Лидеры




Популярный контент
Показан контент с высокой репутацией 25.01.2023 во всех областях
-
До чего дошёл прогресс ))) пришел в интернет и спросил готовое ))) а 40 лет назад я просидел неделю в библиотеке3 балла
-
сложного ничего, только вы должны купить новый, и потом заплатить за его переделку2 балла
-
2 балла
-
Читаем ТТХ зубчатого пильного диска по стали: максимальные обороты -2700 об/мин. У монтажной пилы (как на фото) обороты -4000 (Деволт в использовании). Вроде вопросы должны отпасть сами собой. Уменьшить обороты с помощью регулятора напряжения-резко потеряете в мощности. Тоже задалбали эти " тянучки". Вышел из положения как: если что-то грубое:монтажка-абразив, деранул УШМ-кой зачисточным . Если красота и точность - ленточнопильный станок. Или комбинация : 90 гр рез на монтажке, потом точный в размер под 45 на ленточке. Один минус ленточки-дольше режет. Добавлю. Если сделать точную приспособу: станок-шаблон-направляющую для плазмореза -тоже неплохо получится. Из минусов: разметка на всех 4 сторонах профтрубы нужна. Ручные плазмотроны частенько рез косят-сразу разделку шва организовывают. На толстом материале (от 3 мм примерно) заметно хорошо.1 балл
-
Сегодня надо было поставить пару точек, знакомому, на железке от лодочного мотора. Включил аппарат, он начал моргать дисплеем, и еле еле запустился. Температура в боксе +4-7 градусов. Я позвонил в сервисный центр, скинул им видео проблемы. Мне порекомендовали попробовать занести его в более теплое помещение. Принес его домой. Отстоялся он 3,5 часов в тепле, включаю, и он запускается без проблем, раз 10 его включал и выключал. Вот такие пустяки вроде, а кровь могут свернуть изрядно. ( Хотя в паспорте указано от -10 до + 40 рабочий диапазон температур. Это так, владельцам Чебор 230, вдруг кому то поможет. Только теперь проблема, как ему сделать тепло, отдельную комнату строить не вариант1 балл
-
А в чем проблема? Обрезать, заглушить бачки, если надо, то перенести горловину, патрубки, крепления? Что в этом сложного?1 балл
-
Есть предложение : вы приобретаете газ,проволоку, попутно читаете Все темы и учебники для начинающих МИГсварки, задаете вопросы по азам сварки,может есть знакомые сварщики в городе,на предприятии-у них интересуетесь. И потом начинаем решать практические задачи которые не получаются. Без обид только. Сложно научить сваривать по интернету.Тем более 1мм флюсовой тонкостенку.. Как можно подсказать какие цифры выставлять если и аппарата практически ни у кого Такого нет, и параметры подбираются индивидуально под металл,под питающую сеть,под сквозняк в конце концов...Общие рекомендации есть-они озвучены. Больше индуктивность-мягче дуга..Вам что-то это сказало? Я на одном аппарате ставлю индуктивность 8-9 (из 10) ,а на другом 3-4,-2 ( от-10до +10), на третьем 6-7... Остальные настройки поставьте в 0 и пока не трогайте. На офсайте Гроверса скачайте паспорт любого полуавтомата и в конце книги есть Рекомендуемые параметры и режимы сварки: толщины,напряжения,диаметры проволоки,расход газа.. Отталкивайтесь от них (особенно в плане напряжения ,толщин и диаметров; скорость подачи естественно будет по другому(от аппарата и попугаи)). Индуктивность-меньше: выпуклый узкий валик шва,резкий переход от шва к основному металлу. Больше- шов расплывается ,ниже и плавнее переход к металлу (галтель). Больше индуктивность-больше энергия дуги-легче тонкое прожечь. А при маленькой индуктивности можно получить несплавление металла (даже тонкого).Надо начинать крутить V и А (скорость подачи). Вот и пляшите между этим...1 балл
-
Индикатор (глазок,светодиод) показывает что вы зашли в меню настройки индуктивности. Но индуктивность не Отключается когда выходите из этого режима. Она постоянно участвует в сварочном процессе на установленной вами настройке: хоть 0,хоть -10...Полностью отключаемой (вкл-выкл) не встречал ни разу.Разве что значение 0 считать за полное отключение. Хотя от китайцев можно многого ожидать :). Развеять сомнения (понять логику китайцев): выставьте сварочный режим (V.A. м/мин)-его больше не трогаем , выставьте любое крайнее положение индуктивности -10 или +10, и попробуйте отследить изменения в дуге,шве при включенном индикаторе индуктивности и при выключенном.1 балл
-
Да, наблюдал. До примерно 2002 года студиоты говорили: - Заказывать курсовую?- Что, дурак? У меня методичка есть, пойдем за пивом, курсовик писать будем! После 2002: - Курсовик писать?- Что, денег нет? Закажи и иди зарабатывай (грузчиком или на стройку)! Эх, сколько я этих костей перенёс из одной могилы в другую...1 балл
-
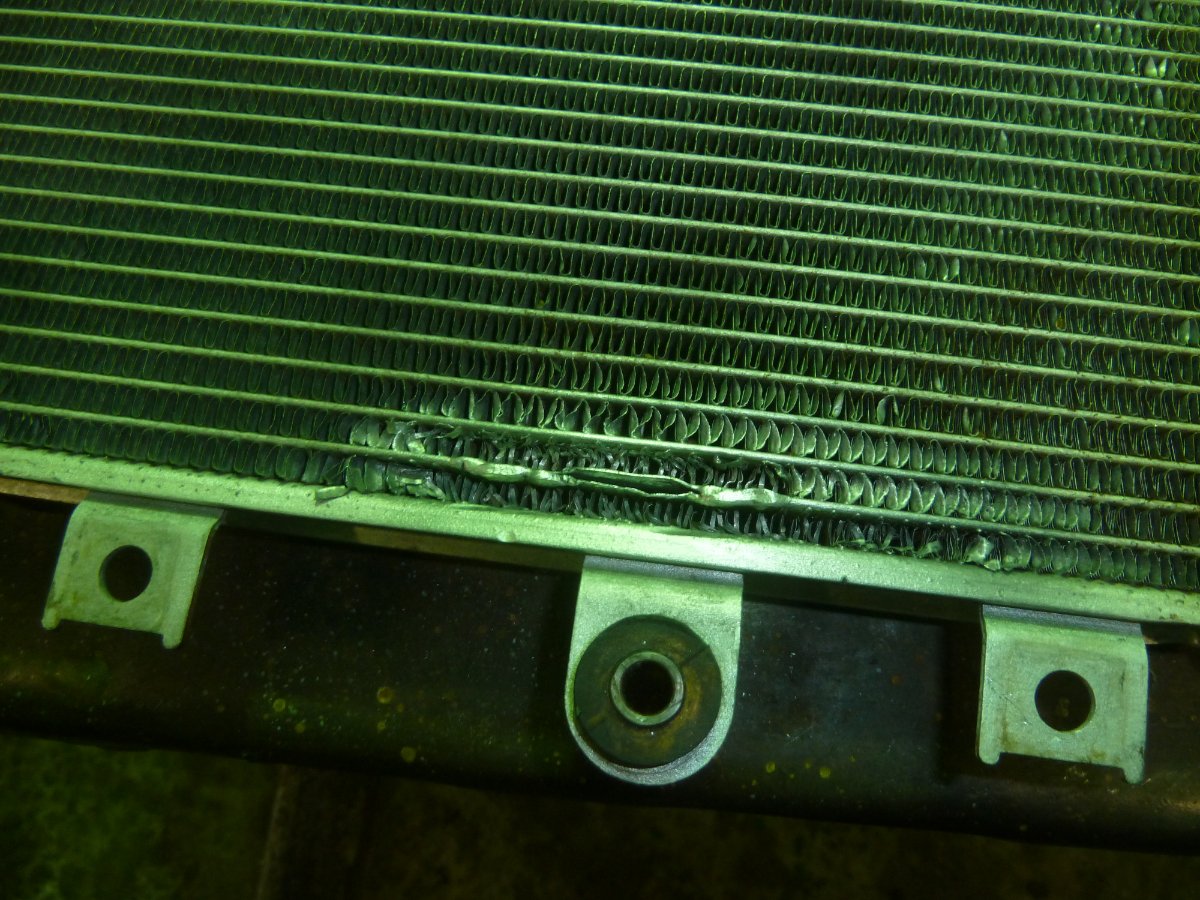
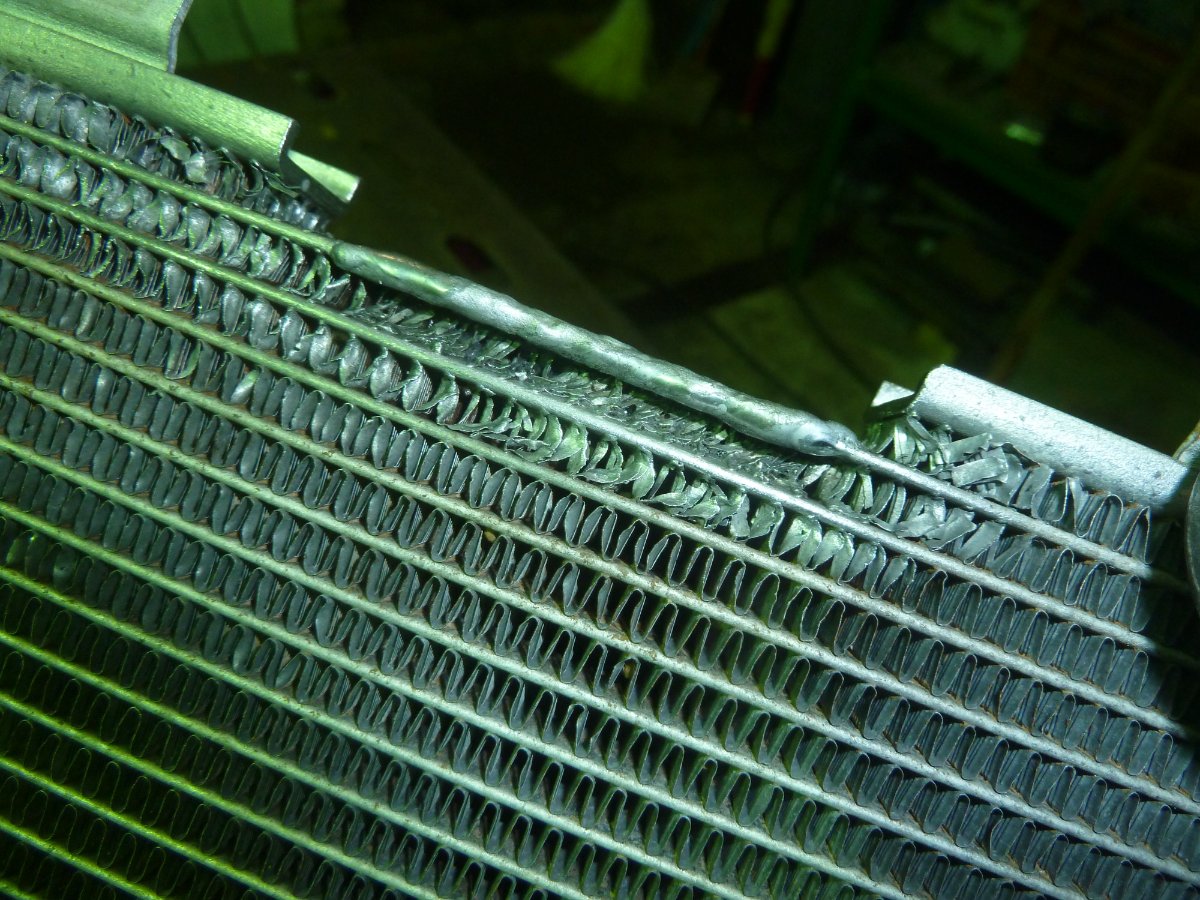
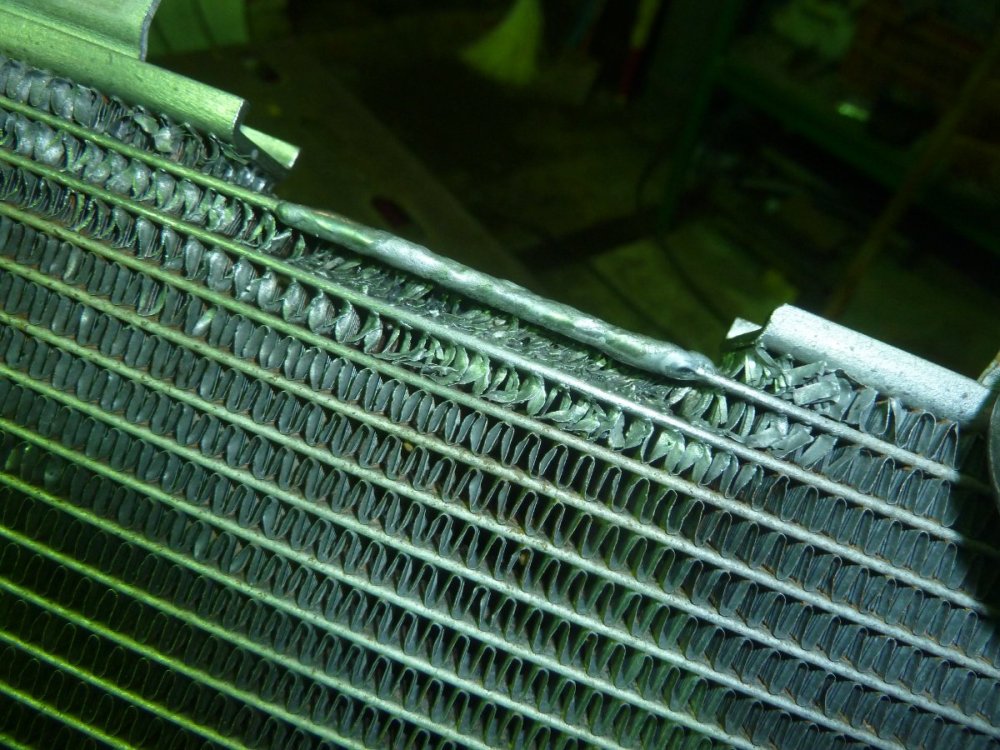
Что то с Нового Года , совсем плохо и не кто не чего не показывает что делал , или у вас еще "новогодние каникулы" ???? Вот похоже я один не в каникулах , да ладно ,,,, очередной радиатор от квадрика , привезли утечка не знают где и говорят скорее где помятые соты . А нет они кстати держат и трогать их не будем , крайняя сота и с противоположной стороны разошлась , тонкая как пивная банка в середине и повозился но все сделал, опрессовал 2.5БАР , все прекрасно .


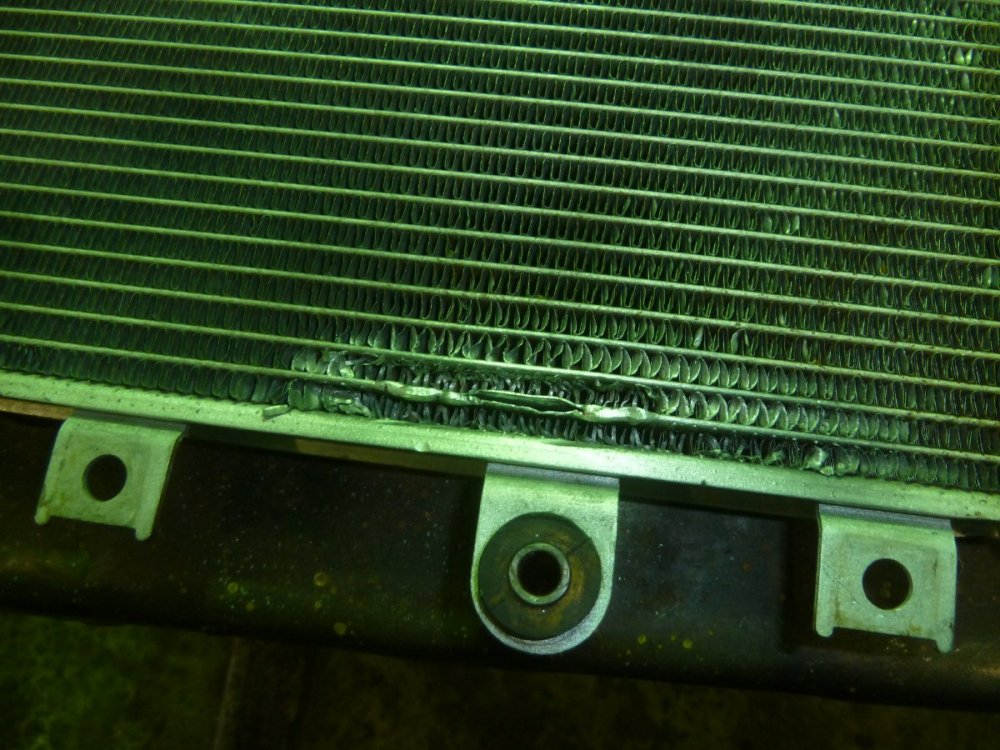

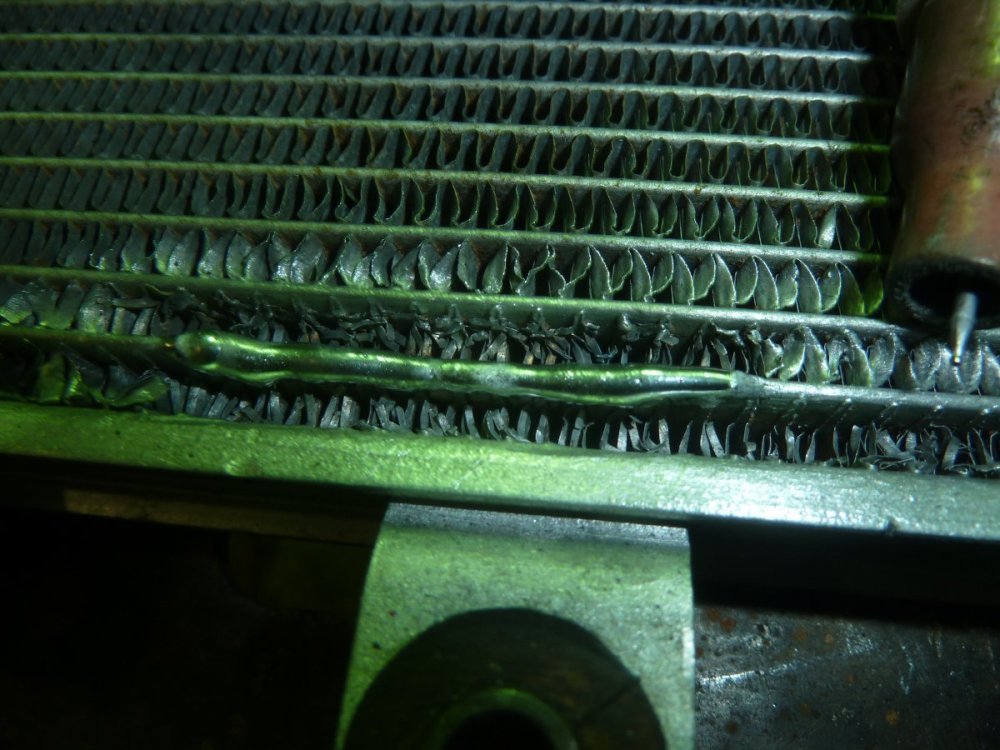


 1 балл
1 балл -
Шел мимо, гляжу в закутке притаился, сфоткал.

 1 балл
1 балл -
Мне кажется, что провар получается у кого как, в зависимости от привычек и предпочтений. Просто на смеси проще ванну контролировать, так как она не плещется, и поэтому проще пробить до дна. Но это не значит, что в CO2 нельзя хорошо проварить.1 балл
-
ИМХО: Ни то чет Вы купили для изготовления балок. Или ни все купили. Можд там еще какой нибудь правильный прокатный блок прилагался. Допуски изготовления строительные прям какие то. Можд тогда балку самим изготовить из трубы. Взять квадратную холоднодеформируемую трубу 100х100х6 мм по ГОСТ 8639. Можно бесшовную . Я конечно понимаю что прокатные заводы щас по своим ТУ работают и там возможно допуск на наружные размеры другие но в ГОСТе 8639 насколько я понял Таблица 2 допуск на Наружные размеры для холоднодеформированных труб до 8 мм с полкой более 50 мм 0,8% то есть на 100+-0,8 мм.(если я ничего не путаю). Дальше укладываем трубу вдоль балки, прижимаем и автоматической плазмой срезаем одну полку (либо прокатываем трубу через стационарно установленную головку плазмы по роликам. Не могу сказать как поведет себя труба после термической резки и послу удаления ребра. Если партия большая можно попробовать поговорить с тем же трубопрокатным заводом чтобы они прокатали такой профиль специально для Вас. Решение конечно с потолка и я его не проверял но все как ВОЗМОЖНЫЙ вариант борьбы с некачественной геометрией балок может обсуждаться. Я конечно не претендую на то что все в моём варианте будет хорошо, сами понимаете я над этим думал 30 минут, а Вы месяцами разрабатывали, понятно что если у меня будет больше времени что то другое придет в голову или практика внесет свои коррективы.1 балл
-
Рассмотрим вариант с днищем самосвала, как в 1 примере. Не хотел рисовать, а придётся: картинка балок лонжнронов для форума.pdf. Представьте, что габариты днища самосвала: 2,5х8 метров (4 осный) или 2,5х6 метров (3 осный) (кому интересно, самосвалы МАН и Вольво). Днище состоит из листа и каркаса из гнутого швеллера. Балка продольного лонжерона изготавливается из металла 4-6 мм толщиной (09Г2С, DOMEX 700 или LASER). Длинна балки - 6 или 8 метров. Гнёт её новейший цифровой гибочный тандем Gasparini (два гибочных станка с общей системой управления для синхронизации). При такой длине гиба, лист никогда не начинает изгибаться по всей линии гиба сразу, какая-то часть схватывается станком раньше, какая-то - позже. В связи с этим, лист как бы подтягивается в зону гиба там, где схватилось раньше (на гильотине, когда ножи плохо настроены это хорошо видно) и, соответственно, идёт перекос линии полки как на рисунке 1. Заметим, что станок новейший и величины этих погрешностей не велики по меркам такого оборудования, но на такой большой длине и при такой толщине металла, точнее сделать - ни как. Так же, при гибе полки размер а (рис 2) может гулять в пределах +-3 мм реально, а не как конструктора пишут в чертежах +-2. На погрешность выполнения этого размера сильно влияет износ пуансона и матрицы гиба, а так же разнотолщинность (а, соответственно, и жёсткость) листа (у отечественного листа 09Г2С по длине тощина гуляла +- 1 мм DOMEX и LASER - получше). Вообще для гиба таких деталей отклониться на 1-3 градуса от заданного угла гиба (90 град) - как 2 пальца (соответственно и размер гуляет). Теперь - к сборке. Сборка велась в 2 этапа: сборка рамы (2 продольных лонжерона и поперечины (те же гнутые швеллера, только поменьше габаритами)) и сборка рамы с листом. На сборочном стапеле балки продольных лонжеронов позиционировались по плоскости (стол) и упорам как на рис 4. По рис 4 видно, что полка от упора может уходить в минус на 2 мм и в плюс на 2 мм (это по чертежу, а реально - ещё больше), то есть ширина поля допуска на этот размер составляет уже 4 мм. Теперь представьте, что при сборке рамы с листом из - за возникновения погрешности гиба как на рис 1, полного прилегания по плоскости - нет. Что делают сборщики? Они прижимают гидравликой ту полку, которая не прилегает к листу (так как по такому зазору мы ничего не приварим). Получается, что швеллер идёт винтом и к размеру поля допуска на уход полки из зоны сварки (4 мм) прибавляется ещё и эта погрешность +2 мм (берём по минимуму). Плюс, не забываем про погрешность раскроя (ещё +1 мм минимум). Получается, что полка может гулять по полю допуска в пределах 7 мм (это при хорошо выполненном резе и гибе, не беря в рассчёт знаменитого отечественного раздолбайства и погрешности изготовления стапелей). Точность изготовления направляющих установки, по которым движутся горелки не грубее 0,5 мм! С поперечинами та же ситуация, только габариты поменьше, следовательно, погрешности поменьше, зато количество поперечин больше в 4-5 раз!!! Теперь, про то, что можно бы сделать. В авиации, где я до этого работал, все подобные продольному лонжерону изделия после гиба шли в механику в обязательном порядке (рис 3). Но, принимая в расчёт габариты: изготовление оправки - мега сложно, габариты станка - огромны, если брать станок меньшего размера, то потребуется несколько установов. Приваривать бобышки и сверлить отверстия - бессмысленно, так как необходимо прилегание швеллера к листу по всей длине, иначе зазоры в стыках - дикие. Следовательно, изделие стремительно дорожает. От погрешности угла гиба полки можно уйти, приваривая и обдирая на фрезерном станке бобышки, которые пойдут в дальнейшем как базовые поверхности (ещё дорожает). С листом - та же ситуация, привариваем и обрабатываем на станке бобышки как базовые поверхности (габариты листа 2,5х8 метров!!! лист не жёсткий, значит нужны оправки, габариты оправок!!!!!). Это значит - нужен огромный рольганг и кран (не просто положил - снял, а постоянно ставит, снимает оправки, крутит лист на станке и т. д.). При таком подходе можно загнать допуски в более узкие рамки, и модернизировав установку (добавив возможность качания электрода в процессе сварки), добиться изготовления годных изделий. Теперь посчитаем экономику: зарплата сборщиков + зарплата оператора установки (больше зарплаты сварщика!!!) + цена установки + аммортизация установки + зарплата сварщиков, которые приваривают бобышки + зарплата фрезеровщиков (изготавливают бобышки и обрабатывают базы балок) + амортизация фрезерного станка + цена изготовления оправок + зарплата крановщика + амортизация крана + цена металла из которого изготавливают бобышки, против зарплаты бригады из 2 сборщиков и 2 (а даже если и 4) сварщиков - полуавтоматчиков. Получается, этот геморрой с установкой ни кому не нужен.1 балл
-
@saper24, помню у бати моего на работе такой зарядник торчал. А у нас ВДшки повыкидывали, теперь всё инверторное, былоб куда поставить, взял бы себе.
 1 балл
1 балл -
Сегодня откопал сие "высокочастотное устройство возбуждения и стабилизации сварочной дуги". Неказистый, но работал - таки.
 1 балл
1 балл -
Вот он,Вий сварочной техники,осциллятор ОСМ-2М для древних трансформаторов великой Эпохи Советской Сварки ;-).


 1 балл
1 балл