования. Ну а вторая причина связана с названием темы. Когда встал для меня вопрос о покупке инвертора, я довольно долго не мог определиться, и как и автор темы пробовал посмотреть рейтинг сварочников... , вот и хотелось бы и рыбку съесть.... Начало темы: Рейтинг производителей сварочных аппаратов
-

Сварка новым полуавтоматом CLOOS алюминиевой проволокой 4043
Nail02 опубликовал тема в Инструментарий
Всем привет, уважаемые коллеги. Прошел сезон и сейчас немного появилось время разобраться с новым сварочным аппаратом. Приобрел его уже как пол года, варил пока только сплошной проволокой. Времени совсем не было разобраться и попробовать его способности с алюминием. Но хочется попробовать варить алюминий в аргоне проволокой 4043. Аргонка сейчас по весне снова появилась. Подскажите кто знает по данному аппарату. И все ли правильно взял для сварки алюминием. Вижу многие используют 5356, которая с магнием, но так понимаю что 4043 мягче и с нею сложнее варить ? Просто в основном литье автомобильное все идет с кремнием потому взял и проволоку аналогичную. Сопло для 1.2 проволоки нужно больше на размер где то читал. Это верно? Хоть аппарат и немец как говорит интернет, но произведен в китае потому инструкция вся на китайском. Конкретно инструкцию на русском ни где не найти, к сожалению.


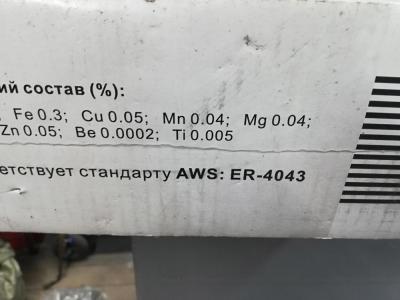

-
Совсем недавно удалось мне купить TRITON ALUMIG 250P Dpulse Synergic. После долгих противоречивых «за» и «против» все-таки альтернативы не нашел - по цене вышел дешевле аналогов на 15-20%. На сэкономленные деньги купил проволоку для сварки алюминия и нержавейки. Покупался в свой сервис-мастерскую – варю все - от кузовщины до спец. заказов с предприятий (корпуса, переходники итд). Сталь листовая (наверное 1,0-1,5 мм на корпусе) достаточно прочная, если что-то упадет, то ничего не повредит внутри. Решетки на корпусе вниз направлены, пыль не попадает при сварке. Собран добротно, ничего не дребезжит, даже когда по неровному полу катишь. Кстати колеса тоже хорошего качества, передние поворачивают, маневренность хорошая, при перевозке переусердствовать не приходится. Размер средний для такого полуавтомата. Баллон сзади на площадке помещается без проблем, думаю даже 40-ка литровый встанет. Панель настройки как у «самолета», но все понятно, особенно порадовала циклограмма, сразу понятно, что настраиваешь и какая функция за это отвечает. Читаются все настройки нормально, не приходится вглядываться или менять положение головы. Регуляторы удобные, есть два дисплея, на одном ток, на втором напряжение показывает или частоту и т.д.. Настройка много времени не занимает, если просто крутить регулятор то по 1 единице меняется настройка, если нажать и крутить то по 10 делений сразу. Есть память на 10 программ, пока только 4 записал, тоже круто выбрал из памяти и сразу в работу. Синергетический алгоритм настройки. Есть еще «отжиг проволоки», «заварка кратера», индуктивность дуги настроить можно и другие приятные «функции». Режим S4 отличная функция для сварки алюминия. Double Pulse вот главный режим из-за которого и покупался мною этот полуавтомат. Другими словами -улучшенный импульсный режим. Обеспечивает отличную вертикальную и горизонтальную сварку, и еще можно смело варить тонкие заготовки не опасаясь прожига. Шов можно положить как ТИГ аппаратом, ровночешуйчатым Собран на IGBT транзисторах, которые работают через Soft Switch – короче, что-то вроде плавного переключения без скачков резких тока. По току для режима МИГ диапазон настройки 30 - 250 А, и для ММА режима такой же, можно кстати варить любым электродом вплоть до 6-ки. По проволоки от 0,8 до 1,2 мм можно использовать. ПВ 100% при токах до 200 ампер, если на максималке 250 ампер варить, то ПВ 60%, при этом вентилятор отлично охлаждает перегревов не было замечено даже при сварке на максималке. Есть защита от перегрузки и перегрева с индикацией на панели, но мы все же в режиме теста только на 250 ампер поварили пару заготовок. Инвертор умный, при переключении диаметра проволоки, он сам скорость подачи начинает менять, переключил марку металла, он скорость меняет, думаю для новичков или малоопытных сварщиков будет особенно полезным. Упаковка порадовала – фанера по бокам и брусья по углам были, такая деревянная коробка пришла с лейбом «Тритон» (сам не фотографировал, но все так же как и на фото с сайта, где заказывал). Пришел целый, упакован внутри тоже хорошо. Порадовала комплектация – горелка MIG/MAG MB 24KD 3м, тефлоновый канал, кабель массы, кабель с электрододержателем, силовой кабель, инструкция и сам полуавтомат. Докупил только присадку и заправил баллон.




-
 Добрый день, являюсь собственником уникального аппарата Helvi TP230. По функционалу- является полным аналогом Helvi TP220-225, но имеет сразу три податчика проволоки, соответственно комплектуется тремя горелками + TIG горелка + MMA и подключается сразу к двум баллонам с газом - аргоновому и со сварочной смесью, после чего можно поочередно использовать все горелки, аппарат подает нужный газ в зависимости от выбранной горелки и режима сварки. Огромное спасибо официальному дилеру Helvi, если есть вопросы по стоимости и приобретению - все к нему - Олег, ник- xSVARNOYx на чипмейкере, на форуме Вебсварка есть представитель - copich, меня спрашивать по цене и прочему бесполезно- я пользователь. Ссылка на мой обзор данного аппарата, если есть вопросы по нему- пишите. P.S. Хотел было поменять тему, убрать слова "уникальный" и просто добавить поросячего восторга от нового аппарата на хозяйстве - но, факт, он уникальный, и аналогов нет.
Добрый день, являюсь собственником уникального аппарата Helvi TP230. По функционалу- является полным аналогом Helvi TP220-225, но имеет сразу три податчика проволоки, соответственно комплектуется тремя горелками + TIG горелка + MMA и подключается сразу к двум баллонам с газом - аргоновому и со сварочной смесью, после чего можно поочередно использовать все горелки, аппарат подает нужный газ в зависимости от выбранной горелки и режима сварки. Огромное спасибо официальному дилеру Helvi, если есть вопросы по стоимости и приобретению - все к нему - Олег, ник- xSVARNOYx на чипмейкере, на форуме Вебсварка есть представитель - copich, меня спрашивать по цене и прочему бесполезно- я пользователь. Ссылка на мой обзор данного аппарата, если есть вопросы по нему- пишите. P.S. Хотел было поменять тему, убрать слова "уникальный" и просто добавить поросячего восторга от нового аппарата на хозяйстве - но, факт, он уникальный, и аналогов нет. -
Есть полуавтомат. Из серии что на фото. Есть кнопки и крутилка скорости подачи. Можно ли приделать показометр скорости подачи проволоки? Я думаю поставить параллельно моторчику вольтметр. Цифровой или стрелочный не важно. Я думаю что он должен будет показывать скорость подачи проволоки. Не в метрах/минута конечно, просто условные единицы. Но задумка такая, что я буду знать, что вот такой металл я варю на таких то показания, а вот этот на этих... Как думаете сработает? И сразу до кучи. Показатель силы тока кто то приделывал? Амперметр последовательно по идее, но как? То есть он должен пропускать через себя неслабые токи.

-
 Всем добрый день! Какова должна быть чистота смешиваемых газов (аргон и углекислота) для производства сварочной смести 80%Ar+20%CO2? В ГОСТах на технические газы даны градации на сорта:высший, 1 сорт, 2 сорт. Нигде нет четкого определения какой сорт используется для сварочной смеси. Вопрос больше по СО2: можно ли использовать 2 сорт на газосмешивающей станции? Не засорит ли он нам фильтры? Никто не сталкивался с подобной проблемой?
Всем добрый день! Какова должна быть чистота смешиваемых газов (аргон и углекислота) для производства сварочной смести 80%Ar+20%CO2? В ГОСТах на технические газы даны градации на сорта:высший, 1 сорт, 2 сорт. Нигде нет четкого определения какой сорт используется для сварочной смеси. Вопрос больше по СО2: можно ли использовать 2 сорт на газосмешивающей станции? Не засорит ли он нам фильтры? Никто не сталкивался с подобной проблемой? -
Сезон начинается дачники атакуют !!!!







- 146 ответов
-
- 17
-