Поиск сообщества
Показаны результаты для тегов 'технологии'.
Найдено: 104 результата
-
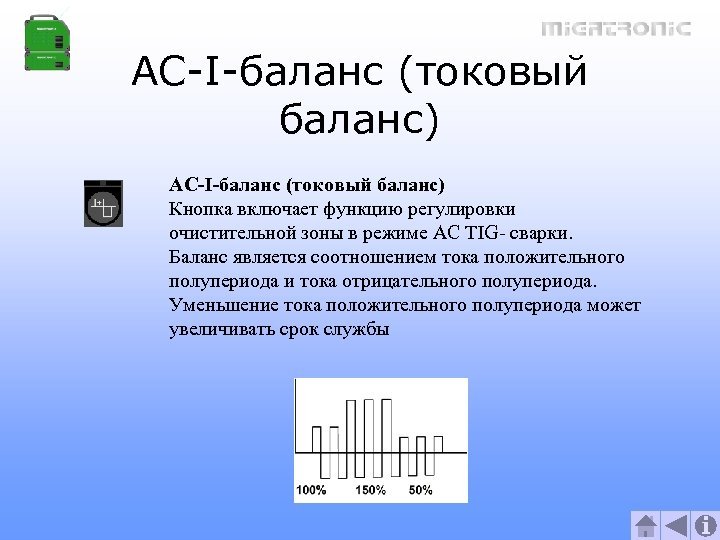
 Настройка такого параметра, как баланс полярности, всегда вызывает массу вопросов, так как многие пользователи часто говорят об одном и том же, но смотрят на это дело с позиций мануалов своих аппаратов.Кои не всегда безгрешны.Поэтому разбираем в этой теме вопросы данной регулировки как можно ближе к академическим( насколько это возможно) взглядам. Начнём с азов.Переменный ток, он же АС,имеет две полуволны–положительную/отрицательную, и частоту, с которой все эти процессы протекают.То есть, переменный ток, частотой 50Гц, имеет 100 полуволн,50 положительных и 50 отрицательных,каждая из которых длится 0,01секунды.Полный период, соответственно,имеет длительность в 0,02секунды, что и даёт нам на выходе искомые 50Гц. Сварка на таком режиме, при котором время действия положительной и отрицательной полуволны равны между собой, не всегда комфортна.Вернее, совсем не комфортна в ряде ситуаций, так как приводит к излишнему нагреву электрода, потере его формы(заточки).Поэтому для большинства задач при сварке на переменном токе желательно иметь приоритет времени действия именно отрицательной полуволны, обеспечивающей больший нагрев и проплавление основного металла. Работу в периоде АС положительной полуволны необходимо держать в пределах, при которых в каждой конкретной сварочной ситуации нагрев электрода и зона катодной очистки будет находится в приемлемых диапазонах. Теперь о регулировке. Как уже было ранее сказано, точка равенства времени действия отрицательной и положительной полуволны может иметь обозначение "0" в алгоритме настройки временного баланса полярности. Регулировка времени действия производится изменением условных единиц(%) относительно нуля в отрицательном и положительном диапазонах.Тут надо смотреть, по какой полуволне производится отображение регулировки.То есть изменение в "+" не всегда приводит к увеличению времени действия положительной полуволны.Иногда ровно наоборот.На сварочных ТИГ-машинах типа "китайский сундук" индикацию того, по какой полуволне идёт регулировка часто выполняла штриховка или залитие цветом положительной или отрицательной полуволны на циклограмме. Также условный НУЛЬ–тоже может отличаться от положения 50/50.Тут надо смотреть внимательно мануал по конкретной модели. Также рассмотрим теперь т.н ТОКОВЫЙ баланс АС.Данная регулировка позволяет увеличить амплитуду положительной полуволны относительно отрицательной, то есть в данном случае можно говорить о сварке переменным асимметричным током( подробнее см."Сварка в самолётостроении", стр.137.).Причём в этом случае увеличение амплитуды положительной полуволны на величину Х приводит к симметричному уменьшению амплитуды отрицательной полуволны.То есть на графике происходит как бы смещение оси координат по вертикали. Также надо заметить,что временной и токовый баланс не заменяют друг друга.В большинстве случаев именно временной баланс может дополняться токовым. Сварка в самолётостроении..djvu
Настройка такого параметра, как баланс полярности, всегда вызывает массу вопросов, так как многие пользователи часто говорят об одном и том же, но смотрят на это дело с позиций мануалов своих аппаратов.Кои не всегда безгрешны.Поэтому разбираем в этой теме вопросы данной регулировки как можно ближе к академическим( насколько это возможно) взглядам. Начнём с азов.Переменный ток, он же АС,имеет две полуволны–положительную/отрицательную, и частоту, с которой все эти процессы протекают.То есть, переменный ток, частотой 50Гц, имеет 100 полуволн,50 положительных и 50 отрицательных,каждая из которых длится 0,01секунды.Полный период, соответственно,имеет длительность в 0,02секунды, что и даёт нам на выходе искомые 50Гц. Сварка на таком режиме, при котором время действия положительной и отрицательной полуволны равны между собой, не всегда комфортна.Вернее, совсем не комфортна в ряде ситуаций, так как приводит к излишнему нагреву электрода, потере его формы(заточки).Поэтому для большинства задач при сварке на переменном токе желательно иметь приоритет времени действия именно отрицательной полуволны, обеспечивающей больший нагрев и проплавление основного металла. Работу в периоде АС положительной полуволны необходимо держать в пределах, при которых в каждой конкретной сварочной ситуации нагрев электрода и зона катодной очистки будет находится в приемлемых диапазонах. Теперь о регулировке. Как уже было ранее сказано, точка равенства времени действия отрицательной и положительной полуволны может иметь обозначение "0" в алгоритме настройки временного баланса полярности. Регулировка времени действия производится изменением условных единиц(%) относительно нуля в отрицательном и положительном диапазонах.Тут надо смотреть, по какой полуволне производится отображение регулировки.То есть изменение в "+" не всегда приводит к увеличению времени действия положительной полуволны.Иногда ровно наоборот.На сварочных ТИГ-машинах типа "китайский сундук" индикацию того, по какой полуволне идёт регулировка часто выполняла штриховка или залитие цветом положительной или отрицательной полуволны на циклограмме. Также условный НУЛЬ–тоже может отличаться от положения 50/50.Тут надо смотреть внимательно мануал по конкретной модели. Также рассмотрим теперь т.н ТОКОВЫЙ баланс АС.Данная регулировка позволяет увеличить амплитуду положительной полуволны относительно отрицательной, то есть в данном случае можно говорить о сварке переменным асимметричным током( подробнее см."Сварка в самолётостроении", стр.137.).Причём в этом случае увеличение амплитуды положительной полуволны на величину Х приводит к симметричному уменьшению амплитуды отрицательной полуволны.То есть на графике происходит как бы смещение оси координат по вертикали. Также надо заметить,что временной и токовый баланс не заменяют друг друга.В большинстве случаев именно временной баланс может дополняться токовым. Сварка в самолётостроении..djvu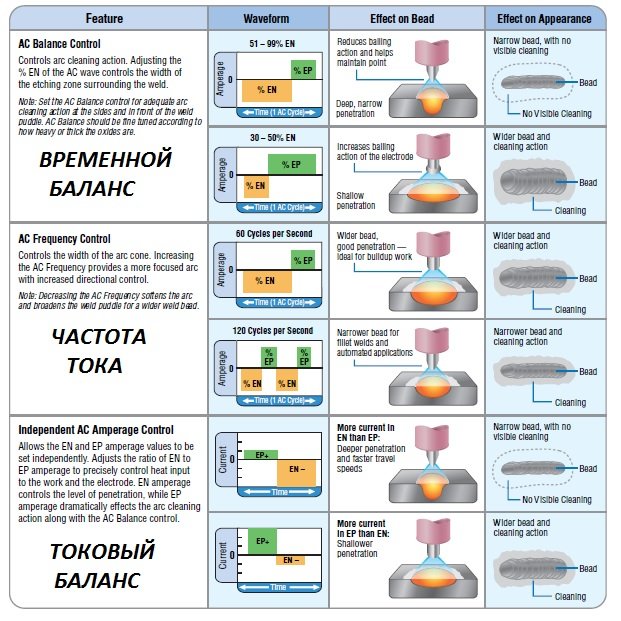
-
Определения. Системы обозначений металлов в Германии. Обозначение сталей по номеру материала на базе DIN EN 10027- 2 от 09.1999 Система обозначения сталей. (Согласно DIN EN10027-1). Система обозначений литья из чугуна в Германии. Обозначение алюминия и деформируемых алюминиевых сплавов Номер материала для алюминия и деформируемых алюминиевых сплавов на основе DIN EN 573-1 от 12.1994 Номер материала для литьевых изделий из цинковых сплавов согласно DIN EN 12844 от 01. 1999 г. Обозначение меди http://www.aiamci.ru/_ld/0/1_-____..pdf
-
Только фотографии.




-
Устройство http://k-a-t.ru/dvs_oxl_1/3_padiator/radiator_3.jpg http://ktonaavto.ru/wp-content/uploads/2018/01/ustrojstvo-radiatora-ohlazhdenija-dvigatelja-06.jpg Радиатор: основа автомобильных систем охлаждения http://www.autoars.ru/articles/2019/radiator_2.jpgНа любом современном автомобиле можно встретить несколько деталей для охлаждения или нагрева жидкостей и газов, используемых в различных системах - радиаторов. Все о радиаторах, их существующих типах, конструкции и принципе работы, а также о подборе и замене этих деталей — узнайте из данной статьи. Что такое радиатор? Радиатор — узел систем охлаждения различных агрегатов транспортных средств (двигателя, масла, отопителя салона, кондиционера, интеркулера и других); воздушный или жидкостный теплообменник, состоящий из ряда тонких трубок и резервуаров, обеспечивающий охлаждение протекающей жидкости набегающим потоком воздуха или жидкости. В транспортных средствах присутствует как минимум один агрегат, требующий отвода тепла в процессе работы — двигатель. Во многих автомобилях также есть отдельные механизмы и системы, для нормального функционирования которых необходимо организовать охлаждение — система смазки двигателя или коробки передач, система охлаждения наддувного воздуха (интеркулер), система кондиционирования и другие. Наконец, в любой машине есть система отопления салона, для работы которой необходимо отбирать часть тепла от двигателя и направлять его в салон. Во всех этих системах присутствует похожая по конструкции и работе деталь — радиатор или теплообменник. http://www.autoars.ru/articles/2019/radiator_8.jpg Система охлаждения двигателя и место радиатора в нейНа радиаторы возлагается несколько функций: Отвод тепла от протекающей внутри радиатора среды (жидкости или газа) и отдача его в атмосферу;В радиаторах системы охлаждения ДВС — возможность добавления и слива жидкости в систему (за счет наличия заливной пробки и сливного крана);Также в радиаторах системы охлаждения ДВС — выравнивание давления в системе и в атмосфере, а также сброс чрезмерного давления через встроенный клапан;В радиаторах-испарителях системы кондиционирования — расширение рабочей среды (фреона) и понижение ее температуры;В радиаторах отопителей — отвод тепла от охлаждающей жидкости в салон автомобиля.При этом любой радиатор обеспечивает теплообмен между различными средами (жидкостями, жидкостью и воздухом, газами), за счет чего достигается охлаждение одних сред и нагрев других. Все радиаторы важны для нормального функционирования отдельных систем автомобиля, в отдельных случаях радиатор в принципе делает возможной эксплуатацию транспортного средства. Поэтому неисправный теплообменник необходимо отремонтировать или заменить, но прежде, чем идти в магазин за новой деталью, необходимо разобраться в типах, конструкции и особенностях работы автомобильных радиаторов. Типы и устройство автомобильных радиаторов Все автомобильные радиаторы имеют принципиально одинаковую конструкцию, в которой можно выделить три части: Бачок с подводящим патрубком;Сердцевина;Бачок с отводящим патрубком.Сердцевина — это система труб и пластин, которая является теплообменником. Бачки служат для подвода и отвода рабочей среды из сердцевины, они могут располагаться сверху и снизу или по бокам от сердцевины. На некоторых типах радиаторов бачки как таковые отсутствуют. http://www.autoars.ru/articles/2019/radiator_5.png Общее устройство автомобильного радиатора http://www.autoars.ru/articles/2019/radiator_6.jpg Основные конструкции автомобильных радиаторовПо конструкции сердцевины радиаторы делятся на два типа: Трубчатые;Пластинчатые.В радиаторах с трубчатой сердцевиной теплообменник выполнен в виде системы труб круглого или овального сечения, которые для лучшей отдачи тепла окружены металлическими пластинами того или иного типа. В радиаторах с пластинчатой сердцевиной теплообменник выполнен в виде зигзагообразных трубок плоскоовального сечения, которые за счет большой площади поверхности не нуждаются в дополнительных металлических пластинах. В свою очередь, трубчатые радиаторы делятся на две больших группы: Трубчато-пластинчатые;Трубчато-ленточные.Сердцевина трубчато-пластинчатых радиаторов выполнена в виде системы трубок круглого или овального сечения, помещенных в пакет широких металлических пластин. Такой теплообменник имеет большую площадь поверхности, которая хорошо отдает тепло набегающему потоку воздуха и обеспечивает эффективное охлаждение протекающей по радиатору жидкости. Сердцевина трубчато-ленточных радиаторов выполнена в виде системы трубок овального (плоскоовального) сечения, между которыми располагаются зигзагообразные (согнутые в гармошку) металлические ленты. Такая конструкция имеет увеличенную по сравнению с трубчато-пластинчатой площадь поверхности и, как следствие, более эффективную теплоотдачу. По материалу изготовления радиаторы бывают двух основных типов: Медные (и медно-латунные);Алюминиевые.В устройствах первого типа трубки и пластины/ленты выполнены из меди, которая обладает высокой теплопроводностью и поддается пайке. Однако медные радиаторы тяжелые и дорогие, поэтому в современных автомобилях они практически вытеснены радиаторами из алюминиевых сплавов. Бачки всех типов радиаторов могут выполняться из пластика, алюминия или латуни, на бачках обязательно присутствуют патрубки, резьбовые или байонетные горловины для установки пробки, штуцеры или краны для слива жидкости, гнезда для установки датчиков температуры и иные элементы. При этом трубки сердцевины могут быть бесшовными или паяными/сварными, а сама конструкция сердцевины радиатора — сборной и паяной. Сборными чаще всего выполняются алюминиевые радиаторы с трубчато-пластинчатой сердцевиной — в этом случае трубки привариваются или припаиваются только к бачкам, а пластины и трубки соприкасаются друг с другом, однако никак не соединяются. Паяными и сварными выполняются алюминиевые и медные трубчато-ленточные радиаторы — в этом случае трубки и ленты спаяны друг с другом, что обеспечивает надежный контакт между деталями и жесткость всей конструкции. Описанную конструкцию имеют все автомобильные радиаторы, отличаясь лишь некоторыми деталями, о которых сказано ниже. Применяемость автомобильных радиаторов http://www.autoars.ru/articles/2019/radiator_7.jpg Радиаторы отопителя салона http://www.autoars.ru/articles/2019/radiator_4.jpg Масляный радиатор АКПП http://www.autoars.ru/articles/2019/radiator_3.jpg Конструкция радиатора кондиционераНа автомобили могут устанавливаться радиаторы различного назначения: Радиатор системы охлаждения двигателя. Присутствует на всех транспортных средствах, оснащенных ДВС с жидкостной системой охлаждения. Обеспечивает отвод тепла от охлаждающей жидкости в атмосферу за счет проходящего через радиатор потока воздуха;Радиатор отопителя. Является частью системы охлаждения двигателя, предназначен для подогрева поступающего в салон воздуха с целью поддержки комфортного микроклимата. Обеспечивает подогрев проходящего потока воздуха за счет тепла охлаждающей жидкости;Масляный радиатор. Присутствует в системах транспортных средств, машин и агрегатов со значительным нагревом масла — гидравлических, некоторых АКПП, в отдельных типах двигателей и т.д. Существуют масляно-воздушные и масляно-водяные радиаторы, в первом случае охлаждение осуществляется набегающим потоком воздуха, во втором — потоком охлаждающей жидкости (радиатор помещается в систему охлаждения двигателя);Радиаторы кондиционера и испарителя. Присутствуют только на транспортных средствах, оснащенных системой кондиционирования воздуха. Радиатор кондиционера обеспечивает отвод тепла от хладагента набегающим потомок воздуха, радиатор испарителя обеспечивает расширение (испарение) хладагента с целью снижения его температуры. Первый радиатор обычно располагается в подкапотном пространстве рядом с радиатором охлаждения двигателя, второй — в салоне автомобиля или под приборной панелью, он обеспечивает охлаждение поступающего в салон потока воздуха;Радиатор интеркулера. Присутствуют только на автомобилях, имеющих систему промежуточного охлаждения наддувного воздуха (интеркулера). Это воздухо-воздушный радиатор, он имеет большую площадь для охлаждения поступающего от турбины воздуха набегающим потомок воздуха.Эти радиаторы могут иметь существенные отличия в конструкции. Например, радиаторы отопителя имеют малые габариты, а радиаторы кондиционера имеют несколько патрубков для подвода хладагента. Масляные радиаторы обычно выполнены в виде одной трубы, свернутой в спираль или согнутой в гармошку, вокруг которой располагается пакет пластин или лент (либо вовсе без пластин). А радиатор интеркулера имеет большое сечение труб и патрубков, что обеспечивает пропуск большого количества воздуха без существенного повышения сопротивления потоку. http://www.autoars.ru/articles/?id=168
-

Дюймовая резьба.Американский и английский стандарты
Точмаш 23 опубликовал тема в Справочная информация
Как подобрать дюймовый болт взамен сорванного?Цель этой статьи – ознакомить технически неподкованных читателей с основными принципами подбора дюймовых болтов взамен вышедших из строя. Владельцы импортных автомобилей и мотоциклов часто сталкиваются с необходимостью приобретения дюймовых крепежных деталей взамен изношенных, сорванных или утерянных. Перед покупкой нового дюймового болта важно выяснить, какого класса прочности был оригинальный метиз, а также его линейные размеры, шаг резьбы в дюймах, что часто вызывает определенные сложности у отечественного пользователя. Сразу отметим, что, несмотря на внешнюю схожесть, заменить дюймовые болты на метрические не получится, так как они не взаимозаменяемы. Возьмем для примера болт М12 х 1,75 – 45 мм стандарта ISO и его американский аналог стандарта SAE 1/2" – 13UNC x 1 3/4". Геометрия резьбы у них идентична, то есть оба имеют угол при вершине 60°, при этом наблюдаем различие по другим параметрам: диаметр 12,7 мм (12 мм), шаг резьбы 2 мм (1,75 мм), длина 44,5 мм (45 мм). К вышеперечисленным отличиям добавим размер головки «под ключ». Расстояние между противоположно лежащими гранями (S) у болта М12 составляет 19 мм, соответственно и ключ нужен на 19 мм. У болта 1/2" размер «под ключ» составляет 3/4", а это 19,05 мм. Следовательно, привычный для нас гаечный ключ не годится для работы с крепежными деталями стандарта SAE. На нашем сайте можно купить дюймовые ключи всех размеров стандарта ANSI/ASME B107.6. Как отличить крепеж метрический от дюймового?В первую очередь необходимо убедиться, что ваш иностранный крепеж – дюймовый. Отличить его от метрического «на глазок» сложно и есть риск принять, например, болт UNC 5/16" за близкий ему по параметрам М8. Выявить нестыковку поможет метрический резьбомер – ни один его шаблон не подойдет к дюймовой резьбе. При отсутствии такого идентификатора, можно воспользоваться более доступным способом – попытаться навинтить на стержень гайку с известными параметрами. Если вам приходится часто заниматься идентификацией резьбы, рекомендуем приобрести резьбомеры. На самом деле найти различия между дюймовым крепежом и метрическим можно еще проще. Если на его головке есть радиальные линии – это «американец», а если числа на головке – метрика. Линии и числа – это маркировка прочности. Однако стоит отметить, что крепеж класса прочности от 0 до 2 вообще не маркируется, поэтому этот способ не всегда приемлем. Как определить диаметр болта в дюймах?В США крепежные детали изготавливают по стандартам ANSI и SAE, в которых в качестве единиц измерения используются дюймы. Диаметр резьбы до 1/4" обозначается номерами от №0 до №12, а диаметр свыше 1/4" выражен целым числом или долей дюйма, например: 1/2" или 1 3/8". Поэтому при оформлении заказа на дюймовые болты вам надо знать параметры крепежа в американской системе мер. Штангенциркулем выполняем замер диаметра резьбовой части метиза. В нашем случае – 9,52 мм. Полученное значение переводим в доли дюйма, используя таблицу, и получаем 3/8". Наружный диаметр, мм 1,52 1,77 2,18 2,51 2,84 3,17 3,5 4,16 4,83 5,49 6,35 7,94 9,52 11,1 12,7 25,4 Номинальный размер #0 #1 #2 #3 #4 #5 #6 #8 #10 #12 1/4 5/16 3/8 7/16 1/2 1полная таблица доступна по ссылке Как измерить шаг резьбы на дюймовом болте?Проще всего это сделать при помощи резьбомера, который содержит набор шаблонов унифицированных американских резьб UNC (крупный шаг) и UNF (мелкий шаг). Просто поочередно прикладываете шаблоны к резьбовой поверхности метиза и выбираете тот, зубцы которого идеально совместились, без зазоров. Осталось прочитать шаг резьбы, прописанный на нем. Если ни один из шаблонов не подошел, то возможно у вас английская резьба BSW с углом профиля 55°. Но далеко не у каждого мастера найдется дюймовый резьбомер, тогда можно воспользоваться штангенциркулем. Наша задача – подсчитать, сколько нитей помещается на одном дюйме длины (25,4 мм). В данном случае болт короткий, поэтому отмеряем расстояние 12,7 мм (в два раза меньше) на доступном участке стержня. В результате подсчета получаем 8 нитей, умножаем на 2. Шаг резьбы – 16. Если из измерительных инструментов у вас есть только металлическая линейка, то подойдет и она (миллиметровая или дюймовая). Для получения точных результатов необходимо очистить резьбовую поверхность метиза от загрязнений. Прикладываем линейку и подсчитываем количество нитей на отрезке в 1" (25,4 мм) или 0,5" (12,7 мм), если длины стержня недостаточно. Для подтверждения результатов обратимся к справочным таблицам, где приведен перечень диаметров резьбы и соответствующий каждому диаметру шаг: Номинальный размер Наружный диаметр, мм UNC, ниток на дюйм UNF, ниток на дюйм #0 1,524 64 80 #1 1,778 64 72 #2 2,184 56 64 #3 2,515 48 56 #4 2,845 40 48 #5 3,175 40 44 #6 3,505 32 40 #8 4,165 32 36 #10 4,826 24 32 #12 5,486 24 28 1/4 6,35 20 28 5/16 7,937 18 24 3/8 9,525 16 24 7/16 11,113 14 20 1/2 12,7 13 20 1 25,4 8 12полная таблица доступна по ссылке Как измерить длину дюймового болта?Болт состоит из ножки и головки. Длина измеряется без учета головки, замеряется только резьбовой стержень от плоскости головки до самого конца. Замер можно сделать как штангенциркулем, так и линейкой. Полученный результат в миллиметрах делим на 25,4 и получаем десятичную долю дюйма, затем переводим ее в дробную долю. В данном случае у нас болт длиной ≈ 32 мм. L = 32 мм : 25,4 мм = 1,2598 или 1 1/4" Как определить класс прочности детали?Чтобы оценить прочностные характеристики старого болта, необходимо очистить его головку от загрязнений и рассмотреть маркировку. Класс прочности метрических деталей обозначается цифровым кодом на головке, тогда как на головках крепежа иностранного производства может встречаться и другая маркировка. Например, прочность американских крепежных изделий стандарта SAE может быть идентифицирована по радиальным линиям – зарубкам на головке. Чем больше их количество, тем выше класс прочности крепежа и тем выше допустимое усилие затягивания. Таблица сравнения прочности болтов: Дюймовые Метрические Класс (SAE) Маркировка Диаметр Прочность на растяжение, PSI Класс (ISO) Маркировка Диаметр Прочность на растяжение, PSI (МПа) 2 1/4" – 3/4" 74.000 SI 5.6 М12 — М24 72.500 PSI (500 МПа) 7/8" – 1 1/2" 60.000 PSI 5 1/4" – 1" 120.000 PSI 8.8 М17 — М36 120.350 PSI (830 МПа) 1" – 1 1/2" 105.000 PSI 8 1/4" – 1 1/2" 150.000 PSI 10.9 М6 — М36 150.800 PSI (1040 МПа) Новый болт не должен уступать по прочности оригиналу. Подумайте дважды, прежде чем заменить высокопрочный оригинальный метиз дешевой альтернативой. Несколько рублей экономии могут стоить вам восстановления двигателя или даже жизни. Когда все параметры метиза определены, можно легко найти его в нашем интернет магазине в разделе «Дюймовый крепеж» и оформить заказ. Пример условного обозначения болта: 1/2" – 13UNC x 1 3/4"1/2" – диаметр стержня13 – шаг резьбыUNC – тип резьбы1 3/4" – длина (соответствует 44,45 мм)Осталось выяснить, что делать, если дюймового крепежа с нужными вам параметрами нет в каталоге или сорван не только винт, но и внутренняя приемная резьба в корпусной детали. Есть способ решить эти проблему при помощи резьбовой вставки. После ее установки можно будет вкрутить равноценный по прочности и близкий по параметрам метрический болт. ПОЛЕЗНЫЕ СОВЕТЫ 15.10.2020 14:56:05https://krepcom.ru/blog/poleznye-sovety/kak-podobrat-dyuymovyy-bolt-vzamen-sorvannogo/ Британская дюймовая резьба Уитворта (BSW, BSF, BSP, BSPT) в деталях Британская дюймовая резьба Уитворта (BSW, BSF, BSP, BSPT) в деталяхВ Великобритании до 1970-х годов (а, возможно, и позже) использовалась британская форма резьбы Витворта (Уитворта) – Whitworth British Thread. Она стала фактически первым в мире национальным стандартом винтовой резьбы в Англии и широко использовалась при сборке автомобилей, мотоциклов, самолетов, другой техники и механического оборудования. British Thread Whitworth разработана британским инженером сэром Джозефом Уитвортом (1803-1887 гг.) в Манчестере и впервые стандартизирована в 1841 году. Став самой распространенной в Великобритании в 1860 годах, она получила широкое одобрение в развивающихся машиностроительных и автомобилестроительных отраслях страны. В своей статье «Единая система резьбовых соединений» Дж.Уитворт предложил: Каждый диаметр болта должен иметь определенное число витков на дюйм (TPI). Угол профиля (между соседними сторонами витков) должен составлять 55°. Вершины треугольного профиля и основания впадин должны быть закругленными на 1/6 высоты. Зависимость радиуса закругления от шага определяется формулой r = 0.137329 x p (шаг).Форма резьбы Уитворта Оригинальная резьба Витворта была крупной (BSW), потому что предел прочности стали на растяжение в то время был низким, и тонкие нити при затягивании просто срывались бы. Примерно 50 лет она господствовала в британской промышленности. Но по мере развития автомобилестроения инженерам потребовалась более тонкая нить, поэтому была разработана мелкая резьба British Standard Fine (BSF), представленная Британской ассоциацией инженерных стандартов в 1908 г. Это стало возможным благодаря тому, прочность стали значительно улучшилась. Таким образом, дюймовый болт диаметром 1/2 дюйма может иметь либо 12 ниток на дюйм (BSW), либо 16 (BSF). В чем преимущество мелкого шага? Болты BSF обладают лучшей устойчивостью к вибрации. Они имеют большее сечение, поэтому примерно на 10 % прочнее, чем болты BSW с крупным шагом того же размера и из того же материала. Крепежные детали с крупной резьбой хорошо подходят для использования в резьбовых отверстиях, когда металл основания мягче, чем сам крепеж (например, шпильки в алюминиевых головках цилиндров). Количество витков у болта с обычной резьбой BSW и мелкой BSF Со временем популярность дюймовых британских стандартов BSW и BSF быстро снижалась из-за глобальной тенденции производителей отдавать предпочтение метрическим болтам и гайкам или американскому дюймовому (UNC, UNF) крепежу. Сегодня крепежные изделия системы British Thread Whitworth устарели и почти не используются. Но потребность в болтах и гайках BSW и BSF продолжают испытывать те, кто работает на старом британском оборудовании или ездит на автомобилях, произведенных до принятия унифицированных, а затем и метрических стандартов. Крупная резьба British Standard Whitworth (BSW или WW)Это британская стандартная крупная резьба Витворта, название которой сокращено до BSW (British Standard Whitworth) или просто WW. Она используется на болтах, винтах, гайках и других крепежных изделиях общего инженерного назначения, не требующих посадки с натягом. Ее профиль основан на фундаментальном треугольнике с углом 55°, углы которого имеют определенный радиус закругления, зависящий от шага r = 0.137329 x p (шаг). Высота профиля составляет h = 0,640327 х p. Требования к форме профиля, размерам, допускам и обозначению определены в английском стандарте BS 84-2007. Примеры условного обозначения: 3/8"W, 3/8"BSW или 3/8"-16BSW, где 16 - количество витков на дюйм (TPI). В стандарт BS 84 включено 40 размеров: от 1/16"- 60BSW до 6"- 2 1/2BSW. Резьба Витворта: обозначения и понимание внутренней и внешней резьбы. Пояснение к таблицам Таблица 1. Размеры крупной резьбы Уитворта BSW (Whitworth Coarse Thread BS 84) Типоразмер Наружный диаметр Ниток на дюйм Шаг резьбы Внутренний диаметр Диаметр сверления (дюймы) (мм) (мм) (дюймы) (мм) (дюймы) (мм) W 1/16" 1/16 1,588 60 0,423 0,0412 1,05 0,0472 1,2 W 3/32" 3/32 2,381 48 0,529 0,0671 1,70 0,0748 1,9 W 1/8" 1/8 3,175 40 0,635 0,0930 2,36 0,1024 2,6 W 5/32" 5/32 3,969 32 0,794 0,1162 2,95 0,1260 3,2 W 3/16" 3/16 4,763 24 1,058 0,1341 3,41 0,1457 3,7 W 7/32" 7/32 5,556 24 1,058 0,1654 4,20 0,1772 4,5 W 1/4" 1/4 6,350 20 1,270 0,1860 4,72 0,2008 5,1 W 5/16" 5/16 7,938 18 1,411 0,2414 6,13 0,2598 6,6 W 3/8" 3/8 9,525 16 1,588 0,2950 7,49 5/16 8,0 W 7/16" 7/16 11,113 14 1,814 0,3460 8,79 0,3701 9,4 W 1/2" 1/2 12,700 12 2,117 0,3933 9,99 27/64 10,7 W 9/16" 9/16 14,288 12 2,117 0,4558 11,6 31/64 12,3 W 5/8" 5/8 15,875 11 2,309 0,5086 12,9 17/32 13,7 W 11/16" 11/16 17,463 11 2,309 0,5711 14,5 19/32 15,2 W 3/4" 3/4 19,050 10 2,540 0,6219 15,8 21/32 16,6 W 13/16" 13/16 20,638 10 2,540 0,6844 17,4 23/32 18,2 W 7/8" 7/8 22,225 9 2,822 0,7327 18,6 49/64 19,5 W 15/16" 15/16 23,813 9 2,822 0,7952 20,2 53/64 21,1 W 1" 1 25,400 8 3,175 0,8399 21,3 7/8 22,3 W 1 1/8" 1 1/8 28,575 7 3,629 0,9420 23,9 63/64 25,1 W 1 1/4" 1 1/4 31,750 7 3,629 1,0670 27,1 1 7/64 28,3 W 1 3/8" 1 3/8 34,925 6 4,233 1,1616 29,5 1 7/32 30,9 W 1 1/2" 1 1/2 38,100 6 4,233 1,2866 32,7 1 5/16 34,0 W 1 5/8" 1 5/8 41,275 5 5,080 1,3689 34,8 1 7/16 36,4 W 1 3/4" 1 3/4 44,450 5 5,080 1,4939 37,9 1 9/16 39,6 W 1 7/8" 1 7/8 47,625 4 1/2 5,644 1,5904 40,4 1 5/8 42,2 W 2" 2 50,800 4 1/2 5,644 1,7154 43,6 1 3/4 45,4 W 2 1/8" 2 1/8 53,975 4 1/2 5,644 1,8404 46,7 1 7/8 48,6 W 2 1/4" 2 1/4 57,150 4 6,350 1,9298 49,0 2 51,1 W 2 3/8" 2 3/8 60,325 4 6,350 2,0548 52,2 2 1/8 54,2 W 2 1/2" 2 1/2 63,500 4 6,350 2,1798 55,4 2 1/4 57,4 W 2 5/8" 2 5/8 66,675 4 6,350 2,3048 58,5 2 3/8 60,6 W 2 3/4" 2 3/4 69,850 3 1/2 7,257 2,3841 60,6 2 1/2 62,9 W 2 7/8" 2 7/8 73,025 3 1/2 7,257 2,5091 63,7 2 5/8 66,1 W 3" 3 76,200 3 1/2 7,257 2,6341 66,9 2 3/4 69,2 W 3 1/4" 3 1/4 82,550 3 1/4 7,815 2,8560 72,5 3 75,0 W 3 1/2" 3 1/2 88,900 3 1/4 7,815 3,1060 78,9 3 1/4 81,4 W 3 3/4" 3 3/4 95,250 3 8,467 3,3231 84,4 3 3/8 87,1 W 4" 4 101,600 3 8,467 3,5731 90,8 3 5/8 93,5 W 4 1/4" 4 1/4 107,950 2 7/8 8,835 3,8046 96,6 3 7/8 99,5 W 4 1/2" 4 1/2 114,300 2 7/8 8,835 4,0546 103,0 4 1/8 105,8 W 4 3/4" 4 3/4 120,650 2 3/4 9,236 4,2843 108,9 4 3/8 111,8 W 5" 5 127,000 2 3/4 9,236 4,5343 115,2 4 5/8 118,1 W 5 1/4" 5 1/4 133,350 2 5/8 9,676 4,7621 121,0 4 7/8 124,1 W 5 1/2" 5 1/2 139,700 2 5/8 9,676 5,0121 127,3 5 1/8 130,4 W 5 3/4" 5 3/4 146,050 2 1/2 10,160 5,2377 133,0 5 3/8 136,3 W 6" 6 152,400 2 1/2 10,160 5,4877 139,4 5 5/8 142,6 Мелкая резьба British Standard Fine (BSF)Дюймовая мелкая резьба British Standard Fine, сокращенно BSF, имеет профиль, идентичный оригинальной форме Витворта BSW с углом при вершине 55°, за исключением более частого шага. Это означает, что болты и гайки имеют больше витков на дюйм, более тонкую нить и меньшую высоту профиля. Примеры условного обозначения: 3/8"BSF или 3/8"-20BSF В стандарт BS 84 включено 30 размеров BSF: от 3/16"-32BSF до 4 1/4"-4BSF. Таблица 2. Размеры мелкой резьбы Уитворта BSF (Whitworth Fine Thread BS 84). Типоразмер Наружный диаметр Ниток на дюйм Шаг резьбы Внутренний диаметр Диаметр сверления (дюймы) (мм) (мм) (дюймы) (мм) (дюймы) (мм) F 3/16" 3/16 4,763 32 0,794 0,1475 3,75 0,1457 3,7 F 7/32" 7/32 5,556 28 0,907 0,1730 4,39 0,1811 4,6 F 1/4" 1/4 6,350 20 1,270 0,2008 5,1 0,2087 5,3 F 9/32" 9/32 7,142 26 0,97 0,2320 5,89 0,2323 5,9 F 5/16" 5/16 7,938 22 1,154 0,2543 6,46 0,2677 6,8 F 3/8" 3/8 9,525 20 1,270 0,3110 7,9 0,3268 8,3 F 7/16" 7/16 11,113 18 1,411 0,3363 8,54 0,3819 9,7 F 1/2" 1/2 12,700 16 1,587 0,4200 10,7 0,4370 11,1 F 9/16" 9/16 14,288 16 1,587 0,4825 12,3 0,5000 12,7 F 5/8" 5/8 15,875 14 1,814 0,5336 13,6 0,5512 14 F 11/16" 11/16 17,463 14 1,814 0,5961 15,1 0,6102 15,5 F 3/4" 3/4 19,050 12 2,117 0,6432 16,3 0,6594 16,75 F 7/8" 7/8 22,225 11 2,309 0,7586 19,3 0,7776 19,75 F 1" 1 25,400 10 2,540 0,8720 22,1 0,8957 22,75 F 1 1/8" 1 1/8 28,575 9 2,822 0,9828 25 1,0039 25,5 F 1 1/4" 1 1/4 31,750 9 2,822 1,1078 28,1 1,1220 28,5 F 1 3/8" 1 3/8 34,925 8 3,175 1,2150 30,9 1,2402 31,5 F 1 1/2" 1 1/2 38,100 8 3,175 1,3400 34 1,3583 34,5 F 1 5/8" 1 5/8 41,275 8 3,175 1,4650 37,2 1,4724 37,4 F 1 3/4" 1 3/4 44,450 7 3,628 1,5670 39,8 1,5748 40,0 F 2" 2 50,800 7 3,628 1,8170 46,2 1,8425 46,8 F 2 1/4" 2 1/4 57,150 6 4,233 2,0366 51,7 2,0551 52,2 F 2 1/2" 2 1/2 63,500 6 4,233 2,2866 58,1 2,3031 58,5 F 2 3/4" 2 3/4 69,850 6 4,233 2,5366 64,4 2,5551 64,9 F 3" 3 76,200 5 5,080 2,7438 69,7 2,7756 70,5 F 3 1/4" 3 1/4 82,550 5 5,080 2,9938 76 3,0079 76,4 F 3 1/2" 3 1/2 88,900 4 1/2 5,644 3,2154 81,7 3,2283 82 F 3 3/4" 3 3/4 95,250 4 1/2 5,644 3,4654 88 3,4764 88,3 F 4" 4 101,600 4 1/2 5,644 3,7154 94,4 3,7441 95,1 F 4 1/4" 4 1/4 107,950 4 6,350 3,9298 99,8 4,0197 102,1 Совместимы ли резьбы BSW – UNC и BSF – UNF?Все эти виды резьб являются дюймовыми и разработаны для резьбовых крепежных деталей (болтов, винтов, гаек и др.) BSF и BSW – британский стандарт, а UNF и UNC - американский стандарт.BSF и UNF - системы с мелкой резьбой, а BSW и UNC - системы с крупной резьбой.Взаимозаменяемость BSW и UNC невозможна, даже если учесть, что многие комбинации диаметра и шага у них совпадают (за исключением размера 1/2", где BSW имеет 12 витков на дюйм, а UNC – 13). Теоретически некоторые гайки BSW можно было бы навинтить на болты UNC и наоборот, но практически этого делать нельзя, ни при каких обстоятельствах. Разница в углах (55° против 60°) приведет к значительной потере удерживающей силы, снижению сопротивления усталости и прочности соединения. UNF и BSF имеют совершенно разное число витков на дюйм, значит, они абсолютно не взаимозаменяемы. Совместимость американской резьбы UNC/UNF и Британской Витворта BSW/BSF Трубная резьба (BSP)BSP (British Standard Pipe) известна как трубная резьба Витворта и ставшая самой популярной в мире. Она имеет два варианта исполнения – это цилиндрическая (BSPP), которая обычно герметизируется различными уплотнительными материалами, либо коническая (BSPT), которая самоуплотняется на резьбе. Оба варианта широко применяются в сантехнических, газопроводных, водопроводных, масляных системах, пневматическом оборудовании для резьбовых соединений труб с фитингами, а также на крышках, масленках, заглушках, кранах, вентилях и т.д. Обозначение номинального диаметра для BSP – это размер трубы (ее условный проход), то есть он немного меньше, чем фактический наружный диаметр трубы. Оба типа потоков – BSPP и BSPT имеют угол профиля 55°, как у их прототипа BSW, и всего четыре значения шага – 28, 19,14, 11. Отличия дюймовой резьбы BSPP (G) и BSPT ® Трубные соединения BSPP (G)Фитинг BSPP (папа) Соединения с цилиндрической несамоуплотняющейся резьбой Витворта BSPP не будут герметичными без использования дополнительного уплотнителя. Фитинги BSPP обычно комплектуются резиновым уплотнительным кольцом, которое зажимается между бортиком охватываемой части трубы и внутренней поверхностью охватывающего фитинга. В России к стандарту BSPP адаптирован ГОСТ 6357-81. Международными регламентирующими нормативно-техническими документами являются: DIN ISO 228, DIN 259, в которые включены размеры от 1/8" до 4". Трубную цилиндрическую наружную и внутреннюю резьбу BSPP принято обозначать буквой «G». Пример условного обозначения: G 1 1/2"-А, где А – класс точности. Левая идентифицируется по двум дополнительным буквам «LH», например: G 1 1/2" LH - А. Таблица 3. Параметры цилиндрической трубной резьбы Уитворта BSPP (G), DIN ISO 228 BSP (DIN 259) Размер G Ниток на дюйм Шаг резьбы Внешний диаметр Внутренний диаметр Длина резьбы Диаметр сверления G (конусность 80%) (дюймы) (мм) (дюймы) (мм) (дюймы) (мм) (дюймы) (мм) (мм) 1/8 28 0,907 0,3830 9,728 0,3372 8,566 5/32 4,0 8,8 1/4 19 1,337 0,5180 13,157 0,4506 11,445 0,2367 6,0 11,8 3/8 19 1,337 0,6560 16,662 0,5886 14,950 1/4 6,4 15,3 1/2 14 1,814 0,8250 20,955 0,7335 18,631 0,3214 8,2 19,1 5/8 14 1,814 0,9020 22,911 0,8105 20,587 0,3214 8,2 21,1 3/4 14 1,814 1,0410 26,441 0,9495 24,117 3/8 9,5 24,6 7/8 14 1,814 1,1890 30,201 1,0975 27,877 3/8 9,5 28,3 1 11 2,309 1,3090 33,249 1,1926 30,291 0,4091 10,4 30,9 1 1/8 11 2,309 1,4920 37,897 1,3756 34,939 0,4091 10,4 35,5 1 1/4 11 2,309 1,6500 41,910 1,5335 38,952 1/2 12,7 39,5 1 3/8 11 2,309 1,7450 44,323 1,6285 41,365 1/2 12,7 42,0 1 1/2 11 2,309 1,8820 47,803 1,7656 44,845 1/2 12,7 45,4 1 3/4 11 2,309 2,1160 53,746 1,9995 50,788 5/8 15,9 51,4 1 7/8 11 2,309 2,2440 56,998 2,1276 54,041 5/8 15,9 54,6 2 11 2,309 2,3470 59,614 2,2306 56,656 5/8 15,9 57,2 2 1/4 11 2,309 2,5870 65,710 2,4706 62,752 11/16 17,5 63,3 2 1/2 11 2,309 2,9600 75,184 2,8435 72,226 11/16 17,5 72,8 2 3/4 11 2,309 3,2100 81,534 3,0935 78,576 13/16 20,6 79,2 3 11 2,309 3,4600 87,884 3,3435 84,926 13/16 20,6 85,5 3 1/4 11 2,309 3,7000 93,980 3,5835 91,022 7/8 22,2 91,6 3 1/2 11 2,309 3,9500 100,330 3,8335 97,372 7/8 22,2 98,0 3 3/4 11 2,309 4,2000 106,680 4,0835 103,722 7/8 22,2 104,3 4 11 2,309 4,4500 113,030 4,3335 110,072 1 25,4 110,7 Трубные соединения BSPT ®Соединения с конической самоуплотняющейся резьбой BSPT не требуют использования герметизирующих прокладок. Уплотнение (запечатывание) обеспечивается самим резьбовым соединением. Это достигается за счет плотной стыковки двух сопряженных резьб – наружной конической (ее диаметр уменьшается по длине) и внутренней цилиндрической (диаметр неизменный по всей длине). Британский стандарт определяет конусность 1:16. Для абсолютной герметизации трубного соединения рекомендуется использовать герметик. Фитинг с цилиндрической и конической резьбой BSP BSPT взаимозаменяема с конической резьбой российского стандарта ГОСТ 6211-81. Эквивалентные нормы: ISO 7/1, DIN 2999, BS 21 (BS EN 10226-1). В стандарты включено 15 размеров от 1/16" до 6" (трубные соединения свыше 6 дюймов в диаметре свариваются). BSPT (внешний конус) может применяться с внутренней цилиндрической BSPP и по ГОСТ 6357-81 для создания герметичных соединений. Наружную коническую резьбу BSPT принято обозначать буквой «R», а сопрягаемую с ней внутреннюю цилиндрическую буквами «Rp». Например: R 1/2" и Rp 1/2". Таблица 4. Параметры конической трубной резьбы Уитворта BSPT ®, ISO 7/1 Размер R Ниток на дюйм Шаг резьбы Внешний диаметр Внутренний диаметр Длина резьбы Диаметр сверления R (конусность 95%) (дюймы) (мм) (дюймы) (мм) (дюймы) (мм) (дюймы) (мм) (мм) 1/16 28 0,907 0,3041 7,723 0,2583 6,561 5/32 4,0 6,6 1/8 28 0,907 0,3830 9,728 0,3372 8,566 5/32 4,0 8,8 1/4 19 1,337 0,5180 13,157 0,4506 11,445 0,2367 6,0 11,8 3/8 19 1,337 0,6560 16,662 0,5886 14,950 1/4 6,4 15,3 1/2 14 1,814 0,8250 20,955 0,7335 18,631 0,3214 8,2 19,1 3/4 14 1,814 1,0410 26,441 0,9495 24,117 3/8 9,5 24,6 1 11 2,309 1,3090 33,249 1,1926 30,291 0,4091 10,4 30,9 1 1/4 11 2,309 1,6500 41,910 1,5335 38,952 1/2 12,7 39,5 1 1/2 11 2,309 1,8820 47,803 1,7656 44,845 1/2 12,7 45,4 2 11 2,309 2,3470 59,614 2,2306 56,656 5/8 15,9 57,2 2 1/2 11 2,309 2,9600 75,184 2,8435 72,226 11/16 17,5 72,8 3 11 2,309 3,4600 87,884 3,3435 84,926 13/16 20,6 85,5 4 11 2,309 4,4500 113,030 4,3335 110,072 1 25,4 110,7 5 11 2,309 5,4500 138,430 5,3335 135,472 1 1/8 28,6 136,1 6 11 2,309 6,4500 163,830 6,3335 160,872 1 1/8 28,6 161,5Особенности резьбы BSPP и BSPT и совместимость фитингов, труб Размеры труб и кре Типоразмер штока Типоразмер втулки (фитинга) Параметры трубы Номинальный (внутренний) диаметр Внешний диаметр Толщина R 1/16" Rp 1/16" 3 7,1 2 R 1/8" Rp 1/8" 6 10,2 2 R 1/4" Rp 1/4" 8 13,5 2,3 R 3/8" Rp 3/8" 10 17,2 2,3 R 1/2" Rp 1/2" 15 21,3 2,6 R 3/4" Rp 3/4" 20 26,9 2,6 R 1" Rp 1" 25 33,7 3,2 R 1 1/4" Rp 1 1/4" 32 42,4 3,2 R 1 1/2" Rp 1 1/2" 40 48,3 3,2 R 2" Rp 2" 50 60,3 3,6 R 2 1/2" Rp 2 1/2" 65 76,1 3,6 R 3" Rp 3" 80 88,9 4 R 4" Rp 4" 100 114,3 4,5 R 5" Rp 5" 125 139,7 5 R 6" Rp 6" 150 168,3 5 Сравнение BSPT и NTP – отличие и совместимостьНаряду с британским трубным конусом BSPТ (BSP) большой популярностью в мире пользуется другая коническая резьба для труб – NTP, являющаяся национальным стандартом США, основанном на ANSI/ASME B 1.20.1 (аналог ГОСТ 6111-52). Конические резьбы NPT и BSP нельзя совмещать друг с другом, даже при совпадении числа витков на дюйм длины. Они не взаимозаменяемы из-за различий в форме. NPT имеет угол наклона треугольника 60° и сглаженные выступы и впадины (форма Селлерса). У BSP угол составляет 55° и имеет закругленные вершины и впадины (форма Витворта). Сравнивая эти две системы, нельзя сказать какая из них лучше. Несмотря на два разных дизайна, каждая из них обеспечивает герметичное соединение труб за счет уплотнения на конусе. Трубные конусные резьбы NPT и BSP подходят для безопасной транспортировки жидкостей, газов, пара и обе могут использоваться на трубопроводах из широкого спектра материалов: сталь, латунь, бронза, чугун и пластик. Но при использовании в системах высокого давления для уплотнения соединений NPT и BSP всегда требуется резьбовой герметик (тефлоновая лента или жидкий химический), что позволит предотвратить риск спиральной утечки. Отличие дюймовой резьбы NTP и BSP Статьи по теме: Американская дюймовая резьба https://krepcom.ru/blog/poleznye-sovety/britanskaya-dyuymovaya-rezba-uitvorta-bsw-bsf-bsp-bspt/ -
Вебинар - Способы эффективной защиты от сварочных брызг.
Rutector опубликовал тема в Расходные материалы
Вебинар - 28 октября, в 11.00 – регистрация открыта по ссылке https://clck.ru/RYMoS Способы эффективной защиты от сварочных брызг. Секреты экономии на обработке и расходных частях горелки. Расскажем о качественной защите, видах и отличии сварочных спреев, как происходит защита покрытий, как при обеспечении безопасности сварщика можно экономить, как правильно выбрать антипригарный спрей. ГЛАВНЫЙ СПИКЕР Эксперт в области сварочных спреев Sara Tonin Siliconi S.p.A. (Италия) 23 года опыта со сварочными спреями Siliconi – итальянский производитель технических спреев, силиконовых и несиликоновых пеногасителей и эмульсий с 1957 года, компания – лидер по производству спреев в Италии и по всему миру, дистрибуция в Европе, Азии, Африке, на Ближнем Востоке. 30 000 кв.м, объем производства более 60 тыс. банок в день, полная автоматизация, более 150 формул технического аэрозоля. ВЕДУЩИЙ Эксперт в области сварочных технологий Геннадий Попов «Рутектор» Руководитель направления сварочных технологий 18 лет в сварке Рутектор – поставщик сварочного оборудования с 1994 года. Постоянный участник международных выставок «Безопасность и Охрана труда», «Weldex». Эксклюзивный дистрибутор «Siliconi» на территории РФ. Самый активный участник получит приз: спреи Siliconi Ждем вас 28 октября, в 11.00




- 9 ответов
-
- 1
-

-
- технологии
- электроды
- (и ещё 4 )
-
Тема посвящена преимущественно разработке полуавтомата. В данной теме вы можете: - задать вопросы о разработке сварочных процессов; - узнать о последних обновлениях и нововведениях; - оставить отзыв. Вопрос о возможной модернизации оборудования задать можно. Для этого необходимо предоставить серийный номер и обозначить месторасположение. На 1 октября 2020г. Были полностью переработаны (в трехмодульной машине): ROOT-процессы для проволоки 08Г2С диаметра 0.8, 1.0 и 1.2мм в среде Co2 и 18% смеси;Normal для проволоки 08Г2С диаметра 0.8, 1.0, 1.2, 1.6мм в среде Co2 и 18% смеси;Normal для 308/309 нержавейки 0.8, 1.0, 1.2 в смеси Ar+2%Co2;RCW - сварка порошковой проволокой (FCAW) 1.2мм в среде Co2 и 18% смеси;Jet-DAC (в народе Force) – режим для сварки с большим вылетом и глубоким проплавлением, пока переработан только для проволоки 08Г2С диаметра 1,2мм.Большая часть остальных процессов подверглась косметическим изменениям, для возможности их портирования в обновленные машины. Данные обновления наиболее актуальны владельцам относительно новых машин – конца 2019 года и новее, а также владельцем машин с кабель-пакетом до 15м (в последнем случае процессы будут требовать не большой корректировки по напряжению). Рекомендую обновиться, да и мне будет интересна обратная связь. Планы на ближайшее будущее: Готовится обновление платы управления, точнее её ПО, что позволит минимизировать отклонения между сварочными источниками. Ориентировочно конец этого года. Скорее всего обновить можно будет любые машины;Обновление ТР-ки. Есть большое желание заняться COLD-процессами, аналогами COLD-ов, представленных в EWM AlphaQ и TitanXQ;Пульсы – КТТС.
- 74 ответа
-
- 3
-
-
- технологии
- отзывы
- (и ещё 4 )
-
Компания "Рутектор" приглашает вебинар, средствам защиты сварщиков. Вебинар 19 августа, в 11.00 – регистрация открыта - https://rutector.ru/press/news Элементы сварочных аэрозолей и газов – источник опасных и вредных производственных факторов химической природы. Обладая сильным раздражающим действием, они оказывают неблагоприятное действие на здоровье сварщика. Правильный подбор индивидуальных средств защиты, совершенствование технологических процессов обеспечит качественную защиту. Программа вебинара Самые распространенные аэрозоли и газы возникающиепри сварке Влияние их на здоровье сварщикаКак защищают сварщика системы очистки и подачи воздухв подмасочное пространство (PAPR) Особенности и критерии выбора масок с подачей очищенного воздуха (PAPR)Обсуждение с участниками, ответы на вопросыЖдем Вас 19 августа 11:00 С любого устройства. Из любой точки мира.

- 20 ответов
-
- 2
-
-
- маска
- светофильтры
- (и ещё 1 )
-
Меняем пустую "заглушку" на логотип компании.Обязательное условие;пластины с логотипом должны быть съемными - правая,левая.Немцы крепят на неодимовых магнитах.Остановился на таком варианте крепления. Установлена в пресс-форму...работают.





-

Способы крепления бобышек на тросике сцепления и газа
Isperyanc опубликовал тема в Уроки мастерства.
Поглядел интернет и решил что у нас на форуме эту тему можно раскрыть шире, и так, собственно вопрос - как сделать бобышку и закрепить её на тросике намертво. -
Есть у нас вот такой вот станочек, специализирующийся на сборке оградок.
- 4 комментария
-
- 7
-
-
- технологии
- отзывы
- (и ещё 1 )
-
Некоторые методы упрочнения поверхности металлических изделий
Точмаш 23 опубликовал тема в Термическая
-
Наклеп и нагартовка металловНагартовкаНагартовка или деформационное упрочнение – это важный технологический процесс, которые применяют для увеличения прочности и/или твердости металлов и сплавов, которые не могут быть упрочнены термической обработкой. Эта технологическая обработка включает изменение формы изделия методами холодной пластической деформации, то есть ввода в металл механической энергии [1]. В результате этой обработки металл становится прочнее тверже, но теряет пластичность, как показано на рисунке 1. Рисунок 1 – Влияние степени нагартовки на прочность, твердость и пластичность металлов [1] Наклеп и нагартовкаВ русскоязычной технической литературе наблюдается определенная путаница в определении и применении терминов «наклеп» и «нагартовка». Чаще всего эти термины отождествляются, применяются один вместо другого или оба сразу. Обычно наклепом (нагартовкой) называют как сам физический процесс изменения кристаллической структуры металла при его пластическом деформировании, так и результат этого процесса, то есть повышение прочности и твердости металла. Предел текучести и наклепОдной из характеристик любого металла, в том числе, алюминия, является его предел текучести. Предел текучести металла – это напряжение, при котором этот металл начинает деформироваться пластически. При напряжениях ниже этого предела текучести материал деформируется упруго. Если напряжения снимаются, то металл возвращается к своему первоначальному состоянию до приложения этих напряжений. Обычно нагружение металла выше предела текучести является для него вредным. Недопущение напряжений выше предела текучести является главным требованием при проектировании деталей, изделий и сооружений. Однако изучение изменения микроструктуры металла после деформации показывают, что механические свойства этого металла также изменяются. В частности, испытание на растяжение показывает, что металлический образец, который нагружался выше предела текучести обычно получает деформационное упрочнение или наклеп (рисунок 2). Рисунок 2 – Увеличение предела текучести металла после его нагружения выше предела текучести Что такое наклеп металла Атомы, решетка, дислокацииМеталлы и их сплавы, в том числе, алюминий и его сплавы, имеют кристаллическую структуру и состоят из большого количества зерен. Эти зерна имеют неправильную форму и различные размеры. В каждом зерне атомы упорядочены, но смежные зерна по-разному ориентированы относительно друг друга. В процессе холодной деформации структура зерен меняется за счет их фрагментации зерен, движения атомов и искажения атомной решетки. Когда материал подвергается механическому нагружению, в его кристаллической структуре образуются микроскопические дефекты, которые известны как дислокации. Если нагрузки продолжают увеличиваться, эти дислокации начинают продвигаться и взаимодействовать между собой. Таким образом они образуют новую внутреннюю структуру, которая сопротивляется дальнейшей пластической деформации. Эта структура повышает предел текучести материала, то есть его способность сопротивляться прилагаемым усилиям. При этом пластические свойства материала снижаются. Одним из наиболее известных путей намеренного создания наклепа является холодная пластическая формовка деталей и изделий – холодная обработка металлов давлением. Типичными процессами холодной обработки металлов давлением являются: холодная ковка (рисунок 2)холодная прокатка (рисунок 3)холодное прессование (экструзия) (рисунок 4)волочение (рисунок 5)Рисунок 3 – Ковка металла Рисунок 4 – Прокатка металла Рисунок 5 – Прессование металла Рисунок 6 – Волочение металла Уменьшение плотности металлаПри наклепе металла его плотность уменьшается. Это происходит потому, что пластическая деформация приводит к нарушению порядка в размещении атомов, увеличение плотности дефектов и образование микропор. Уменьшение плотности означает увеличение удельного объема – объема единицы массы. Остаточные напряженияНаружный наклёпанный слой стремится расшириться, а внутренние слои его «не пускают» – в нем возникают сжимающие остаточные напряжения. Эти напряжения бывают очень полезными, так как способны замедлять зарождение и рост поверхностных усталостных трещин. Полезный наклепНаклеп может быть желательным и нежелательным, полезным и вредным. Если наклеп металла является полезным, то при его изготовлении стремятся применять операции холодного пластического деформирования: холодную прокатку, волочение, обработку дробью, галтовку, накатку и тому подобное. Это особенно важно для металлов и сплавов, которые не способны упрочнятся термически. К этим материалам относятся низкоуглеродистые стали, некоторые алюминиевые сплавы, а также чистая медь. Когда эти материалы подвергаются сжатию, волочению, гибке или ковке, то напряжения, которые при этом возникают, приводят к возникновению в кристаллической структуре дислокаций, которые упрочняют металл. В этом случае применяют оба термина: и наклеп, и нагартовка. Стандарты о наклепе и нагартовкеОтечественные, еще советские, стандарты – ГОСТы – применяют к полезно «наклепанным» металлическим изделиям, например, листам алюминиевых сплавов только термин «нагартованные» и совершенно не употребляют слова «наклеп» или «наклепанные». Можно видеть это, например, в ГОСТ 21631 на листы из алюминия и алюминиевых сплавов: «листы нагартованные», «листы полунагартованные». Вредный наклепНежелательный, вредный наклеп возникает, например, когда пластичные и мягкие металлы и сплавы подвергаются механической обработке резанием. Чрезмерно глубокие резы за один проход приводят с большой скоростью могут приводить к возникновению интенсивного наклепа с нежелательным увеличением прочности металла и его охрупчиванию. Это препятствует дальнейшей механической обработке детали, а может привести и к повреждению режущих инструментов. Другим примером вредного наклепа может служить повторяющееся нагружение детали с превышением предела текучести материала. При таком нагружении материал в критических сечениях может быстро наклепываться, терять свою пластичность и разрушаться. В подобных случаях явление деформационного упрочнения называют наклепом, но никогда не называют нагартовкой. Когда «наклеп», а когда «нагартовка»?Учитывая выше изложенное, делаем два «смелых», но естественных вывода. Наклепом называется любое проявление деформационного упрочнения кристаллических материалов – полезное и вредное, умышленное и неумышленное. Нагартовкой называется только полезное деформационное упрочнение изделий, которое умышленно применяют к изделиям с целью повышения их прочностных свойств. Иногда, может быть, и не умышленно, но всегда осознанно. Что такое холодная деформацияХолодной пластической деформацией металлов считают пластическую деформацию при определенной температуре, после которой в металле возникает наклеп и он сохраняется неизменным неограниченно длительное время. По-научному это звучит так: температура холодной деформации для достижения эффекта нагартовки (наклепа) металла должна быть ниже температуры его рекристаллизации, то есть температуры, при которой на месте старых, деформированных и вытянутых, зерен металла начинают возникать и расти новые, недеформированные и округлые зерна. Обычно эта температура составляет половину от абсолютной температуры плавления этого металла или сплава. Однако на практике нагартовка металлов производится при комнатной температуре или при температуре не выше трети температуры плавления. Что такое горячая деформацияВ отличие от холодной деформации горячая деформация металлов и сплавов происходит при температуре, величина которой достаточна для того, чтобы рекристаллизация деформированной структуры металла происходила одновременно с пластическим деформированием. Обычно горячую деформационную обработку (обработку давлением) производят при температуре выше температуры рекристаллизации металла (обычно от 70 до 90 % абсолютной температуры плавления). После такой горячей обработки получают металл с благоприятной мелкозернистой рекристаллизованной структурой. Деформируемые алюминиевых сплавовС металлургической точки зрения все серии деформируемых алюминиевых сплавов разбиваются на две большие группы: деформационно-упрочняемые сплавысплавы, упрочняемые термической обработки (старением).Строго говоря, все металлы и сплавы могут деформационно упрочняться. Однако, в области металлургии алюминия, это наименование относится к сплавам только тех серий, которые не могут упрочняться термической обработкой, то есть старением. Нагартовка деформационно-упрочняемых сплавов Модификация структурыК этим сплавам относятся все сплавы серий 1ххх, 3ххх и 5ххх, а также часть сплавов серии 8ххх. Их технологическая цепочка состоит из этапов горячей обработки давлением, за которыми, возможно, следуют этапы холодной обработки давлением с промежуточным или завершающим отжигом. Деформационное упрочнение – нагартовка – включает модификацию структуры под воздействием пластической деформации. Это происходит не только в ходе производства полуфабрикатов при прокатке, правке растяжением, волочении и т, п., но также в ходе последующих производственных этапах, таких как формовка, гибка и других производственных операциях. Рисунок 6.1 – Кривые нагартовки алюминиевого сплава 5083 [4] Механические свойстваДеформационное упрочнение повышает механические прочностные свойства и твердость, но снижает пластичность (рисунок 6). Рисунок 6.2 – Влияние деформационного упрочнения на механические свойства: предел прочности при растяжении, предел текучести (0,2%) и относительное удлинение [3] Уровень механических свойств, который может достигаться, зависит от легирующих элементов. Например, сплавы серии 5ххх, которые содержат большое количество магния, имеют более высокий потенциальный уровень механических свойств, чем у сплавов других серий: 1ххх, 3ххх и 8ххх. В результате всегда происходит постепенное повышение механических свойств, вплоть до той точки, за которой дальнейшая обработка становится трудной, если вообще возможной. В этом случае, если требуется дальнейшая пластическая деформация, не обходимо производить термическую обработку отжигом. Cмягчающий отжигУпрочнение, которое возникло в результате холодной пластической обработки может быть устранено или смягчено путем отжига. В зависимости от комбинации длительность-температура, это умягчение может быть (рисунок 7): частичным: это – cмягчающий или неполный отжиг;полным: это – рекристаллизационный отжиг, в ходе которого образуется новая зеренная структура (рисунок (8). Рисунок 7 – Изотермические кривые отжига сплава 5754 [3] Рисунок 8 – Изменение твердости и структуры при отжиге [3] Временные и температурные параметры являются специфическими для каждого сплава и зависят от степени деформационного упрочнения, которому материал подвергался перед отжигом. Как и у других металлов и сплавов, существует критическая зона деформационного упрочнения (рисунок а35). Если отжиг применяется к материалу в состоянии, которое находится в этой критической зоне, то может происходить бесконтрольный рост зерна. Это делает последующие операции формовки, такие как волочение и гибки более трудными. После деформации поверхность металла может иметь вид, который называют «апельсиновая корка». Рисунок 9.1 – Изменение размера зерна при отжиге в зависимости от степени нагартовки [3] Уровень механических свойств полуфабриката и, в частности, компромисс между пределом прочности и пластичностью (относительным удлинением), контролируются параметрами деформационной обработки и последующими операциями отжига (промежуточными или заключительным). Необходимо отметить, что при одинаковом уровне предела прочности уровень пластичности будет выше в нагартованном и частично отожженном металле (H2X), чем в «чисто» нагартованном металле (H1X) (рисунок 9.2). Поэтому состояния с частичным (смягчающим) отжигом являются более предпочтительными, когда максимальная способность к формовке является главным фактором, например, при глубокой вытяжке [3]. Рисунок 9.2- Различие нагартованных состояний H14 и H24 [5] Нагартовка термически упрочняемых сплавовДля термически упрочняемых сплавов нагартовка может быть дополнением к уровню прочности, которое достигается путем упрочнения за счет выделения упрочняющей фазы при их термической обработке. В случае полностью полностью упрочненных термической обработкой сплавов увеличение их прочности путем дополнительно холодной деформации после старения сравнительно невелико, кроме очень высоких степеней нагартовки. Часто эта возможность ограничена низкой способностью. сплавов в этом состоянии к пластической деформации. Основное применение этой технологии относится к некоторым прессованным и холоднотянутым изделиям, таким как проволока, прутки и трубы, которые подвергаются холодному волочению после термической обработки для увеличения прочности и повышения качества поверхности [2]. Влияние температуры нагартовкиХарактеристики нагартовки алюминиевых сплавов сильно зависят от температуры. Деформационное упрочнение значительно сильнее происходит при криогенных температурах, чем при комнатной температуре. При повышенных температурах характеристики нагартовки зависят как температуры, так и от скорости деформации. Деформационное упрочнение снижается с повышением температуры обработки до тех пор, пока температура не достигнет величины, выше которой не происходит нагартовки из-за динамического возврата и рекристаллизации. Динамический возврат приводит к формированию зубзеренной структуры, которая аналогична той, которая возникает при нагреве предварительно наклепанного металла. Субзеренная структура также до некоторой степени повышает прочность алюминиевых сплавов [2]. Источники: 1. The welding of aluminium and its alloys / Gene Mathers – Woodhead Publishing Ltd, 2002 2. Designing with Aluminum Alloys / Nack J. Kim – Handbook of Mechanical Alloy Design // ed. E. Totten & others, 2004 – pp. 441-486. 3. Corrosion of Aluminium / Christian Vargel – ELSEVIER, 2004. https://aluminium-guide.com/naklep-i-nagartovka/
-
А что, правда говорят, что тв 4 можно разогнать до уровня Японского чпу? Или это вид российского помешательства? Что вы на них все такое точить собрались? Видимо то для чего он и новый не задумывался.
-
Продукция компании SSAB - шведская сталь. http://www.wearplate.ru/uploadn/2.jpgШведский концерн SSAB EMEA AB, представительства которого размещены более чем в 45 странах мира, специализируется на выпуске стального металлопроката и изделий из него высокого качества. Это направление предприятие разрабатывает уже на протяжении без малого сорока лет и добилось того, чтобы по праву числиться среди лидеров рынка выпуска и продажи высокопрочной стали. Сегодня компанией выпускается множество марок сплавов, которые объединяются под общими названиями по своим характеристикам и составу. Объединяет все эти стали то, что равных им по соотношению цены и качества нет. На производстве осуществляется строгий мониторинг за всеми процессами, используется многолетний опыт, накопленный в этой сфере во всем мире, применяются собственные инновационные методики и последние открытия в металлургии. В итоге сталь производства SSAB заслуженно считается образцом технологичности. Все марки сталей этой компании легко обрабатываются (гнутся, режутся, сверлятся и т. д.) и свариваются обычными способами. Hardox – линейка сталей, включающая в себя малоуглеродистые низколегированные сплавы с коэффициентом твердости и от 400 до 600 НВ. Эту сталь можно использовать для изготовления и упрочнения инструментов и оборудования, работающих в условиях повышенных истирающих и ударных нагрузок. Сплавы Hardox имеют не только разную твердость, но и толщину листа, что, безусловно, является очень удобным при выборе материала для ремонта, укрепления конструкции или изготовления оборудования. Hardox-стали применяются для футеровки контейнеров, изготовления ножей, зубцов, режущих пластин землеобрабатывающей и другой техники, эксплуатируемой при экстремальных нагрузках. Самая низкая температура, при которой марки стали Hardox сохраняют свои свойства достигает -40 °С. Weldox является высокопрочной конструкционной сталью с большими пределами текучести. Именно по коэффициенту предела текучести и подразделяется эта сталь на отдельные марки. Например, Weldox 900 имеет предел текучести в 900 МПа. Стали Weldox применяют при изготовлении кранов-манипуляторов, автовышек, погрузчиков, бетонных насосов и других металлоконструкций, где требуется высокая точность и продуктивность работы, где предъявляются повышенные требования по весу. Толщина листов составляет от 4 до 130 мм, максимальная предельная текучесть – 1300 МПа, минимальная – 700 МПа. Эксплуатировать эту сталь можно при температурах до -60 °С. Docol – линейка атмосферостойких сталей. Холоднотянутая сталь этого бренда позволяет сэкономить энергию при штамповке и резке, по отношению к горячекатаной. Таким образом существенно сокращаются издержки. Если брать, к примеру, сталь Docol 1400 MZE, то она оказывается в итоге менее дорогой, нежели углепластик, алюминий и другие подобные материалы. Из сталей Docol изготавливаются полуприцепы, причем стенки такого оборудования не имеют швов, поскольку к ним применим такой метод обработки, как штамповка. Domex – стали, используемые для производства деталей и оборудования, рассчитанные на высокие весовые нагрузки. Линейка включает сплавы, способные выдерживать нагрузку от 200 до 1100 МПа. Стали Domex могут служить материалом для производства рам для самосвалов, сельхозтехники. Из Domex делают бетономешалки, например испанская компания Baryval-Serviplem S.A. таким образом создала технику, грузоподъемность которой выше на 20% именно за счет сплавов SSAB EMEA AB. Prelaq – мягкая кровельная полосовая сталь, используемая для проведения работ по оборудованию плоских и скатных кровель. Может служить для изготовления металлочерепицы. Имеет многослойное покрытие, надежно защищающее сталь от коррозии и воздействия негативных природных факторов (кислотных дождей и пр.). Инновационная разработка в этой сфере - Prelaq Clean. Этот стальной лист обладает способностью к самоочищению. Стали этой линейки имеют гарантированный срок службы 15 лет, а расчетный эксплуатационный срок – 50 лет. Armox – высоколегированные и обладающие повышенной прочностью стали, используемые для бронирования военной техники, изготовления особо защищенных дверей и автомобилей. Здание шведского посольства в Вашингтоне, построенное в 2006 году, защищено от террористических нападений и актов вандализма именно этой сталью, являющейся самой прочной в мире. http://www.wearplate.ru/mobile/onearticle.php?id=73 WELDOX 700D SSAB (Швеция)Химический составSi< 0.6Mn< 1.6P< 0.02Cr< 0.7Mo< 0.7Ni< 2Nb< 0.04Ti< 0.04Al> 0.015N< 0.015B< 0.005FeОстальноеCE0.39 - 0.57CE = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15CM = C + (Mn + Mo)/10 + (Cr + Cu)/20 + Ni/40СвойстваПредел текучести: > 700 МПаВременное сопротивление разрыву: 780 - 930 МПаОтносительное удлинение: > 14 %Работа удара KV при 0°С [32°F]: > 30 ДжРабота удара KV при -20°С: > 27 ДжТолщина: 50.1 - 100 мм ;Предел текучести: > 650 МПаВременное сопротивление разрыву: 780 - 930 МПаОтносительное удлинение: > 14 %Работа удара KV при 0°С [32°F]: > 30 ДжРабота удара KV при -20°С: > 27 ДжТолщина: 100.1 - 130 мм ;Предел текучести: > 630 МПаВременное сопротивление разрыву: 710 - 900 МПаОтносительное удлинение: > 14 %Работа удара KV при 0°С [32°F]: > 30 ДжРабота удара KV при -20°С: > 27 ДжПлотность: 7.84 г/см3ПримечаниеГарантированная ударная вязкость при -20°CWinSteel 7 Prof вер.7.2.15.1 ( Igor Terminal / 31.1.2020 )------ Стали Strenx (Weldox)Стали Weldox в результате ребрендинга с 2015 года реализуются как стали Strenx. Данная марка стали была разработана, чтобы обеспечить превосходную свариваемость с высокими показателями прочности и ударной вязкости. Процесс производства обеспечивает крайне низкое содержание остаточных элементов. Высокая прочность позволяет создавать прочные, но в то же время очень легкие металлоконструкции, что значительно сокращает затраты на материал, сварку и транспортировку. Стали Strenx 700, Strenx 900, Strenx 960 соответствуют аналогичным сталям стандарта EN 10025-6 в то время как Strenx 1100 и Strenx 1300 на данный момент не имеют каких-либо стандартных эквивалентов. https://inkomet.ru/spravochnik/en-10025-konstrukczionnyie-stali/en-10025-6/stali-strenx-(weldox)
-
cталь марки Hardox* – легированная горячекатаная сталь, которая относится к классу конструкционных сталей твердостью от 350 до 650 HB. Изготавливается мелкозернистая сталь Хардокс шведской компанией SSAB Oxelösund AB. В процессе производства сталь проходит закалку и отпуск. Производители сделали упор именно на устойчивость материала ко всем видам износа. Благодаря этому срок эксплуатации изделий и конструкций из Hardox в пять раза выше, чем у аналогичного металлопроката из других марок сталей. Кроме того, эта сталь характеризуется повышенной ударопрочностью и устойчивостью к вибрационным нагрузкам. Металлопрокат, изготавливаемый из стали Хардокс, представлен листами, трубами и кругами. Регламентирует все марки стали Хардокс стандарт EN 10029, а марку HiTemp EN 10029 и EN 10163-2. Марки износостойкой стали Hardox Химический состав Hardox HiTufС Si Mn P S Cr Ni Mo B <0,20 <0,60 <1,60 <0,050 <0,020 <0,70 <2,0 <0,70 <0,005Механические свойства Hardox HiTufТолщина, мм Твердость по Бринеллю, МПа Предел текучести, МПа Испытание на ударную вязкость с V-образным продольным надрезом при -40°C, Дж 40-160 310-370 850 40Химический состав Hardox 400С Si Mn P S Cr Ni Mo B <0,32 <0,70 <1,60 <0,025 <0,010 <1,40 <1,50 <0,60 <0,004Механические свойства Hardox 400Толщина, мм Твердость по Бринеллю, МПа Предел текучести, МПа Испытание на ударную вязкость с V-образным продольным надрезом при -40°C, Дж Эквивалент по углероду на толщину 20, мм Удлинение, % 2,0-8,0 370-430 1100 45 0,38 10 4,0-130,0 370-430 900-1100 45 0,38 10Химический состав Hardox 450С Si Mn P S Cr Ni Mo B 0,18-0,26 0,25-0,70 1,3-1,6 0,015-0,025 0,004-0,010 0,10-1,40 0,10-1,50 0,04-0,60 0,003-0,005Механические свойства Hardox 450Толщина, мм Твердость по Бринеллю, МПа Предел текучести, МПа Испытание на ударную вязкость с V-образным продольным надрезом при -40°C, Дж Эквивалент по углероду на толщину 20, мм Удлинение, % 0,70-2,10 425-475 1250 - 0,47 10 2,50-8,0 425-475 1100-1300 50 0,47 10 3,2-80,0 425-475 1100-1300 50 0,47 10 80,1-103,0 410-475 1050-1300 50 0,47 10 103,1-130,0 390-475 1000-1300 50 0,47 10Химический состав Hardox 500С Si Mn P S Cr Ni Mo B 0,27-0,30 0,50-0,70 <1,60 0,020-0,025 <0,010 1,20-1,50 0,25-1,50 0,25-0,60 0,005Механические свойства Hardox 500Толщина, мм Твердость по Бринеллю, МПа Предел текучести, МПа Испытание на ударную вязкость с V-образным продольным надрезом при -40°C, Дж 3,0-6,50 470-530 1400 37 4,0-32,0 470-530 1250-1400 37 32,1-103,0 450-540 1250-1400 37Химический состав Hardox 550С Si Mn P S Cr Ni Mo B <0,37 <0,50 <1,30 <0,020 <0,010 <1,40 <1,40 <0,60 <0,004Механические свойства Hardox 550Толщина, мм Твердость по Бринеллю, МПа Предел текучести, МПа Испытание на ударную вязкость с V-образным продольным надрезом при -40°C, Дж Эквивалент по углероду на толщину 20, мм 8,0-65,0 525-575 1550 30 0,62Химический состав Hardox 600С Si Mn P S Cr Ni Mo B <0,47 <0,70 <1,40 <0,015 <0,010 <1,20 <2,50 <0,70 <0,005Механические свойства Hardox 600Толщина, мм Твердость по Бринеллю, МПа Испытание на ударную вязкость с V-образным продольным надрезом при -40°C, Дж Эквивалент по углероду на толщину 20, мм 6,0-51,0 570-640 20 0,73 51,1-65,0 550-640 20 0,73Химический состав Hardox ExtremeС Si Mn P S Cr Ni Mo B <0,47 <0,50 <1,40 <0,015 <0,010 <1,20 <2,50 <0,80 <0,005Механические свойства Hardox ExtremeТолщина, мм Твердость по Бринеллю, МПа Эквивалент по углероду на толщину 20, мм 8,0-19,0 570-630 0,57Химический состав Hardox HiTemp С Si Mn P S Cr Ni Mo B <0,25 <0,70 <1,60 <0,025 <0,010 <1,40 <1,50 <1,5 <0,004Механические свойства Hardox HiTempТолщина, мм Твердость по Бринеллю, МПа Предел текучести, МПа Испытание на ударную вязкость с V-образным продольным надрезом при -40°C, Дж 4,7-51 350-400 1100 60Марка Hardox HiTuf – сталь твердостью 350 HB, толщиной от 40 мм до 160 мм, шириной 3350 мм. Сталь рекомендована для эксплуатации при пониженных температурах с сохранением высоких показателей ударной вязкости; Марка Hardox 400 – сталь твердостью 400 HB, толщиной от 2 мм до 130 мм, шириной до 3350 мм. Хардокс 400 отличается высокой вязкостью, хорошей свариваемостью и гибкостью, что делает ее оптимальной для проектов, которые требуют сочетания износостойкости и возможности холодной гибки; Марка Hardox 450 – сталь твердостью 450 HB, толщиной от 2 мм до 130 мм, шириной 3350 мм. Сталь отличается высокой устойчивостью к истиранию, при этом сохраняя высокую вязкость и хорошую свариваемость. Изначально Хардокс 450 разрабатывалась для производства кузовов грузовиков. Теперь она востребована там, где предъявляются жесткие требования к ударной вязкости и устойчивости к абразивному износу; Марка Hardox 500 – сталь твердостью 500 HB, толщиной от 2 мм до 103 мм, шириной 3350 мм. Сталь отличается хорошей свариваемостью и гибкостью. Металлопрокат из Хардокс 500 рекомендован к эксплуатированию в условиях тяжелого износа от воздействия твердых минералов и твердых пород. Кроме того, эта марка стали позволяет повысить полезную нагрузку на конструкции и механизмы, при этом увеличивая срок их службы; Марка Hardox 550 – сталь твердостью 500 HB, толщиной от 8 мм до 65 мм, шириной 2900 мм. Эта марка является усиленной модификацией Хардокс 500. Дополнительные 50 единиц по Бринеллю, придают Хардокс 550 дополнительную твёрдость, что увеличивает срок службы изделия, не снижая устойчивости к расстрескиванию; Марка Hardox 600 – сталь твердостью 500 HB, толщиной от 6 мм до 65 мм, шириной 2000 мм. Сталь способна обеспечить экстремальную твердость при высокой вязкости. Хардокс 600 по твердости легко заменяет стальное литье и ковкий чугун. Несмотря на чрезвычайно высокую твёрдость и уникально высокую ударную вязкость, сталь легко обрабатывается, сваривается и режется; Марка Hardox Extreme – сталь твердостью 650-700 HB, толщиной от 8 мм до 19 мм, шириной 2000 мм. Хардокс Экстрим позиционируется, как самая твердая и прочная сталь в металлургии с повышенной устойчивостью к абразивному износу. Сталь рекомендована для эксплуатации при низких температурах и при усиленном воздействии крупных твердых частиц; Марка Hardox HiTemp – сталь твердостью 372-425 HB, толщиной от 4,7 мм до 51 мм, шириной 3350 мм. Сталь позиционируется, как жаропрочная, и выдерживает повышенные температуры (300–500 °C), сохраняя первоначальные свойства. Уникальное сочетание жаропрочности и износостойкости, позволяет использовать Хардокс HiTemp там, где обычная закаленная и отпущенная сталь не может дать необходимых результатов. В то же время, она легко поддается резке, сварке и любой механической обработке. Характеристики и применение стали HardoxИспользуя сталь Hardox можно значительно уменьшить общий вес конструкции, сократить время подготовки к работе объектов и существенно снизить производственные расходы. Кроме того, все марки стали характеризуются следующими свойствами: высокой степенью прочности и устойчивости ко всем видам износа;высокой твердостью по всей поверхности стали;гарантированной ударной вязкостью;легкой обработкой;возможностью эксплуатации при пониженных и повышенных температурах;длительным сроком службы. ИзносостойкостьПодбор необходимой стали зависит от оптимального сочетания твёрдости листа и истирающего воздействия абразивного вещества. В таблице приведён относительный срок службы разных марок стали при абразивном воздействии гранита. Переход от рядовой стали к Hardox 500 может продлить срок службы изделия в 5 раз. Прочность и твердостьНа графике представлены твёрдость и предел текучести для различных марок Hardox. Главный секрет высокой производительности Hardox кроется в уникальном сочетании высокой твёрдости, прочности и вязкости. Такое сочетание позволяет Hardox противостоять износу, выдерживая сильные удары без необратимой деформации и растрескивания. Гарантированная ударная вязкостьСравнительная таблица показывает наибольшую стойкость сталей Hardox к деформированию. В качестве сравнительного элемента приведена стандартная сталь S355. Как видно на графике сталь Hardox HiTuf более чем в три раза устойчива к деформации и появлению трещин. Благодаря свойствам и характеристикам сталь Хардокс применяется в: переработке: прессы грейферных ковшов, контейнеры, мусоровозы, сита, ножи гранулятора, ленты транспортёра, молотковые дробилки, контейнеры;дорожном строительстве: ковши экскаваторов, детали бульдозеров и самосвалов, дробилки, разравниватели, грейдеры;строительстве: механизмы для демонтажа зданий и конструкций, детали строительных кранов;лесопереработке: конвейерные ленты, режущие кромки ножей, подающие ленты;горнодобывающей отрасли: транспортировочные желоба, накопители, перегрузочные лотки, приёмные бункера, детали буровых установок;сельском хозяйстве: гусеничные траки, погрузчики, просеиватели, подающие бункера;энергетике: барабаны котлов, лопасти для ветряных мельниц, затворы, футеровочные листы стен сортировочных карманов, грейферы, котлы, детали компрессорных станций, газоперекачивающие агрегаты.Резка, обработка и сварка стали ХардоксОсновное преимущество сталей Хардокс перед другими износостойкими сталями (аналоги hardox) – это отличная свариваемость при средних температурах и совместимость по свариваемости с любыми другими сталями. Стали Hardox отлично поддаются термической резке (лазером, плазмой и газом) и механической резке (гильотиной, абразивным диском, пилой, гидроабразивной резкой). Ещё один плюс – это отличные показатели гибкости. Износостойкие стали HARDOX подходят для гибки в вальцах, свободной гибки и гибки на малый радиус. Компания ЕМК предоставляет услуги по нарезке, обработке и изготовлению элементов и полноценных изделий из сталей Hardox | Хардокс. Вы можете заказать любой вид механической обработки стали: токарная обработка, фрезеровка, зенкование, сверление и нарезка резьбы. Вся мехобработка проводится на самом современном оборудовании, при помощи новейших инструментов в специально оборудованных цехах. Купить износостойкую сталь Hardox 400, 450, 500, 550, 600, Extreme, HiTuf и HiTemp можно в Европейской металлургической компании. Мы поставляем оригинальный металлопрокат ведущих мировых производителей, что подтверждается соответствующей документацией. * Hardox – торговая марка износостойких сталей компании SSAB Oxelösund AB Компания ЕМК осуществляет прямые комплексные поставки стали Hardox, а также изделий из этих сталей в Казахстан, Россию и Беларусь. Вы можете задать любой уточняющий вопрос и оформить заказ любым удобным для Вас способом: Для белорусских партнеров: +375 17 232-97-79 E-mail: [email protected]Для российских партнеров: +7 495 134-41-64 E-mail: [email protected]Для казахстанских партнеров: +7 7172 72-76-96 E-mail: [email protected] Для более оперативной связи, Вы можете воспользоваться формой активного чата, расположенного в нижнем правом углу сайта Другие материалы Сталь 6 Сталь DX57D - 1.0853 Сталь EN-JS1120 Сталь X52Q - 1.8741 Сталь S 355 J2H Сталь JS 40 ASTM B536 / ASME SB536 BS 5351 https://emk24.ru/wiki/spetsialnye_stali/iznosostoykie_stali_hardox_4368174/
-
Правка. Способы, инструмент для правки 28.06.2019 Комментарии(0)Содержание страницы [Скрыть] 1. Оснастка для правки2. Основные приемы правки металла вручную3. Правка листового металла на вальцах4. Правка закаленных деталей5. Правка прутков и валовДетали и заготовки из полосового, пруткового или листового материала могут быть погнутыми, кривыми, покоробленными или иметь выпучивания, волнистость и т.п. Слесарная операция, называемая правкой, позволяет придать заготовкам или деталям правильную геометрическую форму, в соответствии с требованиями чертежей или функциональным назначением. Правку деталей и заготовок производят в холодном или в нагретом состоянии. В последнем случае допускается стальные заготовки и детали нагревать до температуры 1100–850 °С, а дюралюминиевые – до 470–350 °С. Правка металла может быть ручной и машинной (на правильных валках, прессах и всякого рода приспособлениях). При выборе способа правки учитывают характер материала, размер детали (заготовки) и величину прогиба. 1. Оснастка для правкиРучная правка листового металла и заготовок из него производится молотками на правильных плитах и специальных рихтовальных бабках. Правильные плиты (рис. 1, а) могут быть из серого чугуна сплошной конструкции или с ребрами или стальными (рис. 1, б). Рис. 1. Правильная плита: а – чугунная; б – стальная Рабочая поверхность плиты должна быть ровной и чистой. Плита должна быть массивной, тяжелой и достаточно устойчивой, чтобы при ударах молотка не было никаких сотрясений. Плиты устанавливают на металлических или деревянных подставках, которые могут обеспечить кроме устойчивости и необходимую горизонтальность. Вокруг плиты должно быть достаточно места, чтобы можно было свободно работать. Рихтовальные бабки (рис. 2, а) изготовляют из стали с термической обработкой. Рабочая поверхность бабки может быть цилиндрической или сферической радиусом 150–200 мм. В качестве рихтовальной бабки для правки хорошо себя зарекомендовал рельс длиной 0,5–1 м. Рельс обладает хорошей устойчивостью, мало подвижен при ударах молотка, не оставляет следов от молотка, не деформируется и удобен для перемещения по плите. Рис. 2. Инструмент для правки металла: а – рихтовальные бабки; б – молоток При ручной правке лучше использовать молотки с круглым, а не квадратным бойком, так как углами квадратного бойка можно повредить поверхность выпрямляемого листа. Молоток для правки должен обладать гладкой и хорошо отшлифованной поверхностью бойка (рис. 2, б). Для правки деталей с окончательно обработанной поверхностью, а также тонких стальных изделий или заготовок из цветных металлов и сплавов применяют молотки из мягких материалов – медные, латунные, свинцовые, деревянные. При правке особо тонкого металла пользуются металлическими и деревянными брусками – гладилками. Правку деталей с обработанной поверхностью стальным молотком следует проводить, используя прокладку из мягкого металла. Для правки тонкого листового и полосового металла служат также металлические и деревянные гладилки и бруски. 2. Основные приемы правки металла вручнуюПоступающие на слесарную обработку заготовки могут быть деформированы и нуждаются в правке, иногда говорят, в рихтовке. Заготовка из листового проката может быть деформирована во время погрузочных работ и транспортировки или деформация может возникнуть в результате остаточных напряжений после механической или термической обработки и др. Волнистая поверхность заготовки из листа может образоваться в результате наличия сжатых волокон, остаточных напряжений на одной из поверхностей листа, что определяет направление вогнутости; изгиб по длине в плоскости; изгиб на ребро свидетельствует о том, что край заготовки, куда направлена изогнутость, сжат или деформирован больше противоположного; если у заготовки деформация в виде спирали, то это свидетельствует о том, что у заготовки края более вытянуты, чем осевая линия, и т.д. Выяснить причину деформации заготовки необходимо для принятия решения о методе ее правки, рихтовки. Правка полосового материала по плоскости производится в следующей последовательности. Искривленною полосу кладут на плиту и, придерживая ее левой рукой, по выпуклым местам полосы наносят удары молотком, при этом удары наносят сначала по краям выпуклости широкой стороны и постепенно приближаются к середине выпуклости, поворачивая по мере необходимости полосу с одной стороны на другую. Сила удара регулируется в зависимости от размеров полосы и степени искривления. Молоток при правке держат за конец рукоятки, несильно зажимая ее в руке. При ударе молоток нужно опускать на лист вертикально всей площадью бойка. В момент удара молоток будет обязательно отскакивать. Этим движением следует научиться управлять так, чтобы отскакивание молотка от листа вверх было направлено по вертикали к плите. Результаты правки (прямолинейность заготовки) оценивают на глаз или же на правильной плите с помощью линейки. Выправив широкую сторону заготовки, приступают к правке ребер. После одного-двух ударов полосу поворачивают с одного ребра на другое. При правке полосы, изогнутой на ребро, удары наносят по широкой плоскости. Прижав левой рукой полосу к плите, наносят удары молотком по всей длине полосы, постепенно переходя от нижней кромки к верхней. На рис. 3 указана стрелками схема направлений и последовательности ударов при правке изогнутости заготовки на ребро. Рис. 3. Схема правки изогнутости заготовки на ребро У нижней кромки наносят сильные удары, а по мере приближения к верхней силу ударов уменьшают, но увеличивают их частоту. При таком способе правки нижняя кромка постепенно вытягивается больше, чем верхняя, и полоса выравнивается. Правку прекращают, когда верхняя и нижняя кромки становятся прямолинейными. Правку изогнутого листа, имеющего поперечные волны – волнистость, выполняют на правильной плите, придерживая его одной рукой, а другой – наносят легкие удары молотком по выступающим частям листа вдоль поперечных волн. Сначала правят лист с одной стороны, а затем его переворачивают и правят с другой стороны. При наличии выпуклости в середине заготовки ее кладут на плиту и выпуклости обводят мелом. Затем наносят частые удары молотком от края листа по направлению к выпуклости. По мере приближения к выпуклости удары молотком следует делать чаще и слабее. Если на заготовке имеется волнистость по краям, то удары молотком наносят по направлению от середины заготовки к ее краям. После устранения выпуклостей и волнистости лист переворачивают и легкими ударами молотка окончательно восстанавливают его прямолинейность. В процессе правки нужно следить за тем, чтобы на поверхности листа не оставались следы от ударов молотком. Эту работу удобно выполнять, перемещая заготовку вдоль рихтовальной бабки или по поверхности рельса, на котором производится правка. При правке тонкого листового материала пользуются легкими деревянными, медными, латунными или свинцовыми молотками. Приемы правки такие же, как и стальными молотками. Правку весьма тонкого листового материала осуществляют на чистой, ровной (без забоин и других неровностей) поверхности скольжением без особой нагрузки металлических или деревянных брусков-гладилок, имеющих ровную и гладкую поверхность. При правке лист периодически переворачивают. 3. Правка листового металла на вальцахДля правки деталей из листового металла могут быть также использованы вальцы. В ручных вальцах правят обычно заготовки из листа толщиной до 3 мм. Валки 1 и 3 расположены один над другим (рис. 4), и в зависимости от толщины заготовки 2 их можно удалять друг от друга или сближать между собой. Также может быть поднят или опущен расположенный сзади третий валок 4. Валки должны быть отрегулированы так, чтобы они не были сильно прижаты друг к другу. Рис. 4. Схема работы ручных вальцов Заготовку (лист или полосу) устанавливают между двумя передними валками и, вращая рукоятку по часовой стрелке, пропускают между валками. Часто для полного устранения выпуклостей и вмятин заготовки приходится пропускать между валками несколько раз. Заготовки толщиной 3–6 мм правят на вальцах с электроприводом. 4. Правка закаленных деталейЗакаленные детали выправляют носиком молотка (рис. 5). Деталь при этом лучше располагать не на плоской плите, а на рихтовальной бабке, имеющей гладкую поверхность. Удары при правке наносят не по выпуклой, а по вогнутой стороне детали. Рис. 5. Правка закаленных деталей При правке закаленную полосу (линейку и пр.) кладут на рихтовальную бабку выпуклостью вниз, носиком молотка наносят не сильные, но частые удары по впадине, начиная с ее середины и постепенно переходя к краям; затем, перехватив левой рукой деталь за второй конец, производят правку другой ее части. В процессе правки периодически проверяют стрелу прогиба детали. Удары молотком должны быть не сильными, чтобы не сломать деталь. 5. Правка прутков и валовКороткие прутки диаметром до 12 мм правят на рихтовальной бабке в виде бруска или рельса на правильной плите, нанося молотком удары по выпуклостям и искривленным местам. Искривления малого радиуса правят поперек бруска, а большого – вдоль, добиваясь уменьшения кривизны. В положении равновесия пруток на бруске в свободном состоянии наружной поверхностью будет указывать на выпуклость. После устранения заметных выпуклостей добиваются прямолинейности прутка правкой на плите, нанося легкие удары по всей его длине и одновременно поворачивая его левой рукой. Выпрямленный пруток свободно перекатывается по поверхности правильной плиты. Правка прутков и валов диаметром свыше 12 до 30 мм осуществляется на призмах и ручных прессах. Перед правкой при перекатывании прутка по плите отмечают мелом выпуклые места, которые отрываются от плиты. При ручной правке пруток устанавливают на призмы выпуклым местом вверх так, чтобы призмы отстояли от отметки на расстоянии 50-100 мм и наносят удары по выпуклому месту молотком со вставками из мягкого металла (меди, свинца). Если правку производят стальным молотком, то применяют подкладки из мягких металлов. Стрелу прогиба контролируют при перекатывании прутка по плите. На ручных прессах (рис. 6) производят правку валов с контролем величины прогиба. При правке валов производят проверку и исправление центровых гнезд. Рис. 6. Оборудование для правки деталей типа валов: а – скоба-пресс; б – ручной винтовой пресс После этого вал ставят в центре приспособления для измерения величины (стрелы) прогиба. Значение стрелы прогиба определяют как половину величины биения вала, показываемого индикатором. Для правки вал 4 (рис. 7) ставят на призмы или опоры 5 винтового или гидравлического пресса выпуклой стороной кверху и перегибают нажимом винта или штока 3 пресса через мягкую прокладку 2 так, чтобы обратная стрела прогиба f1 была в 10–15 раз больше того прогиба f, который имел вал до правки. Точность правки контролируют индикатором 1. Рис. 7. Схемы холодной правки вала: а – монтажная; б – расчетная; 1 – индикатор; 2 – прокладка; 3 – шток пресса; 4 – вал; 5 – опора Распространен также метод двойной правки валов, применение которого значительно увеличивает сопротивляемость выправленного вала повторным деформациям. Двойную правку выполняют следующим образом. Подлежащий правке вал устанавливают на призмах (рис. 8) выпуклостью вверх и плавно нажимают на него винтом или штоком пресса. Усилие нажима должно быть таким, чтобы вал после этого остался прогнутым в обратную сторону на ту же величину. Затем указанная операция повторяется, но уже с таким усилием нажима, чтобы вал оказался выправленным. Для повышения устойчивости формы детали и снятия внутренних напряжений, возникающих в результате правки, производят отпуск при 400–450° С в течение 0,5–1 ч. Продолжительность нагрева устанавливается в зависимости от размеров детали. Рис. 8. Схема двойной правки вала: а – первая правка вала; б – форма вала после первой правки; в – вторая правка вала; г – вал после второй правки Часто для этой цели при холодной правке валов, тяг и других деталей применяют наклеп вогнутой поверхности в положении, при котором выпрямляемая деталь прогнута винтом или штоком пресса в направлении, обратном изгибу. Легкие удары молотком по выпуклой стороне детали через медную прокладку вызывают растяжение волокон на этой стороне вала. После небольшой выдержки усилие от прогиба винтом или штоком пресса снимают и вал подвергают проверке. Правка наклепом может производиться также следующим образом. Изогнутый вал укладывают на жесткую ровную плиту прогибом вниз (рис. 9). Затем молотком наносят частые легкие удары по поверхности вала до устранения просвета между его поверхностью и плитой. Рис. 9. Правка вала наклепом: а – момент правки; б – выправленный вал После этого вал проверяют на биение индикатором или рейсмусом. Термическая обработка вала после правки не требуется. Наклепом чаще всего правят валы, имеющие шпоночный паз по всей длине. Если такой вал выгнут в сторону шпоночного паза, то его проще всего выправить путем наклепа дна шпоночного паза в наиболее вогнутой точке. Наклеп производят нанесением легких ударов молотком по закаленной пластинке, которую постепенно перемещают по дну паза. Стальные детали при температуре ниже 0° С править холодным способом не следует, так как это может привести к их поломке. Правку горячим способом при ремонте применяют реже, так как этой операции обычно приходится подвергать полностью обработанные детали, подогрев которых может вызвать окисление поверхности и деформацию детали. При невозможности выправить деталь в холодном состоянии ее подогревают до температуры ковки. Править при температуре 150–450° С не рекомендуется; в этом интервале температур в стальной детали могут образоваться трещины. Горячий способ относительно чаще применяется для правки валов большого диаметра. Обычно при этом деталь подвергают местному нагреву пламенем газовой горелки при круговом вращении вала. Нагретый вал выправляют изгибанием домкратом, прессом или быстрым охлаждением небольшой площади на выпуклой стороне. В результате одностороннего охлаждения вал стремится перегнуться в противоположную сторону. Для проведения этого процесса нагретую поверхность быстро укрывают асбестом, оставляя открытым лишь место охлаждения. Вал располагают таким образом, чтобы охлаждаемое место было обращено вниз, после чего снизу подают охлаждающую воду. Для листового металла можно использовать также метод газопламенной правки. По этому методу на отмеченные места, подлежащие выпрямлению, направляют струю пламени газовой горелки, нагревая неровности до красно-вишневого цвета (600–700° С). Нагретый металл расширяется, а затем при остывании под влиянием сил сжатия выпрямляется. Этим методом, ускоряющим процесс правки, можно править также валы, оси, трубы, уголки. https://extxe.com/19088/pravka-sposoby-instrument-dlja-pravki/
-
МЕТОДИКА РАСЧЕТА И ТЕХНОЛОГИИ ПРАВКИ ДЕФОРМАЦИЙ В СТАЛЬНЫХ КОНСТРУКЦИЯХ МОСТОВ Москва 2008 Содержание ПРЕДИСЛОВИЕ 1 Область и условия применения 2 Нормативные ссылки 3 Термины и определения 4 Общие указания по правке деформированных конструкций 5 Классификация остаточных сварочных деформаций и механических повреждений. Допускаемые отклонения линейных размеров и геометрической формы мостовых конструкций 6 Требования к оборудованию, материалам и инструменту для термической и термомеханической правки 7 Правка общих деформаций типа саблевидности и продольного изгиба 8 Правка местных деформаций по плоскости листа 9 Правка местных сварочных деформаций, искажающих геометрическую форму поперечных сечений конструкций 10 Термическая и термомеханическая правка при сочетании нескольких видов деформаций на одном участке Приложение А (справочное) Методики первой группы расчета деформаций элементов конструкций при сваркеhttps://docviewer.yandex.ru/view/40127518/?page=1&*=scHjY3JAG4OPvKCVNwzuZDSx2Sp7InVybCI6Imh0dHA6Ly93d3cuY29tcGxleGRvYy5ydS9udGRwZGYvNTM0MjUxL21ldG9kaWthX3Jhc2NoZXRhX2lfdGVraG5vbG9naWlfcHJhdmtpX2RlZm9ybWF0c2lpX3Zfc3RhbG55a2hfa29uc3RydWt0c2l5YS5wZGYiLCJ0aXRsZSI6Im1ldG9kaWthX3Jhc2NoZXRhX2lfdGVraG5vbG9naWlfcHJhdmtpX2RlZm9ybWF0c2lpX3Zfc3RhbG55a2hfa29uc3RydWt0c2l5YS5wZGYiLCJub2lmcmFtZSI6dHJ1ZSwidWlkIjoiNDAxMjc1MTgiLCJ0cyI6MTU4MTIyNzU4MzA1MywieXUiOiI0MzQ2ODU3MjQxNTMzOTE5MzIxIiwic2VycFBhcmFtcyI6Imxhbmc9cnUmdG09MTU4MTIyNzMwNyZ0bGQ9cnUmbmFtZT1tZXRvZGlrYV9yYXNjaGV0YV9pX3Rla2hub2xvZ2lpX3ByYXZraV9kZWZvcm1hdHNpaV92X3N0YWxueWtoX2tvbnN0cnVrdHNpeWEucGRmJnRleHQ9JUQxJTgyJUQwJUI1JUQxJTgwJUQwJUJDJUQwJUI4JUQxJTg3JUQwJUI1JUQxJTgxJUQwJUJBJUQwJUIwJUQxJThGKyVEMCVCRiVEMSU4MCVEMCVCMCVEMCVCMiVEMCVCQSVEMCVCMCslRDElODElRDAlQjIlRDAlQjAlRDElODAlRDAlQkQlRDElOEIlRDElODUrJUQwJUJBJUQwJUJFJUQwJUJEJUQxJTgxJUQxJTgyJUQxJTgwJUQxJTgzJUQwJUJBJUQxJTg2JUQwJUI4JUQwJUI5KyVEMCVCRiVEMCVCRSVEMSU4MSVEMCVCRSVEMCVCMSVEMCVCOCVEMCVCNSZ1cmw9aHR0cCUzQS8vd3d3LmNvbXBsZXhkb2MucnUvbnRkcGRmLzUzNDI1MS9tZXRvZGlrYV9yYXNjaGV0YV9pX3Rla2hub2xvZ2lpX3ByYXZraV9kZWZvcm1hdHNpaV92X3N0YWxueWtoX2tvbnN0cnVrdHNpeWEucGRmJmxyPTIxMyZtaW1lPXBkZiZsMTBuPXJ1JnNpZ249NmEyOWE3ZTk3NjAyZTIwZjczZjQ3MTBkY2M2OTg5YTMma2V5bm89MCJ9&lang=ru
-
Справочник металлистаМеталлы и металлообработка Обратный удар при газовой сварке » Статьи » Обратный удар при газовой сварке Клапан обратного удара Выполнение газопламенных работ сопряжено с риском возникновения обратного удара пламени. Если воспламенение проникло в горелку (резак), оно движется по газовым каналам с огромной скоростью. Т.е обратный удар – это такая ситуация, при которой газ начинает сгорать в направлении противоположном своему истечению и скорость его сгорания выше, чем скорость его истечения. Последствия такого негативного развития событий могут быть разнообразными: • выход из строя оборудования • разрыв рукавов, редукторов, баллонов с ацетиленом или пропаном • человеческие жертвы! Причины обратного удара Что приводит к возникновению такой фатальной ситуации: • неверное разжигание – ошибочная регулировка кислорода и горючего газа, силы пламени; • слишком большой разогрев мундштука и трубки, на которую он накручивается, что приводит к самовоспламенению смеси газов еще до выхода ее из горелки; • в мундштуке накапливается сор, если он забьет отверстие на его конце, давление газа на выходе увеличится; • закрытие выходного отверстия мундштука путем касания к детали – тоже мешает нормальному выходу газа в окружающую среду. • если закончился баллон с кислородом или забился инжектор и т.д. – то есть все что влияет на давление кислорода, резкое изменение его значения Внешние признаки: • резкий хлопок, но горение пламени продолжается (слабое пламя, неправильная настройка); • хлопок с прекращением горения из мундштука идет дым. Защита защита от обратного удара — клапан Установка клапана обратного удара спасет Вам жизнь, обезопасит оборудование от порчи, разрушения. Работает он следующим образом: поток пламени, проникающий в горелку (резак) или рукава, немедленно гасится огнегасителем . Противоток пропана, ацетилена или кислорода прекращается запорной пружиной. Процесс блокируется вставкой из металлокерамики, спеченной из порошка. Всего существует их два вида: • на кислород • и на горючий газ. Они всегда идут в паре. Устанавливаются на редуктор или горелку (резак) и выдерживают минимум сто обратных толчков пламени идущих один за другим. Обратный удар пламени Обратным ударом пламени называют распространение горения газов внутрь горелки (сопла, шлангов), в направлении, противоположном направлению истечения горючей смеси газов. При нормальном горении пламени, скорость истечения горючей газовой смеси равна скорости горения. V истечения = V горения В случае нарушения этого равенства, возможны два варианта: V истечения > V горения – отрыв пламени; V истечения < V горения – обратный удар.Причины возникновения обратного удара: — засорение мундштука брызгами от расплавленного металла; — перегрев сопла горелки; — неправильная регулировка состава смеси газов и мощности пламени. Внешне проявления обратного удара можно разделить на три вида: — раздается хлопок, но пламя продолжает гореть, обычно происходит из-за малой мощности пламени или неправильной регулировки; — так же происходит хлопок, и пламя при этом гаснет, чаще вызвано длительной работой с окислительным пламенем, может стать причиной разрывов шланга и горелки, далее пламя может добраться до баллонов, вызвав взрыв; — раздается хлопок с угасанием пламени и выделением черного дыма из мундштука, тоже опасный вариант. Во всех трех случаях следует перекрыть подачу горючих газов, принять меры для выявления и устранения причин и последствий обратного удара. Обратный удар является крайне нежелательным явлением, так как может привести к порче оборудования для газопламенной обработки. Для предотвращения последствий обратного удара на генераторах и на шлангах устанавливаются специальные защитные приспособления — затворы и обратные клапаны. Затворы могут быть двух видов: «мокрые» и «сухие». Схема мокрого затвора 1 – корпус затвора; 2 – отверстие для залива жидкости; 3 – клапан; При нормальной работе газ, подаваемый от генератора, поднимает клапан 3 и, проходя через воду (или другую жидкость), поступает к потребителю. При обратном ударе пламя поступает к затвору через шланги в верхнюю часть, где происходит сгорание газа. При этом повышается давление. Давление передается через воду на клапан 3, и он закрывается, мембрана при этом разрывается, и продукты горения выбрасываются в атмосферу. Схема сухого затвора 1 – отсекатель пламени (воспринимает ударную волну пламени). При нормальной работе клапан 3 открывается, при этом сжимается пружина 4 и газ, проходя через перфорированные экраны 2 и пористую массу 5, поступает к потребителю. При этом повышенное давление в затворе приводит к закрытию клапана 3, тем самым предотвращаются последствия обратного удара. При обратном ударе кинетическая энергия пламени гасится отражателем 1, перфорированными экранами 2 и полностью гасится в пористой массе 5. Также по теме: svarder.ru Как бороться: обратный удар пламени горелки Явление, известное под названием обратный удар пламени, описывается как процесс обратного перемещения струи горящих газов во внутреннюю часть горелки. В данной статье мы попытаемся разобраться в причинах и механике возникновения этого процесса в случае, если приходиться пользоваться газовой резкой. Как проявляется Обратный удар пламени чаще всего наблюдается в виде резкого хлопка, после чего происходит: — угасание пламени горелки, а из мундштука выделяется дым черного цвета; — пламя не пропадает, но хлопков может быть несколько. В основном связано с неправильной настройкой оборудования или низкой мощности подаваемого в горелку газа; — угасание пламени как последствие чрезмерно длительных манипуляций с окислительным пламенем. Последний вариант наиболее опасен. Он может сопровождаться не только микро- и макроразрывами шланга, горелки, но и способен спровоцировать взрыв баллонов. Почему возникает обратный удар пламени? Основные причины Спровоцировать данное явление могут несколько факторов, к которым относятся: — неправильный подбор газовой смеси; — малая мощность подаваемого потока газов; — мундштук или сменный наконечник горелки сильно перегреваются; — «замерзание» редуктора; — последствие налипания на мундштук брызг металла; — забился инжектор; — наличие песка в горелке; — произошло случайное касание горелки в детали и перекрылся выход; — закончился воздух в кислородном баллоне. Варианты решения проблемы На горелке перекрывается кислородный вентиль, а после перекрывают подачу воспламеняющегося газа.Проверяется уровень давления в баллонах и параметры регулятора.Ждем пока охладится горелка, после чего при надобности проводим ее чистку.В случае сильных хлопков проводим дополнительно осмотр шланга, регулятора, баллона.Если все хорошо, повторно зажигаем пламя, проверяем как все работает.Дополнительно также могут устанавливаться устройства, блокирующие обратный газовый поток. К ним относятся предохранительные затворы, подсоединяемые между горелкой/резаком и источником поступления горючего газа. Затворы бывают гидравлические (заполняются водой) и сухие (огнепреградители (засыпаются металлокерамическим порошком с мелкопористой структурой). Небольшие затворы монтируются между горелкой и шлангами, а те что больше по размерах – устанавливаются на выходах регуляторов. Не забывайте, чтобы затворы работали – требуется регулярное их обслуживание. Таким образом, внедрив все изменения для оборудования, обратный удар пламени будет маловероятен. Одним из вариантов решения проблемы может быть более прогрессивная плазменная резка. Она не только более производительная, универсальная, но и более безопасная. blog.svarcom.net 5.6. Обратный удар Обратным ударом называется воспламенение горючей смеси в каналах горелки или резака и распространение пламени навстречу потоку горючей смеси. Обратный удар характеризуется резким хлопком и гашением пламени. Горящая смесь газов устремляется по ацетиленовому каналу горелки или резака в шланг, а при отсутствии предохранительного затвора — в ацетиленовый баллон, что может привести к взрыву ацетиленового баллона и вызвать серьезные разрушения и травмы. Возможные причины обратного удара 1.Бочкообразная форма сужающейся части канала Рис. 88. Мундштук (24) Способ устранения: Заменить мундштук (неустранимый дефект изготовителя) 2.Несовпадение осей выходного канала (1) и конфузора (2) Рис. 89. Мундштук (24) Способ устранения: Развертывание конфузора конической разверткой 3.Уменьшение длины выходного участка канала менее трех диаметров выходного отверстия Рис. 90. Мундштук (24) Способ устранения: Заменить мундштук 4.Мундштук сильно приближен к детали или засорен Рис. 100. Наконечник горелки (24) Способ устранения: Соблюдать расстояние от мундштука до детали. Прочистить мундштук 5.Резкое снижение давления кислорода Способ устранения: Отрегулировать подачу газа Запомни Обратный удар может произойти от перегрева горелки и засорения канала мундштука горелки. https://ssk2121.com/obratnyy-udar-prichiny-vozniknoveniya-pri-gazorezke-metalla/
-
Итальянская пресс - форма.Сложная и дорогая.(вторая половина ждет своей очереди).Ст.314 behler (1.2085).Наплавка В3К. Доводка - борфрезы,алмазные напильники,диски,бруски и т.д.) Довольно напряженная работа,.надо сказать.




- 16 ответов
-
- 7
-
-
- технологии
- фото
- (и ещё 2 )
-
НАПЛАВКА https://www.gost-svarka.ru/svarka_termini_opredeleniya/vidy_svarki/naplavka.htm Характеристика способов наплавки и восстанавливаемых изделий 13.11.2018 Комментарии(0)Содержание страницы [Скрыть] 1. Способы восстановления и упрочнения деталей машин. Характеристики способов наплавки.Преимущества и недостатки технологии наплавкиХарактеристики способов наплавкиПреимущества и недостатки технологии наплавки2. Классификация восстанавливаемых изделий. Классификация дефектов деталейКлассификация восстанавливаемых изделийКлассификация дефектов деталей3. Технологическая подготовка деталей к восстановлению: очистка, контроль, дефектация и сортировка.Выбор способа наплавкиОчистка деталейОбезжиривание и травлениеКонтроль, дефектация и сортировкаДополнительная технологическая подготовка деталейПример очистки деталей ДВСВыбор рационального способа наплавки1. Способы восстановления и упрочнения деталей машин. Характеристики способов наплавки. Преимущества и недостатки технологии наплавкиВосстановление деталей – это технологический процесс возобновления исправного состояния и ресурса этих деталей путем возвращения им утраченной из-за изнашивания части материала и доведения до нормативных значений уровня свойств, изменившихся за время длительной эксплуатации. Упрочнение деталей – это повышение сопротивляемости элементов этих деталей разрушению, остаточной деформации или изнашиванию. В производственных условиях разработаны и реализованы десятки различных способов восстановления деталей. Выбор наиболее приемлемого способа состоит в техническом, экономическом и организационном анализе требований к восстановленным деталям с учетом условий работы их в сопряжениях, производственной программы, оснащенности предприятий, обеспеченности материалами, энергией, рабочей силой и других конкретных мероприятий. Различные способы восстановления приведены ниже на схеме. Наплавка – это нанесение слоя металла на поверхность заготовки или изделия посредством сварки плавлением (ГОСТ 2601-84). В случае применения для этой цели сварки давлением употребляется термин наварка (плакирование). Изготовительная наплавка (наварка) служит для получения новых биметаллических (двуслойных) изделий. Такие изделия состоят из основы (основной металл), обеспечивающей необходимую конструкционную прочность, и наплавленного рабочего слоя (наплавленный металл) с особыми свойствами (износостойкость, термостойкость, коррозионная стойкость и т. д.). Восстановительная наплавка (наварка) применяется для восстановления первоначальных размеров изношенных или поврежденных деталей. В этом случае наплавленный металл по составу и свойствам может быть близок к основному (восстановительная размерная наплавка) или отличаться от него (восстановительная износостойкая наплавка). Наплавка деталей и восстановление изношенных деталей наплавкой – эффективный и экономичный способ продления срока службы деталей и машин. Наплавку выполняют с помощью сварки, преимущественно дуговой, для наложения необходимого слоя металла на поверхность детали с целью повышения ее стойкости против истирания, повышенных температур, абразивного изнашивания, коррозии и других видов разрушения. Наплавку применяют для восстановления размеров изношенных деталей и создания слоя металла на поверхности детали, отличающегося по своим свойствам от основного металла детали повышенной износостойкостью, коррозионной стойкостью, жаростойкостью и другими свойствами. Наиболее распространены способы ручной дуговой наплавки покрытыми электродами, наплавка неплавящимися угольным или вольфрамовым электродом в среде защитного газа, наплавка в углекислом газе, под слоем флюса, вибродуговая наплавка. По степени механизации процесса различают такие наплавки: ручная дуговая покрытыми электродами, полуавтоматическая, автоматическая. Характеристики способов наплавкиСпособы наплавки, как и способы сварки, классифицируются по трем типам признаков (ГОСТ 19621-74): физическим, техническим и технологическим. Наиболее распространена и удобна классификация по физическому признаку (используемый источник нагрева). По нему основные способы наплавки и наварки можно разделить на три группы (рис. 1.1): термические (электродуговая, электрошлаковая, плазменная, электронно-лучевая, лазерная (световая), индукционная, газовая, печная); термомеханические (контактная, прокаткой, экструдированием); механические (взрывом, трением). Рис. 1.1. Способы наплавки В свою очередь, большинство этих способов могут подразделяться по техническим (способ защиты металла в зоне наплавки, степень механизации процесса, непрерывность наплавки) и технологическим (по роду тока, количеству электродов, наличию внешнего воздействия и т. п.) признакам. Таблица 1.3 Способы наплавки Характеристика способа, области его применения Основные преимущества Недостатки Ручная дуговая наплавка покрытыми электродами Универсальный, пригодный для наплавки деталей различной формы и назначения во всех пространственных положениях. Легирование наплавленного металла производится через стержень электрода и (или) через покрытие. Плотность тока 11…12 А/мм2 Простота и доступность оборудования и технологии; возможность получения наплавленного металла практически любой системы легирования Низкая производительность; тяжелые условия труда; непостоянство качества наплавленного слоя; большое проплавление основного металла Полуавтоматическая и автоматическая дуговая наплавка проволоками Механизированная наплавка под флюсом одной проволокой (сплошной или порошковой) или лентой (холоднокатаной, порошковой или спеченной); легирование наплавленного металла осуществляется, как правило, через электродный материал, легирующие флюсы применяются реже. Дуговая наплавка самозащитными порошковыми проволоками и лентами; стабилизация дуги, легирование и защита расплавленного металла от азота и кислорода воздуха за счет компонентов сердечника электродного материала. Дуговая наплавка в среде защитных газов применяется относительно редко. При дуговой наплавке вследствие большого проплавления основного металла необходимый состав наплавленного металла удается получить только в третьем-пятом слое Универсальность, высокая производительность, возможность получения наплавленного металла практически любой системы легирования Большое проплавление основного металла, особенно при наплавке проволоками Электрошлаковая наплавка В горизонтальном, вертикальном или наклонном положениях, как правило, с принудительным формированием наплавленного слоя. Наплавка на горизонтальную поверхность как с принудительным, так и со свободным формированием. Применяется в металлургии для наплавки прокатных валков, в производстве Устойчивость процесса в широком диапазоне плотностей тока (от 0,2 до 300 А/мм2); высокая производительность; возможность наплавки сталей и сплавов с повышенной склонностью к образованию трещин; Большая погонная энергия процесса вызывает перегрев основного металла и ЗТВ; невозможность получения наплавленных слоев малой толщины (кроме способа горизонтальной заготовок для прокатки биметалла, в горнорудной промышленности для восстановления зубьев ковшей экскаваторов, зубьев крупномодульных шестерен, в машиностроении для наплавки штампов. Антикоррозионная наплавка лентами применяется в атомном, энергетическом и нефтехимическом машиностроении возможность наплавки за один проход слоев большой толщины; возможность придавать наплавленному металлу необходимую форму и сочетать наплавку с электрошлаковой сваркой наплавки лентами); большая длительность подготовительных операций Плазменная наплавка Наплавляемое изделие может быть нейтральным (наплавка плазменной струей) или включенным в электрическую цепь источника питания дуги (наплавка плазменной дугой). Требуемые свойства наплавленного металла можно получить уже в первом слое. Наибольшее распространение получила плазменно-порошковая наплавка, так как порошки можно изготовить практически из любого пригодного для наплавки сплава. Применяется для наплавки фасок клапанов и седел клапанов двигателей внутреннего сгорания, деталей нефтехимической, энергетической и общепромышленной запорной арматуры, режущего инструмента различного назначения Высокое качество наплавленного металла; малая глубина проплавления основного металла при высокой прочности сцепления; возможность наплавки относительно тонких слоев Невысокая производительность; использование сложного оборудования Индукционная наплавка Легко поддающийся механизации и автоматизации процесс, особенно эффективный в условиях серийного производства. Применяются два основных варианта индукционной наплавки: с использованием твердого присадочного материала (порошковой шихты, стружки, литых колец и т. п.), расплавляемого индуктором непосредственно на наплавляемой поверхности, и жидкого присадочного металла, который выплавляется отдельно и заливается на разогретую индуктором поверхность наплавляемой детали. Широко используется в сельскохозяйственном машиностроении Малая глубина проплавления основного металла; возможность наплавки тонких слоев, высокая эффективность в условиях серийного производства Низкий КПД процесса; перегрев основного металла; необходимость использования для наплавки только тех материалов, которые имеют температуру плавления ниже температуры плавления основного металла Лазерная (световая) наплавка Разработано три способа лазерной наплавки: с подачей присадочного порошка в зону плавления; оплавление предварительно нанесенных паст; оплавление напыленных слоев. Требуемые составы и свойства наплавленного металла можно получить уже в первом слое небольшой толщины. В опытно-промышленном производстве лазернопорошковым методом наплавляют коленчатые и распределительные валы двигателей внутреннего сгорания, клапаны и некоторые другие детали Малое и контролируемое проплавление при высокой прочности сцепления; возможность получения тонких (менее 0,3 мм) слоев; небольшие деформации наплавляемых деталей; возможность наплавки труднодоступных поверхностей; возможность подвода лазерного излучения к нескольким рабочим местам, что сокращает время на переналадку оборудования Низкая производительность, невысокий КПД процесса; сложное дорогостоящее оборудование Электронно-лучевая Использование для наплавки электронного луча позволяет раздельно регулировать нагрев и плавление основного и присадочного материалов, а также свести к минимуму их перемешивание. Наплавка производится с присадкой сплошной или порошковой проволоки. Поскольку наплавка выполняется в вакууме, то шихта порошковой проволоки может состоять из одних легирующих компонентов Малое и контролируемое проплавление основного металла; возможность наплавки слоев малой толщины Сложность и высокая стоимость оборудования; необходимость биологической защиты персонала Наплавка трехфазной дугой неплавящимися электродами в аргоне Применяется для наплавки изделий из алюминиевых и магниевых сплавов с подачей присадочной проволоки в зону сварки. Используется как источник тепла одновременно и для сварки, и для подогрева зоны наплавки межэлектродной (косвенной) дугой. Наиболее эффективен способ для ремонтной сварки и наплавки изделий из магниевых и алюминиевых сплавов, склонных к образованию горячих трещин в зоне ремонта Высокая мощность дуги, стабильность горения, высокая производительность процесса, хорошее качество наплавленного слоя Сложность и высокая стоимость оборудования. Малая распространенность способа в промышленности вследствие отсутствия промышленного производства оборудования для сварки Газовая наплавка Металл нагревается и расплавляется пламенем газа, сжигаемого в смеси с кислородом в специальных горелках. Горючий газ – ацетилен или его заменители: пропан-бутановая смесь, природный газ, водород и др. Известна газовая наплавка с присадкой прутков либо с вдуванием порошка в газовое пламя. Широко используется при ремонте сельскохозяйственной и автомобильной техники, а также для наплавки релитом буровых долот и быстроизнашивающихся деталей горнорудной техники Малое проплавление основного металла; универсальность технологии, возможность наплавки слоев малой толщины Низкая производительность; нестабильность качества наплавленного слоя Электроконтактная наплавка (наварка) Соединение основного и присадочного металлов осуществляется в результате их совместной пластической деформации, сопровождающейся пропусканием в месте контакта импульсов тока. В качестве оборудования используются модернизированные машины для шовной контактной сварки. Присадочные материалы – стальная лента, проволока, порошки и их смеси. Применяется при ремонте и восстановлении валов, осей, штоков, фланцев, барабанов и прочих деталей, износ которых по диаметру не превышает 1,0…1,5 мм Отсутствие проплавления основного металла; минимальные деформации наплавленных деталей; возможность наплавки слоев малой толщины Низкая производительность процесса; ограниченная номенклатура наплавляемых деталей Плакирование с использованием энергии взрыва Для непосредственного плакирования деталей или получения многослойных заготовок наиболее широко применяется взрывное плакирование пластичными коррозионностойкими сталями и сплавами. Применение опор переменной жесткости и особых способов подготовки плакирующих листов позволило использовать энергию взрыва для плакирования малоуглеродистой стали малопластичными инструментальными сталями Х6Ф1, Х12, Р6М5, изготовления бии триметалла для нефтехимического и сельскохозяйственного машиностроения Возможность соединения металлов, сварка которых другими способами сложна или невозможна; отсутствие проплавления основного металла; минимальные деформации при сварке Необходимость использования специальных полигонов; большая длительность подготовительных операций Наплавка трением Суть метода заключается в быстром вращении присадочного прутка (1500…4000 об/ мин), который торцом прижимается к наплавляемой поверхности. Металл нагревается, становится пластичным и как бы намазывается на поверхность изделия Возможность наплавки тонких слоев; отсутствие перемешивания основного и наплавленного металла; низкие затраты электроэнергии Низкая универсальность – для наплавки каждой детали необходимы присадочные материалы определенных геометрических размеров и специализированное оборудование или оснастка; малая производительность; отсутствие производства материалов для наплавки; дефекты наплавленного слоя – краевые несплавления, несплавления в местах перекрытия соседних валиков Преимущества и недостатки технологии наплавкиСущность процесса наплавки заключается в использовании теплоты для расплавления присадочного материала и его соединения с основным металлом детали. Используя возможности дуговой наплавки, на поверхности детали можно получить наплавленный слой любой толщины, любого химического состава с разнообразными свойствами. Наплавка может производиться в один или несколько слоев на различные поверхности: плоские;цилиндрические;конические;сферические и другие сложные формы поверхности. Толщина слоя наплавки может изменяться в широких преде-лах – от долей миллиметра до десятков миллиметров. При наплавке поверхностных слоев с заданными свойствами, как правило, химический состав наплавленного металла существенно отличается от химического состава основного металла. Поэтому при наплавке должен выполняться ряд технологических требований. В первую очередь таким требованием является минимальное разбавление наплавленного слоя основным металлом, расплавляемым при наложении валиков. Поэтому в процессе наплавки необходимо получение наплавленного слоя с минимальным проплавлением основного металла, так как в противном случае возрастает доля основного металла в формировании наплавленного слоя. Это приводит к ненужному разбавлению наплавленного металла расплавляемым основным. При наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений и деформаций. Это требование обеспечивается за счет уменьшения глубины проплавления, а также регулированием параметров режима, погонной энергии, увеличением вылета электрода,применением широкой электродной ленты и другими технологическими приемами. Технология наплавки различных поверхностей предусматривает ряд приемов нанесения наплавленного слоя (рис. 1.2): ниточными валиками с перекрытием одного другим на 0,3…0,4 их ширины;широкими валиками, полученными за счет поперечных к направлению оси валика колебаний электрода, электродными лентами и др.Рис. 1.2. Способы наложения слоёв: B, h, hr – соответственно ширина валика, высота наплавки, глубина проплавления; Sм – шаг наплавки Расположение валиков с учетом их взаимного перекрытия характеризуется шагом наплавки. Наплавку криволинейных поверхностей тел вращения выполняют тремя способами: наплавкой валиков вдоль образующей тела вращения; по окружностям; по винтовой линии (рис. 1.3). Наплавку по образующей выполняют отдельными валиками так же, как при наплавке плоских поверхностей. Наплавка по окружности также выполняется отдельными валиками до полного замыкания начального и конечного участков со смещением их на определенный шаг вдоль образующей. При винтовой наплавке деталь вращают непрерывно, при этом источник нагрева перемещается вдоль тела со скоростью, при которой одному обороту детали соответствует смещение источника нагрева, равное шагу наплавки. При наплавке тел вращения необходимо учитывать возможность стекания расплавленного металла в направлении вращения детали. В этом случае источник нагрева смещают в сторону, противоположную направлению вращения. Предварительный подогрев наплавляемой детали до температуры 200…250°С уменьшает склонность наплавленного металла к образованию трещин. Все дефекты в наплавленном металле можно подразделить на наружные и внутренние. К последним относятся непровар (несплавление наплавленного металла с основным), пористость, трещины и шлаковые включения. Наружные дефекты, к которым относятся раковины и трещины, выявляют визуально. Рис. 1.3. Наплавка тел вращения: а – по образующей; б – по окружности; в – по винтовой линии Режимы ручной дуговой наплавки характеризуются диаметром электрода, силой, родом и полярностью сварочного тока. При автоматической наплавке в технологии описывают тип электродного материала (проволока, лента: сплошного сечения, порошковая), значение силы тока, напряжение дуги, длину дуги, скорость наплавки. При наплавке в защитном газе дополнительно указывают защитный газ; при наплавке под флюсом – марку флюса. По сравнению с другими способами поверхностной обработки металла технология наплавки обладает рядом преимуществ и недостатков. Преимущества: возможность нанесения металлического покрытия большой толщины; это дает значительный эффект при восстановлении сильно изношенных деталей, кроме того, позволяет изготавливать сосуды, куда помещаются вещества под высоким давлением, из обычной стали с последующей наплавкой коррозионно-стойкой стали на внутреннюю поверхность, что более экономично по сравнению с применявшейся ранее технологией изготовления подобных сосудов из плакированной стали, получаемой прокаткой; высокая производительность; относительная простота конструкции и транспортабельность оборудования, приспособленного для выполнения работ вне помещений, например наплавка деталей землеройных и сельскохозяйственных машин в полевых условиях; отсутствие ограничений по размерам наплавляемых поверхностей изделий; наплавку можно применять для таких крупногабаритных объектов, как сосуды высокого давления атомных реакторов, конусы засыпных аппаратов доменных печей и т. д., тогда как другие способы поверхностной обработки (электролитическое или горячее металлопокрытие, цементация и т. д.) имеют существенное ограничение по размерам обрабатываемых изделий; простота выполнения, не требующая высокой квалификации сварщика, особенно при автоматическом или полуавтоматическом режиме наплавки; возможность нанесения износостойкого покрытия на основной металл любого состава; возможность повышения эффективности наплавки путем её сочетания с другими способами поверхностной обработки; например, после наплавки изделие подвергают плазменной закалке или азотированию.Недостатки: ухудшение свойств наплавленного слоя из-за перехода в него элементов основного металла; например, снижение коррозионной стойкости, износостойкости и т. д.; деформация изделия, вызываемая высокой погонной энергией наплавки; неправильный выбор режима наплавки может привести к чрезмерной деформации изделия; для сохранения точности размеров и формы изделия необходимо принимать особые меры: наплавку изделия вести в зажатом состоянии, исключающем его деформацию, создавать «обратную» предварительную деформацию, осуществлять последующую механическую обработку; неравномерность свойств наплавленных изделий, обусловленная тем, что наплавленный слой, в отличие от плакированного, имеет характерные свойства и особый состав, присущий металлу сварного шва; поэтому для получения качественных наплавленных слоев сварщику необходимо иметь специальные знания из области теоретической подготовки, например, металловедения, термической обработки, технологической прочности; более ограниченный выбор сочетаний основного и наплавляемого металлов, чем, например, при напылении; наплавка допускает разнообразные сочетания основного и наплавляемогометаллов, однако в отличие от напыления имеются определенные ограничения; например, при наплавке титаном на стальную поверхность на границе основного металла и наплавленного слоя образуется хрупкая прослойка интерметаллических соединений, что практически исключает возможность применения методов наплавки титаном; трудность наплавки мелких деталей сложной формы; наплавка сопровождается оплавлением поверхностного слоя основного металла и протекает в условиях непрерывного перемещения сварочной ванны, состоящей из смеси основного и наплавляемого металлов; при наплавке мелких деталей условия формирования такой ванны ухудшаются; при сложной форме изделия также затруднено её плавное перемещение, что исключает образование ровного качественного наплавленного слоя.Изложенные выше преимущества и недостатки процесса наплавки следует учитывать при выборе оптимального способа её осуществления, требуемого сварочного оборудования и материалов (прил. 1). 2. Классификация восстанавливаемых изделий. Классификация дефектов деталейИз всех способов восстановления деталей наибольшее распространение получил способ наплавки. Он дает возможность сравнительно быстро получить слой наплавленного металла значительной толщины, что особенно важно при восстановлении сильно изношенных деталей. Способ экономичен, относительно прост, дает возможность изменять химсостав наплавленного металла за счет легирования его с помощью электродной проволоки, флюса, электродного покрытия, увеличивать твердость металла и его износостойкость без дополнительной закалки. Для выполнения работ требуется дешевое и несложное оборудование. Наплавку применяют сейчас для восстановления самых ответственных деталей машин и механизмов. При наплавке необходимо решать ряд сложных вопросов: выбор материала, обеспечивающего соответствующие условиям эксплуатации свойства; возможность наплавки этого материала непосредственно на основной металл или подбор материала для наплавки подслоя; выбор способа и режима наплавки, формы и методов изготовления наплавленных материалов; выбор термического режима выполнения наплавки (подогрев или охлаждение); установление необходимости последующей термообработки. Классификация восстанавливаемых изделийВ зависимости от условий службы наплавляемые детали можно разбить на несколько групп. Детали, работающие в условиях трения металла о металлК этой группе обычно относят крановые колеса и колеса локомотивов, детали гусеничных тракторов, автомобильные сцепки и шкворни, оси, валы, шпиндели, зубчатые колеса и шестерни и т. д. Износ деталей происходит при больших контактных напряжениях. Наплавка этой группы деталей производится в основном для восстановления первоначальных их размеров без значительного повышения износостойкости, так как большая твердость одной контактной поверхности может вызвать повышенный износ другой. Для наплавки используют обычно низкоуглеродистые и низколегированные стали, содержащие не более 5% легирующих элементов (08Г, 08ГС, 15Г2С, 18Г4 и т. д.). Детали и инструменты, работающие в условиях абразивногоизноса при нормальных температурах Это детали сельскохозяйственной техники (лемеха плугов, лапки культиваторов, зубья бороны), детали строительно-дорожных машин, размольного оборудования, буровые долота, зубья дробилок, шнеки для перемещения сыпучих материалов и т. д. Наибольшую стойкость против абразивного износа имеют сплавы, имеющие в своей структуре большое количество карбидов металлов. Поэтому для наплавки выбирают присадочный металл, легированный хромом и марганцем в сочетании с повышенным количеством углерода, например сталь У25Х28, У35Х7Г7, У30Х28Г2С. Детали, эксплуатирующиеся в условиях абразивного износа с ударными нагрузкамиПредставителями этой группы могут быть ролики рольгангов, ножи бульдозеров, зубья ковшей экскаваторов, детали дробилок, автомобильные рессоры, наконечники отбойных молотков и т. д. Такие детали наплавляют высокохромистыми сплавами с более низким содержанием углерода, например, в качестве наплавочного материала используют сталь Х12, Х19М, Х13Н4. Такие стали в основном относятся к ледебуритным сплавам. Наплавленный слой сталью типа Х12 обладает высокой твердостью, исключительной износостойкостью. В то же время сталь этой группы имеет невысокую стоимость. Отлично сопротивляются ударно-абразивному износу высокомарганцевые, аустенитные стали типа Г13. Детали и инструменты, работающие на термическую усталость и абразивный износ при повышенных температурахК деталям этой группы относят прокатные валки, ножи блюминга, прессовый инструмент для горячей штамповки, керны для захвата слитков, металлургическое оборудование и т. д. Наплавленный металл должен обладать высокой твердостью, износостойкостью и в то же время удовлетворительной вязкостью во избежание сколов при эксплуатации. Эти свойства достигаются за счет легирования металла наплавки хромом и вольфрамом. Лучшей износостойкостью обладают хромовольфрамовые стали типа 3Х2В8. Детали, работающие в условиях коррозии и эрозии, сочетающихся с абразивным износом при повышенных температурахЭто уплотнительные поверхности арматуры для пара высокого давления, (задвижки, вентили), крыльчатки, шестерни и плунжеры насосов для перекачки агрессивных жидкостей, детали, работающие в морской воде, лопасти гидротурбин и парогенераторов и т. д. Для наплавки применяют высокохромистые сплавы 1Х13, 1Х25Н4Т и хромоникелевые аустенитные 0Х18Н9, 1Х18Н9Т. Детали, работающие в условиях абразивного износа, сопровождающегося эрозией при температурах до 800°С, рекомендуется наплавлять твердыми сплавами типа «Стеллит», т. е. сплавами на основе кобальта, легированные вольфрамом, титаном и углеродом. К таким деталям относятся клапаны двигателей внутреннего сгорания, поверхности «седла» клапана головки блока ДВС. Детали подшипников, подпятников и других узлов трения скольженияДетали этой группы должны обладать высокими антифрикционными свойствами, т. е. поверхность должна иметь низкий коэффициент трения. Хорошими антифрикционными свойствами обладают сплавы на основе меди, а также некоторые сорта чугуна и неметаллические материалы (фторопласт). Например, алюминиево-железистые бронзы применяются при наплавке заготовок червячных шестерен, кулачков и др. деталей, работающих в условиях трения скольжения. Оловянисто-фосфористые бронзы, оловянистые и свинцовистые баббиты используются для наплавки вкладышей крупных подшипников, например, вкладышей судовых дизельных двигателей. Металлорежущий инструментОсновные требования к металлу, наплавляемому на рабочие кромки режущего инструмента: высокая твердость, износостойкость, коррозионная стойкость и удовлетворительная вязкость. Такие свойства достигаются при легировании металла ванадием, молибденом, вольфрамом. Обычно для наплавки применяют быстрорежущие стали типа Р18, Р9, Р13К3 и РВ6М5. Классификация дефектов деталейС целью правильного выбора технологического процесса восстановления деталей необходимо четко классифицировать имеющиеся дефекты изделий. Дефект – каждое отдельное несоответствие продукции установленным требованиям. Различают следующие группы дефектов, относящихся к деталям в целом: трещины: образуются в результате воздействия значительных местных нагрузок, ударов и перенапряжений; усталостные трещины, появляющиеся в деталях, длительно работающих в условиях знакопеременных нагрузок. Трещины наиболее часто возникают в нагруженных местах корпусных деталей, рам, блоков, изготовленных из твердых и хрупких материалов, например чугуна, высокоуглеродистых сталей или магниевых сплавов;пробоины: появляются в результате ударов различных предметов о поверхности тонкостенных деталей;риски и надиры: образуются на рабочих поверхностях деталей, работающих в условиях трения скольжения, вследствие загрязнения смазки или абразивного действия чужеродных частиц;выкрашивание: дефект, характерный для поверхностей деталей, подвергнутых химико-термической обработке (зубчатые колеса, шестерни, зубчатые муфты); он появляется вследствие динамических ударных нагрузок в процессе эксплуатации. Выкрашивание может быть и в результате усталостных напряжений;обломы, сколы: возникают при сильных ударах о детали; часто наблюдаются на литых деталях;изгибы и вмятины: характеризуются нарушением формы детали и происходят в результате ударных нагрузок;коробление: происходит в результате воздействия высоких температур, приводящих к возникновению структурных изменений и больших внутренних напряжений;коррозия (сплошная и местная): процесс разрушения металлов вследствие химического и электрохимического взаимодействия их с коррозионной средой; общая коррозия проявляется в постепенном уменьшении первоначальной толщины деталей; местная коррозия (избирательная) проявляется на отдельных участках деталей, имеющих нарушение структуры и свойств металла, а также на участках, подверженных действию внешних факторов (температура, давление, коррозионная среда и т. д.); оцениватьи прогнозировать процессы развития внешней коррозии практически невозможно, поэтому она во многих случаях приводит к внезапному выходу конструкции из строя. Значительно снижают работоспособность сварной конструкции такие виды избирательной коррозии, как межкристаллитная (питинговая) коррозия по линии сплавления, фреттинг-коррозия в подшипниковых узлах. Одним из видов разрушения является коррозионная усталость и коррозионное растрескивание; коррозионно-механическое изнашивание: наиболее распространенный вид дефектов технологического оборудования, появляющихся в результате механических воздействий, сопровождающихся химическим воздействием среды на металл.3. Технологическая подготовка деталей к восстановлению: очистка, контроль, дефектация и сортировка. Выбор способа наплавки Очистка деталейВ большинстве случаев детали, поступающие в ремонт, сильно загрязнены, замаслены, покрыты ржавчиной или краской. Поэтому они должны быть предварительно очищены механическим путем или промывкой, а затем рассортированы по виду и степени износа. Очистка может быть нескольких уровней: макроочистка;микроочистка;активационная очистка.Приведенные уровни очистки отличаются массой остаточных загрязнений. Процесс удаления с поверхности наиболее крупных частиц, мешающих разборке, дефектации и механической обработке, является макроочисткой. Удаление загрязнений от масла, остатков эмульсии, солей моющих растворов, пыли выполняется при микроочистке. Травление металла и очистка поверхности от остатков поверхностно-активных частиц, защитных пленок и посторонних веществ представляет собой активационную очистку, которую обычно выполняют при подготовке поверхностей деталей к хромированию, цинкованию и другим видам электролитических покрытий. Загрязнения с поверхностей деталей удаляют различными способами. Например, широко применяют специальные моющие средства, которые удаляют жидкие и твердые загрязнения с поверхности, используют синтетические моющие средства, растворы которых по моющей способности в несколько раз превосходят растворы едкого натра и различных щелочных смесей. Растворами из синтетических моющих веществ можно очищать детали из черных, цветных и легких металлов и сплавов. Удаляют загрязнения и с помощью растворителей – керосина, бензина, уайт-спирита, дизельного топлива. В основном их используют для очистки деталей и элементов масляных фильтров, блоков, каналов коленчатых валов, топливной аппаратуры, обезжиривания поверхностей от асфальтосмолистых загрязнений. Очистку от нагара, накипи, коррозии можно осуществлять химическими, механическими, химико-термическими и иными способами. Стальные и чугунные детали от нагара можно очистить химическим способом, который основан на использовании щелочных растворов повышенной концентрации. Например, детали из алюминиевых сплавов обрабатывают в растворе, не содержащем каустической соды. На три часа их погружают в ванну с раствором при температуре 90°С, затем размягченный нагар снимают металлическими щетками, после чего детали промывают в слабом щелочном растворе. При очистке дробленой скорлупой фруктовых косточек поток сжатого воздуха, который движется с высокой скоростью, вместе с косточковой крошкой подается на очищаемую поверхность под давлением 0,3…0,6 МПа, с силой ударяется о поверхность детали и разрушает нагар и другие загрязнения. Шероховатость поверхности детали при этом не изменяется, что важно для деталей из алюминиевых сплавов, а также деталей и сборных единиц двигателей – шатунов, головок блоков, коленчатых валов и др. Внутренние поверхности охлаждающей системы двигателя очищают от накипи щелочными растворами. Карбонаты магния и кальция, содержащиеся в накипи, растворяются в соляной кислоте, а силикаты и сульфаты кальция и магния разрыхляются в щелочном растворе. Разрыхленный слой затем смывают водой. Для очистки деталей от окалины, ржавчины, подготовки поверхностей для окрашивания, нанесения гальванических и других покрытий, а также для различных отделочных операций английской фирмой «Эбрейзив девелопментс лимитед» разработан специальный процесс, названный «Вакуа». Его использование позволяет обходиться без дорогих химикатов, применение которых часто требует дополнительной очистки. Сущность процесса заключается в том, что поверхности деталей подвергают бомбардировке твердыми частицами, содержащимися в больших объемах циркулируемой в камере воды (обычно это частицы абразивов или стекла). Обработку детали производят в специальной камере при помощи пистолета, действующего под высоким давлением. Регулируемая струя сжатого воздуха подается к пистолету, а от него распыленная суспензия направляется на деталь. Вода, в которой находятся очищающие частицы, служит своего рода «подушкой» между ними и поверхностью деталей и полностью предотвращает образование пыли. Таким образом, целиком устраняется вопрос техники безопасности, а также проблема загрязнения окружающей среды. Обезжиривание и травлениеОбезжиривание деталей осуществляется в специальной ванне, содержащей раствор следующего состава: кальцинированная или каустическая сода – 100 граммов на один литр воды;мыло твёрдое – 30 граммов на один литр воды. Обезжиривание ведётся при кипении раствора. После обезжи-ривания необходимо промыть детали в холодной проточной воде и охладить до комнатной температуры. Хорошо обезжиренная деталь должна полностью смачиваться водой. Если вода при промывке покрывает поверхность детали не полностью, а собирается каплями, это указывает на недостаточное обезжиривание. При наличии на поверхности деталей толстого слоя смазки перед обезжириванием необходимо удалить её сухой ветошью. Травление деталей должно осуществляться в специальной ванне в вытяжном шкафу. Для приготовления раствора в отмеренное количество воды влить ингибированную соляную кислоту; воду в кислоту лить нельзя, так как это может привести к разбрызгиванию кислоты и сильным ожогам. Температура травильного раствора и погруженных в него деталей должна быть в пределах 30°C. Время выдержки деталей в травильной ванне устанавливается опытным путём: в зависимости от состава ванны, степени поражения ржавчиной поверхности очищаемых деталей и состава металла время выдержки может колебаться от 20 минут до трёх часов. По истечении установленного времени травления вынуть детали из травильного раствора и тщательно промыть в ванне с холодной проточной водой, после чего отправить детали на промывку в растворе пассиваторов или на ремонт и оксидирование. При травлении сильно поржавевших деталей следует растворять только часть ржавчины, так как оставшаяся ржавчина от действия кислоты сильно разрыхляется и может быть снята щеткой и смыта водой. Контроль, дефектация и сортировкаОчищенные и обезжиренные детали подвергают контролю и сортировке на годные без восстановления, подлежащие ремонту и негодные, т. е. осуществляют операцию дефектации – контроль с одной целью – обнаружение дефектов. Дефектами детали называются всякие отклонения ее параметров от величин, введенных техническими обстоятельствами либо рабочим чертежом. К деталям, годным для дальнейшего использования, относят те, которые имеют допустимые размеры и шероховатость поверхности, согласно чертежу, и не имеют наружных и внутренних дефектов. Такие детали отправляют на склад запасных частей или в комплектовочное отделение. Детали, износ которых больше допустимого, но годные к дальнейшей эксплуатации, направляют на склад накопления деталей, а далее – в соответствующие ремонтные цехи для восстановления. Негодные детали отправляют на металлолом, а вместо них со склада выписываются запасные детали. Результаты дефектации и сортировки фиксируют посредством маркировки деталей краской. Обычно малахитовой (зеленой) краской помечают пригодные для дальнейшего основного использования детали, красной – негодные детали, яичной (желтой) – детали, требующие восстановления. Количественные данные, позволяющие судить о свойствах и качестве дефектации и сортировки деталей, фиксируют в дефектных ведомостях. Эти сведения в дальнейшем после статистической обработки позволяют предопределять либо переправлять коэффициенты годности, сменности и восстановления деталей. При дефектации выполняют следующие операции. Вначале внешним осмотром невооруженным глазом или с применением лупы, проверкой на ощупь, простукиванием выявляют следующие повреждения деталей: трещины, забоины, риски, обломы, пробоины, вмятины, задиры, коррозию, ослабление плотности посадки. Далее, используя универсальный и специальный измерительный инструмент, определяют геометрические параметры деталей. Для обнаружения скрытых дефектов, проверки на герметичность, упругость, контроля взаимного положения элементов деталей используют специальные приборы и приспособления. Дополнительная технологическая подготовка деталейК технологической подготовке деталей для ремонтно-восстановительной наплавки кроме очистки, обезжиривания и травления относятся также операции, связанные с удалением дефектного металла, защитой поверхности, не подвергаемой наплавке, от брызг расплавленного металла, а также с термической подготовкой. Наплавка по плохо подготовленной поверхности приводит к непроварам, образованию пор и раковин, загрязнению шва неметаллическими включениями. Изношенная или поврежденная резьба перед наплавкой полностью удаляется. Это необходимо потому, что гребни резьбы препятствуют наплавке поверхности короткой дугой. Кроме того, в углубление резьбы впереди дуги затекает шлак, который затем остается внутри наплавленного валика, вызывая дефекты. Имеющиеся на наплавляемой части поверхности детали отверстия, пазы или канавки, которые необходимо сохранить, заделываются медными, графитовыми или угольными вставками. Способ закрепления вставки перед наплавкой выбирается к каждой детали отдельно. Поверхности детали, не подвергающиеся наплавке, в случае необходимости защищают от брызг окислов сухим или мокрым асбестовым картоном или стеклотканью. Восстанавливаемые детали в зависимости от материала и его состояния (вида термической или химико-термической обработки) перед наплавкой могут подвергаться предварительному общему подогреву, степень которого зависит от склонности металла к трещинообразованию (технологическая прочность). В ряде случаев изделие перед наплавкой подвергают высокому отпуску для снятия остаточных напряжений или отжигу для устранения структуры закалки. Пример очистки деталей ДВСРазобранные детали перед поступлением на контроль подвергаются очистке и обезжириванию. Удаление нагара с поршней, выпускных патрубков, выпускных клапанов и из камер сгорания головок блока производится механическим или химическим способом. Для удаления нагара механическим способом применяются металлические щетки и скребки. Привод металлических щеток производится от электродрели. Для удаления нагара из поршневых канавок применяется специальная обжимка с шипами. Шипы плотно входят в поршневые канавки и при подвертывании обжимки снимают нагар. Поршень при этом зажимается в специальные тиски. Химический способ удаления нагара заключается в выдерживании деталей в ванне с подогретым раствором и последующей промывке. Применяются специальные растворы для удаления нагара или следующий состав ванн: эмульсол 3,5%, кальцинированная сода 0,15%, остальное вода. Температура ванны с раствором 60…80°С. После раствора детали промываются в горячей воде. Очистка водяной рубашки блоков и головок цилиндров от накипи производится в специальных камерах, оборудованных рольгангами и центробежным насосом. Блок устанавливается на рольганг, и при помощи шланга, присоединяемого к боковому фланцу блока, через рубашку прокачивается 10-процентный раствор каустической соды, подогретый до 60…80°С, или раствор тринатрийфосфата из расчета примерно 3…5 кг на 1 м3 воды. После удаления накипи рубашка блока промывается чистой водой. Выбор рационального способа наплавкиДля правильной организации подготовки деталей к наплавке и выполнения наплавочных работ необходимо после осмотра и замеров износа деталей составить карту технологического процесса ремонта. В ней должны быть отображены причины и характер износа, условия работы деталей, объем работ, вид и способ наплавки, марка и диаметр электродов или проволок, режим и технология наплавки, время на выполнение работ, последовательность операций, припуск на механическую обработку, необходимость предварительной и последующей термической обработки. В первую очередь необходимо обосновать выбор способа наплавки. При выборе способа восстановления изделия, а также повышения его износостойкости следует учитывать особенности способов наплавки и применимость их к восстановлению тех или иных деталей. Особое внимание при выборе материала наплавки следует уделять тем свойствам наплавленного металла, которые наиболее характерны для работы детали, чтобы прочность и износостойкость ее были не ниже, чем у ненаплавленной детали. Целесообразность применения какого-либо способа наплавки определяется и экономической эффективностью для каждого конкретного способа, для каждой детали. Если принять среднюю стоимость ручной дуговой наплавки за 100%, то автоматическая наплавка под флюсом составит 74%, вибродуговая наплавка – 82%. В значительной степени выбор способа наплавки (ручная или автоматическая) определяется однотипностью и массовостью восстанавливаемых деталей. Средняя стоимость восстановления ручной дуговой наплавкой составляет 25…35% от стоимости изготовления новых деталей. При экономическом расчете выбора способа наплавки должны быть учтены следующие факторы: стоимость восстановления детали наплавкой по сравнению со стоимостью изготовления новой заготовки обычными методами (ковкой, литьем, штамповкой и т. д.); стоимость механической и термической обработки (до наплавки и после) по сравнению со стоимостью обработки новой детали из заготовки; качество выпускаемой продукции (в тех случаях, когда оно зависит от детали, подвергающейся наплавке); затраты на эксплуатацию и ремонты машины или агрегата за длительные периоды времени до и после применения наплавляемых деталей; изменение их производительности; влияние наплавки на расход дефицитных материалов; организация труда и механизация наплавочных работ. Особого внимания при выборе рационального способа наплавки требует электросварочное оборудование. Некоторые металлы и сплавы можно наплавлять только определенным способом. В то же время многие способы наплавки требуют специализированного оборудования. На выбор способа наплавки оказывают влияние размеры и конфигурация деталей, производительность и доля основного металла в наплавленном слое. Несмотря на невысокие показатели производительности, ручная дуговая наплавка (РДН) штучными электродами является наиболее универсальным способом, пригодным для наплавки деталей различных сложных форм, и может выполняться во всех пространственных положениях. Для наплавки используют электроды диаметром 3…6 мм. При толщине наплавленного слоя до 1,5 мм применяются электроды диаметром 3 мм, а при большей толщине – диаметром 4…6 мм. Для обеспечения минимального проплавления основного металла при достаточной устойчивости дуги плотность тока составляет 11…12 А/мм2. Основными достоинствами РДН являются универсальность и возможность выполнения сложныхнаплавочныхработвтруднодоступныхместах. Для выполнения РДН используется обычное оборудование сварочного поста. К недостаткам РДН можно отнести относительно низкую производительность, тяжелые условия труда из-за повышенной загазованности зоны наплавки, а также сложность получения необходимого качества наплавленного слоя и большое проплавление основного металла. Для РДН применяют как специальные наплавочные электроды, так и обычные сварочные, предназначенные для сварки легированных сталей (ГОСТ 1005-75). https://extxe.com/1440/harakteristika-sposobov-naplavki-i-vosstanavlivaemyh-izdelij/
-
Углекислота. ГОСТ 8050-85 Двуокись углерода газообразная и жидкаяhttp://docs.cntd.ru/document/1200005325 Физические свойства углекислотыУглекислота (СО2, двуокись углерода, диоксид углерода) – вещество с химическое формулой СО2 и молекулярной массой 44,011 г/моль, которое может существовать в четырёх фазовых состояниях – газообразном, жидком, твёрдом и сверхкритическом. Газообразное состояние СО2 носит общеупотребительное название «углекислый газ». При атмосферном давлении это бесцветный газ без цвета и запаха, при температуре +20 ?С плотностью 1,839 кг/м? (в 1,52 раза тяжелее воздуха), хорошо растворяется в воде (0,88 объёма в 1 объёме воды), частично взаимодействуя в ней с образованием угольной кислоты. Входит в состав атмосферы в среднем 0,035% по объёму. При резком охлаждении за счёт расширения (детандирование) СО2 способен десублимироваться – переходить сразу в твёрдое состояние, минуя жидкую фазу. Жидкое состояние СО2 носит техническое название «жидкая углекислота» или просто «углекислота». Это бесцветная жидкость без запаха, средней плотностью 771 кг/м3, которая существует только под давлением 3 482…519 кПа при температуре 0…-56,5 град.С («низкотемпературная углекислота»), либо под давлением 3 482…7 383 кПа при температуре 0…+31,0 град.С («углекислота высокого давления»). Углекислоту высокого давления получают чаще всего путём сжатия углекислого газа до давления конденсации, при одновременном охлаждении водой. Низкотемпературную углекислоту, являющейся основной формой диоксида углерода для промышленного потребления, чаще всего получают по циклу высокого давления путём трехступенчатого охлаждения и дросселирования в специальных установках. При небольшом и среднем потреблении углекислоты (высокого давления),т для её хранения и транспортировки используют разнообразные стальные баллоны (от баллончиков для бытовых сифонов до ёмкостей вместимостью 55 л). Самым распространенным является 40 л баллон с рабочим давление 15 000 кПа, вмещающим 24 кг углекислоты. При мгновенном снижении давления до атмосферного, происходящем при впрыске в специальную расширительную камеру (дросселировании), жидкий диоксид углерода мгновенно превращается в газ и тончайшую снегообразную массу, которую прессуют и получают диоксид углерода в твёрдом состоянии, который носит общеупотребительное название «сухой лёд». При атмосферном давлении это белая стекловидная масса плотностью 1 562 кг/м?, с температурой -78,5 ?С, которая на открытом воздухе сублимируется – постепенно испаряется, минуя жидкое состояние. При давлении свыше 7,39 кПа и температуре более 31,6 град.С диоксид углерода находится в так называемом сверхкритическом состоянии, при котором его плотность как у жидкости, а вязкость и поверхностное натяжение как у газа. Эта необычная физическая субстанция (флюид) является отличным неполярным растворителем. Удельный вес. Удельный вес углекислоты зависит от давления, температуры и агрегатного состояния, в котором она находится. Критическая температура углекислоты +31 град. Удельный вес углекислого газа при 0 град и давлении 760 мм рт.ст. равен 1, 9769 кг/м3. Молекулярный вес углекислого газа 44,0. Относительный вес углекислого газа по сравнению с воздухом составляет 1,529. Жидкая углекислота при температурах выше 0 град. значительно легче воды, и ее можно хранить только под давлением. Тройная точка углекислоты. Тройная точка характеризуется давлением 5,28 ата (кг/см2) и температурой минус 56,6 град. Углекислота может находиться во всех трех состояниях (твердом, жидком и газообразном) только в тройной точке. При давлениях ниже 5,28 ата (кг/см2) (или при температуре ниже минус 56,6 град.) углекислота может находиться только в твердом и газообразном состояниях. https://popgun.ru/viewtopic.php?t=469187 ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов Термины и определения 3.1 основной газ (base gas): Газ, составляющий большую часть объема газовой смеси, или единственный компонент чистого газа. 3.3 компонент (component): Составная часть газовой смеси, оказывающая влияние на служебные свойства и характеристики газовой смеси (например, в смеси, содержащей 11% СО в аргоне, СО считают компонентом, а аргон - основным газом). 3.6 примесь (impurity): Вещество с химическим составом, отличным от основного газа и/или компонентов. 3.7 газовая смесь (mixture): Газ, состоящий из основного газа и одного или более компонентов. Пример 4 - Газовая смесь, содержащая в качестве основного газа Ar, в качестве компонента 0,05% O. Классификация: ISO 14175 - Z.http://docs.cntd.ru/document/1200084975 ---- Основной газ и компоненты в баллонах для сварочных смесей находятся в газообразном состоянии. В баллонах с углекислотой газ находиться в жидком состоянии. Сифонная трубка в баллоне служит для отбора жидкой фазы.Сифонная трубка в баллонах для газовых смесей служит для перемешивания основного газа и компонентов при раздельном наполнении этими газами баллонов. ----- АЗБУКА | Газовые смеси и смешанные газыchrome-extension://mhjfbmdgcfjbbpaeojofohoefgiehjai/index.html ъ
-
Иногда наши клиенты пытаются проверить качество нержавеющей стали с помощью магнита — есть такой «народный способ». Но не спешите обвинять поставщика в обмане, если вдруг обнаружили магнитные свойства у «нержавейки». На самом деле сейчас выпускается более 250 марок стали, которая имеет общее название «нержавеющая», но по составу и свойствам сильно отличается и вполне может быть магнитной. Современная классификация нержавеющей стали Нержавеющая сталь – это разновидность легированной стали, устойчивая к коррозии за счет содержания хрома. В присутствии кислорода образуется оксид хрома, который создает на поверхности стали инертную пленку, защищающую все изделие от неблагоприятных воздействий. Не каждая марка нержавеющей стали демонстрирует устойчивость хромоксидной пленки к механическим и химическим повреждениям. Хотя пленка восстанавливается под воздействием кислорода, были разработаны специальные марки нержавейки для применения в агрессивных средах. Первый условный тип разбиения на группы: Пищевая Жаропрочная сталь Кислотостойкая сталь Второй тип классификации — по микроструктуре: Аустенитные (Austenitic) — не магнитная сталь с основными составляющими 15-20% хрома и 5-15% никеля который увеличивает сопротивление коррозии. Она хорошо подвергается тепловой обработке и сварке. Именно аустенитная группа сталей наиболее широко используется в промышленности и в производстве элементов крепежа. Мартенситные (Martensitic) — значительно более твердые чем аустетнитные стали и могут быть магнитными. Они упрочняются, закалкой и отпуском подобно простым углеродистым сталям, и находят применение главным образом в изготовлении столовых приборов, режущих инструментов и общем машиностроении. Больше поддвержены коррозии. Ферритные (Ferritic) стали значительно более мягкие чем мартенситные по причине малого содержания углерода. Они также обладают магнитными свойствами. Маркировка нержавеющей стали В России и странах СНГ принята буквенно-цифровая система, согласно которой цифрами обозначается содержание элементов стали, а буквами — наименование элементов. Общими для всех обозначениями являются буквенные обозначения легирующих элементов: Н — никель, Х — хром, К — кобальт, М — молибден, В — вольфрам, Т — титан, Д — медь, Г — марганец, С — кремний. Стали нержавеющие стандартные, согласно ГОСТ 5632-72, маркируют буквами и цифрами (например, 08Х18Н10Т). В США существует несколько систем обозначения металлов и их сплавов. Это объясняется наличием нескольких организаций по стандартизации, к ним относятся АMS, ASME, ASTM, AWS, SAE, ACJ, ANSI, AJS. Вполне понятно, что такая маркировка требует дополнительного разъяснения и знания при торговле металлом, оформлении заказов и т. п. Европа (EN) Германия (DIN) США (AISI) Япония (JIS) СНГ (ГОСТ) 1.4021 X20Cr13 (420) SUS 420 J1 20Х13 1.4028 X30Cr13 (420) SUS 420 J2 30Х13 1.4031 X39Cr13 SUS 420 J2 40Х13 1.4016 X6Cr17 430 SUS 430 12Х17 1.4510 X3CrTi17 439 SUS 430 LX 08Х17Т 1.4301 X5CrNI18-10 304 SUS 304 08Х18Н10 1.4541 X6CrNiTi18-10 321 SUS 321 08Х18Н10Т 1.4401 X5CrNiMo17-12-2 316 SUS 316 08Х17Н13М2 1.4404 X2CrNiMo17-12-2 316 L SUS 316 L 03Х17Н14М2 1.4571 X6CrNiMoTi17-12-2 316 Ti SUS 316 Ti 10Х17Н13М2Т 1.4435 X2CrNiMo18-14-3 316 L SUS 316 L 03Х17Н14М2 1.4878 X12CrNiTi18-9 321 H 12Х18Н10Т 1.4845 X12CrNi25-21 310 S 20Х23Н18 Из всего многообразия марок мы используем в своём производстве три основные — AISI 304, AISI 316 и AISI 430. Подробнее про марки нержавеющей стали, которые мы используем Нержавейка AISI 430 (Российский стандарт 12Х17); Из-за низкого содержания углерода — самая пластичная, сравнительно легко гнётся. Высокий процент хрома обеспечивает высокий уровень защиты. Сохраняет свои свойства в коррозионно опасных и серосодержащих средах, устойчива к резким перепадам температуры. Нержавейку AISI 430 мы используем для гибки планок, декоративных изделий, заборных колпаков, дымников (если нет газа и дизеля), внешней изоляции дымоходов на сэндвич трубах. Нержавейка AISI 304 (Российский стандарт 08Х18Н10); Это самая востребованная нержавейка, которая пользуется большим спросом во всех отраслях промышленности, больше всего в нефтегазовой, химической и судостроительной. Отлично подходит для сварных конструкций. Имеет высокий уровень устойчивости к коррозии. Наше основное применение такого вида нержавейки это дымники, проходка дизель и газ, внутренняя труба на сэндвич трубах для дымохода и в других изделиях, которые будут использоваться в агрессивных средах. Но гнётся она трудно. Нержавейка AISI 316 (10Х17Н13М2); Нержавейка AISI 316 получается, если добавить в 304-ю нержавейку молибден, что еще больше повышает коррозионную устойчивость и способность к сохранению свойств в агрессивных кислотных средах, а также при высоких температурах. Эта нержавеющая сталь дороже, чем 304, но её использование необходимо для изделий, работающих при высокой температуре (дымники). Гнётся плохо. Помимо изготовления материалов из нержавеющей стали, мы также продаём дымоходы «Вулкан» — здесь тоже всё непросто по выбору марки нержавеющей стали. Например, для изготовления линейных труб и фасонных изделий (тройники, отводы, кронштейны и т. д. ) используются высоколегированные нержавеющие аустенитные стали, специально разработанные для применения в условиях агрессивной среды. Внутренний контур элементов дымохода изготовляется из стали марки AISI 321, обладающей повышенной жаростойкостью (до 850°С), механической и химической прочностью. Внешний контур — из аустенитной полированной нержавеющей стали AISI 304. За счет повышенной доле никеля в ее формуле, сталь AISI 304 является глубоко аустенитной — те есть стабильной по структуре и не склонной к межкристаллитной коррозии. Помимо этого, сталь устойчива к воздействию окружающей среды, перепадам температуры, может использоваться в любых климатических условиях. Магнитность — немагнитность нержавейки зависит от содержания никеля в ее составе. Классическая нержавейка — 12х18н10т, в ней десять процентов никеля. Если процент никеля снизить до 9 и ниже то нержавейка начинает магнитить, даже если это нержавейки аустенитного класса. Например 06Х22Н6Т. В ней всего 6 проц. никеля — она магнитит. И структура ее состоит не из чистого аустенита, а из смеси аустенита с ферритом (который магнитит). Но все же немного теории — когда в железо добавляют хром, то после 12…13 процентов хрома резко, скачком увеличивается коррозионная стойкость сплава. То есть, при 10 процентах хрома коррозионная стойкость еще низкая, а при 13 процентах — на порядок выше. И неважно какую структуру имеет сталь (хоть аустенит, хоть феррит, хоть мартенсит). Казалось бы — чем больше хрома тем лучше? Нет. Выбор марки нержавеющей стали в нашем случае определяется выбором по следующим характеристикам: пластичность (для гибки сложного профиля) способность к сварным соединения коррозионная стойкость на высоких температурах цена Таблица характеристик и рекомендации по применению для изделий из нержавеющей стали (у нас на складе постоянно есть ASIS 304 и ASIS 430, остальные марки — под заказ) ГОСТ EN АISI Магнитность Характеристики Примеры применения 08Х18Н10 1.4301 304 — Сталь с низким содержанием углерода, аустенитная незакаливаемая, устойчивая к воздействию коррозии, немагнитная в условиях слабого намагничивания, (если была подвергнута холодной обработке). Легко поддается сварке, устойчива к межкристаллической коррозии. Высокая прочность при низких температурах. Поддается электро-полировке. Установки для пищевой, химической, текстильной, нефтяной, фармацевтической, бумажной промышленности. Мы используем при изготовлении дымников, проходки дизель и газ, внутренних труб на сэндвич-трубах для дымохода и в других изделиях, которые будут использоваться в агрессивных местах. 1.4306 304L — Сталь аустенитная незакаливаемая, особенно пригодная для сварных конструкций. Отличается высокой устойчивостью к воздействию межкристаллической коррозии, используется при температуре до 425°С. По химическому составу отличается от 304 почти вдвое меньшим содержанием углерода. Находит те же применения, что и AISI 304, для изготовления сварных конструкций и в отраслях, где необходима устойчивость к воздействию межкристаллической коррозии. 08Х17Н13М2 1.4401 316 — Сталь аустенитная незакаливаемая, наличие молибдена (Мо) делает ее особенно устойчивой к воздействию коррозии. Также и технические свойства этой стали при высоких температурах гораздо лучше, чем у аналогичных сталей, не содержащих молибден. Химическое оборудование, подвергающееся особенно сильным воздействиям, инструмент, вступающий в контакт с морской водой и атмосферой, оборудование для проявления фотопленки, корпусы котлов, установки для переработки пищи, емкости для отработанных масел для коксохимических установок. 03Х17Н14М2 1.4404 316L — Сталь, аналогичная AISI 316, аустенитная незакаливаемая, с очень низким содержанием углерода С, особенно подходит для изготовления сварных конструкций. Обладает высокой устойчивостью к межкристаллической коррозии, используется при температуре до 450°С. По химическому составу отличается от 316 почти вдвое меньшим содержанием углерода. Находит те же применения, что и AISI 316, для изготовления сварных конструкций, где необходима высокая устойчивость к воздействию коррозии. Особенно пригодна для производства пищевых продуктов и ингридиентов (майонез, шоколад и т.д.) 10Х17Н13М2Т 1.4571 316Ti — Наличие титана (Ti), в пять раз превышающего содержание углерода С, обеспечивает стабилизирующий эффект в отношении осаждения карбидов хрома (Cr) на поверхность кристаллов. Титан (Ti), действительно, образует с углеродом карбиды, которые хорошо распределяются и стабилизируются внутри кристалла. Обладает повышенной устойчивостью к межкристаллической коррозии. Детали, обладающие повышенной устойчивостью к воздействию высоких температур и к среде с присутствием новых ионов хлора. Лопасти для газовых турбин, баллоны, сварные конструкции, коллекторы. Применяется в пищевой и химической промышленности. 08Х18Н10Т 1.4541 321 — Сталь хромоникелевая с добавкой титана (Ti), аустенитная незакаливаемая, немагнитная, особенно рекомендуется для изготовления сварных конструкций и для использования при температурах между 400°С и 800°С, устойчива к коррозии. Коллекторы сброса для авиационных моторов, корпусы котлов или кольцевые коллекторы оборудования для нефтехимической промышленности. Компенсационные соединения. Химическое оборудование и оборудование, устойчивое к высоким температурам. 12Х17 1.4016 430 + Базовая хромистая ферритная сталь с улучшенной способностью к глубокой вытяжке, незакаливаемая. 18% Cr. Магнитит! Товары повседневного использования, кухонное оборудование, декор, отделка, контейнеры для отжига латуни, горелки для нафты, резервуары и цистерны для азотной кислоты. Мы используем для гибки планок, декоративных изделий, заборных колпаков, дымников (если нет газа и дизеля), внешней изоляции дымоходов на сэндвич-трубах. Читайте также Обзор ножевых сталей Краткая схема марок нержавейки (классификация AISI) Источник: https://eurogib.ru/news/read/articles/magnititsya_ili_net_nerzhaveyka_/ #TITLE# || KOBELCO — KOBE STEEL, LTD. — http://varimtut.ru/wp-content/uploads/2019/08/eb9a6fcf837e49fb2aa87c8ec4949077-400x235.jpg За счет добавления хрома (Cr) к железу (Fe), железо становится устойчивым к коррозии в атмосферных условиях. Когда содержание хрома повышается до 11-12% и более, устойчивость стали к коррозии становится примечательно высокой. Поэтому сталь с таким высоким содержанием хрома получила название нержавеющей стали, при этом «нержавеющая» означает, что она не подвержена коррозии и ржавлению. Высокая устойчивость нержавеющей стали к коррозии объясняется тем, что хром в ее составе окисляется в атмосферных условиях и формирует на поверхности стали защитную пленку, так называемую пассивную пленку. В зависимости от условий окружающей среды, в которых будет использоваться нержавеющая сталь, содержание хрома увеличивают, и в состав стали также добавляется никель (Ni) и другие элементы. Однако устойчивость к коррозии достигается в принципе за счет хрома, поэтому хром является важнейшим элементом в составе нержавеющей стали. Стандарт JIS определяет нержавеющую сталь как «легированную сталь, содержащую в своем составе хром или хром и никель для повышения устойчивости к коррозии, при этом содержание никеля составляет около 10,5% или более. » Справочник по сварке AWS (Выпуск 4) также определяет нержавеющую сталь как «легированную сталь с определенным содержанием хрома не менее 11%, с наличием других легирующих добавок или без них.» Нержавеющая сталь обладает высокой жаропрочностью, а также устойчивостью к коррозии, что делает ее широко применимой в разных областях — от предметов домашнего обихода до химического оборудования, судов, вагонов, машин для переработки пищевых продуктов, строительных материалов и оборудования для АЭС, поэтому нержавеющая сталь играет важную роль в разных отраслях индустрии. 2. Разные типы нержавеющей стали Нержавеющую сталь можно разделить на два класса — хромовую нержавеющую сталь и хромоникелевую нержавеющую сталь. Эти два класса могут быть далее классифицированы на основании металлографических структур стали, как показано на Илл.1. Хромовая нержавеющая сталь может быть разделена на мартенситную и ферритную, а хромоникелевая нержавеющая сталь может быть разделена на аустенитную, аустенитно-ферритную (дуплексную) и дисперсионно-твердеющую сталь. Илл. 1 Классификация нержавеющей стали (1) Мартенситная нержавеющая сталь Типичной маркой мартенситной нержавеющей стали согласно стандарту JIS является SUS410 (AISI 410) (См. Таблицу 1.). Эта сталь содержит 13% хрома, и ее металлографическая структура при комнатной температуре является мартенситной, она твердая и хрупкая. Хотя при использовании стали этой марки можно получить хорошие механические качества путем тепловой обработки (отпуска), она уступает другим маркам нержавеющей стали в устойчивости к коррозии из-за низкого содержания хрома. Мартенситная нержавеющая сталь используется для лопастей турбин, клапанов и рессор, требующих высокой прочности, устойчивости к снашиванию и термостойкости. (2) Ферритная нержавеющая сталь В Таблице 2 представлены типичные марки ферритной нержавеющей стали. Она содержит около 18% хрома и обладает ферритной металлографической структурой, которая отличается мягкостью и хорошей механической обрабатываемостью. Однако при нагревании при высокой температуре возникают металлургические проблемы. По сравнению с мартенситной нержавеющей сталью она отличается более высокой устойчивостью к коррозии, и даже устойчива к воздействию азотной кислоты (HNO3) благодаря более высокому содержанию хрома. Ферритная нержавеющая сталь широко используется для интерьеров и экстерьеров архитектурных сооружений, кухонных приспособлений, автомобилей, и бытовых электроприборов. (3) Аустенитная нержавеющая сталь В Таблице 3 представлены типичные марки аустенитной нержавеющей стали. Самая распространенная марка аустенитной нержавеющей стали — SUS304 или AISI 304 (18%Cr−8%Ni). SUS316 или AISI 316 (18%Cr−12%Ni−2%Mo), также широко применяемая, обладает более высокой устойчивостью к коррозии. Аустенитная нержавеющая сталь обладает хорошей устойчивостью к коррозии, обрабатываемостью, механическими свойствами и свариваемостью. Она широко используется в производстве сосудов для хранения, теплообменников, водоочистных сооружений, кухонных приспособлений, ванн, раковин и т.д. 3. Физические свойства нержавеющей стали В Таблице 4 представлено сравнение физических свойств нержавеющих и углеродистых сталей. При сварке нержавеющих сталей необходимо учитывать то, что физические свойства нержавеющих сталей и углеродистых сталей значительно отличаются, и это прямо или косвенно влияет на их свариваемость. Например, при том, что коэффициент термического расширения мартенситной и ферритной нержавеющей стали почти такой же, что и у углеродистой стали, для аустенитной нержавеющей стали этот показатель в 1,5 раза выше по сравнению с углеродистой сталью. Это означает, что деформация и напряжение при сварке аустенитной нержавеющей стали гораздо выше, чем при сварке углеродистой стали. Более того, если сварное соединение, содержащее аустенитную сталь и углеродистую сталь, подвергается воздействию термических циклов, в нем возникают термические напряжения из-за разницы коэффициентов термического расширения двух материалов. Поэтому использование сварных соединений с разными металлами, включая аустенитную нержавеющую сталь, в условиях циклических изменений температуры является проблематичным. Кроме того, электрическое сопротивление нержавеющей стали намного выше, чем углеродистой стали, поэтому при дуговой сварке в защитной среде происходит обгорание покрытых электродов из нержавеющей стали. Таким образом, подходящий сварочный ток ниже, чем для электродов из углеродистой стали. Мартенситные и ферритные нержавеющие стали являются ферромагнитыми, тогда как аустенитные нержавеющие стали обычно немагнитные. Однако нередко сварочные материалы из аустенитной нержавеющей стали отчасти содержат ферритную структуру, в таких случаях сталь в определенной мере обладает магнитными свойствами. Наличие или отсутствие магнитных свойств позволяет определить марку стали при сварочных процедурах. В частности, предварительное нагревание не применяется для немагнитных нержавеющих сталей, но оно часто бывает эффективным для магнитных нержавеющих сталей. Верх страницы Читайте также Сталь х30сrх13 свойства Источник: https://www.kobelco-welding.jp/russian/education-center/stainless/stainless01.html Магнитящиеся нержавеющие стали и коррозионностойкость http://varimtut.ru/wp-content/uploads/2019/08/cd33605bba87067ba464f98016b15277-398x250.jpg Бывают ли магнитящиеся нержавеющие стали и как это влияет на коррозионностойкость На вопрос о том, магнитится ли нержавеющая сталь, однозначного ответа не существует, поскольку магнитные свойства сплавов определяются свойствами их структурных составляющих. Классификация материалов по их магнитным свойствам Тела, помещённые в магнитное поле, намагничиваются. Интенсивность намагничивания (J) прямо пропорциональна увеличению напряжённости поля (H): J= ϰH, где ϰ – коэффициент пропорциональности, называемый магнитной восприимчивостью. Если ϰ>0, то такие материалы называют парамагнетиками, а если ϰ Некоторые металлы – Fe, Co, Ni, Cd – обладают чрезвычайно большой положительной восприимчивостью (около 105), они называются ферромагнетиками. Ферромагнетики интенсивно намагничиваются даже в слабых магнитных полях. Нержавеющие стали промышленного назначения могут содержать в своей структуре феррит, мартенсит, аустенит или комбинации этих структур в разных соотношениях. Именно фазовыми составляющими и их соотношением определяется – магнитится нержавейка или нет. Магнитная нержавеющая сталь: структурный состав и марки Существуют две фазовые составляющие стали с сильными магнитными характеристиками: Мартенсит, с точки зрения магнитных свойств, является чистым ферромагнетиком. Феррит может иметь две модификации. При температурах, которые находятся ниже точки Кюри, он, как и мартенсит, ферромагнетик. Высокотемпературный дельта-феррит – парамагнетик. Таким образом, коррозионностойкие стали, структура которых состоит из мартенсита, – это магнитная нержавейка. Эти сплавы реагируют на магнит, как обычная углеродистая сталь. А ферритные или феррито-мартенситные стали могут иметь различные свойства, зависящие от соотношения фазовых составляющих, но, чаще всего, и они ферромагнитны. К данной категории относятся хромистые и некоторые хромникелевые стали. Они разделяются на следующие подгруппы: Мартенситные стали твёрдые, упрочняются закалкой и отпуском, как обычные углеродистые стали. Применяются они в основном для производства столовых приборов, режущего инструмента и в общем машиностроении. Стали 20Х13, 30Х13, 40Х13 мартенситного класса производятся преимущественно в термически обработанном шлифованном или полированном состоянии Хромоникелевая сталь мартенситного класса 20Х17Н2 обладает более высокой коррозионной стойкостью, чем 13%-ые хромистые стали. Эта сталь отличается высокой технологичностью – хорошо поддаётся штамповке, горячей и холодной, обрабатывается резанием, может свариваться всеми видами сварки. Ферритные стали типа 08Х13 мягче мартенситных из-за меньшего содержания углерода. Одна из самых потребляемых сталей ферритного класса – магнитный коррозионностойкий сплав AISI 430, который является улучшенным аналогом марки 08Х17. Эта сталь применяется для изготовления технологического оборудования пищевых производств, используемого при мойке и сортировке пищевого сырья, измельчения, разделения, сортировки, расфасовки, транспортировки продукции. Ферритно-мартенситные стали (12Х13) имеют в структуре мартенсит и структурно-свободный феррит. Немагнитная нержавеющая сталь К немагнитным сплавам относятся хромоникелевые и хромомарганцевоникелевые стали следующих групп: Аустенитные стали по объёму производства занимают ведущее место. Широко распространена нержавейка немагнитная аустенитного класса – сталь AISI 304 (аналог – 08Х18Н10). Этот материал применяется в производстве оборудования для пищевой промышленности, изготовления тары для кваса и пива, испарителей, столовых приборов – кастрюль, сковород, мисок, раковин для кухни, в медицине – для игл, судового и холодильного оборудования, сантехнического оборудования, резервуаров для жидкостей различного состава и назначения и сухих веществ. Стали 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т (используется в метизах А2), 10Х17Н13М2Т (используется в метизах для использования в агрессивных средах, кислотостойких и соленых, А4) имеют прекрасную технологичность и высокую коррозионную стойкость даже в парах химических производств и океанских водах. Аустенитно-ферритным сталям характерно высокое содержание хрома и пониженное содержание никеля. Дополнительными легирующими элементами являются молибден, медь, титан или ниобий. Эти стали (08Х22Н6Т, 12Х21Н5Т, 08Х21Н6М2Т) имеют некоторые преимущества перед аустенитными сталями – более высокую прочность при сохранении требуемой пластичности, большую стойкость к межкристаллитной коррозии и коррозионному растрескиванию. К группе немагнитных материалов относятся также коррозионностойкие аустенитно-мартенситные и аустенитно-карбидные стали. Способ определения, является ли немагнитная сталь коррозионностойкой Как показывает изложенная выше информация, однозначного ответа на вопрос – нержавейка магнитится или нет – не существует. Если сталь магнитится, можно ли узнать, является ли она коррозионностойкой? Для ответа на этот вопрос необходимо зачистить небольшой участок детали (проволоки, трубы, пластины) до блеска. На зачищенную поверхность наносят и растирают две-три капли концентрированного раствора медного купороса. Если сталь покрылась слоем красной меди – сплав не является коррозионностойким. Если никаких изменений на поверхности материала не произошло, то перед вами нержавеющая сталь. Проверить в домашних условиях, относится ли сталь к группе пищевых сплавов, невозможно. Магнитные свойства нержавеющей стали никак не влияют на эксплуатационные характеристики, в частности, на коррозионную стойкость материала. Получив необходимую информацию вы можете подобрать необходимые Вам метизы и крепёж из нержавеющих сталей в нашем магазине: http://lednik.com.ua/shop Источник: https://lednik.com.ua/articles/492/ Аустенитные стали http://varimtut.ru/wp-content/uploads/2019/08/f94edae1612fc83e9ba40c6fd4830553-327x250.jpg Аустенит — это твердый однофазный раствор углерода до 2 % в y-Fe. его особенность заключается в последовательности, в которой располагаются атомы, т. е. в строении кристаллической решетки. Она бывает 2 типов: ОЦК a-железо (объемно — центрированная – по одному атому располагается в 8-ми вершинах куба и 1 в центре). ГЦК y-железо (гране-центрированная по одному атому находится в 8-ми вершинах куба и по одному находятся на каждой из 8-ми граней, всего 16 атомов). Простыми словами: аустенит — это структура или состояние металла, определяющая его технические характеристики, которые получить в другом состоянии невозможно, т.к. меняя строение, металл изменяет и свойства. Без аустенита невозможна такая технология как закалка, которая является самой распространенной, дешевой, технически доступной, а в некоторых случаях и единственной технологией упрочнения металла. Свойства аустенитных сталей и где их используют Само состояние железа в Y-фазе (аустенит) уникально, благодаря ему металл является жаропрочным (+850 ºC), холодостойким (-100 ºC и ниже t), способен обеспечивать коррозионную и электрохимическая стойкость и другие важнейшие свойства, без которых были бы немыслимы многие технологические процессы в: нефтеперерабатывающей и химической отраслях; медицине; космическом и авиастроении; электротехнике. Жаропрочность — свойство стали не менять своих технических свойств при критических температурах с течением времени. Разрушение происходит при неспособности металла противостоять дислокационной ползучести, т. е. смещению атомов на молекулярном уровне. Постепенно происходит разупрочнение, и процесс старения металла начинает происходить все быстрее. Это происходит с течением времени при низких или высоких температурах. Так вот, насколько этот процесс растянется во времени — это и есть способность металла к жаропрочности. Коррозионная стойкость — способность металла противостоять разрушению (дислокационной ползучести) не только с течением времени и при криогенных и высоких температурах, но еще и в агрессивных средах, т. е. при взаимодействии с веществами активно вступающих в реакцию с одним или несколькими компонентных элементов. Разделяют 2 типа коррозии: химическая — окисление металла в таких средах, как газовая, водная, воздушная; электрохимическая — растворение металла в кислотных средах, имеющих положительно или отрицательно заряженные ионы. При разности потенциалов между металлом и электролитом, происходит неизбежная поляризация, приводящая к частичному взаимодействию двух веществ. Холодостойкость — способность сохранять структуру при криогенных температурах с течением длительного времени. Из-за искажения кристаллической решетки структура стали холодостойкой способна принимать строение присущее обычным малолегированным сталям, но уже при очень низких температурах. Но этим сталям присущ один недостаток — иметь полноценные свойства они могут только при минусовых температурных значениях, t — ≥ 0 для них недопустимы. Методы получения аустенита Аустенит — это структура металла, которая в малолегированных марках возникает в диапазоне температур 550-743 ºC. Как можно сохранить эту структуру и, соответственно, свойства за границами этих t? — Ответ: методом легирования. При наполнении решетки аустенита атомами других элементов, образуются структурные искажения, а процесс восстановления ОЦК–решетки (естественное строение при нормальных температурах) сдвигается на сотни градусов. Как эти свойства проявляются и в каком состоянии, зависит от добавочных т. е. легирующих элементов и термической обработки детали, которую она может дополнительно получать. Причем влияют не только элементы, но их соотношение, так аустенитная сталь подразделяется на: хромомарганцевую и хромникельмарганцевую (07Х21Г7AН5, 10X14AГ15, 10X14Г14H4T); хромоникелевую (08Х18Н12Б, 03Х18Н11, 08X18H10T, 06X18Н11, 12X18H10T, 08X18H10; высококремнистую (02Х8Н22С6, 15Х18Н12C4Т10); хромоникельмолибденовую (03Х21Н21М4ГБ, 08Х17Н15М3Т, 08X17Н13M2T, 03X16H15M3, 10Х17Н13М3Т). Химические элементы и их влияние на аустенит Пособников у аустенита немного, использоваться они могут как совместно, так и частично, в зависимости от того какие свойства нужно получить: Хром — при его содержании более 13 % на поверхности образует оксидную пленку, толщиной 2-3 атома, которая исключает коррозию. В аустените хром находится свободном состоянии, при условии минимального содержания углерода, так как тот сразу образует карбид Cr23C6, что приводит к сегрегации хрома и обедняет большие участки матрицы, делая ее доступной для окисления, сам карбид Cr23C6 способствует межкристаллитной коррозии аустенита. Углерод (максимальное его значение не более 10 %). Углерод в аустените находится в соединенном состоянии, основная его задача — образование карбидов, которые обладают предельной прочностью. Никель — основной элемент, который стабилизирует желаемую структуру. Достаточно содержание 9-12 %, чтобы перевести сталь в аустенитный класс. Измельчает и сдерживает рост зерна, что обеспечивает высокую пластичность; Азот заменяет атомы углерода, присутствие которых в сталях электрохимически стойких снижено до 0,02 %; Бор — уже в тысячных процентах увеличивает пластичность, в аустените, измельчая его зерно; Кремний и марганец не указываются как основные легирующие элементы в маркировке, но они являются основными или обязательными легирующими элементами аустенита, которые придают прочность и стабилизируют структуру. Титан и ниобий — при температуре выше 700 °С карбид хрома распадается и образуется стойкий TiC и NiC, который не вызывает межкристаллитную коррозию, но их использование не всегда оправданно холодостойких сталях, т.к. оно повышает границу распада аустенита. Читайте также Сталь о9г2с характеристики Термическая обработка Аустенит подвергают обработке только по необходимости. Основные операции это высокотемпературный отжиг (1100-1200 °С в течение 0,5-2,5 часа) при котором устраняется хрупкость. Далее закалка с охлаждением в масле или на воздухе. Аустенитную сталь, легированную алюминием, подвергают двойной закалке и двойной нормализации: при t 1200 °С; при t 1100 °C. Механическая окончательная обработка проводится до закалки, но после отжига. Изделия из аустнитных сталей Полуфабрикаты, в которых поставляется сталь, представляет собой: Листы, толщиной 4-50 мм с гарантированным химическим составом и механическими свойствами. Поковки. Ввиду сложной обработки этих сталей методом сварки, изготовление некоторых деталей представляет собой получение практически готовых изделий уже на этапе литья. Это роторы, диски, турбины, трубы двигателей. Методы соединения аустенита: Припой – очень сильно ограничивает использование металла при t более 250 °С; Сваривание – возможно в защитной атмосфере (газовой, флюсовой), при последующей термической обработке. Механическое соединение – болты и другие крепежные элементы, изготовленные из аналогичного материала. Аустенитные стали одни из самых дорогих технических сталей, использование которых ограничивается узкой специализацией оборудования. Источник: https://prompriem.ru/stati/austenit.html Виды нержавейки http://varimtut.ru/wp-content/uploads/2019/08/b9d85c6a8658acd0278defdcb21b0afe-333x250.jpg Сколько видов нержавеющей стали существует? Как понять какой именно вид подходит для изготовления изделий из нержавейки? В этой статье мы дадим исчерпывающие ответы на эти и другие вопросы. Нержавеющие стали устойчивы к коррозии благодаря полностью покрывающей поверхность оксидной пленке, богатой хромом и никелем. Легированные стали, содержащие менее 8% добавок, имеют показатели коррозионной стойкости, близкие к обычной углеродистой стали. Низколегированные стали, содержащие около 8% легирующих добавок, являются ферритными или аустенитными и обладают хорошими физико-механическими свойствами. Они магнитны и относительно легко подвергаются механической обработке. Эти типы стали стоит скорее причислить к слабокоррозийным, чем к нержавеющим, поскольку они склонны подвергаться точечной коррозии и покрываться пятнами. Ферритная нержавеющая сталь. Марки коррозионностойкой ферритной нержавеющей стали известны как серия 400. Марки с номерами от 403 до 420 обычно содержат от 11 до 14% хрома. Более устойчивые к коррозии марки с номерами между 430 (аналог по ГОСТ 08х17) и 440 содержат от 15 до 18% хрома. Эти марки нержавеющей стали не содержат никель в качестве легирующего элемента. Марка стали 630 содержит от 3 до 5% никеля и от 3 до 5% хрома; присутствие этих добавок делает материал хорошо поддающимся обработке и снижает выделение вторичных фаз. Этот материал хорошо противостоит коррозии в различных средах. По антикоррозийным свойствам он близок к марке 304 (аналог 08Х18Н10 по Российскому ГОСТ). Аустенитная нержавеющая сталь. С повышением содержания легирующих добавок (в основном никеля) стали становятся более аустенитными и теряют магнитные свойства. Повышенное содержание легирующих добавок приводит к улучшению коррозионной стойкости, в особенности это касается точечной и щелевой коррозии. Поверхностная пленка крепка и содержит мало железа (или не содержит вообще). Для того чтобы удалить с поверхности остаточное железо и сделать поверхностную пленку значительно более равномерной и устойчивой к местной коррозии, может использоваться пассивирование. При дальнейшем повышении содержания легирующих добавок появляются так называемые дуплексные нержавеющие стали, которые обладают еще большей химической устойчивостью. Увеличение содержания легирующих элементов всегда влечет за собой увеличение стоимости материала. Тем не менее, прочность стали возрастает, а некоторые потери можно частично восполнить, уменьшая толщину и площадь сечения. Распространенные марки аустенитной нержавеющей стали – это 301, 303, 304, 316, 317, 321, 314 (по возрастанию содержания добавок). Там, где требуется низкий уровень коррозионной устойчивости (в определенной степени приемлема точечная коррозия и пятна ржавчины), в качестве недорогого (не аустенитного) варианта можно рассмотреть марку 3CR12. Марка стали 301 содержит чуть меньше хрома (16-18%) и меньше никеля (6-8%), чем 304, хотя эти две марки могут совпадать по свойствам: сталь 301 хорошего качества эквивалентна стали 304 плохого качества. В зависимости от степени холодной обработки, марку 301 можно отличить от 304 по слабым магнетическим свойствам. Разновидностями марки 301 являются 301L и 301LN. Марка 301L имеет низкое содержание углерода, за счет чего более пластична, в то время как 301LN – это разновидность с меньшим содержанием азота, которая проще нагартовывается. Она также имеет более высокий числовой эквивалент стойкости к точечной коррозии (PREN), чем обычная сталь 301. Марка 304 – это «классическая» нержавеющая сталь 18/8. Она обычно содержит 17,5-20% хрома и от 8 до 11% никеля. Как правило, она не магнитна. Преимущество этой марки состоит в том, что ее легко подвергать глубокой вытяжке при изготовлении раковин из нержавейки, кастрюль и других промышленных товаров изготавливаемых методом штампования. Она прекрасно противостоит коррозии в различных атмосферных средах, однако она довольно чувствительна к точечной и щелевой коррозии в теплых хлоридсодержащих средах и в силу этого не должна использоваться в морских условиях или в пищевой промышленности, где применяются хлоридсодержащие чистящие реагенты. Также следует избегать контактов с биологическими жидкостями. Стали 321(12х18н10т) и 347 – это модификации марки 304, в которые был добавлен титан или ниобий для снижения чувствительности материала к выделению карбидов, возникающему в результате нагревания при сварке и приводящему к межкристаллитной коррозии. Сталь 316 (аналог 08Х17Н13М2) – наиболее устойчивая к коррозии из распространенных марок нержавеющей стали. Она содержит от 16 до 18,5% хрома, от 10 до 14% никеля и от 2 до 3% молибдена. Это предпочтительный материал для тех случаев, когда требуется высокий уровень устойчивости к точечной и щелевой коррозии в хлоридсодержащих средах. Она часто используется в транспорте и строительстве благодаря внешнему виду поверхности, хотя воздействие теплых хлоридсодержащих сред, тем не менее, может привести к появлению неприглядных ржавых пятен и эстетически нежелательных питтингов. Сталь марки 314 – это аустенитная нержавеющая сталь с содержанием 23-26% хрома и от 19 до 22% никеля. Она прекрасно сопротивляется коррозии и не имеет таких проблем со сваркой, как дуплексные стали. Дуплексные нержавеющие стали. В качестве исключительно устойчивого к коррозии материала необходимо выбирать дуплексные нержавеющие стали. Дуплексные нержавеющие стали имеют смешанную микроструктуру феррита и аустенита. По этой причине их свойства сходны и с ферритными и с аустенитными сталями. Они чрезвычайно устойчивы к коррозии. Высока степень устойчивости как к точечной, так и к щелевой коррозии. Их недостаток заключается в сложности сварки. Существует два типа дуплексных сталей, известные как первое поколение и второе поколение. Улучшенные стали второго поколения содержат больше азота и значительно более устойчивы к точечной коррозии. Их отличие от супердуплексных нержавеющих сталей состоит в том, что их числовой эквивалент стойкости к точечной коррозии (PREN) меньше 40, в то время как супердуплексные стали имеют показатель PREN больше 40. Эти типы стали известны под такими наименованиями, как SAF 2507, Ferralium SD40 и Zeron 100. Супердуплексные сплавы используются как в высшей степени устойчивый к коррозии металл. Дуплексные нержавеющие стали содержат от 19 до 24% хрома и от 3 до 5% никеля. Супердуплексные нержавеющие стали содержат от 24 до 27% хрома и от 6 до 8% никеля, также они, как правило, имеют повышенное содержание азота – от 0,2 до 0,35%. Вы можете заказать изготовление изделий из нержавеющей стали в компании «Строй Металл». Для этого напишите заявку на электронный адрес или позвоните по телефону (812) 309-00-16. Читайте так же: Определение стоимости изготовления металлоизделий Способы уменьшения стоимости изготовления изделия из металла. Виды декоративной нержавеющей стали Источник: http://stroy-metall.ru/stati/vidy-nerzhavejki Рубрикиhttp://varimtut.ru/magnitnye-svoystva-austenitnyh-staley/ Навигация запи
-
Чугун.Марки.Зарубежные аналоги.Сварочные материалы.
Точмаш 23 опубликовал тема в Справочная информация
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки http://docs.cntd.ru/document/1200008656 ГОСТ 7293-85 Чугун с шаровидным графитом для отливок. Марки http://docs.cntd.ru/document/1200008852 ГОСТ 1215-79 Отливки из ковкого чугуна. Общие технические условия (с http://docs.cntd.ru/document/ ГОСТ 7769-82 Чугун легированный для отливок со специальными свойствами. Марки (с Изменением N 1) N 1, 2) http://docs.cntd.ru/document/1200011542 Принципы маркировки по ГОСТ, DIN, NF, JIS, ASTM, BS. Что означает маркировка чугуна? Принципы маркировки по ГОСТ, DIN, NF, JIS, ASTM, BS. Что означает маркировка чугуна?Чугуны различают: а) по форме включения графита серый чугун с пластинчатым графитом (СЧ);чугун с вермикулярным (червеобразным) графитом (ЧВГ);высокопрочный чугун с шаровидным графитом (ВЧ);ковкий чугун с хлопьевидным графитом (КЧ);6) по химическому составу: нелегированные чугуны (общего назначения)легированные чугуны (специального назначения).В чугунах используется приблизительно тот же комплекс легирующих элементов, что и в стали (хром, никель, алюминий, молибден, ванадий и т.д.). Маркировка легированных чугунов осуществляется с помощью букв, обозначающих легирующие элементы (по аналогии со сталями) и цифр, указывающих их содержание (в %). Буква Ш в конце маркировки указывает на то, что графит в чугуне имеет шаровидную форму; если буква Ш отсутствует, то графит пластинчатый. Нелегированный чугун не содержит других легирующих компонентов, кроме углерода. Чугуны с пластинчатым графитом для отливок В основу стандартизации серого чугуна положен принцип регламентирования минимально допустимого значения временного сопротивления разрыву при растяжении. В соответствии с этим принципом обозначение марки чугуна в стандартах различных стран содержит значение минимально допустимого временного сопротивления разрыву, определенного в стандартной литой заготовке пробы диаметром 30 мм. Поскольку значения прочности чугуна данной марки в отливке зависят от скорости охлаждения, определяемой толщиной стенки (диаметром) отливки, в стандартах всех анализируемых стран приводятся минимальные значения полученные, в отдельно отлитых пробных заготовках других диаметров или сечений из серого чугуна каждой марки. А в стандарте Германии, например, приводятся таблицы и номограммы, связывающие прочность чугуна каждой марки с сечением пробной заготовки, что позволяет конструктору выбрать марку чугуна, обеспечивающую требуемую прочность в стенке отливки заданной толщины, или оценить прочность чугуна, которую следует ожидать в этой стенке при заливке чугуном выбранной марки. Стандарты на серый чугун (кроме отечественного) не регламентируют максимально допустимое значение временного сопротивления разрыву при растяжении, но устанавливают для чугуна каждой марки пределы допустимого значения твердости. Отечественный стандарт оговаривает в примечании к основной таблице, что максимальное значение временного сопротивления разрыву при растяжении, не должно превышать минимально допустимое более чем на 100 МПа. В стандарте Германии DIN 1691 отмечено, что в заказе на отливки должно быть однозначно указано, является ли характерным свойством предел прочности при растяжении или твердость по Бринеллю, и в зависимости от этого маркировка обозначается по-разному. Например: чугун DIN 1691-GG-25 или чугун DIN 1691-GG-210 HB Буквы GG обозначают соответственно: "gegossen" - отлито и "gubeisen" - чугун. В отечественном стандарте имеются три марки чугуна СЧ18, СЧ21 и СЧ25, которые допускаются для изготовления отливок по согласованию с потребителем. Стандарт Франции NF А 32-105-65 в настоящее время отменен. В большинстве марок серого чугуна косвенным методом ограничения прочности является максимально допустимое значение твердости, превышение которого приводит к отбелу и связанному с этим ухудшению технологических свойств. Твердость серого чугуна в значительной степени зависит от количества и размеров включений графита в структуре и количества и дисперсности перлита. Поэтому термическая обработка этого материала также весьма важна. Чугун одной марки может подвергаться нескольким видам термообработки: например, высокотемпературному отжигу для ликвидации структурно-свободного цементита, закалке и отпуску. Для получения марок чугуна от СЧ20 до СЧ35 применяют помимо легирования небольшими добавками Сr, Ni, Мо и Cu модифицирование жидкого металла непосредственно перед разливкой кремнийсодержащими добавками (ферросилицием, силикокальцием, силикобарием и другими). Чугуны ковкие для отливок В основу стандартизации ковкого чугуна (ГОСТ 1215) положен принцип регламентирования минимально допустимых значений временного сопротивления разрыву при растяжении, относительного удлинения и твердости (НВ). В зарубежных стандартах регламентируется также минимально допустимое значение предела текучести. Механические свойства ковкого чугуна определяют на литых образцах диаметром 16 мм; в зависимости от толщины стенки отливок допускается применение образцов диаметром 8 и 12 мм. Стандарты зарубежных стран также предусматривают применение образцов примерно таких же размеров. В стандарте США ASTM A602 (Р 82), например, М7002, буква М означает "malleable" - ковкий, 70 - предел прочности, в кгс/мм2, 02 - относительное удлинение в %, а в стандарте на отливки из ферритного ковкого чугуна ASTM А47 приведены две марки 22010 и 24018, где 220 и 240 - показатели предела текучести в МПа, а 10 и 18 - относительное удлинение в %. В стандартах Японии на отливки из ковкого чугуна марки обозначают только по пределу прочности остальных странах - по пределу прочности и относительному удлинению, причем в Германии и Великобритании - пределу прочности в кгс/мм2, а в Японии и Франции - в МПа (см. перевод единиц давления, хотя давление тут - только размерность ) В Германском стандарте DIN 1692 буквы GTS обозначают отожженный ковкий чугун без обезуглероживания, а GТW - обезуглероженный отожженный ковкий чугун. Японский стандарт JIS G5702 регламентирует свойства черносердечных ковких чугунов, обозначаемых буквами FСМВ "foundry casting malleable blackheart", JIS G5703 - FCМW, буква W означает "Whiteheart" (белосердечный, он же обезуглероженный), причем три последние марки дополнены буквой Р, что означает "Реrlite" (перлитный). И, наконец, стандарт JIS G5704 - FСМР, где Р означает то же самое. Французский стандарт NF А 32-701 оговаривает марки белосердечного ковкого чугуна, которые обозначаются буквами МВ - "Мilleable blanc", а стандарт NF А 32-702 на отливки из ковкого чугуна с шаровидным графитом, ферритного и перлитного чугунов, маркируют буквами МN, где N означает "nodulaire" - шаровидный. В стандарте Великобритании ВS 6681 классы ковкого чугуна, входящие в область распространения данного стандарта, обозначаются следующим образом: W - белосердечный (обезуглероженный) ковкий чугун, В - черносердечный (ферритный) ковкий чугун, Р - перлитный ковкий чугун. Чугуны антифрикционные для отливок ГОСТ 1585 распространяется на антифрикционный чугун для отливок, работающих в узлах трения со смазкой, и включает 10 марок. В ГОСТ 1585 приводится химический состав чугунов, твердость и микроструктура по ГОСТ 3443. Чугуны марок АЧС-1 - АЧС-6 - серые с пластинчатым графитом и различной структурой матрицы. Чугуны марок АЧВ-1 и АЧВ-2 - высокопрочные, с шаровидным графитом с перлитной (АЧВ-1) и перлитно-ферритной (АЧВ-2) металлической основой. Чугуны марок АЧК-1 и АЧК-2 - ковкие с компактным графитом: чугун АЧК-1 легирован медью, перлитный, АЧК-2 - перлитно-ферритный. Массовая доля марганца меняется в указанных в марке АЧС-5 пределах в зависимости от толщины стенки. В зарубежных странах нет стандарта, объединяющего марки антифрикционных чугунов. Количество включений графита оценивается средним процентом площади, занятой на микрошлифе. Например, Г2 - до 3 % площади, занятой графитом. Распределение включений графита оценивается по шкале 3 приложения 2 ГОСТ 3443. Количество перлита или феррита оценивается средним процентом площади, занятой этими структурными составляющими на шлифе. Например: П92 - площадь, занятая перлитом, свыше 90 до 94 %. Дисперсность пластинчатом перлита определяется средним расстоянием между пластинами цементита. Например: Пд 0,5 - расстояние между пластинами цементита от 0,3 до 0,5 мкм. Фосфидная эвтектика оценивается средней площадью изолированных включений. Например: Фр - диаметр ячеек свыше ... до ... Термическая обработка антифрикционных чугунов АЧК-1 и АЧК-2 аналогична применяемой для обычных ковких чугунов. Чугуны с шаровидным графитом для отливок В ГОСТ 7293 "Чугун с шаровидным графитом для отливок" имеются восемь марок чугуна с шаровидным графитом. Марка ЧШГ определяется показателями временного сопротивления разрыву при растяжении и условного предела текучести. Условное обозначение марки включает буквы ВЧ - высокопрочный чугун и цифровое обозначение минимального значения предела прочности, в МПа*10-1. Механические свойства ЧШГ обеспечиваются в литом состоянии или после термической обработки. Показатели относительного удлинения, твердости и ударной вязкости определяют только при наличии требований в нормативно-технической документации, и они должны соответствовать требованиям настоящего ГОСТа. В стандарте США ASTM А536 в маркировке чугуна первое и второе числа также определяют показатель предела прочности при разрыве, первое - в фунтах/кв.дюйм*103, а второе - округленная величина этого показателя в МПа*10-1. Третье число определяет минимальное значение относительного удлинения в %. Например, марка 80-50-06 имеет следующие минимальные показатели механических свойств: предел прочности - 80000 фунт/дюйм2 или 552 МПа условный предел текучести - 55000 фунт/дюйм2 или 379 МПа относительное удлинение - 6,0% В стандарте Германии DIN 1693-506-50 в названии марки буквы означают: G - "gegosen" (отлито), G - "gubeisen" (чугун), G - "globular" (шаровидный), 50 - минимальное значение предела прочности в МПа*10-1 (например, GGG-50). В стандарте Великобритании ВS 2789 буквенные обозначения не применяются. Во французском стандарте NF А 32-201 буквы FGS означают: "fonte" (литье), "graphite" (графит) и "sferoidal" (шаровидный). В обозначениях стандартов Франции и Великобритании помимо предела прочности при растяжении в МПа указывается и относительное удлинение в %. В случае, когда испытания на растяжение выполняются не на отдельных, а на смежных с отливкой образцах, указанное обозначение дополняется буквой А. В случае, когда отливки должны обладать особой ударной вязкостью при низкой температуре, указанные обозначения дополняются буквой L, сопровождаемой числом, соответствующим температуре испытания. Символы L и А могут сочетаться. Например, FGS 350-22АL40. В большинстве национальных стандартов на высокопрочные нелегированные чугуны, регламентирующих механические свойства, химический состав чугунов не оговаривается. Обязательными для контроля являются предел прочности при растяжении, предел текучести, и относительное удлинение. В стандартах всех стран, за исключением стандартов Германии и США, приводятся контролируемые пределы величин твердости. Остальные параметры чугунов, в том числе микроструктура, могут контролироваться по требованию заказчика. Количество графита преимущественно шаровидной формы, оговариваемое в большинстве национальных стандартов, колеблется в широких пределах от 70 % в стандарте Японии до 90 % в стандарте США ASTM А395. В том же стандарте приводится единственная марка ферритного чугуна ЧШГ с контролем химического состава по основным элементам и твердости. Определение пределов прочности и текучести и относительного удлинения в большинстве стандартов осуществляется на отдельно отлитых и специально выточенных образцах диаметром 14 мм из заготовок больших размеров (до 75 мм). Если по техническим причинам необходимо использовать образец другого диаметра, он должен обязательно удовлетворять следующему соотношению: L0 = 5,65·S0 = 5d, где L0 - начальная длина между метками на испытуемом образце; S0 - начальное сечение образца; d - диаметр калиброванного сечения образца. Отливки заказчику поставляются в исходном или термообработанном виде. Термообработка для снятия напряжений не оказывает влияния на микроструктуру чугуна отливок, остальные виды термообработки проводятся с целью изменения структуры и приведения свойств в соответствие с требованиями стандарта. Стандарт Японии JIS G 5502 включает 7 марок чугуна с шаровидным графитом. FСD 370 и FCD 400 - ферритные, FCD 450 и FCD 500 - ферритно-перлитные и FCD 600, FCD 700 и FCD 800 - перлитные чугуны. Стандарт JIS G 5503 содержит три марки чугуна с шаровидным графитом: FCD 900 - ферритно-бейнитного класса с повышенной ударной вязкостью, FCD 1000 - со структурой матрицы "отпущенный мартенсит" - повышенной прочности и FCD 1200 чугун мартенситного класса с повышенной твердостью, применяемый для отливок, работающих на износ. Последние три марки получают только термической обработкой с нагревом до области аустенитного превращения. Чугуны с вермикулярным графитом для отливок ГОСТ 28394 содержит марки чугуна для отливок, имеющего в структуре графит вермикулярной формы и не более 40 % шаровидного графита. Для отливок применяют чугуны следующих марок: ЧВГ30, ЧВГ35, ЧВГ40, ЧВГ45. Марка чугуна определяется временным сопротивлением разрыву при растяжении и условным пределом текучести. Условное обозначение марки включает буквы ЧВГ - чугун с вермикулярным графитом и цифру, обозначающую минимальное значение временного сопротивления разрыву при растяжении в МПа*10-1. Относительное удлинение и твердость по Бринеллю определяют при наличии специальных требований в нормативно-технической документации. По требованию потребителя допускается устанавливать другие значения твердости. Механические свойства определяют на одном образце диаметром 14 мм, изготовленном из заготовки толщиной или диаметром 25 мм. В Румынии стандартизированы три марки ЧВГ. В марках России и Румынии цифровое обозначение марки соответствует требуемому минимальному значению показателя предела прочности при растяжении в МПа. Стандартные марки чугуна с вермикулярным графитом (США) приведены по данным проекта стандарта, разработанного в январе 1982 г. ("Standard specification for Compacted Graphite Iron Casting"), которым определены условия приемки и контроля качества деталей из ЧВГ. Фирма Великобритании "International Machinite Metal" применяет отраслевой стандарт, оговаривающий только две марки чугуна с вермикулярным графитом: FС 275 - ферритный чугун и FС 400 - перлитный чугун. Несмотря на сравнительно невысокие показатели механических свойств, чугун с вермикулярным графитом получил в последнее время достаточно большое распространение благодаря хорошим технологическим и теплофизическим свойствам. Чугуны легированные для отливок со специальными свойствами ГОСТ 7769 распространяется на чугуны для отливок с повышенной износостойкостью, коррозионной стойкостью, жаростойкостью и жаропрочностью. Так как многие из них сочетают н себе несколько указанных свойств, маркировка осуществляется по преобладанию легирования. Низколегированные чугуны всех видов, а также высоколегированные марганцевые и никелевые, за исключением марок ЧН2Х, ЧХ3Т, ЧГ7Х4, ЧН4Х2, модифицируют графитизирующими присадками. В хромистых чугунах и в чугунах с шаровидным графитом допускается массовая доля никеля до 1,0 % или меди до 1,5 % вводимых с шихтой: природно-легированными чугунами, легированным стальным ломом или магнийсодержащими лигатурами. В отливках из легированного чугуна с шаровидным графитом не менее 80% включений должны быть шаровидной формы. Отливки из высоколегированных хромистых и кремнистых чугунов для снятия внутренних напряжений подвергаются термической обработке. В соответствии с ГОСТ 7769 во всех марках чугунов контролируются предел прочности при растяжении и твердость HB), в чугунах с шаровидным графитом относительное удлинение (d), в остальных - предел прочности на изгиб (sизг). Отливки из жаростойкого чугуна должны обладать сопротивлением окалинообразованиям: не более 0,5 т/(м·ч) увеличения массы и росту не более 0,2 % при температуре эксплуатации, в течение 150 ч. ГОСТ 7769 включает следующие марки износостойких чугунов: низколегированные хромистый ЧХ3Т и два никелевых ЧН2Х и ЧН4Х2, высоколегированные хромистые ЧХ9Н5, ЧХ16, ЧХ16М2, ЧХ22, ЧХ28Д2, ЧХ32 и высоколегированные марганцовистые ЧГ7ХЧ, ЧГ6С3Ш и ЧГ8Д3. В стандарте США ASTM А532 "Износостойкие серые чугуны" ("Abrasion resistant cast irons") имеется десять марок чугуна трех классов. К классу I относятся низкохромистые износостойкие чугуны, к классу II - высокохромистые и к классу III - с содержанием хрома 23-28 %. Тип чугуна А, В, С и т.д. определяет массовые доли других элементов, входящих в состав чугуна. В обозначении марки ("designation") чугуна НС и LС соответственно повышенное и пониженное содержание углерода. Отличительной чертой маркировки десяти чугунов в стандарте Германии (DIN 1695) является величина средней массовой доли углерода (С*102), проставляемая перед буквами, обозначающими легирующие элементы. 9 марок стандарта Франции NF А32-401 в обозначении имеют наименование легирующих элементов с указанием их массовой доли. При этом марки FВА и FВО относятся к нелегированным белым чугунам, а остальные - к легированным. В стандарте Великобритании ВS 4844 "Износостойкий белый чугун" ("Abrasion resisting white cast iron") нелегированные и низколегированные белые износостойкие чугуны обозначаются цифрой I и соответствующей буквой. Типы IА и IВ отличаются друг от друга содержанием фосфора, а IС - углерода. Белые никель-хромистые чугуны делятся на пять классов, обозначаемых цифрой 2 и соответствующей буквой. Чугуны различных сортов данного класса отличаются, главным образом, содержанием углерода. Белые высокохромистые чугуны (7 классов) существенно отличаются по составу, главным образом, по содержанию хрома; они обозначаются цифрой 3 и соответствующей буквой. Коррозионно-стойкие чугуны (II марок) согласно ГОСТ 7769 можно разделить на три основные группы: высокохромистые ЧХ22С, ЧХ28 и ЧХ28П, высококремнистые ЧС13, ЧС15, ЧС15М4, ЧС17 и ЧС17М3 и низколегированные никелевые ЧНХТ, ЧНХМД и ЧНМШ. Первая и третья группы имеют аналоги в зарубежных стандартах износостойких чугунов, обладающих, как уже было сказано, и определенной коррозионной стойкостью. Стандарт США ASTM А518 "Отливки из коррозионно-стойкого высококремнистого чугуна" ("Corrosion-resistant high-silicon iron castings") включает три марки: grade 1, grade 2 и grade 3. Они различаются содержанием хрома и молибдена. Массовая доля кремния во всех трех марках одинакова. Отливки, изготовляемые из этого чугуна, для работы в жидких коррозионных средах под давлением должны выдерживать не менее 275 кПа. В стандарте Великобритании BS 1591 ("Corrosion resisting high-silicon iron castings") предусмотрено четыре марки чугуна Si10, Si14, SiCr144 и Si16, отличающиеся содержанием кремния и хрома. Толстостенные отливки при литье этих марок чугунов должны охлаждаться в форме до 150-200°С. Мелкие отливки выбивают из формы при 800-850°С и помещают в печь при 750-850°С. Выдерживают при температуре 730-740°С в течение 3-4 ч, затем охлаждают с печью до 100-200°С. Жаростойкие чугуны по ГОСТ 7769 подразделяются на три основные группы: алюминиевые (от 0,6 до 32 % Al) ЧЮХШ, ЧЮ6С5, ЧЮ7Х2, ЧЮ22Ш и ЧЮ30, низколегированные хромом ЧХ1, ЧХ2 и ЧХ3 и кремнистые низколегированные чугуны ЧС5 и ЧС5Ш. Алюминиевые чугуны имеются в национальных стандартах Болгарии, Румынии и бывшей ГДР. Национальные стандарты Чехословакии регламентируют две марки алюминиевого чугуна, а Польши - восемь марок. Основным требованием к чугуну каждой марки является химический состав, который определяет микроструктуру и основные эксплуатационные свойства: жаростойкость, износостойкость. Низкохромистые чугуны содержат от 0,4 до 3,0 % Сr и характеризуются более высокой жаростойкостью, чем обычные серые чугуны. Для предотвращения образования структурно-свободного цементита с увеличением содержания хрома в чугунах увеличивают содержание углерода и кремния и модифицируют чугун. В стандарте США ASTM А319 (R 1985) приведены три класса чугуна с повышенным содержанием хрома. Содержание его от одного типа к другому возрастает (от А до D), при этом углеродный эквивалент в отличие от чугуна ГОСТ 7769 уменьшается, а содержание фосфора увеличивается вдвое. Две марки жаростойкого кремнистого чугуна ЧС5 и ЧС5Ш по ГОСТ 7769 имеют также аналоги в стандарте Польши. Химический состав этих марок практически одинаков, чугун марки ЧС5Ш отличается лишь наличием глобуляризирующих элементов - магния или церия и, соответственно, шаровидной формой графита. К жаропрочным чугунам относятся высоконикелевые чугуны с пластинчатым и шаровидным графитом с аустенитной или аустенитно-карбидной матрицей, обладающие повышенными сопротивлением ползучести и пределом прочности. В ГОСТ 7769 приведена одна марка аустенитного чугуна с пластинчатым графитом ЧН15Д7 и четыре марки аустенитного чугуна с шаровидным графитом ЧН11Г7Ш, ЧН15Д3Ш, ЧН19Х3Ш и ЧН20Д2Ш, где Н, Д, Г и Х означают наличие легирующих: никеля, меди, марганца и хрома соответственно, среднее значение которых определяется числом, стоящим после буквы. Буква "Ш" указывает на шаровидную форму графита. В соответствии с ГОСТ 7769 для этих чугунов осуществляют контроль: предела прочности при растяжении, относительного удлинения и твердости. Для марки ЧН15Д7 контролируется еще и предел прочности на изгиб. Стандарт США ASTM А436 включает 8 марок аустенитного чугуна с пластинчатым графитом, которые отличаются различным легированием никелем, марганцем, медью, хромом и кремнием. Кроме химического состава в этих марках чугуна контролируется предел прочности при растяжении и допускаемые пределы твердости. Обозначение марок условное, например "Туре 2в" - 18-20 % никеля, 3-6 % хрома. Стандартом США ASTM А439 предусмотрено 9 марок аустенитного чугуна с шаровидной формой графита. Обозначение марок также условное. Помимо предела прочности при растяжении обязательным для контроля в этих марках чугуна является предел текучести, относительное удлинение и пределы твердости. Контроль механических свойств осуществляется на образцах, изготовленных из специально отлитых отдельно заготовок. Стандартом США ASTM А571 предусмотрено изготовление марки аустенитного чугуна с шаровидной формой графита (Туре D2М, Class 1 and 2), отличающейся повышенным содержанием марганца. Для этой марки чугуна обязателен контроль ударной вязкости. Стандартом Германии DIN 1694 предусмотрено 8 марок аустенитного чугуна с пластинчатым графитом и 14 марок аустенитного чугуна с шаровидной формой графита. Маркировка этих двух видов чугуна такова: GGL - чугун с пластинчатым графитом и GGG - с шаровидным. В маркировке обозначены основные легирующие элементы и соответствующая им средняя массовая доля. Например, NiSiCr2052 - чугун с шаровидным графитом со средним содержанием никеля 20,0 %, кремния - 5,0 % и хрома - 2,0 %. Стандарт Японии JIS G 5510 включает 9 марок аустенитного чугуна с пластинчатым графитом и 14 марок - с шаровидным графитом. Все марки обозначаются аналогично стандарту Германии. Дополнительно введена марка FCA-Ni35 - аустенитный чугун с пластинчатым графитом со средним содержанием никеля 35,0 %. В стандарте Франции NF А32-301 на аустенитные чугуны маркировка аналогична стандартам Германии и Японии. Например, L-NUC 1563, где L - пластинчатая форма графита; N - средняя массовая доля никеля - 15,0 %; U - средняя массовая доля меди - 6,0 %; С - средняя массовая доля хрома - 3,0 %, S-NSC 2052, где S - шаровидная форма графита; N - средняя массовая доля никеля - 20,0 %; S - средняя массовая доля кремния - 5,0 %; С - средняя массовая доля хрома - 3,0 %. Стандарт Великобритании BS 3468 определяет три марки чугуна с пластинчатым графитом (F1, F2 и F3) и восемь марок - с шаровидным S2, S2W, S5S, S2В, S2С, S2М, S3, S6. Марки представляются в двух группах: первая F1, F2, S2, S2W, S5S - промышленные марки, применяемые в том случае, когда требуется коррозионная стойкость и термостойкость, а вторая F3, S2В, S2С, S3, S6 - это марки специального назначения в криогенных устройствах, а также обладающие низкой магнитной проницаемостью или другими специфическими свойствами. Поиск в инженерном справочнике DPVA. Введите свой запрос: Дополнительная информация от Инженерного cправочника DPVA, а именно - другие подразделы данного раздела:Чугун, общие свойства.Новые обозначения чугунов (JL, JS, JM, GJL, GJS, GJMW, GJMB) по DIN EN 1561/ 2/ 3 вместо старых и привычных (GG, GGG, GTW, GTS) по DIN 1691 / 2 / 3.Вы сейчас здесь: Принципы маркировки по ГОСТ, DIN, NF, JIS, ASTM, BS. Что означает маркировка чугуна?Примерный химсостав обычных (нелегированных) чугунов и английские наименования чугунов.Таблицы взаимного соответствия чугунов (Grey, Ductile, Malleable cast iron) , специфицированных по стандартам JIS, W.-nr., DIN, BS, EN, AFNOR, UNI, UNE, SS, AISI/SAE (ANSI/ASTM), GB.Механические и физические свойства чугуна GG-15 (Cast Iron - серый чугун).Механические и физические свойства чугуна GG-20 (Cast Iron - серый чугун).Механические и физические свойства чугуна GG-25 (Cast Iron - серый чугун).Механические и физические свойства чугуна GG-30 (Cast Iron - серый чугун).Механические и физические свойства чугуна GG-35 (Cast Iron - серый чугун).Механические и физические свойства чугуна GGG-40 (Ductile Iron - высокопрочный чугун с шаровидным графитом ВЧШГ).Механические и физические свойства чугуна GGG-50 (Ductile Iron - высокопрочный чугун с шаровидным графитом ВЧШГ).Механические и физические свойства чугуна GGG-60 (Ductile Iron - высокопрочный чугун с шаровидным графитом ВЧШГ).Механические и физические свойства чугуна GGG-70 (Ductile Iron - высокопрочный чугун с шаровидным графитом ВЧШГ)Механические и физические свойства чугуна GGG-NiCr20 2 (Ductile Ni-resist Iron - пластичный (или высокопрочный) нержавеющий чугун).Механические и физические свойства чугуна GGG-NiSiCr 20 4 2 (Ductile Ni-resist Iron - пластичный (или высокопрочный) нержавеющий чугун).Скорость коррозии чугуна, стали, нержавеющей стали. Сравнительные данные по скорости коррозии: нержавеющий чугун, обыкновенный серый чугун, углеродистая сталь, нержавеющая сталь.Чугун, технологии сваркиТаблица. Обозначения и химсостав металлов и сплавов, используемых в арматуростроении в СШАТаблица. Коррозионная стойкость металлов и сплавов при нормальных условияхЭлектропроводимость (электрическая проводимость) и электрическое сопротивление для железа, сталей и суперсплавов.Механические свойства и допускаемые напряжения для отливок из серого чугуна https://dpva.ru/Guide/GuideMatherials/Metalls/CastIron/InternationalMarking/ -
ZAMAK (русский аналог: ЦАМ) – это семейство литейных цинковых сплавов, предназначенных для литья под давлением. Название сплавов представляет собой немецкую аббревиатуру, образованную из первых букв названий легирующих металлов сплава: Zink (цинк) + Aluminium (алюминий) + Magnesium (магний) + Kupfer (медь). Русское название аналогичных материалов (ЦАМ) составлено из первых букв русских названий легирующих элементов: цинк + алюминий + медь. Наиболее ходовые в наши дни сплавы ZAMAK марок ZL0400, ZL0410 и ZL0430 были разработаны в 1930-е годы одновременно с изобретением технологии литья цинка под давлением. С тех пор их состав почти не изменился. Все сплавы этого семейства содержат 4 % алюминия. Другими легирующими элементами являются медь (1-3 %) и магний (0,035-0,06 %). Для специальных целей, таких как сверхтонкостенное литьё или производство отливок с особыми свойствами поверхности, в последние годы были разработаны новые сплавы для литья под давлением (например, Superloy®). В настоящее время более 95 % цинковых сплавов перерабатывается методом литья под давлением с горячей камерой прессования. В отличие от литья под давлением с холодной камерой прессования, при этой технологии пресс-поршень и камера прессования, образующие механизм впрыска расплава, погружаются в плавильный тигель с жидким металлом. Однако такой способ литья пригоден лишь для сплавов, имеющих низкую температуру плавления. Другие известные технологии (центробежное литьё, литьё в кокиль и в песчаные формы, литьё под давлением с холодной камерой прессования) применяются редко. До 1997 года применительно к сплавам ZAMAK в каждом государстве ЕС действовали соответствующие национальные стандарты. Так, в Германии в отношении них силу имел стандарт DIN 1743 (часть 1: «Цинковые сплавы», часть 2: «Цинковые отливки, получаемые методом литья под давлением»). Однако после вступления в силу европейских стандартов EN 1774 («Цинковые сплавы») и EN 12844 («Цинковые отливки, получаемые методом литья под давлением») различия в маркировке цинковых сплавов и их химических составах были упрощены и унифицированы. Наиболее распространенными марками сплавов ZAMAK являются: 1) ZL0400 / ZL3 / ZnAl4 – цинковый сплав для литья под давлением с горячей камерой прессования. Химический состав согласно стандарту EN 1774: 3,8-4,2 % Al и 0,035–0,06 % Mg. (Другие обозначения для этой марки: – для сплавов: Z400, Zamak 3, AG 40A, Z33521, Z33520 – для отливок: ZP3, ZP0400, Zamak 3, ZnAl4, AG 40A.) 2) ZL0410 / ZL5 / ZnAl4Cu1 – тоже цинковый сплав для литья под давлением с горячей камерой прессования. Химический состав согласно стандарту EN 1774: 3,8-4,2 % Al; 0,7-1,1 % Cu и 0,035-0,06 % Mg. (Другие обозначения для данной марки: – для сплавов: Z410, Zamak 5, AG 41A, Z35530, Z35531 – для отливок: ZP5, ZP0410, Zamak 5, ZnAl4, AG 41A.) 3) ZL0430 / ZL2 / ZnAl4Cu3 – также цинковый сплав для литья под давлением с горячей камерой прессования. Химический состав согласно стандарту EN 1774: 3,8-4,2 % Al; 2,7-3,3 % Cu и 0,035-0,06 % Mg. (Другие обозначения марки: – для сплавов: Z430, Zamak 2, AG 43A, Z35540, Z35541 – для отливок: ZP2, ZP0430, Zamak 2, ZnAl4Cu3, AG 43A.) Эластичность сплавов ZAMAK обеспечивает возможность изготовления тонких и тонкостенных деталей с толщиной стенок даже меньше 1 мм. Цинковые сплавы тверже алюминиевых и магниевых и сравнимы по твердости с латунью. Чем выше содержание меди в сплаве ZAMAK, тем он тверже. Эта закономерность используется при изготовлении деталей, предназначенных для работы при крайне неблагоприятных нагрузках. Цинковые сплавы для литья под давлением очень хорошо поддаются механической обработке, что обеспечивает высокое качество готовых изделий. Данный сплав применяется в промышленности менее века и при этом успешно конкурирует с более «старыми» материалами, такими как латунь и алюминий. Физические и механические свойства сплавов ZAMAK позволяют изготавливать изделия с точностью до одной сотой миллиметра. По ударной вязкости при нормальной температуре сплавы данного семейства значительно превосходят алюминиевые и магниевые. Даже при очень низких температурах (около –40 ° C) ZAMAK ведет себя лучше алюминиевого сплава. По силе натяжения цинковые сплавы не менее чем в 4 раза превосходят пластмассы. Хорошая электрическая и теплопроводность материала делает его идеальным для изготовления радиаторов охлаждения, волноводов и экранирующих оплеток электрических кабелей. Сплавы ZAMAK находят широчайшее промышленное применение: из них изготавливаются детали строительных конструкций и электронные элементы, оконные рамы, мебельные и автомобильные компоненты. http://slesario.ru/metalli/splavi-zamak-tsam.html