Поиск сообщества
Показаны результаты для тегов 'отзывы'.
Найдено: 65 результатов
-
Такой вопрос: На авто не был установлен радиатор, можно сказать подводящие трубки были открыты, перед установкой радиатора нужно как то промывать систему?
-
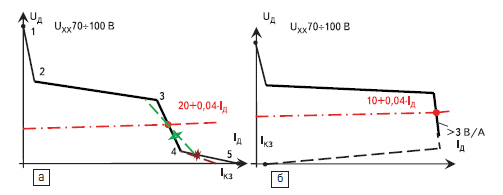
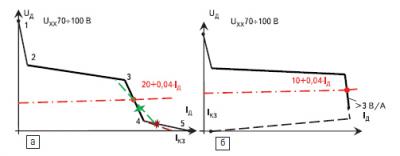
Что это? Уважаемые коллеги, давайте поможем покупателю сделать хороший выбор. Давайте отсекать плохие аппараты, давайте писать плохо о плохом аппарате, если вы лично такой имеете. Давайте писать о хороших "безымянных" китайцах, если вам повезло таковой прикупить. Давайте писать обо всех, и о брендах тоже, ибо новичку не видно разницы между тайгером и фрониусом. Каким образом? В этой теме счастливый или несчастный владелец "сварочника" может оставить свой короткий отзыв о своём аппарате, и проголосовать за сварочные аппараты инверторного типа MMA(ручник), MIG/MAG(полуавтомат), TIG/WIG(аргонник). Отзыв принимается в виде: фото морды и название модели обязательно (иначе никак), пара фото в или на работе (отсекаем продавцов), когда куплено, и примерно за сколько (ну примерно),сколько прожило (если уже умерло), плюсы/минусы аппарата по своим ощущениям. Последующие отзывы на данную модель будут дополнять первый пост, либо, в случае оригинальной информации, будет добавляться ссылка на псто. Первые посты являются вспомогательными, а также содержат ссылки на отзывы в алфавитном порядке, т. е. по традиции сперва Grovers, затем Kemppi, Зубр и наконец Ресанта. Отказ от ответственности Отзывы субъективны чуть более чем полностью. Сортировка отзывов согласно алфавитного порядка, амперы и цена никак не влияют на положение аппарата в списке. Здесь накапливаются отзывы, положительный и отрицательный опыт использования, не надо спрашивать, что лучше. Обзоры на MMA инверторы http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/?p=327885&do=findComment&comment=327885 Обзоры на MIG/MAG инверторы http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/?p=328333&do=findComment&comment=328333 Обзоры на TIG/WIG инверторы http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/?p=327736&do=findComment&comment=327736 Обзоры, оформленные как отдельные темы http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/?p=328074&do=findComment&comment=328074 Описание параметров сварочных инверторов и основные рекомендации v0.82 Уж не дурят ли нашего брата: -- Первые шаги Можно купить любой сварочник в ближайшем магазине, где продавец знает не только модель, но еще и пытается втирать за характеристики. Очень важно, чтобы гарантийка была тоже недалеко. MMA По характеристикам: вес аппарата >4кг, макс. ток до 160А(этого за глаза), напряжение холостого хода(НХХ) >45В, ПВ/ПН >=60%, cos phi(реактивная мощность) >80%, КПД и так понятно. Одной крутилкой можно настраивать _только_ток, две крутилки - плюс форсаж дуги, в такие модели часто добавляют переключатель TIG/MMA(еще аргоном можно). Комплектные кабеля _можно_заменить, удлинить, поставить толще, другой электродержатель и клемму массы, лишь бы быстросъемы были подходящие. Удлинитель сечением не менее 2.5 мм2, просаженная сеть требует еще больше, и ККМ тут не вывезет. По прайсу(2018): -- до 6кРуб. - любой со сроком службы от "включил и пыхнуло"; -- от 6кРуб. до 10кРуб. - гарантия может быть длиннее, как и работоспособность; -- более 10Круб. - не, ну сделали вы забор, а аппарат так и будет стоять? MIG/MAG 2 крутилки - наиболее распространенный вариант, ими настраивают скорость подачи проволоки и напряжение. К аппарату обычно прилагают табличку(добавляют в инструкцию) с настройками. Механизм подачи проволоки - металл, не пластик, комплектный ролик обычно для сплошной проволоки 0.8 и 1.0 мм. Встроенная горелка - риск перелома при транспортировке, трудность или невозможность замены. Покупать полуавтомат следует для сварки сплошной проволокой, флюсовая самозащитная проволока гораздо дороже 2мм электродов, а по качеству шва не лучше. Возможность установки килограммовых катушек(D100) позволяет немного сэкономить при нечастой работе с медью/нержавейкой. Третья крутилка - ток в хитросделанных китайцах-комби, или индуктивность, позволяющая управлять сварочным швом. По прайсу(2018): -- до 12кРуб. - либо трансформаторный полуавтомат для самозащитки, либо маломощный инвертор; -- до 19кРуб. - возможен как первый выбор; -- более 19кРуб. - совершенству нет предела, как и цене. TIG/WIG Сварка в аргоне постоянным током возможна многими инверторами MMA, зачастую это указывается в функционале и обеспечивается переключателем. После чего цепляем на минус горелку(аргон уже подключен, да?), поджигаем чирканьем и свариваем. Так можно сталь(нержавейка тоже сталь), для цветмета лучше использовать аппараты с пульсом и переменкой. Если полуавтомат еще потерпит незачищенную, но не ржавую, поверхность, то в аргоне шов будет смотреться никак, а алюмяшку ненароком не получится сварить вовсе, поэтому надо не только зачищать, но и выбирать способ зачистки. По прайсу(2018): -- до 20кРуб. - это аппараты с пульсом или без него, с поджигом касанием или высокочастотным, с ПВ 100% на 100А и выше, то есть 3мм сталь(нержавейка тоже сталь) вполне себе можно; -- более 20кРуб. - необходимо точно определиться в функционале, прежде чем покупать. Использование интернет агрегаторов цен, наподобие Я.Маркета, да и вообще поиска в интернете и на этом форуме, позволит глубжее проникнуться вопросом и выбрать подходящую модель занедорого. -- Характеристики Для всех --Работа на просаженной сети / при пониженном напряжениии / от дешевого генератора / от пальчиковой батарейки зажигает четверку!!!!111АДИН - При работе от просаженной сети необходим инвертор с запасом по току и с заявленной производителем работоспособностью в подобных режимах и удлинитель с бОльшим, чем обычно, сечением провода. Но даже в этом случае может статься, что занижение сварочного тока (вместо логичного накручивания) лучше отразится на сварочном процессе, поскольку для каждого производителя "работоспособность" смотрится по-разному: от "зажглась лампочка" до "легко тройкой основой". --Продолжительность включения/Продолжительность нагрузки(ПВ/ПН) - процентное отношение времени работы аппарата при заданном токе до перегрева к общему времени измерения, при заданной температуре окружающей среды. Типично: 60% для 160А и 40 oC за период в 10мин это 6мин под нагрузкой и уход в защиту по перегреву. Изменяя период измерений и температуру, можно манипулировать этим параметром. --Мощность/Потребляемая мощность - указывается _максимальная_потребляемая мощность: если на свежекупленном двухсотампернике работать на 100А, потребление будет ниже(2..2.5кВт). Но не в два раза, надо учесть КПД, реактивную мощность, ток и напряжение на дуге. Также чрезмерно низкая мощность(к примеру, 4кВт для 200А MMA инвертора) показывает на несоответствие параметров аппарата. --cos phi(коэффициент реактивной мощности) - напрямую влияет на потребление аппаратом электроэнергии и загаживание питающей сети частотной составляющей. Чем ближе к единице, тем лучше, потому что косинус. --ККМ(PFC) - допа в инверторе, якобы стабилизирующая выходные характеристики при изменении напряжения питающей сети. Само название ККМ(корректор коэффициента мощности) определяет функционал - уменьшать сдвиг фаз, делая аппарат немного экономичнее. Встраивается в отдельные модели хороших инверторов, также используется для повышения цены у дешевых аппаратов. --Pulse - существуют аппараты MMA, MIG/MAG и TIG с настройкой импульсной составляющей, применение обосновывается свариваемым материалом(обычно "нержавейка" и цветмет) и оптимизацией режима сварки. В качестве примера: STT - технология от Линкольна для полуавтоматов со сложной формой импульса, пониженным разбрызгиванием и повышенной скоростью, заявляется как альтернатива аргоно-дуговой сварке. --Синергетика(SYN, SYNERGIC) - изначально автоподстройка("интеллектуальная") аппарата при неких заданных параметрах для достижения оптимального результата. Также называются, но не являются таковыми: импульсный режим(с импульсом произвольной формы и длительности) и предустановки, позволяющие комбинировать существующие значения и не заморачиваться понятиями Напряжение и Скорость подачи. Принцип настройки, реализованный в полуавтомате Aurora Polo, также синергетическим не является, это не боле чем взлетевшая попытка продать "любителю" полуавтомат с почти одной крутилкой. Надпись "синергетика" по умолчанию не обеспечивает лучший/оптимальный шов. MMA --Ток(Current) - основная функция. В дешевых моделях показомеры выдают каждый свои попугаи, некоторые анимируют лицевую часть аппарата индикацией тока(или "тока") в режиме реального времени. И о сварке тонкого металла электродами. Если на пачке написано ОТ 50А(и это ваши любимые ESAB OK 46.00 2мм), то диапазон токов 25..45А вам не нужен. Есть стыковое соединение С1 ГОСТ 5264-80, есть возможность рутилом(а окашки это рутиловые электроды) в отрыв шпарить. Форсаж дуги, позволяющий отчасти снизить тепловложение в основной металл за счет более высокого валика(это для рутила) также не всегда помогает, особенно если это фальшивый китайский форсаж. Алсо, положение крутилки с надписью "Для тонких электродов" существует лишь в аппаратах с надписью "Для ленивых начинающих профессионалов". Все индивидуально как для сварочника, так и для сварного. --Напряжение холостого хода(Uxx, НХХ) - некоторые электроды требуют повышенного напряжения для первичной ионизации, да и основу легче поджигать, поэтому 70..100В - это отлично. Обратно, аппараты с МП управлением могут иметь и 46В, но столь же корректно работать. --Форсаж(Arc force) - якобы альфа и омега хорошего сварочника, который может. Широко разрекламированная _дополнительная_функция, которая на деле реализуется аппаратной частью сварочного инвертора для РДС и является неотъемлемой частью его ВАХ. В большинстве же случаев крутилка с надписью "Форсаж" загинает крутопадающую ВАХ аргонника немного вверх _по_всей_рабочей_части, поэтому основой такими сварочниками работать трудно. (Взято тут http://power-e.ru/2008_3_116.php) Слева хороший, годный форсаж, он набрасывает ток при замыкании металлом дугового промежутка. Если для него вывести крутилку, то можно будет немного играть как температурой шва, так и его формой. И подстраиваться под электроды. Справа ВАХ аргонника. Фальшивый форсаж делает прямую 3-5 вместо ломаной 3-4-5, то есть делает более пологой. Поэтому рабочие области основных электродов и эмэрок с прочими "плохо горящими" если и находятся, то в области более высоких токов. --Антистик(Antistick) - предотвращение залипания электрода. Порой работает никак. Заявляется на всех поголовно дешевых аппаратах. --Горячий старт(Hot start) - кратковременный наброс тока при начале сварки для прогрева металла. Выводится наружу в некоторых аппаратах либо как крутилка, либо как выключатор, также заявлен на дешевых сварочниках для повышения цены. Мешает жить при сварке в отрыв. --Ограничение напряжения холостого хода(VRD) - снижает напряжение до 9..12В во время простоя, чтобы не приморозило, случайно замкнув через себя держак с массой. В одних аппаратах регулируется, в других мешает работать. MIG/MAG --Скорость проволоки(Wire feed, в некоторых аппаратах Current) - считается, что это "аналог" параметра Ток в ручнике. Увеличение диаметра проволоки и/или скорости уменьшает сопротивление и, как следствие, увеличивает ток, то есть сменив проволоку на более толстую, мы автоматически увеличиваем силу тока при той же скорости подачи. --Индуктивность - влияет на глубину проплавления. Также снижает брызги металла за счет более плавного нарастания тока КЗ. --Напряжение - основной параметр. Необходимо для ионизации дуги, определяет режим сварки(мелкокапельный, крупнокапельный, струйный). --Переключение полярности - для сварки флюсовой самозащитной проволокой. Реализуется либо как функция, либо перекидыванием концов. --Протяжка - отдельная кнопка/функция, позволяющая прогнать проволоку по шланг-пакету без подачи тока и газа. --Предгаз, постгаз - продувка места сварки в начале и в конце сварки без подачи тока, защита еще горячего шва. Либо предустановлен, либо можно изменять. --Отжиг проволоки - избавляет по окончании сварки кончик проволоки от шарика. Даже будучи заявлена и даже действительно имеющаяся в наличии, отрабатывает не всегда. Так что на кусачки/пассатижи-комби лучше потратиться. --Soft Start(Плавный/мягкий старт) - нарастание подачи проволоки в начале сварки. TIG/WIG --Ток(Current) - основная функция. В дешевых моделях показомеры выдают каждый свои попугаи, некоторые анимируют лицевую часть аппарата индикацией тока(или "тока") в режиме реального времени. --Предгаз, постгаз - продувка места сварки в начале и в конце сварки без подачи тока, защита еще горячего шва. --DC - сварка в аргоне на постоянке, самый простой режим. --DC Pulse - возможность изменения частоты тока постоянной полярности. --СкважностьКоэффициент заполнения - то, чего может не оказаться в ящике с аргонником - возможность изменения отношения длительности пикового тока к базовому. Реализуется как процент при явном задании частоты, и как длительность в мс. --AC/DC - поддержка аппаратами TIG как отрицательных, так и переменного знака пульсаций сварочного тока. --AC Pulse - возможность изменения частоты переменной полярности. Позволяет концетрировать дугу. --Balance(Баланс) - регулировка изменения отношения положительного (полу)периода к отрицательному. Влияет на очистку ванны и износ электрода. --Форма волны - типичный аппарат выдает меандр(_--_), что не всегда оптимально. Обычно добавляют пилообразный вариант и синусоиду. --TIG Spot - прихваточный режим, программная реализация очень коротких импульсов. --Тип поджига - Поджиг дуги в режиме TIG производится одним из способов: Scratch(актуально для типичного MMA сварочника, легко царапаем и отводим) Lift(кратковременным прикосновением к заготовке, здесь реализовано плавное нарастание тока) и HF(высокочастотный разряд, который может порой пробить неслабое расстояние). В первом и втором варианте можно поймать металла на электрод, в третьем некоторые реализации гадят в питающую сеть ВЧ составляющей, от чего могут погибнуть любимые компьютеры, телевизоры и микроволновки. Сварочные маски-хамелеоны в аргоне. Если ручник с полуавтоматом весело освещают окрестности, то для _слежения_ за аргоновой сваркой(метр и более) требуется либо более качественный СИЗ, либо более дешевый, а именно обычное темное стекло С3 или С4. Общее по внутренностям инвертора. Есть одноплатные и многоплатные компоновки, все они имеют право на жизнь. Микропроцессорные технологии давно работают в сварочных инверторах и позволяют значительно снизить вес и размеры управляющей части, а также добавить сотни функционала в невзрачную коробку. Большие радиаторы - хорошо, маленькие радиаторы с большим вентилятором - источник постоянного шума и вероятность неслабо нагадить на внутрянку. Существует так называемая туннельная компоновка, когда радиаторы смотрят друг на друга, лучше съём тепла, меньше (металлической)пыли на платах. Транзисторы IGBT не лучше и не хуже MOSFET, главное - качественная реализация. Есть момент, когда при сравнении начинают считать выходные диоды, транзисторы силовухи и вес аппарата. IGBT транзисторов требуется меньше, да, но обвязка(рассыпуха) больше, а с повышением граничной частоты уменьшается емкость конденсаторов и вес индуктивностей навроде дросселей и трансов. Но до сих пор(2019) нормальный инвертор на 200А/100%ПВ не весит 5кг нетто. До сих пор экономия на радиаторах в угоду компактности, равно и уменьшение "пустого" пространства под кожухом негативно сказываются на продолжительности работы. Чем больше конденсаторов и чем больше их емкость на входе, тем стабильнее выходная характеристика и тем больше запас по мощности. Количество банок и их емкость соотносятся с максимальным значением тока. Шины к баойнетам(гнездам для держака и массы) медные, алюмяшка может поломаться, а в месте контакта с медью/бронзой(контактные площадки, байонеты) будет выделяться дополнительное тепло - отгорит. Существует несколько выходных схем: -Полумост. -"Косой" мост. -Полный мост. -резонансные вариации. Работоспособность зависит от реализации конкретным производителем(заводом). Авроровцы на своем канале выпустили годные видео, визуализирующие вольт-амперные характеристики сварочных инверторов: http://youtube.com/watch?v=ddJPlBc9dmM (3 части - youtube.com/watch?v=ddJPlBc9dmM ). Можно вспомнить зарядные устройства для телефонов, у которых 12..15В на холостом ходу к заявленным .65.. .8А постепенно превращаются в 6.3..5В, за что благодарим спецификацию USB. Также, канал Сварочная лаборатория( https://www.youtube.com/channel/UCaQAvFwjM2DTBNHht2-L7hg/videos) поможет настроить полуавтомат. Наличие дисплея не является плюсом к выбору, зачастую в дешевых моделях он исполняет роль показомера. В некоторых моделях есть отверстия в дне для забора воздуха, их рекомендуют заклеить. В случае покупки комбинированного TIG-MMA(аргон-ручник), MIG/MAG/MMA(полуавтомат/ручник) инвертора надо следить за положением переключателя режима сварки, а не ругать производителя. Комбинированные источники питания есть 2-в-1(TIG/MMA, MIG-MAG/MMA) и 3-в-1. Зачастую подобные реализации не позволяют сваривать электродами с основным покрытием. Комплектация. Минимальная комплектация сварочного аппарата(инвертора) - собственно аппарат и инструкция. Все остальное есть маркетинговый ход и/или необходимость. Для сварочных кабелей, горелок, электрододержателей и вообще всей расходки, через которую проходит сварочный ток, применимы термины ПВ(продолжительность включения) и Допустимый длительный ток (ПУЭ7, п 1.3.10-1.3.11). Если ПВ был уже описан выше, то допустимый длительный ток зависит от сечения проводника, материала, оболочки и достаточно нелинеен, поэтому лучше пользоваться таблицами навроде http://www.topeng.ru/pue-part1-chapter1.3_c.html и вникать в температурные коэффициенты: http://electrik.info/main/school/1175-dlitelno-dopustimyy-tok-kabelya.html Зачастую в описании комплектации указывается только длина и сечение сварочного кабеля, но не его материал. Омедненный алюминий 25мм2 при равных условиях гораздо быстрее придет в негодность, чем медь 16мм2. Некоторые аппараты используют фирменные комплектующие, обусловленные либо спецификой применения, либо желанием порабощения любителя яблочек доверчивого потребителя. Встроенная горелка удешевляет аппарат на цену евро-разъема, но увеличивает стоимость замены. Выбирая между 9-й и 18-й горелками, цепляя на 500А держак КГ-16, учитывайте область применения и стоимость комплектухи. Нет "бытовых" инверторов, есть небольшой ПВ и/или низкое качество. При выборе аппарата руководствуйтесь своей целью, не надо покупать заведомо негодный, но дешевый, или чрезмерно дорогой, но "как у профи". Современное ценообразование таково, что один и тот же аппарат может стОить разных денег в пределах двух шагов. Яндекс.Маркет не всегда показывает самую низкую стоимость, поэтому порой прямой поиск конкретной модели позволяет найти лучший вариант для своего региона. Также есть тема с интернет-магазинами: http://websvarka.ru/talk/topic/11159-internet-magaziny-rf-svarochnogo-oborudovaniia/ . Некоторыи официальные сайты вендоров/брендов: Технические характеристики продуктов, дилеры и сервис-центры - это должно быть. Aurora - aurora-online.ru Fubag - fubag.ru Foxweld - foxweld.ru Grovers, Energy - grovers.ru Start, WIT Wega - startweld.ru ГРПЗ(Форсаж) - grpz.ru Неон - ei-neon.ru Термит - itermit.ru Сварог - svarog-rf.ru Кедр - kedrweld.ru Торус - torus.ru Сварочники также можно разделить на оригинальные, близнецы и безродные. Первые явно имеют место производства и описание на их сайте; вторые отличаются (дополнительным)названием(брендом), аппараты заказывают, но производитель как залог качества тоже явно указан; с третьими все мутно, появляются, исчезают, заказывают невесть у кого, меняются на глазах, сайт предлагает стиральный порошок, хамелеоны Ресанта и различные инверторы. Поэтому неправильно сравнивать, к примеру, Wert и Интерскол, или на единственном экземпляре Ресанты ставить диагноз всему бренду. Безродные предназначены для быстрого оборота денег, не для сварки, соответствие канонам в таком аппарате суть ошибка ОТК. Близнецы иногда имеют отличия в характеристиках с оригиналом, в лучшем случае это улучшения по договору поставки, в худшем - надежда, что потребитель не заметит. Именно они, близнецы, стремятся сесть на оба стула: увеличить продажи, не скатываясь в качестве, широкими мазками рисуя образ начинающего профессионала с их аппартом наперевес. С оригинальными аппаратами все просто: завод делает хорошо; завод делает плохо; у завода две линии, и одна из задницы. UPD Как настроить сварочник Картинки и таблицы приблизительной настройки: Ручник/MMA http://websvarka.ru/talk/files/file/1-illiustrirovannoe-posobie-svarschika/ Полуавтомат/MIG/MAG http://websvarka.ru/talk/files/file/44-mekhanizirovannaia-dugovaia-svarka-plaviaschimsia-el/ Аргонник/TIG http://websvarka.ru/talk/files/file/63-ruchnaia-dugovaia-svarka-neplaviaschimsia-elektrodom/ Дефекты, причины, предотвращение http://websvarka.ru/talk/files/file/12-defekty-svarnykh-shvov-i-soedinenij/
-
Российский представитель итальянского производителя сварочной проволоки компании ITALFIL(https://www.italfil.com/ru/), предлагает произвести независимое тестирование среди авторитетных и не предвзятых участников форума(2-3 участника). Компания предоставит бесплатно сварочные материалы для тестирования, с доставкой до адреса участника тестирования, ну а участники дают своё развёрнутое заключение в независимости от полученного результата. Каждому участнику будет предоставлено: 1. проволока EVO 2 диам. 1.2 мм(кат 18 кг) - аналог ESAB OK 12.50 2. проволока IT-SG2 диам. 1.2 мм(кат 18 кг) - аналог ESAB OK 12.51 3. проволока IT-SGCrMo1 диам. 1.2 мм(кат 18 кг) - аналог ESAB OK 13.12, СВ-08ХМ 4. проволока наплавочная IT-600 диам. 1.2 мм(кат. 15 кг) Возможно любители варить только TIGом, будут тоже включены в тестирование с предоставлением им прутков тех же марок, по 5 кг каждой марки прутка. У кого оборудование и опыт позволяет провести такие тесты, подавайте свои заявки сюда.
-
Добрый день всем! Есть в хозяйстве два аппарата САИ-200 ТСС старой версии на MOSFET который трудится по сей день. Решил купить еще такой же, но обнаружил что сменилась линейка. Есть ли на форуме обладатели этих аппаратов? Отзовитесь пожалуйста! Интересует прежде всего качество сборки аппаратов, соответствие заявленным характеристикам и как бы сказать "комфортность" по сравнению со старыми версиями. Старые аппараты очень нравятся неприхотливостью и "мягкой" сваркой (простите за .... ) Перекурив практически все сварочные форумы рунета, не нашел вообще информации по данным аппаратам. Есть ли на форуме обладатели этих аппаратов? С уважением http://i94.fastpic.ru/thumb/2017/0526/50/440f54403fe8673fa27537de681c4f50.jpeg
-
Много уже лет назад я начал свою карьеру в нефтегазмонтаже,ещё папаня меня 12 летним пацаном брал на трассу... Потом универ,армия и снова я сварщик,то вахта то просто на базе,грэс,аэс,нпз,судоверфи... Но что-то в середине двухтысячных произошло,это сразу не заметно было,но "вахта" под откос пошла,а дело было так: На обьектах где мы вели монтаж,параллельно трудились "гастарбайтеры",они делали не квалифицированную работу ,варили всякие рещётки,лестницы,пилили,таскали,штукатурили,красили.Платили им раз в 10 меньше чем нам ,и работали они по 12+ часов,и вахта у них 6 месяцев(и командировочных им не давали,на что они жили вообще не понятно).Понятно было только откуда они берутся, во всех газетах были обьявления: "ВАХТА-РАМОС"... Шло время,и рамосы смянились на: "ПерсонаПрофиты", "Уралстафкомпани", "РесурсГрупп", "Промышленные ресурсы", "Трудозапастехнологии", "Регионстаффинггрупп", "Стаханов", "Департаменткадрового обеспечения"... И думалось что эти маклеры живут своей жизнью,а у меня в блокнотике адреса и телефоны нормальных фирм,телефоны главных сварщиков и прорабов настоящих монтажных управлений. Но время идёт,и "рамосы" стали предлагать свои услуги и нашим работодателям,в "наших" конторах теперь вакансии только ИТР и высший менеджмент,а сварщиков теперь на бирают персонапрофиты и рамосы,и соответственно на "рамосовских" условиях! Кто -нибудь мне скажет что происходит? Глобализация? Мы скоро рабами станем со штрих кодом на затылке? В какое инферно мы катимся?
-
Горелка ГЭП -2.Сколько было сделано такой грелкой! Абсолютная ремонтопригодность и неприхотливость в работе. Профессиональный инструмент... Остатки былой советской роскоши.


- 1 ответ
-
- 2
-

-
- отзывы
- технологии
- (и ещё 1 )
-
Совсем недавно удалось мне купить TRITON ALUMIG 250P Dpulse Synergic. После долгих противоречивых «за» и «против» все-таки альтернативы не нашел - по цене вышел дешевле аналогов на 15-20%. На сэкономленные деньги купил проволоку для сварки алюминия и нержавейки. Покупался в свой сервис-мастерскую – варю все - от кузовщины до спец. заказов с предприятий (корпуса, переходники итд). Сталь листовая (наверное 1,0-1,5 мм на корпусе) достаточно прочная, если что-то упадет, то ничего не повредит внутри. Решетки на корпусе вниз направлены, пыль не попадает при сварке. Собран добротно, ничего не дребезжит, даже когда по неровному полу катишь. Кстати колеса тоже хорошего качества, передние поворачивают, маневренность хорошая, при перевозке переусердствовать не приходится. Размер средний для такого полуавтомата. Баллон сзади на площадке помещается без проблем, думаю даже 40-ка литровый встанет. Панель настройки как у «самолета», но все понятно, особенно порадовала циклограмма, сразу понятно, что настраиваешь и какая функция за это отвечает. Читаются все настройки нормально, не приходится вглядываться или менять положение головы. Регуляторы удобные, есть два дисплея, на одном ток, на втором напряжение показывает или частоту и т.д.. Настройка много времени не занимает, если просто крутить регулятор то по 1 единице меняется настройка, если нажать и крутить то по 10 делений сразу. Есть память на 10 программ, пока только 4 записал, тоже круто выбрал из памяти и сразу в работу. Синергетический алгоритм настройки. Есть еще «отжиг проволоки», «заварка кратера», индуктивность дуги настроить можно и другие приятные «функции». Режим S4 отличная функция для сварки алюминия. Double Pulse вот главный режим из-за которого и покупался мною этот полуавтомат. Другими словами -улучшенный импульсный режим. Обеспечивает отличную вертикальную и горизонтальную сварку, и еще можно смело варить тонкие заготовки не опасаясь прожига. Шов можно положить как ТИГ аппаратом, ровночешуйчатым Собран на IGBT транзисторах, которые работают через Soft Switch – короче, что-то вроде плавного переключения без скачков резких тока. По току для режима МИГ диапазон настройки 30 - 250 А, и для ММА режима такой же, можно кстати варить любым электродом вплоть до 6-ки. По проволоки от 0,8 до 1,2 мм можно использовать. ПВ 100% при токах до 200 ампер, если на максималке 250 ампер варить, то ПВ 60%, при этом вентилятор отлично охлаждает перегревов не было замечено даже при сварке на максималке. Есть защита от перегрузки и перегрева с индикацией на панели, но мы все же в режиме теста только на 250 ампер поварили пару заготовок. Инвертор умный, при переключении диаметра проволоки, он сам скорость подачи начинает менять, переключил марку металла, он скорость меняет, думаю для новичков или малоопытных сварщиков будет особенно полезным. Упаковка порадовала – фанера по бокам и брусья по углам были, такая деревянная коробка пришла с лейбом «Тритон» (сам не фотографировал, но все так же как и на фото с сайта, где заказывал). Пришел целый, упакован внутри тоже хорошо. Порадовала комплектация – горелка MIG/MAG MB 24KD 3м, тефлоновый канал, кабель массы, кабель с электрододержателем, силовой кабель, инструкция и сам полуавтомат. Докупил только присадку и заправил баллон.




-
Собственно, задался вопросом о рентабельности применения г/линз при сварке ал.сплавов. Штучки продаются комплектом и не дёшево. Интересует продолжительность жизни на АС ток от 100-160А. Подытоживая заказ, если набрать на 5000 тыщ, то в итоге оплачу за всё про всё 6500.
-
 Добрый день, являюсь собственником уникального аппарата Helvi TP230. По функционалу- является полным аналогом Helvi TP220-225, но имеет сразу три податчика проволоки, соответственно комплектуется тремя горелками + TIG горелка + MMA и подключается сразу к двум баллонам с газом - аргоновому и со сварочной смесью, после чего можно поочередно использовать все горелки, аппарат подает нужный газ в зависимости от выбранной горелки и режима сварки. Огромное спасибо официальному дилеру Helvi, если есть вопросы по стоимости и приобретению - все к нему - Олег, ник- xSVARNOYx на чипмейкере, на форуме Вебсварка есть представитель - copich, меня спрашивать по цене и прочему бесполезно- я пользователь. Ссылка на мой обзор данного аппарата, если есть вопросы по нему- пишите. P.S. Хотел было поменять тему, убрать слова "уникальный" и просто добавить поросячего восторга от нового аппарата на хозяйстве - но, факт, он уникальный, и аналогов нет.
Добрый день, являюсь собственником уникального аппарата Helvi TP230. По функционалу- является полным аналогом Helvi TP220-225, но имеет сразу три податчика проволоки, соответственно комплектуется тремя горелками + TIG горелка + MMA и подключается сразу к двум баллонам с газом - аргоновому и со сварочной смесью, после чего можно поочередно использовать все горелки, аппарат подает нужный газ в зависимости от выбранной горелки и режима сварки. Огромное спасибо официальному дилеру Helvi, если есть вопросы по стоимости и приобретению - все к нему - Олег, ник- xSVARNOYx на чипмейкере, на форуме Вебсварка есть представитель - copich, меня спрашивать по цене и прочему бесполезно- я пользователь. Ссылка на мой обзор данного аппарата, если есть вопросы по нему- пишите. P.S. Хотел было поменять тему, убрать слова "уникальный" и просто добавить поросячего восторга от нового аппарата на хозяйстве - но, факт, он уникальный, и аналогов нет. -
Miller trailblazer 302 air pak https://www.instagram.com/p/BnYYJEGg_es/?hl=ru значиться сварочный агрегат (с приводом на генератор двс) по американски: вес 350 (без топлива) гена на 10 кВа (чистые или 12 пиковые) компрессор винтовой сварка на 300 ампер mma-mig/mag-tig чуть позже все подробнее... могу одно подметить что с компрессорами делает только Miller и Linkoln и доступны они только в североамериканском рынке (США и Канада)
-
Вчера заходил в магазин одежды с говорящим названием "Панда". Он и ещё несколько предприятий торговли в нашем городе, управляются выходцами из КНР. Но вчера просто на кассе стоял не продавец из местных, как раньше, а самый, что ни на есть китаец. Общались с ним на госязыке, что приятно удивило.Так, что вот в такой дали он родины, у нас городке, получается китайская диаспора, со временем может свой чайнатаун будет. А уже сегодня утром, по радио, ведущие коментировали статью в газете. Там опытная проститутка рассказывала о своих самых странных клиентах. Особо запомнилось описание работы с двумя российскими туристами. Они дали ей надеть маску Барака Обамы. Сами клиенты одели маски Путина и Трампа соответственно. Ну и воспользовались предлагаемыми услугами, с криками типа : "Получай фашист гранату!" Я бы до такого не додумался, Люди которые мне не нравятся, не нравятся мне во всех смыслах.
-
Предисловие: ноги у темы выросли здесь - http://websvarka.ru/talk/index.php?showtopic=4059&do=findComment&comment=88003 Всем привет! Вот, получил сегодня инвертор: ручка регулировки тока далековато отнесена от корпуса и довольно длинная, за неё можно чем нибудь зацепить по неосторожности Проверил токонесущие поверхности прищепки и держака: на прищепке медь напылённая на сталь, держак не определён в Амперах и в нём латунь челюстей узковата и насечки мелковаты, поэтому электрод держит он слабо (в сравнении с бинзелевским держаком на 200А) Безусловно порадовали резиновые ноги инвертора, а также качество резины на байонетах (мягкая) и их закрепление в панельных клеммах без люфта - появилась надежна на исключение самопроизвольного отсоединения их от перемещения аппарата. До завтра.











- 118 ответов
-
- 11
-
-
- отзывы
- сварочное оборудование
- (и ещё 2 )
-
"СТАРАЯ ГВАРДИЯ" Работа в рамках конкурса сварщиков "Нам здесь жить и работать" Спонсор конкурса ООО "АРАМИД" — предприятие по производству и разработке арамидных материалов для защиты человека. Предыстория: Какое отношение я имею к этому предприятию и этим людям - моими соседями на территории является небольшое предприятие г. Орск Оренбургская область , я им помогаю по мере свободного времени шаманить старую электрику, освещение, времена трудные, надо друг другу помогать. Вот наша общая территория, нас тут три организации: https://youtu.be/KeQHk2y69Yc В цехе работают Юрий Федорович и Александр Николаевич, работяги, люди старой советской закалки. Есть на предприятии и монтажная бригада, но они работают на выезде. Так как старое поколение не владеет в достаточной мере информационными технологиями, оформление темы взял на себя. Согласие на участие в конкурсе от них получено. Итак поехали, работа к конкурсу начинается. https://youtu.be/zxppl3EBBvI Предприятие специализируется на вентиляционных системах, изготавливают различные короба, фланцы итд итп. Юрий Федорович занимается по сварке и резке металла, а Александр Николаевич по жестянке, подгонке. Сегодня, когда я пришел к ним делать фото- видео материал, они занимались изготовлением "штанов", трайников как они сказали по научному называется, ударение на А, (три раза переспросил, трАйник говорят, а не трОйник ) Это Александр Николаевич Это Юрий Федорович Оборудование старенькое, с советских времен, но еще вполне рабочее. Листогибочный станок и вальцы Небольшая гильотина и виброножницы Юрий Федорович работает по сварке обычно вот на этом столе а Александр Николаевич вот на этом столе Резка подгонка изделия https://youtu.be/u5xfnOklJ80 Александр Николаевич правит заготовку на вальцах https://youtu.be/M1fGHnTQTv8 Затем непосредственно процесс сварки Юрием Федоровичем https://youtu.be/_RvqKuK71rg Готовые изделия Вот такие люди, вот такой цех. Выгнали они меня в итоге, чтобы под ногами не путался и работать не мешал и пошел я и создал тему, о сварщиках великих глубинки Русской, которые пашут каждый день честно, не наживают от трудов праведных палат каменных... Стол, за которым ты сидишь, Кровать, в которой ты уснёшь, Тетрадь, ботинки, пара лыж, Тарелка, вилка, ложка, нож, И каждый гвоздь, И каждый дом, И каждый ломтик хлеба – Всё это создано трудом, А не свалилось с неба! За всё, что создано для нас, Мы благодарны людям, Придёт пора, настанет час И мы трудиться будем.
































-
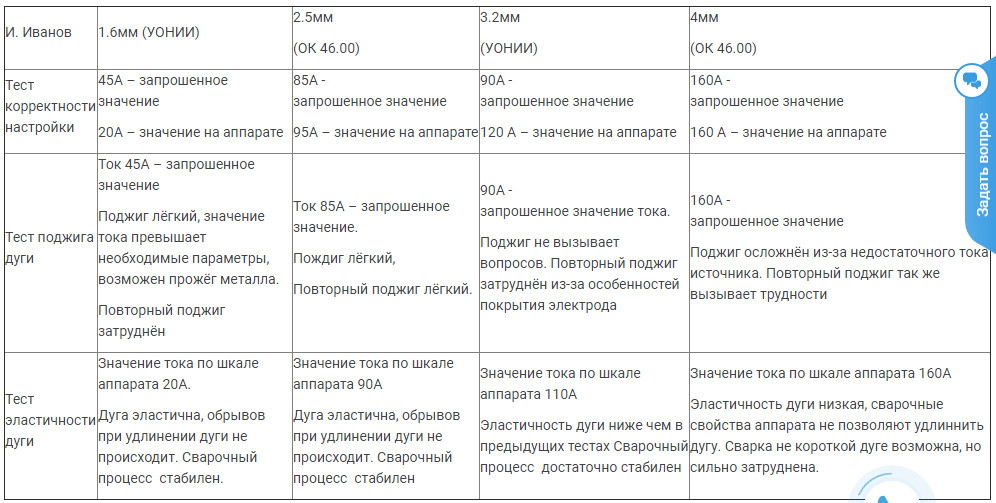
Всем привет. Компания Евротек совместно с нашим форумом решила провести конкурс-акцию с необычным названием "В Питере, тире, сваривать!" Многие из вас знают, что компания совместно с брендом АВРОРА периодически выпускают видео-ролики – обзоры и сравнения сварочной техники разных брендов. Канал: youtube.com/AuroraOnlineChannel. На базе собственного сервисного центра и испытательной лаборатории Евротек стремится максимально объективно представить общественности реалии современного рынка сварочного оборудования. Сейчас мы рады сообщить о новой акции, которая позволит нам, профессиональным сварщикам, поучаствовать в тесте сварочных аппаратов и побывать в Северной Венеции. Три дня сварочного марафона, развод мостов, прогулка по рекам и каналам Петербурга – за счёт организатора! Мы ищем пятерых добровольцев, которые помогут сделать честный и беспристрастный тест-обзор о расстановке сил на рынке бюджетного сварочного оборудования по состоянию на лето 2017г. В планах «слепой» тест пяти РДС источников (вы варите, но не знаете, какой именно аппарат сейчас подключен) и их тестирование на соответствие заявленным характеристикам. Главная задача проверить аппараты пяти популярных российских брендов на рабочие качества и соответствие заявленным техническим параметрам. От вас потребуются знания, богатый сварочный опыт и, самое главное, желание высказаться. http://aurora-online.ru/files/spb-welding-web-svarka.jpg ________________________________________________________________________________________________________________________________ Условия акции: Планируемые даты проведения тестирования – начало августа, ориентировочно, 9-11 число. Компания ЕВРОТЕК берёт на себя транспортные расходы и траты на проживание в гостинице г. Санкт-Петербург каждого из 5х сварщиков. Каждый эксперт, может пригласить в путешествие в Питер 1 человека дополнительно, в качестве группы поддержки (будем рады познакомиться с Вашими детьми или супругами). Если вы едете вдвоём, расходы на жильё мы берем на себя. Каждый участник акции обязуется, опираясь на собственный опыт и профессиональные навыки, высказать собственное мнение относительно сварочных свойств пяти предложенных для теста аппаратов. Тестирование будет проводиться «в слепую» - т.е. сварщик не будет знать каким именно источником он работает в данный момент. Методика тестирования, в данный момент находится на этапе разработки: будем рады Вашим предложениям. Что, как профессионалам в сварке, Вам кажется наиболее важным в источнике сварочного тока: • лёгкий поджиг электродов разных типов? • повторный поджиг? • стабильность горения дуги при работе электродами разных диаметров? • эластичность дуги? • корректность настройки …. или что-то ещё? Ждём Ваши критерии практического теста и замечания, а так же способы проверки рабочих характеристик на практике. Свои комментарии можете оставлять ниже. Итого: Пять независимых сварщиков с Вебсварки, пять сварочных аппаратов – лидеров российского рынка и три дня в Северной столице! Предпочтения будут отдаваться тем пользователям, кто имеет больше рейтинг, кто много общается по сварочным вопросам, кто действительно профессионал РДС и кто имеет опыт размещения на форуме фотографий и видео. Предлагайте свои кандидатуры. Читайте также условия акции на сайте: http://evrotek.spb.r..._tire_svarivat/ ________________________________________________________________________________________________________________________________ 1. Общие положения 1.1. Название акции: «В Питере, тире, сваривать!» (далее по тексту настоящих Правил – Акция). 1.2. Цели Акции: тест бюджетных сварочных аппаратов пяти популярных торговых марок России;организация встречи наиболее авторитетных сварщиков форума Websvarka, для живого общения и обмена опытом;демонстрация практических навыков участников Акции;популяризация профессии «Сварщик».1.3. Конкурс проводится в г. Санкт-Петербург, с освещением результатов в сети интернет на сайтах websvarka.ru, evrotek.spb.ru и aurora-online.ru с оформлением финального результата в формате видео-ролика (серии видео) – который будет размещён на корпоративном Youtube-канале компании ЕВРОТЕК youtube.com/EvrotekVideo и корпоративном youtube канале Группы Компаний АВРОРА:youtube.com/AuroraOnlineChannel 2. Организатор Конкурса 2.1. Организатором Конкурса выступает компания ЕВРОТЕК. 2.2. По всем вопросам, связанным с организацией и проведением конкурса, обращайтесь к Константину Краеву, представителю компании ЕВРОТЕК на форуме websvarka, а так же с помощью электронной почты [email protected] 3. Генеральный спонсор конкурса Компания ЕВРОТЕК — компания партнёр ведущих производителей и продавцов сварочной техники: EWM, MERKLE, Telwin, Aurora, СВАРОГ и пр. 4. Сроки проведения Акции Акция проводится в период с 9 августа 2017 года по 11 августа 2017 года (здесь и далее — время московское). Указанный срок включает: 4.1. Пребывание участников акции в Санкт-Петербурге; 4.2. Участие в тестировании 5 популярных сварочных брендов наиболее распространённых на территории РФ; 4.3. Участие экспертов Вебсварки в «слепом» тесте представленных инверторов и рассказ каждого участника Акции о личных впечатлениях от работы каждым из представленных для сравнения аппаратов. 5 Условия «слепого» теста инверторовУчастники «слепого» теста сварочного оборудования не видят аппарат к которому подключены сварочный держак и обратный кабель. Участникам акции предстоит опираясь на личный опыт сформировать собственное мнение о сварочных свойствах каждого инвертора. Для теста будут выбраны 5 сварочных инверторов с номинальным сварочным током 160А. Запаса тока подобных аппаратов должно быть достаточно для уверенной работы с любым типом покрытия электрода диаметром до 4 мм. Каждый эксперт формирует собственное мнение о стабильности поджига и динамике горения дуги. Специалисты оценивают источник по пятибалльной шкале по каждому из критериев: 1) Поджиг и стабильность дуги при её удлинении, при работе с электродом 1.6 мм (ОК 46.00 рутиловое покрытие). Соответствие тока запрошенного сварщиком диаметру электрода; 2) Поджиг и стабильность дуги при её удлинении, при работе с электродом 3 мм (ОЗС-12, рутиловое покрытие). Соответствие тока запрошенного сварщиком диаметру электрода; 3) Поджиг и стабильность дуги при её удлинении, при работе с электродом 4 мм (УОНИИ 13/55 основное покрытие). Соответствие тока запрошенного сварщиком диаметру электрода; 4) Заключение. Общие впечатления от работы инвертора. 6. Участники Акции, их права и обязанности 6.1. Специалисты, изъявившие желании участвовать в акции с помощью форума Вебсварка и отобранные сотрудниками компании ЕВРОТЕК, именуются Участниками Акции; 6.2. Участником Акции может стать любой активный пользователь форума, за исключением Организатора конкурса; 6.3. Каждый участник акции имеет право на бесплатный ЖД или Авиа-билет к месту проведения Акции (г. Санкт-Петербург); 6.4 Участники акции имеют право на проживание в гостинице г. Санкт-Петербург, в период проведения акции: с 09.08.2017 по 11.08.2017г. за счёт принимающей стороны (компании ЕВРОТЕК); 6.5 Каждый участник акции имеет право пригласить с собой одного сопровождающего, которому будет оплачено проживание в гостинице. 7. Как стать Участником Акции 7.1. Для того чтобы стать Участником Акции, необходимо в период, с 20.06.2017 по 30.06.2017 совершить следующие действия: 7.1.1. Зарегистрироваться на Сайте (форуме websvarka); 71.2. Оставить сообщение о желании принять участие в акции. 7.2. Все присланные заявки проходят предварительную модерацию в срок до 30.06.2017; 7.3 Финальный список участников Акции будет размещён на сайте конкурса (Тема на Вебсварке) до 15.07.2017. 8. Порядок определения Участников Акции 8.1. Состав участников Акции определяет жюри, которое состоит из Спонсора и Организатора мероприятия; 8.2. Выбор основывается на субъективном мнении жюри; 8.3. При выборе Участников Акции жюри учитывает: активность и авторитет каждого претендента на форуме, уровень профессиональной подготовки и пр. Так же учитывается мнение пользователей форума Вебсварка. Свои комментарии относительно кандидатур участников форумчане могут оставлять в комментариях. 9. Особые условия 9.1. Принимая участие в Акции, Участник подтверждает, что ознакомлен с настоящими Правилами и дает свое согласие на участие в Акции, в соответствии с настоящими Правилами, а также с тем, что представленная им информация может быть использована Организатором, в том числе, в рекламных целях; 9.2. При обнаружении Организатором фактов мошенничества, Организатор оставляет за собой право не допустить Участника до Конкурса; 9.3. Организатор имеет право изменять Правила Конкурса с уведомлением об этом на Сайте Конкурса. Регламент «слепого теста» сварочных аппаратов. Основная цель теста проверка сварочных свойств представленных инверторов. Сварщики опираясь на собственные ощущения делают выводы о корректности разметки энкодеров настройки сварочного тока, а так же рассказывают о своих ощущениях от поджига электрода, стабильности горения дуги (её эластичности), а так же об ощущениях от работы электродами разных диаметров и разных составов покрытий. 1. Тест корректности настройки 1.1 Настраиваем ток для работы с электродом 2.5мм. (4мм) в нижнем положении. Каждый сварщик выбирает и просит ассистента настроить на аппарате тот ток, который кажется специалисту достаточным для работы с данным диаметром электрода. 1.2 Сварщик пытается зажечь дугу и просит ассистента прибавить или уменьшить значение тока настроенные на аппарате до момента получения удовлетворительных сварочных свойств. 1.3 Ассистенты, во время теста фиксируют значения первоначально заявленного тока и тока фактической сварки – который кажется сварщику достаточным.2. Тест поджига дуги. 2.1 Для теста мы используем 4 диаметра электродов: 1.6мм, 2.5мм и 3.2мм и 4 мм, УОНИИ 13/55 - с основным покрытием и ОК 46.00 - с рутиловым покрытием. 2.2 Для каждого диаметра электродов подбираются соответствующие толщины металла: Ø 1.6мм – 2мм; Ø 2.5мм – 3мм, Ø 3.2мм – 4мм; и Ø4 мм – 5мм. 2.3 Сварщик через ассистента настраивает необходимый ток для каждого диаметра и пытается зажечь дугу каждым из предложенных электродов. Свои ощущения от работы инвертора сварщик заносит в сводную таблицу результатов теста. 3. Тест эластичности дуги.3.1 Эксперты в процессе сварки каждым из 4х электродов - пытаются максимально удлиннить дугу и заносят свои ощущения от работы в сводную таблицу теста. 4. Выводы по каждому аппарату. 4.1 По завершении всех тестов сварщики дают своё заключение по каждому аппарату в отдельности.

-
После отъезда dremel 3000 в очередной ремонт третий раз в гарантийный срок возник вопрос по замене. Собственно вопрос кто какими пользуется. То чем пользуюсь сейчас вполне устраивает. Только качество дремеля совсем не радует. За два года уже обе машинки были в ремонте . По проксону пока нареканий нет но использую как подмену пока остальные в ремонте. Сейчас собираю информацию по Профиль М-01. Но что то отзывов мало. Да и то что есть больше похожи на рекламу.

-
Здравствуйте, коллеги. Запутался в выборе колонки, помогите советом. Хочу в квартиру колонку поставить, сейчас эксплуатирую ВПГ-19 Армавирского коллайдерно-машиностроительного завода. Этот адов гроб по размеру мог бы обеспечить теплом небольшой посёлок за полярным кругом, но если открыть воду на второй точке разбора, из кранов идёт холодная. Чтобы поймать нужную температуру регулятором, надо перемещать его на доли градуса, а крутится он туго. Кто работал на убитом токарном станке- поймёт)) Ну и поджиг спичками комфорта не повышает. Что я хочу: купить какую-либо колонку, газовая служба мне её поставит, вставлю в неё батарейки дюрасел (если не будет турбинки на розжиг), выставлю температуру, например, 38+0,005 оС, и ВСЁ...Больше я о ней помнить не хочу. Выбор сейчас большой, сначала электролюкс приглянулся, но там, говорят, теплообменники слабые и очень дорогие, Неву у нас делают из китайских деталей, а у нас сами знаете как делают, Бош- с сервисом беда, вот Вайлант, вроде немецкий, стОит правда под 15 ру, но это газ, тут не место кроилову. Поддержание температуры независимо от расхода воды- принципиально важно. Как я понимаю, чтобы регулирование происходило быстро, нужен хороший запас по мощности. В общем, расскажите, пожалуйста, что да как!!!
-
имеется желание заморочиться и сделать себе домой вот такое чудо - http://radiator-korle.ru/published/publicdata/H247851RAD/attachments/SC/products_pictures/Nicola-3_enl.jpg только вот как быть с вертикальными ячейками? там ведь будет скапливаться воздух, а понавешав дома таких радиаторов разного размера можно получить внушительное количество воздуха в системе. или же в этом радиаторе используются только горизонтальные составляющие? может кто делал такое? поделитесь опытом
-
Хочу купить балон MAPP для твердой пайки. Интересуют отзывы.
-
В этом разделе публикуются темы с личными обзорами, отзывами и тестами от пользователей оборудования. В создаваемой теме желательны фото, видео, описание личных ощущений от работы с оборудованием, которое Вы приобрели, или с которым довелось поработать лично Вам. Сторонние рекламные ролики - обзоры, а также темы с названием либо содержанием "Кто что знает про эти аппараты", "Отзовитесь, кто работал этими аппаратами", "Есть ли реальные пользователи этих аппаратов" и т.п. будут переноситься в профильные темы, либо удаляться.
-
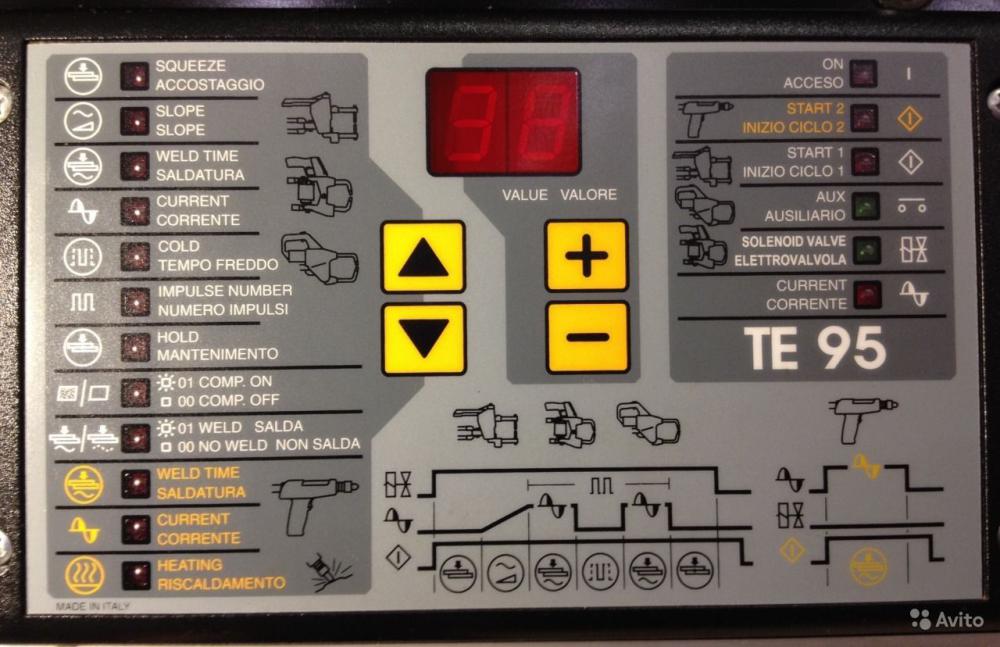
По споттерам тем мало, дай, думаю, создам. Может кому интересно будет или мне что полезное посоветуют. Иногда приходится заниматься мелким кузовным ремонтом и ещё ваяю из металла иногда, что требует в том числе точечной сварки. Пока что для меня это хобби, но необходимость в ящике уже появилась. Начинал я с полуавтомата Foxweld InverMig 175. Мой отзыв о нём есть в теме 180-й Авроры, что суть одно и то же. Полуавтоматом я заваривал рамы из трёшки и мелкие кузовные дырки. Сначала этого было достаточно. А споттер тогда казался мне чем-то очень сложным, но сейчас - ничего сверхъестественного. За исключением его цены. У многих принято делать споттеры самостоятельно из микроволновок. Всегда мечтал быть крутым электронщиком, но пока знаний для таких вещей не хватает. Значит, надо купить готовый. Заводские стоят где-то от 20-30 тыс за самый дешёвый Китай. Покупать Китай как-то не хотелось, хотелось хотя бы Италию. Италия начального уровня стоит от 210 новая. Конечно, это перебор. Забегая вперёд так скажу, продавать это дороже 50 тыс - преступление. Дорога на авито привела к 2 вариантам: Tecna 3450 и Deca SW60. Аппараты схожи по характеристикам. Я долго думал, какой вариант брать. Вроде как Текна имеет 8 кА, а Дека 6.4 кА при этом Текна по ТТХ варит 2.5+2.5, а Дека 3+3 либо 1+1+1. Напряжение ХХ у Деки чуть больше, а вот потребляемая мощность сильно больше у Текны. Запутался я в этих характеристиках, короче. Дека синергетическая, а у Текны основная настройка через меню по многим параметрам, что мне нравится больше. Масса Деки 64 кг, а у Текны аж 100 кг! Меди много не бывает, думаю. Это стало ещё одним доводом в пользу Текны. Какого же было моё удивление потом, я не взвешивал, но по ощущениям хорошо, если в Текне есть 50 кг. Много гонева в ТХ наблюдал, но такое впервые. У Текны силовые низковольтные контакты не очень толстые, но по цвету из меди и сделаны плоскими, чтоб оба сварочных устройства прикручивались к ним с двух сторон, а у Деки они толще раза в 3, но по цвету из какого-то сплава и сделаны так, чтобы оба сварочных устройства прикручивались к ним с одной стороны. Главным же доводом стало то, что Дека была хорошо б\у, а Текн было несколько, в том числе одна абсолютно новая. Всегда было интересно, портится ли сварочный аппарат от долгой эксплуатации, если его не перегружать и сильно не мучать или трансформатору ничего не будет. Он же железный. В любом случае на новом работать приятнее, чем на грязном, где вся изоляция потрескалась на проводах и неизвестно чего ещё. Ещё надо добавить, что для таких сварочных токов нужно 3 фазы. Сам аппарат использует только 2, что сильно перегружает сеть, но халтурщики-капиталисты за честные 3 фазы требуют вообще нереальных денег. Также удалось выяснить, что Текна - средняя фирма и точечная сварка для производства - одна из основных её специализаций. Она достаточно широко представлена в России, хотя на нашем фирменном сайте споттеры отсутствуют как класс. Сервисы также легко находятся. А Дека - мелкая фирма с имиджем "для бедных гаражников". Сейчас почти невозможно найти эти аппараты в продаже и сервисы их я не нашёл, хотя и не искал особенно. Что интересно, на Украине их полно, а у нас - нет. Зато у нас появились аппараты RedHotDot. Фактически это Дека в другой расцветке. У Деки она такая живенькая, жёлтенькая, а это, как раньше поляки говорили про наши МАЗы: «Таке колор таке гумно». Я теперь гадаю, что произошло? Деку купили китайцы? Она попала под санкции и пришлось шифроваться? Символом Деки является злобный носорог, а символ Текны – верблюд. Как верблюд, почему верблюд? Варит она медленно как верблюд? Плюётся? Непонятно. Богатая итальянская фантазия, короче. В итоге была приобретена новая Текна за 40 тыс. Голая. С обрезанным сетевым кабелем. Я уже купил к ней споттерный пистолет со сменными концами от Деки, жалко что в комплекте маленький обратный молоток, и клещи с воздушным охлаждением от Телвина 7000. На том же авито. Всё новое. Скачал инструкцию. Тележку сделаю сам. Мне показалось, что навеска лучше у Деки, чем у Текны. А у Телвина лучше, чем у Деки. У Текны и у Деки управление идёт по одинаковому 3-х штырьковому разъёму, думаю даже не придётся переделывать. А у Телвина силовые провода крепятся к аппрату не на болтах как у Текны и Деки, а на стандартных сварочных разъёмах, что, имхо, лучше и кабель управления у Телвина тоже взрослый – штырьков на 18 из которых на клещах заполнена треть. Его придётся переделывать. Ни у кого случайно нет лишнего трёхконтактного папы? Когда купил споттер, из-за разницы в весе подумал, что из него вытащили всю начинку, всунули в пустой корпус кирпич и продали мне. Разобрал. Да нет, всё на месте. За что там просить 210 тыс??? Корпус Текны собран на болтах под шестигранник, а Дека вроде как на саморезных. Случайно задел металлом по металлу за край корпуса. Краска тут же слезла. Под ней – ржавчина. Без грунта. Европа. 210 тыс. Поразила разница в охлаждении аппаратов. Если корпус Деки больше и весь покрыт сквозными щелями охлаждения, вроде как и вентилятор есть, то корпус Текны меньше раза в полтора и без единого вентиляционного отверстия! Пыли внутри будет немного, но что на счёт охлаждения? Интересно, что это за техника такая? Стиль журавля? А, вот почему верблюд! Внутри аппарата жара как в пустыне, а мы шагаем! Интересно, если насверлить отверстий и поставить вентилятор, ПВ вырастет раз в 10?











-
 Аппарат очень бодрый, мне понравился, совершенно нет разбрызгивания при сварке. Сей факт меня приятно удивил. Я просто не ожидал, что при сварке грязного и не зачищенного металла могут не лететь искры и брызги. Протестировал 6 марок электродов ОК 74, ОК 53, ЛБ 52, Т 590, ОК 46, и по нерж., не помню марку. Все швы идеально чистые и ровные, не смотря на грязный металл, - умышленно пробовал на грязном металле, потому что другие известные мне инверторы не справляются с ним (электроды прилипают, безбожно гадят вокруг себя). Первое впечатление от аппарата – восторг! Сварочные кабели реально 4 метра, не надо ничего натягивать и работать комфортно при такой длине. Шум от вентилятора не утомляет, я бы даже сказал он приятно спокойный. Производитель заявляет, что аппарат может варить 8 часов подряд без остановки, я не проверял 8 часов, но 20 электродов 4-ки спалил подряд и он не выключался для охлаждения. Четвёркой уверенно варит на половине мощности, если добавить ток ближе к максимуму, режет без промедления, чувствуется сила. Если поменять полярность и использовать для наплавки 5-8 мм, сразу поднимает - для меня идеальный вариант т.к. я часто наплавляю изношенные детали. Ещё один плюс - очень короткая сварочная дуга. Что также очень порадовало - зажигание электрода происходит при непосредственном контакте с металлом, а не за сантиметр до него))))) Спросите, а где же минусы? Есть и минусы, но лично для меня они крайне несущественны. Неудобная ручка для переноски аппарата, зимой туда просто не влезет рука в тёплой рукавице. Я сразу же поставил ручку от другого неисправного аппарата. Слабенький электрододержатель, но это беда всех инверторов, я обычно сразу делаю самодельный держак, в магазинах держаки тоже ненадёжные. Ну а теперь о таком немаловажном факте, как ремонтопригодность. Производитель меня заверил, что если вдруг что случиться, они всегда помогут либо с ремонтом, либо с запчастями, так как многие детали они производят сами. Делайте выводы. Рекомендую Титан ВС. Удачи!
Аппарат очень бодрый, мне понравился, совершенно нет разбрызгивания при сварке. Сей факт меня приятно удивил. Я просто не ожидал, что при сварке грязного и не зачищенного металла могут не лететь искры и брызги. Протестировал 6 марок электродов ОК 74, ОК 53, ЛБ 52, Т 590, ОК 46, и по нерж., не помню марку. Все швы идеально чистые и ровные, не смотря на грязный металл, - умышленно пробовал на грязном металле, потому что другие известные мне инверторы не справляются с ним (электроды прилипают, безбожно гадят вокруг себя). Первое впечатление от аппарата – восторг! Сварочные кабели реально 4 метра, не надо ничего натягивать и работать комфортно при такой длине. Шум от вентилятора не утомляет, я бы даже сказал он приятно спокойный. Производитель заявляет, что аппарат может варить 8 часов подряд без остановки, я не проверял 8 часов, но 20 электродов 4-ки спалил подряд и он не выключался для охлаждения. Четвёркой уверенно варит на половине мощности, если добавить ток ближе к максимуму, режет без промедления, чувствуется сила. Если поменять полярность и использовать для наплавки 5-8 мм, сразу поднимает - для меня идеальный вариант т.к. я часто наплавляю изношенные детали. Ещё один плюс - очень короткая сварочная дуга. Что также очень порадовало - зажигание электрода происходит при непосредственном контакте с металлом, а не за сантиметр до него))))) Спросите, а где же минусы? Есть и минусы, но лично для меня они крайне несущественны. Неудобная ручка для переноски аппарата, зимой туда просто не влезет рука в тёплой рукавице. Я сразу же поставил ручку от другого неисправного аппарата. Слабенький электрододержатель, но это беда всех инверторов, я обычно сразу делаю самодельный держак, в магазинах держаки тоже ненадёжные. Ну а теперь о таком немаловажном факте, как ремонтопригодность. Производитель меня заверил, что если вдруг что случиться, они всегда помогут либо с ремонтом, либо с запчастями, так как многие детали они производят сами. Делайте выводы. Рекомендую Титан ВС. Удачи!
-
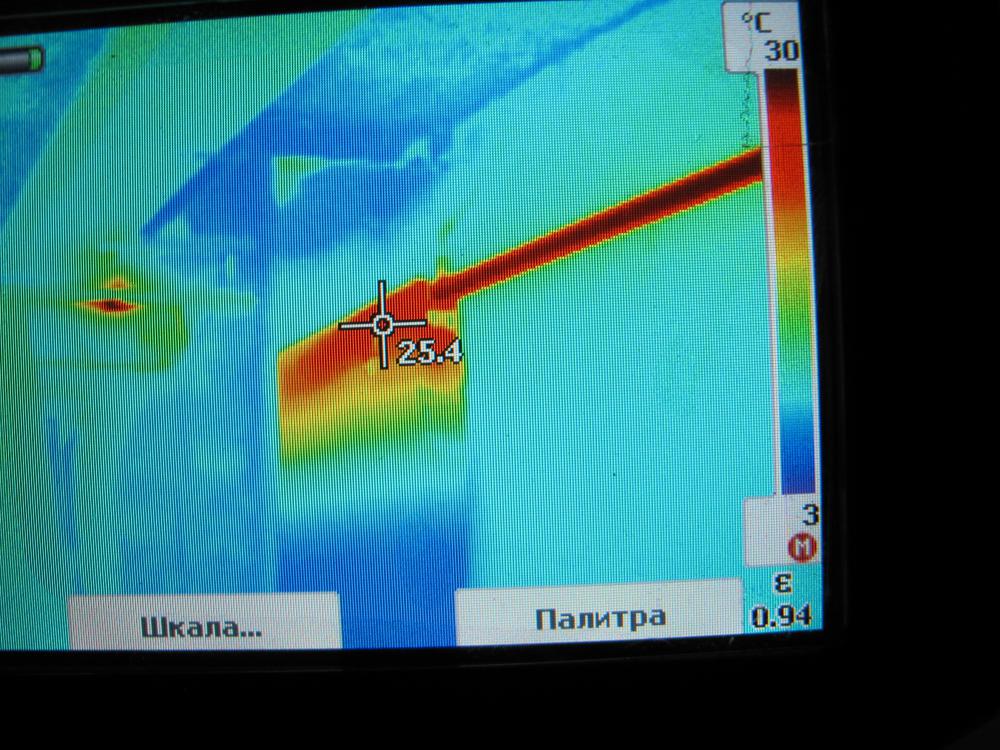
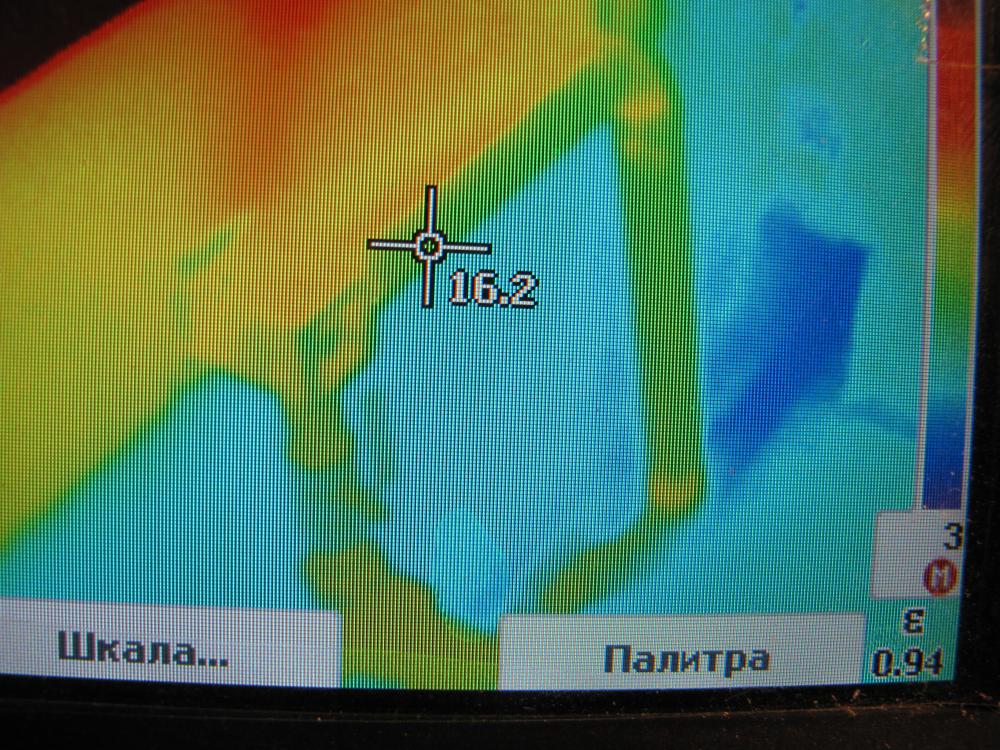
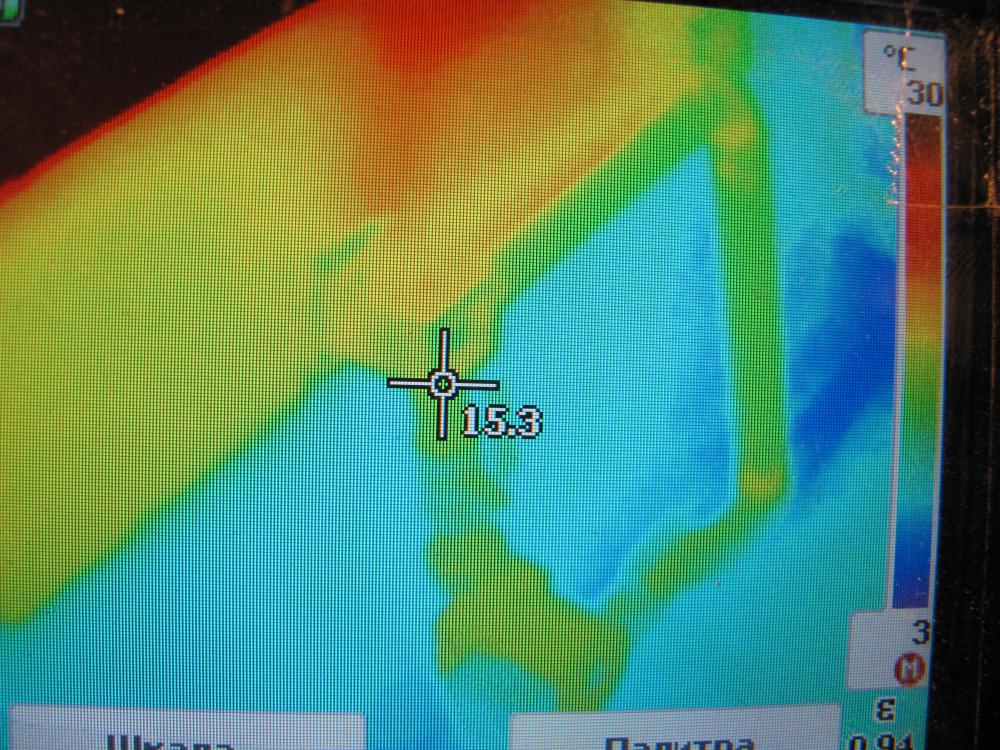
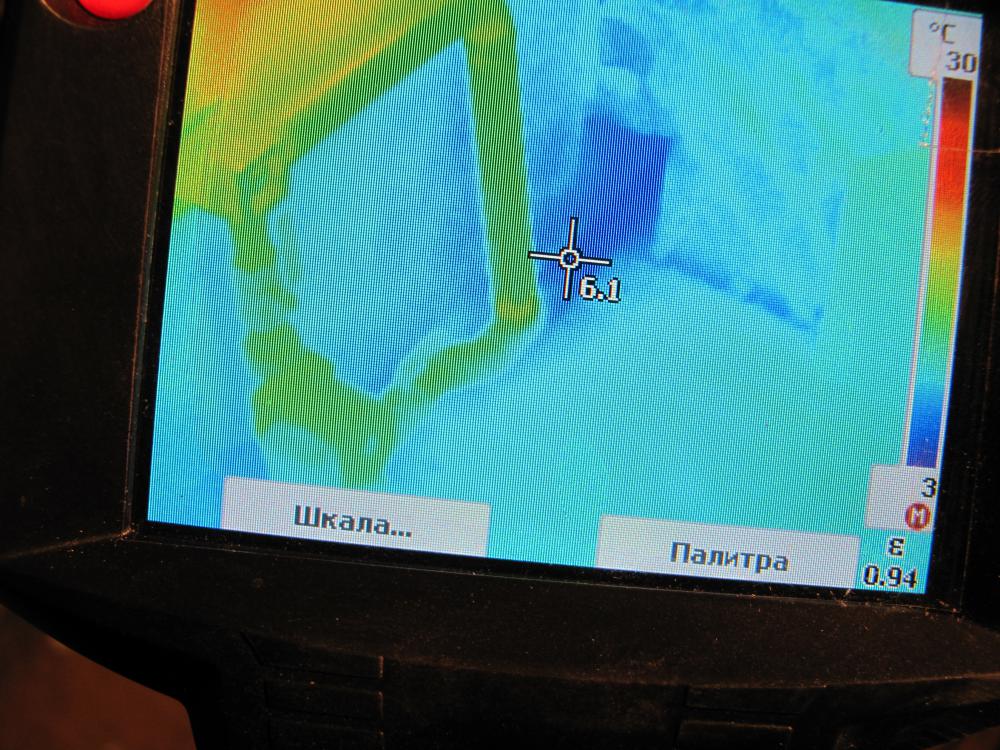
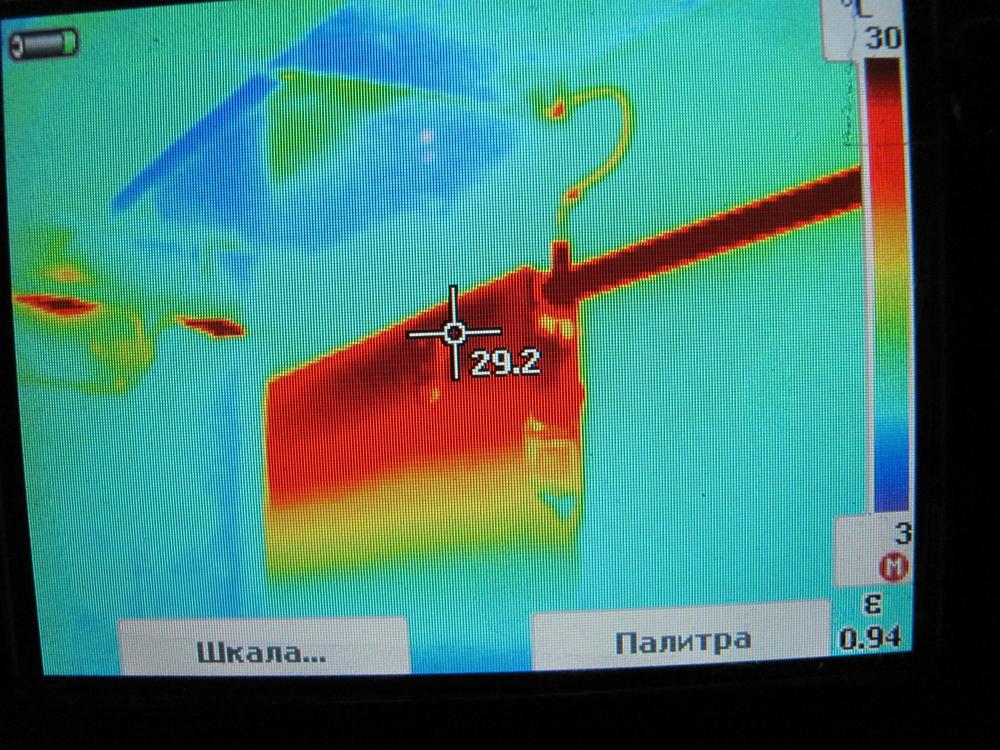
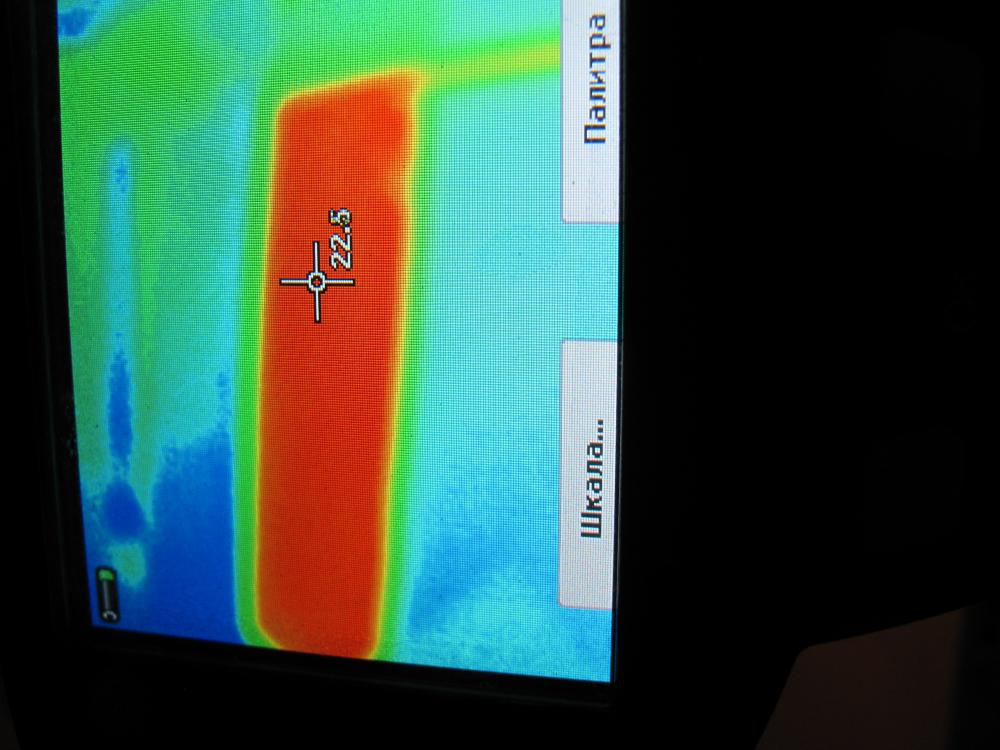
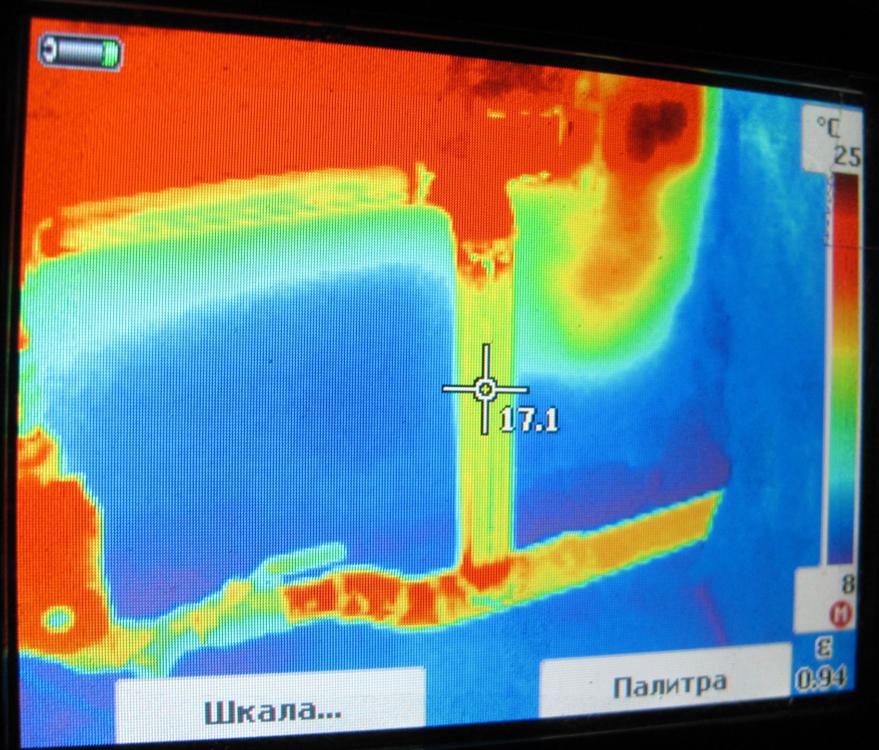
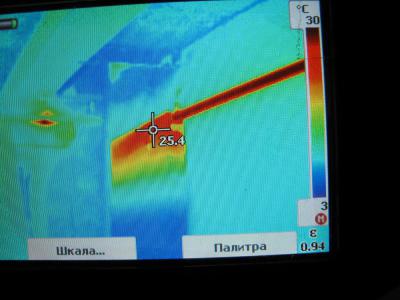
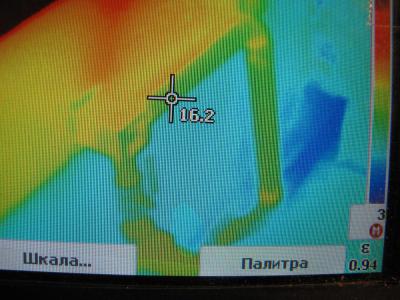
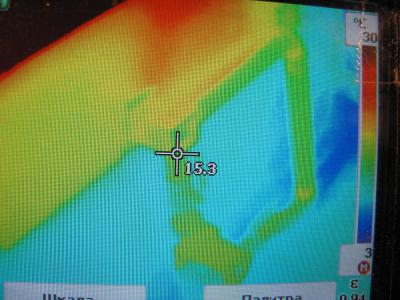
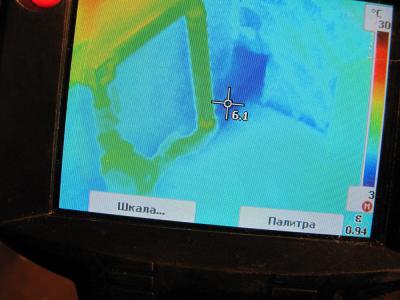
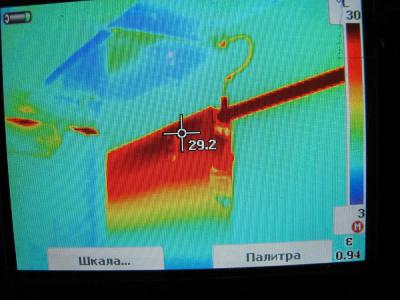
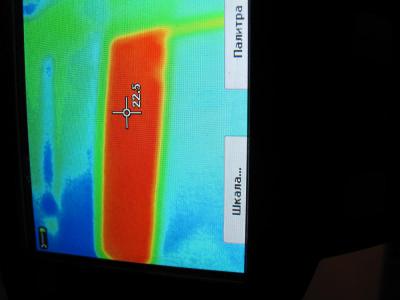
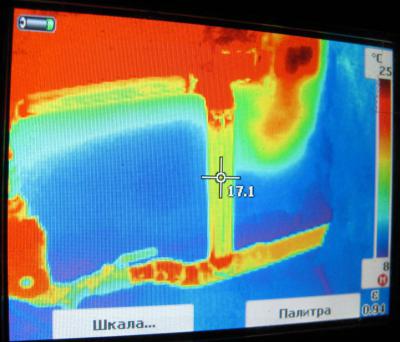
Ноги этой темы появились здесь http://websvarka.ru/talk/topic/2125-svarka-otopleniia/page-2?do=findComment&comment=46032 Намедни у меня срослось ставить насос в "систему" (котёл + бак) с около нулевым гидро-сопротивлением владельцу тепловизора, и вот что из этого получилось: Итого о работе струйного насоса - вода в баке везде имеет практически одинаковую температуру 22,5, т.е. тепло насос спускает ближе к полу и при том же расходе дров дома будет теплее, чем без насоса. В случае отключения электричества катаклизмов не предвидится (отсутствует кран и делать ничего не надо). Со струйным насосом система работает лучше, чем с обратным клапаном, ибо нет сопротивления воде подъёмом его лепестка. Вроде всё.







-
 Есть такие центры или нет? Или просто приходят сварщики с улицы и варят- паяют разводку медных труб под кислород?
Есть такие центры или нет? Или просто приходят сварщики с улицы и варят- паяют разводку медных труб под кислород? -
Запилил три ролика, всё как есть, без прикрас и без ущемления, остальные два ролика будут добавлены со временем. https://www.youtube.com/watch?v=Lu8QC93pri8
- 28 ответов
-
- 19
-
-
Сварочный инвертор Fubag IR 220. https://www.youtube.com/watch?v=vvQOOSJgPfM