Поиск сообщества
Показаны результаты для тегов 'аргон'.
Найдено: 90 результатов
-
помогите пожалуйсто настроить аргон метал нержавейка 2мм

-
Прошу больно не бить и сильно не пинать, модераторам приношу извинения, не нашел я инфу по данному аппарату, бил через поисковик, результата 0... в общем суть такова, купил данное чудо, раньше не варил, только электродом и то чуть-чуть, купил для дела, запустил, не могу настроить, не хватает знаний, инструкция скудная, подписаны ручки и все, конечно из названия можно много понять но не по всем, пробовал на 4мм нерже, какой марки не скажу, но то что идет совсем не так на видео понял сразу, вопрос собственно в следующем, нету ли у кого-нить более подробной информации по ручкам? или таблица по нержавейки, как в той же инструкции приведена для алюминия, усредненной конечно, но все таки... а то чувствую я его домучаю что накроется этот аппарат... даже сколько литров аргона выставлять не знаю... буду признателен любым ответам.... параллельно читаю форум... забыл добавить, варить буду в основном нержавейку 304-ю, 1,5мм, но офигенный вопрос, нужно будет сварить вместе фланец и трубу, труба 1,5мм нерж, а фланец сталь...не знаю что из этого выйдет...
-
Здравствуйте,уважаемые коллеги! В основном работа в пищевой промышленности(нержа).Вот пригласили на новую работу-котельное оборудования(гидроэлектростанции),тут чернуха и требования очень высокие.После того как мы поварим коллектор швы будут просвечивать,а которые покажут пору будем вырезать и переваривать. Буду признателен если профессионалы поделятся опытом как избежать проблем.
-
В общем необходимо проварить, а лучше запылить Диметом, межседельные трещины на головке двигателя. Где в Питере можно это сделать. Желательно адрес,ну и конечно с рекомендациями и опытом. http://farm8.staticflickr.com/7417/12652594494_8b9f1ac3ce_o.jpg
-

ОАО Энергомеханический завод, отзывы
temu4en опубликовал тема в Работа, оплата, взаимоотношения сторон
Уважаемые коллеги. Приглашают меня в сию контору.ОАО Энергомеханический завод что в граде спб. Берут на аргон, с исп.сроком (естественно) от 1 до 3 мес. Ни накс ни какой другой корочки у меня нет но работа знакомая.т.е. справлюсь.(ну или я так думаю ) Работодатель обещает аттестировать по окончании исп.срока..И вот собственно сам вопрос..это нормальная ситуация? Может кто сталкивался с ними уже? Вообще у них там итересная обстановка..в основном варят плазменной сваркой,"старая гвардия",и довольно шустро(кстати никогда не сталкивался.сейчас надо теорию подтянуть) и несмотря на плазму они организуют аргонный участок, один аппарат куплен хотят второй такой же.На мои вопросы что да как и почему? внятного ответа не получил, "Порадовало" соблюдение технологии..зачистка пленки кое как, даже от загрязнений плохо зачищают. В качестве присадки проволка из бухты.И вот как то после всего увиденного,с трудом верится в "высокие технологии и требования" к качеству сварки Буду очень признателен если вы поделитесь своим мнением!? (есть ли смысл с ними начинать работать? или очередная шарага? -
А может можно китайцу TIG 303 ac\dc сделать чтоб он и в 220 розетку включался?
-
Кто может подсказать или что то посоветовать, при проваре корня шва выходит пора изза не соблюдения расстояния сопла от сварного шва,так как для проварки корня сопло не лезет в кромку,приходится вытаскивать вольфрам. пробывал увеличить размер сопла, и увеличить подачу аргона. может поставить самое маленькое сопло? что бы подлезть в глубь?какое сопло бывает минимальным?

-

Хитрости в ремонте деталей разной техники (делимся опытом)
митька51 опубликовал тема в Остальные вопросы
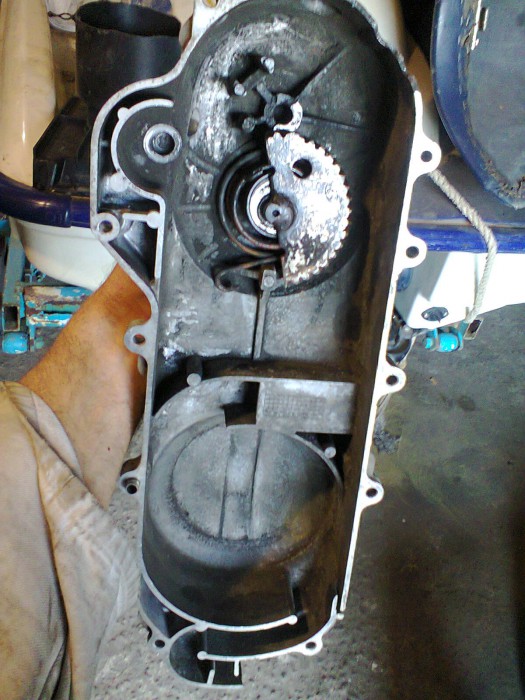
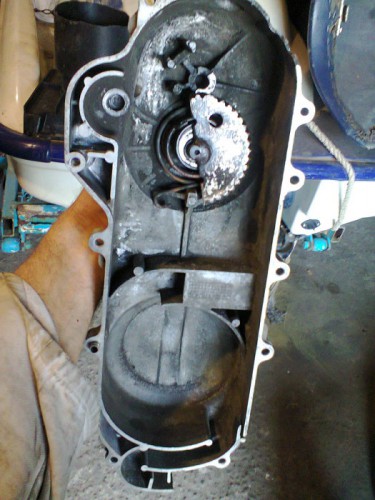
Сегодня принесли крышку кик стартера китайского скутера.Проблема частая,разбивает отверстие храпового механизма.Поделюсь технологией восстановления. Зачищаем,вставляем поршневой палец диаметром 10мм в остаток отверстия и наплавляем присадкой АМГ5(5356),добавляя дополнительно ребро жесткости. Затем прихватываем тигом болтик и за него плоскогубцами вытаскиваем палец из полученного отверстия.Способ применим во многих случаях,таким способом восстанавливал отверстие под подшипник в корпусе бензогенератора,прогревая тигом,как бы осаживая алюминий вокруг гнезда подшипника.Фото не очень,с мобилки,за то всегда под рукой.



-
Всем здравствуйте! Есть на нашем предприятии вот такой аппарат http://img-fotki.yandex.ru/get/9313/9376285.25/0_6f0d3_5f8671e3_XL.jpg и вид сзади http://img-fotki.yandex.ru/get/9222/9376285.25/0_6f0d4_6bfe263e_XL.jpg По номеру телефона определил кто производитель.это вот эти ребята http://nswel.com/ корейцы. Не известно как этот аппарат попал к нам, без единой бумаги или документа. в общем очень хорош, лист варить одна радость. Проблема была с транзисторами, заказали оригинальные. А щас проблема в чем-то другом. Нужна схема или хотя бы название, чтобы можно было продолжить поиски схемы. Корейцам написал ,уже неделю ответа нет. Думаю, им все равно на мои страдания. ну и вид с крышкой. http://img-fotki.yandex.ru/get/9221/9376285.25/0_6f0d5_523b7005_XL.jpg
-
Здравствуйте, уважаемые форумчане! Прошу помочь мне разобраться в следующем вопросе: У меня есть нержавеющая проволока 307го стандарта. Она цельнотянутая и предназначена для сварки в среде Ar, либо Ar+ 2.5%CO2. Можно ли вместо газовой защиты использовать флюс? Какие подводные камни могут быть в этом случае?
-

Как посчитать нормально технологию сварки?
ByagagaIIIe4ka опубликовал тема в Технологии и документации
Нужно рассчитать режимы для автоматической аргонодуговой сварки плавящийся проволокой алюминия(АМг3). Пошустрил в книжках и везде вижу тупо таблицы. Конечно это так круто, что за меня уже всё решено и мне только нужно переписать. Но блин, так не интересно. Может не в тех книгах искал? -
Подскажите пожалуйста как заварить сплав мл5?
-
Уважаемые сварщики, прошу Вас оставить свои комментарии по использованию смесителей сварочных газов. Сами эксплуатируем смеситель сварочных газов с электронным управлением MG2-A производства НПО "Компании СИВИК" Ранее пытались использовать китайские (принцип смешивания через ротаметры) однако постоянного качества смеси они не обеспечивали т.к. при изменении давления в баллонах менялось и соотношение смеси. Затем использовали немцев ВМ2-М , хорошие аппараты, но дорого (в 3 раза дороже СИВИК) и не предназначенные под качество наших газов. после поломки не подлежат ремонту. Вот таким был наш тернистый путь до получения качественной смеси:


-
Привет. Варил давеча бункер: 2мм нержавейка в стык с припоем,с поддувом другой стороны слесарь помогал . На 38Амперах 3х фазный kemppi master 2800.Аргон 4 бара на редукторе. 2,5 на поддув 2.5 на сопло. Может и не баров, 2 с половиной черточки на втором манометре.Получился черный нагар, в общем блеска нет.Как его добиться??? Завтра фоту шва запостю.Меня начальник ругает, я могу варить с блеском но тогда валика (проплава) с другой стороны не будет!?Какой секрет, помогите, я так работу потеряю!
-
невозможно наложить шов(ёмкости нж(горизонтал)-вообще беда)