Лидеры




Популярный контент
Показан контент с высокой репутацией 20.12.2022 во всех областях
-
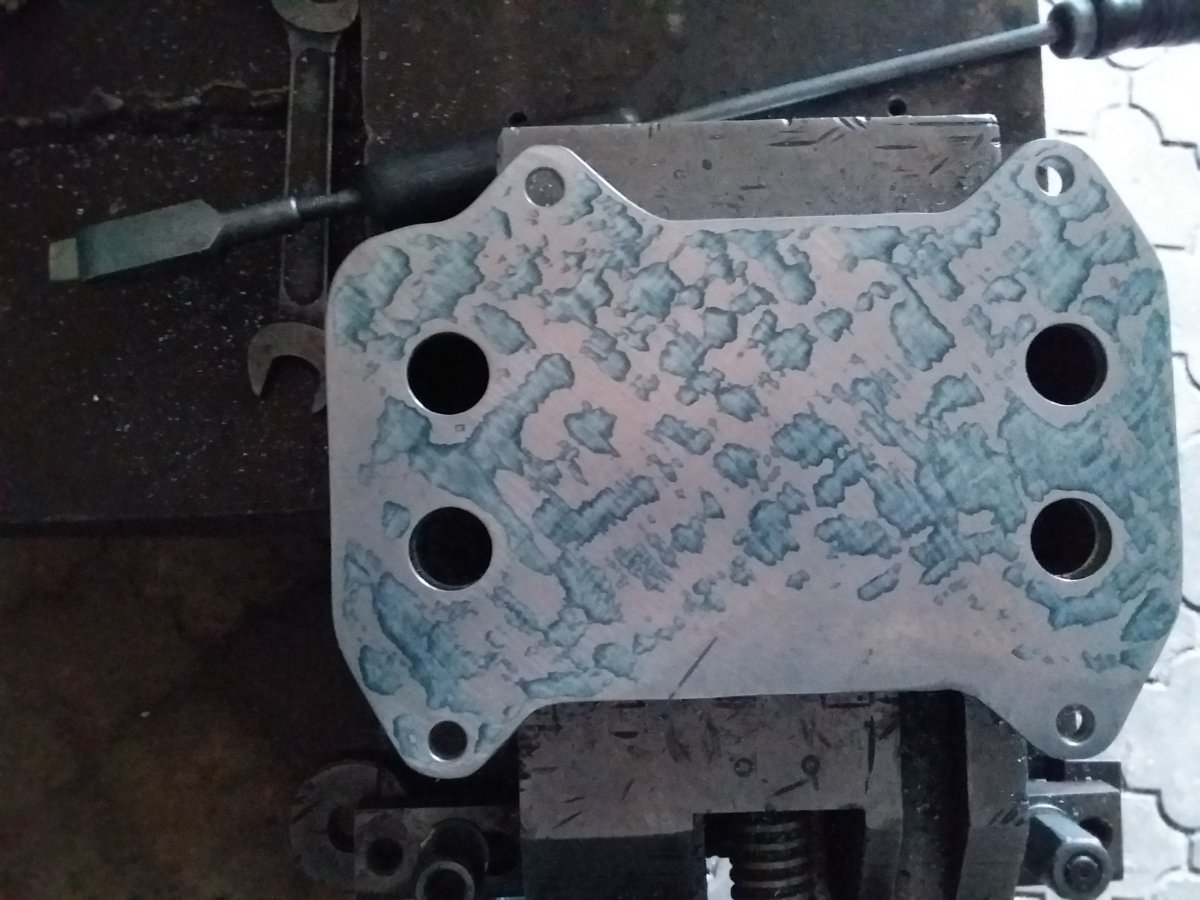
Теплообменник ДАФ, алюминий. Прилегающую поверхность пришабривал по краске.






 3 балла
3 балла -
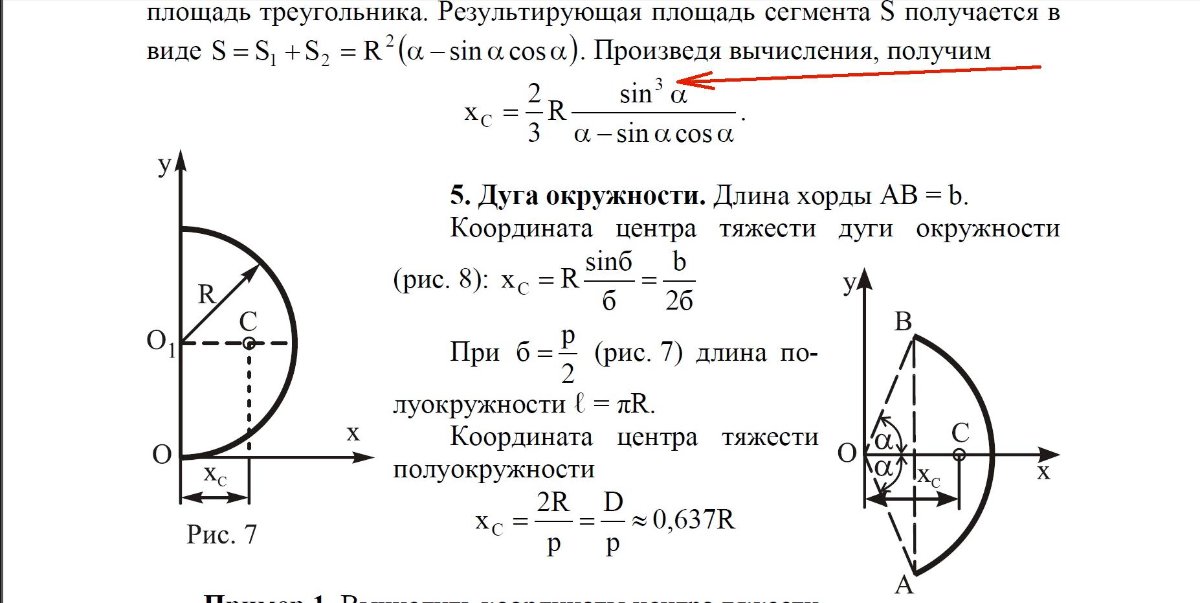
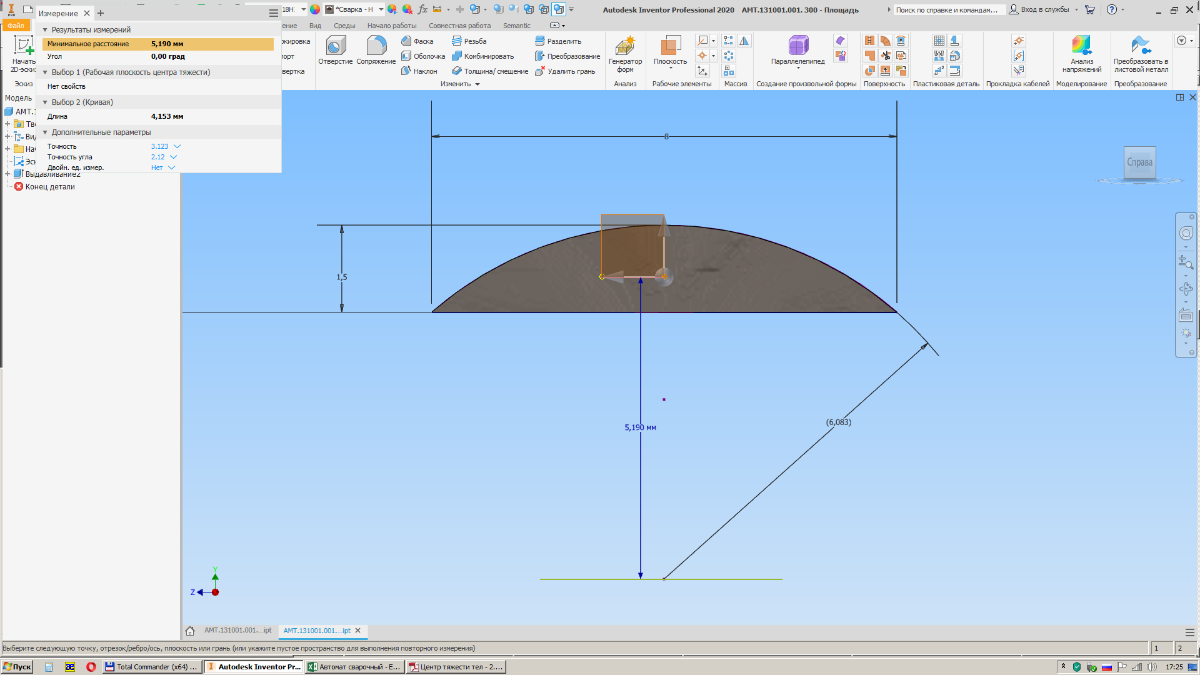
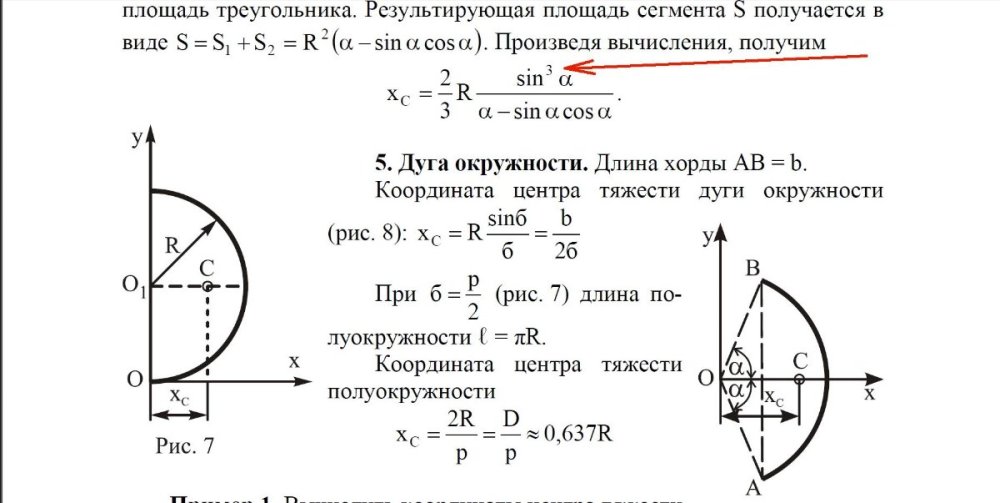
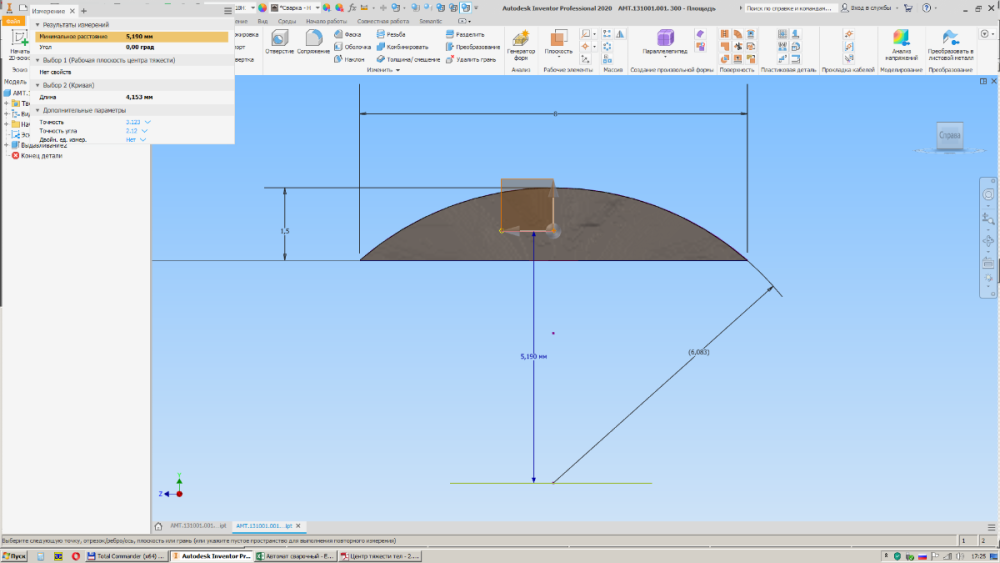
Потребовалось найти центр тяжести сегмента. Нашел в интернете формулу. Так-как я воробей стреляный смоделировал геометрию в CAD для проверки результата. Результаты не сходятся. Хорошо под рукой был еще одно пособие. Посмотрел, там вместо степени 2, должна была стоять степень 3. Целый час корячился, искал где я ошибаюсь.
 3 балла
3 балла -
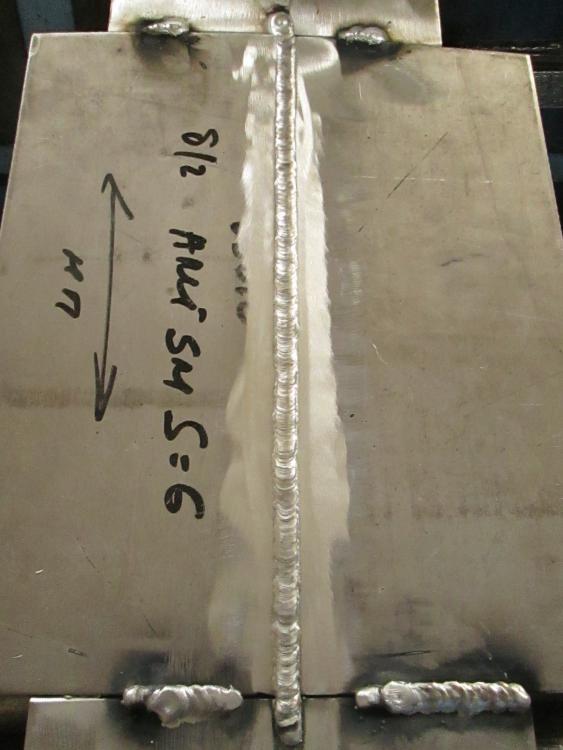
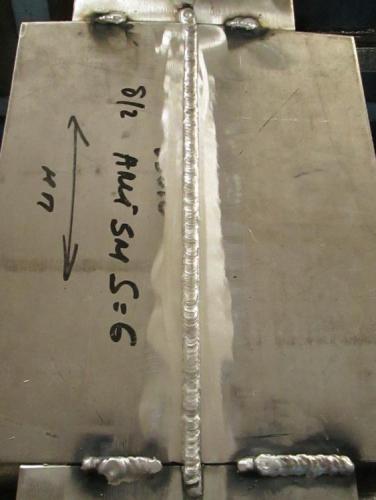
Снегу много навалило и снегоходы из стоила выгоняют , в общем Буран СССР , ухо привода спидометра (если он есть ) или чего то еще привод . Автобусы с 3 часовой задержкой ходят , на Горьковское шоссе очередь из большегрузов и всех остальных в 6км ,,,, а мы на Ниве по обочине . Поправили , присадка 4043 1.2ММ , вольфрам 1.6мм WZ8




 3 балла
3 балла -
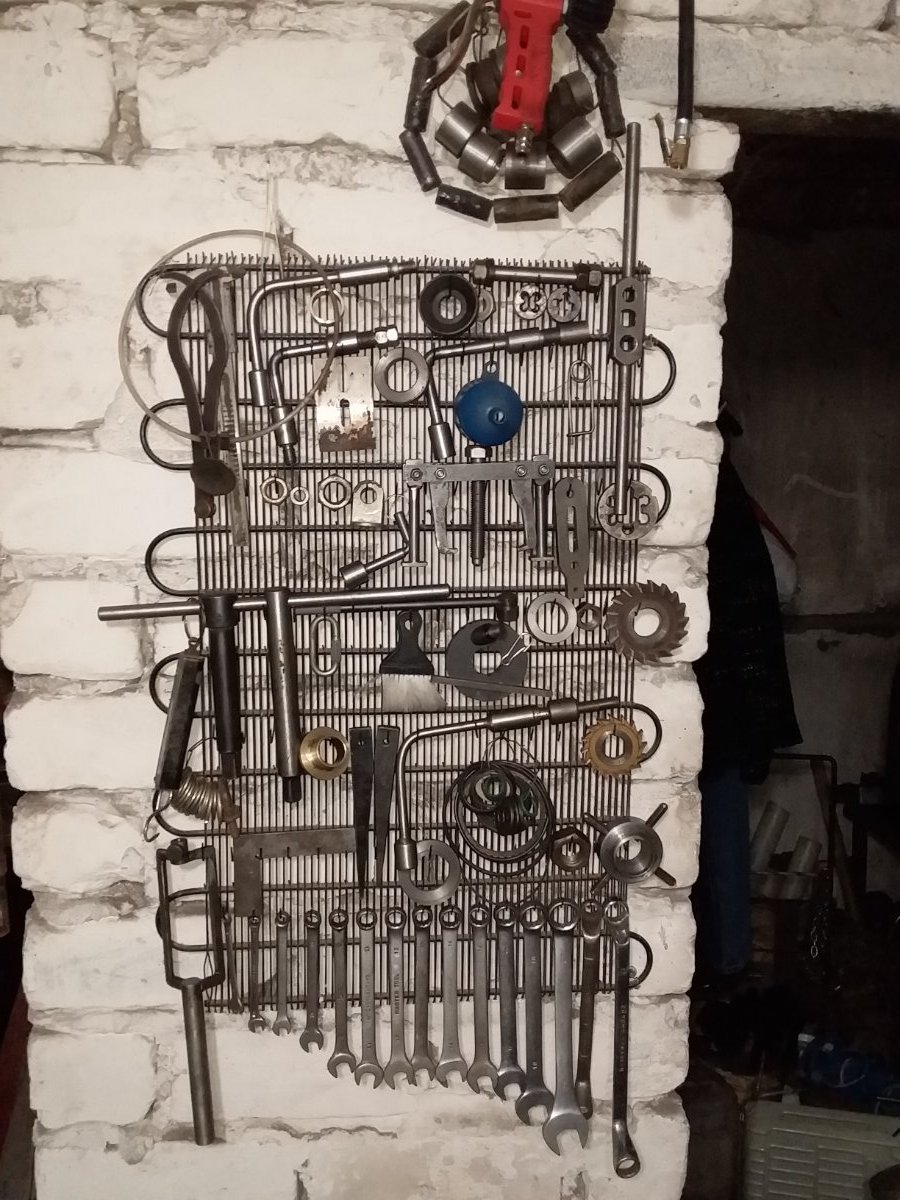
Встречайте "новенького" Сварика! Теплообменник от холодильника на стенку и под инструмент.





 2 балла
2 балла -
Пайка — это процесс получения соединений с межатомными связями путем нагрева соединяемых материалов ниже температуры плавления, смачивания их припоем, затекания в зазор и последующей его кристаллизации (ГОСТ 17325—79). Припой — это металл или сплав, вводимый в зазор между соединяемыми деталями или образующийся в процессе пайки, имеющий более низкую температуру плавления, чем паяемые материалы. Флюс — это активное химическое вещество, предназначенное для удаления окисной пленки с паяемого металла и припоя и защиты их от окисления в процессе пайки с целью снижения поверхностного натяжения и улучшения растекания жидкого припоя. Паяемость — это свойство материалов образовывать соединение при заданном режиме пайки. Режим пайки — это совокупность параметров и условий, при которых осуществляется пайка. Параметрами пайки являются температура, время выдержки, скорость нагрева и охлаждение. Условия пайки — это способ нагрева, среда, припой и т. д. Согласно современным представлениям процесс образования паяных соединений протекает в две стадии: возникновение и развитие физического контакта и образование химической связи между атомами контактирующих поверхностей вследствие квантомеханического взаимодействия их электронных оболочек. При пайке возникновение физического контакта и возбуждение химической связи между атомами на поверхностях достигается на стадии смачивания жидким припоем поверхности паяемого металла. Прочность соединения зависит от типа действующих на контактной поверхности межатомных сил. При слабом взаимодействии, например при физической адсорбции, смачивание приводит к получению относительно малопрочных соединений. Если твердый и жидкий металлы способны к химическому взаимодействию, то смачивание обеспечивает образование прочной связи. Количественным критерием смачивания служит краевой угол смачивания 0, который находят из условия равновесия векторов сил поверхностного натяжения капли жидкости на твердой поверхности (рис. 23.1). http://www.autowelding.ru/img5/paykaosn.jpg Рис. 23.1. Схема процесса смачивания при пайке σ1.3 = σ2.3 + σ1.2cos θ, где σ1.3 — поверхностное натяжение между твердым телом и газовой средой; σ2.3 — поверхностное натяжение жидкости на границе раздела с твердым телом; σ1.2 — поверхностное натяжение жидкости на границе с газовой средой. Отсюда следует, что cos θ = (σ1.3 — σ2.3)/σ1.2. При θ=180° смачивание отсутствует. При θ=0° наблюдается полное смачивание. Если 0°<θ<180°, имеет место частичное смачивание. Смачиваемость и растекаемость припоя при пайке оценивают по краевому углу смачивания, площади растекания, времени до начала смачивания и силе втягивания образца при смачивании (ГОСТ 23904—79).http://www.autowelding.ru/ Диффузия в металлах и сплавах. Диффузия – перенос разнородных атомов, который сопровождается изменением концентрации компонентов в отдельных зонах сплава. Самодиффузии – переход атомов металла из узла кристаллической решётки в соседний или межузлие под действием теплового возбуждения. Механизмы диффузии (самодиффузии) АДГЕЗИЯ (от лат. adhaesio — прилипание), возникновение связи между поверхностными слоями двух разнородных (твёрдых или жидких) тел (фаз), приведённых в соприкосновение. Является результатом межмолекулярного взаимодействия, ионной или металлич. связей ФЛЮСЫ 3.3. Классификация флюсов Паяльные флюсы — вещества и соединения, применяемые для предотвращения образования оксидной пленки на поверхности припоя и паяемого материала, а также удаления продуктов окисления из зоны пайки. Температура плавления флюсов ниже, чем температура плавления припоя. Флюсы применяют в твердом, пастообразном и порошкообразном состоянии, а также в виде водных, спиртовых или глицериновых растворов. Флюсы, применяемые при пайке, классифицируются по: температурному интервалу активности; природе растворителя; природе активатора определяющего действия; механизму действия; агрегатному состоянию. В зависимости от температурного интервала активности паяльные флюсы подразделяются на: низкотемпературные (≤ 450 °С); высокотемпературные (> 450 °С). По природе растворителя паяльные флюсы подразделяются на: водные; неводные. По природе активаторов определяющего действия низкотемпературные паяльные флюсы подразделяются на: канифольные; кислотные; галогенидные; гидразиновые; фторборатные; анилиновые; стеариновые. По природе активаторов определяющего действия высокотемпературные паяльные флюсы подразделяются на: галогенидные; фторборатные; боридно-углекислые. Если флюс содержит несколько активаторов, необходимо называть все активаторы. Например, канифольно-галогенидный, фторборатногалогенидный флюс. По механизму действия паяльные флюсы подразделяются на: защитные; химического действия; электрохимического действия; реактивные. По агрегатному состоянию паяльные флюсы подразделяют на: твердые; жидкие; пастообразные. 3.1. Классификация припоев и система их обозначений Разновидности и применение припоев: Припой — металл или сплав, применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем соединяемые металлы. Применяют сплавы на основе олова, свинца, кадмия, меди, никеля и других металлов Для пайки соединений проводниковых материалов в зависимости от предельно допустимых рабочих температур и требуемой прочности паяного шва применяются мягкие и твердые припои. К мягким относятся припои с температурой плавления до 400 °С, а к твердым — свыше 500 °С. Припои с температурами выше температуры плавления чистого олова в интервале до 400 °С называются полутвердыми. Мягкие и полутвердые припои имеют предел прочности при растяжении до 15–100 МПа и применяются для пайки токоведущих частей, не являющихся одновременно несущими конструкциями машин или аппаратов. Пайка мягкими и полутвердыми припоями осуществляется паяльником или погружением деталей в расплавленный припой, соединяемые поверхности при этом предварительно облуживаются, как правило, припоем той же марки и покрываются обычно канифолью (флюсом). Оловянно-свинцовые припои выпускаются в виде слитков, прутков, проволоки, ленты и трубок, заполненных канифолью. Твердые припои имеют предел прочности при растяжении 100– 500 МПа и применяются в качестве припоев первой категории прочности при пайке токоведущих частей, быстроходных, допускающих высокий нагрев электрических машин и деталей, воспринимающих основную механическую нагрузку. Система обозначения припоев Обозначение марки припоя обычно начинается с буквы «П» — припой. Числа в марке припоя показывают содержание компонентов (буквы после буквы «П») в процентах (округленно). Буква или буквосочетание в конце обозначения марки припоя означает, что данный компонент составляет оставшееся содержание припоя. Обозначение компонентов: А — алюминий; Ж — железо; И — индий; К или Кд — кадмий; М — медь; О — олово; С — свинец; Ср — серебро; Су — сурьма; Ф — фосфор; Ц — цинк. Примеры обозначений марок припоев: ПОС61 — припой оловянно-свинцовый, олова — 61 %, остальное — свинец; ПОССу61-0,5 — припой оловянно-свинцовый, олова — 61 %, сурьмы — 0,5 %, остальное — свинец; ПОС61М — припой оловянно-свинцовый, олова — 61 %, остальное — свинец и добавка меди; ПСр3И — припой серебряно-индиевый, серебра — 3 %, остальное — индий; ПСр3Кд — серебряно-кадмиевый, серебра — 3 %, остальное — кадмий. 3.2. Свойства припоев Преимущественные области применения мягких и полутвердых припоев: О2 — лужение и пайка коллекторов, якорных секций и обмоток электрических машин с изоляцией класса H, лужение ответственных неподвижных контактов, в том числе содержащих цинк; ПОС90 — лужение и пайка внутренних швов пищевой посуды и медицинской аппаратуры; ПОС61 — лужение и пайка электрои радиоаппаратуры, печатных плат, точных приборов с высокогерметичными швами, где недопустим перегрев; ПОС40 — лужение и пайка электроаппаратуры, деталей из оцинкованного железа с герметичными швами; ПОС10 — лужение и пайка контактных поверхностей электрических аппаратов, приборов, реле; ПОСК50-18 — пайка деталей из меди и ее сплавов, чувствительных к перегреву, в том числе пайка алюминия, плакированного медью. Пайка керамики, стекла и пластиков, металлизированных оловом, серебром, никелем; ПОС61М — пайка пищевой посуды, медицинской аппаратуры, электрои радиоаппаратуры, печатных плат, деталей, чувствительных к перегреву; ПОССу61-0,5 — лужение и пайка электроаппаратуры, пайка печатных плат, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре; ПОССу50-0,5 — лужение и пайка авиационных радиаторов; ПОССу40-0,5 — лужение и пайка жести, обмоток электрических машин, для пайки монтажных элементов моточных и кабельных изделий; ПОССу35-0,5 — лужение и пайка свинцовых кабельных оболочек; ПОССу30-0,5 –лужение и пайка листового цинка, углеродистых и нержавеющих сталей. Лужение и пайка проводов, кабелей, бандажей, радиаторов, различных деталей аппаратуры и приборов, работающих при температуре до 160 °С; ПОССу25-0,5 — лужение и пайка радиаторов; ПОССу18-0,5 — лужение и пайка трубок теплообменников, электроламп; ПОССу95-5; ПСр3Кд — горячее лужение и пайка коллекторов, якорных секций, бандажей и токоведущих соединений электрических машин нагревостойкого исполнения и с повышенными частотами вращения. Пайка трубопроводов и различных деталей электрооборудования. ПОССу40-2 — припой широкого назначения; ПОССу30-2 — лужение и пайка в холодильном аппаратостроении, электроламповом производстве; ПОССу18-2, ПОССу15-2, ПОССу10-2 — пайка в автомобилестроении; ПОССу8-3 — лужение и пайка в электроламповом производстве; ПОССу5-1 — лужение и пайка деталей, работающих при повышенных температурах; ПОССу4-6 — пайка белой жести, лужение и пайка деталей с закатанными и клепанными швами из латуни и меди; ПОССу4-4 — лужение и пайка в автомобилестроении; ПОСК2-18 — лужение и пайка металлизированных керамических деталей; ПОСИ30; ПСр3И — пайка меди и ее сплавов и других металлов, неметаллических материалов и стекла с металлическими покрытиями. Пайка деталей радиоэлектронной аппаратуры. Обладает высокой жидкотекучестью и обеспечивает хорошее сцепление спаиваемых поверхностей.https://eti.su/articles/spravochnik/spravochnik_1664.html Флюсы для сварки алюминия и его сплавов. В связи с тем, что тугоплавкая окись алюминия Аl2О3 (Тпл=2030°С) представляет собой чрезвычайно прочное химическое соединение, плохо поддающееся действию флюсующих веществ из-за своего химически нейтрального характера, флюсы для сварки алюминия должны обладать достаточно большой активностью. Наиболее сильно действующие растворители окиси алюминия - галоидные соединения щелочного металла лития. В связи с этим большинство флюсов для сварки алюминия содержит в своем составе хлористый или фтористый литий. Помимо соли лития, флюсы для сварки алюминия содержат также ряд других фтористых или хлористых солей калия, натрия и кальция. Наиболее активные компоненты флюса - соли лития и главным образом хлористый литий. Взаимодействие хлористого лития с окисью алюминия протекает по реакции 6LiCl+Аl2О3=2А1С13+3Li2O. Образуемый в результате приведенной реакции хлористый алюминий улетучивается, так как его температура кипения всего 183°С, окисел же лития всплывает на поверхность ванны в виде шлака. Флюсы для алюминия, содержащие хлористый литий, отличаются исключительно большой гигроскопичностью, в связи с чем хранить их следует в герметически закрываемых банках. Флюсы, содержащие в своем составе хлористый литий, при наличии остатков флюса после окончания сварки на поверхности металла шва и околошовной зоны могут вызвать своеобразную коррозию металла, продолжая взаимодействовать с окисью алюминия, всегда присутствующей на поверхности металла. В связи с этим при использовании флюса с хлористым литием необходимо тщательно очистить поверхность сварного соединения от остатков флюса проволочной щеткой и промыть шов и околошовную зону 2%-ным раствором азотной кислоты (HNO3), а затем водой и просушить. Помимо флюсов, содержащих химически активные элементы, при сварке алюминия находят также применение флюсы, сочетающие в известной мере физическое растворение окислов с химическим взаимодействием элементов. Процесс физического растворения имеет место тогда, когда в жидкой ванне, помимо основных и кислотных окислов, присутствуют некоторые соли, обладающие значительной способностью растворять окислы в расплавленном состоянии. Такой солью является, в частности, криолит AlF3•3NaF, растворяющий в расплавленном состоянии Аl2О3. Флюсы для сварки алюминия и его сплавов. В связи с тем, что тугоплавкая окись алюминия Аl2О3 (Тпл=2030°С) представляет собой чрезвычайно прочное химическое соединение, плохо поддающееся действию флюсующих веществ из-за своего химически нейтрального характера, флюсы для сварки алюминия должны обладать достаточно большой активностью. Наиболее сильно действующие растворители окиси алюминия - галоидные соединения щелочного металла лития. В связи с этим большинство флюсов для сварки алюминия содержит в своем составе хлористый или фтористый литий. Помимо соли лития, флюсы для сварки алюминия содержат также ряд других фтористых или хлористых солей калия, натрия и кальция. Наиболее активные компоненты флюса - соли лития и главным образом хлористый литий. Взаимодействие хлористого лития с окисью алюминия протекает по реакции 6LiCl+Аl2О3=2А1С13+3Li2O. Образуемый в результате приведенной реакции хлористый алюминий улетучивается, так как его температура кипения всего 183°С, окисел же лития всплывает на поверхность ванны в виде шлака. Флюсы для алюминия, содержащие хлористый литий, отличаются исключительно большой гигроскопичностью, в связи с чем хранить их следует в герметически закрываемых банках. Флюсы, содержащие в своем составе хлористый литий, при наличии остатков флюса после окончания сварки на поверхности металла шва и околошовной зоны могут вызвать своеобразную коррозию металла, продолжая взаимодействовать с окисью алюминия, всегда присутствующей на поверхности металла. В связи с этим при использовании флюса с хлористым литием необходимо тщательно очистить поверхность сварного соединения от остатков флюса проволочной щеткой и промыть шов и околошовную зону 2%-ным раствором азотной кислоты (HNO3), а затем водой и просушить. Помимо флюсов, содержащих химически активные элементы, при сварке алюминия находят также применение флюсы, сочетающие в известной мере физическое растворение окислов с химическим взаимодействием элементов. Процесс физического растворения имеет место тогда, когда в жидкой ванне, помимо основных и кислотных окислов, присутствуют некоторые соли, обладающие значительной способностью растворять окислы в расплавленном состоянии. Такой солью является, в частности, криолит AlF3•3NaF, растворяющий в расплавленном состоянии Аl2О3. Флюсы для сварки меди и ее сплавов. Применяемые при сварке медных сплавов кислые флюсы обычно представляют собой соединения бора - буру Na2B4O7•10Н2О и борную кислоту Н3ВО3 или их смеси. Перед употреблением буру необходимо прокаливать, так как в противном случае при нагревании она вспучивается, выделяет кристаллизационную воду и увеличивает количество водяных паров в зоне сварки. Взаимодействие буры с окисью меди по одной из наиболее вероятных реакций может быть представлено следующим образом. При нагревании бура распадается на соль метаборной кислоты NaBO2 и борный ангидрид В2О3: Na2B4O7→2NaBO2+В2О3, которые, взаимодействуя с окисью меди, образуют двойную соль натрия и меди метаборной кислоты 2NaBO2+В2О3+CuO=(NaBO2)2•Си(ВО2)2. Аналогично этому протекает реакция взаимодействия буры с окисью цинка 2NaBO2+В2О3+ZnO=(NaBO2)2•Zn(ВО2)2. Помимо чисто химического действия буры, возможно также и непосредственное связывание борным ангидридом окислов меди и цинка, с образованием борнокислых солей Си•В2О3 и Zn•B2O3. Применяя в качестве флюса борную кислоту, следует иметь в виду что она при нагревании до температуры 550-600°С полностью освобождается от воды и превращается в борный ангидрид, обладающий сильнокислыми свойствами: 2Н3ВО3→В2О3 Соединяясь с образующимся при сварке окислом меди или цинка, борный ангидрид, как и в случае применения в качестве флюса буры, образует борнокислые соли CuO•В2О3 или ZnO•В2О3. http://osvarke.info/gaz-obrabotka/ https://metallicheckiy-portal.ru/1 балл
-
Продолжение темы. Начало здесь: Галерея сварочных работ, часть1






 1 балл
1 балл -
Всем привет, коллеги! Соскучился по форуму.1 балл
-
Вот оно что... В смеси 1.0 проволока на 160-200а сплошным швом без проблем абсолютно, выше видео. Соответсвенно и в СО тоже будет без проблем, так как разница в коррекции напряжения небольшая. Скорей всего дело в горелке, 15-я слабовата для таких токов, перегревается быстро и начинает подергивать, утыкаться. Горелку помощнее надо.1 балл
-
За время общения с кабельной продукцией понял одно- хороший кабель должен быть не нашего производства.Мне лично очень по душе кабеля типа HO7RNF.Взяв у руки- маешь вещь.1 балл
-
так а что еще в кабеле есть? сечение жилы да оплетка. Конечно и хим состав самой жилы может быть накручен и состав оплетки. Да и ГОСТ, он отличается от года. Иногда и ТУ может быть лучше чем ГОСТ. ТУ это быстрое и легкое признание стандарта производства. Но в целом, то с чем имел дело, основное это все же сечение жилы и именно по ТУ она идет меньше положенного, точнее принятого в понимании. Если взять импортный кабель, то у него все та же медь, но вот не гниет она долгое время, даже не покрываясь окислами. Иной кабель берешь и зачищаешь его долго и нудно пока доберешься до медного цвета. Однажды видел как телефонная лапша просто внутри сгнила. Хорошо оплетка полупрозрачная. Сразу видно было где сгнило и таких мест было несколько на длине метров в 5 и это в квартире проложено было. В вашем случае, если кабели для сварки, то и отталкиваться можно от цены. У вас кабель будет на воздухе, ну подогреется немного ну прибавите точку из-за просадки в кабеле, да и фиг бы с ним. Сугубо личное мнение. Другое дело когда в квартире делаешь проводку, да еще скрытую. Тут важно правильно все сделать и просчитать. Тут экономия потом боком может вылезти. Как и покупка удлинителя на 220В. Их так ужасно делают, что просто плакать хочется от увиденного.1 балл
-
С этим я не спорю. Испытывал их после ремонта. Согласен.1 балл
-
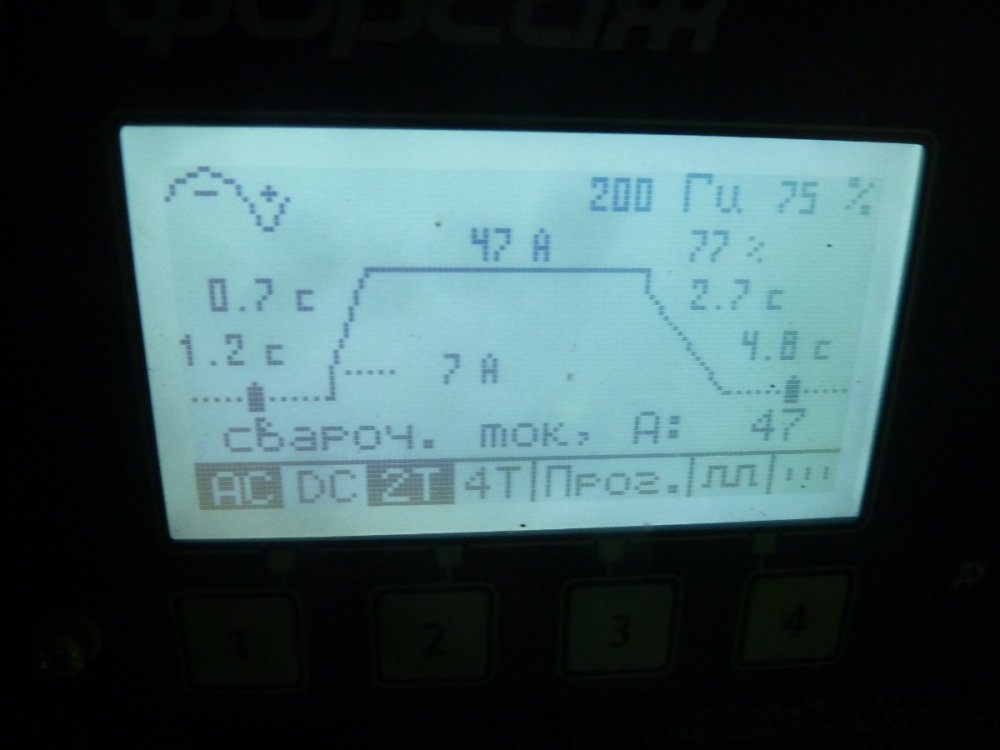
Валер, это форма импульса стабилизации дуги, а не форма выходного напряжения. Он накладывается на силовую переменку для удержания дуги в момент перехода ноля. А транс силовой в любом случае выдаст более сглаженный сигнал. Квадрат там не получится. Даже на малом токе будет сглаженная кривулина. Даже не знаю, как её назвать то. На осциллографе не раз смотрел.1 балл
-
27%-это доля DCEP в периоде АС, соответственно DCEN- 73%.... всё просто и понятно, долю положительной полуволны можно поднять до 50% и опустить до 15% ...1 балл
-
Именно так и есть. Через несколько секунд переходит на регулировку тока. Из любого другого параметра циклограммы.1 балл
-
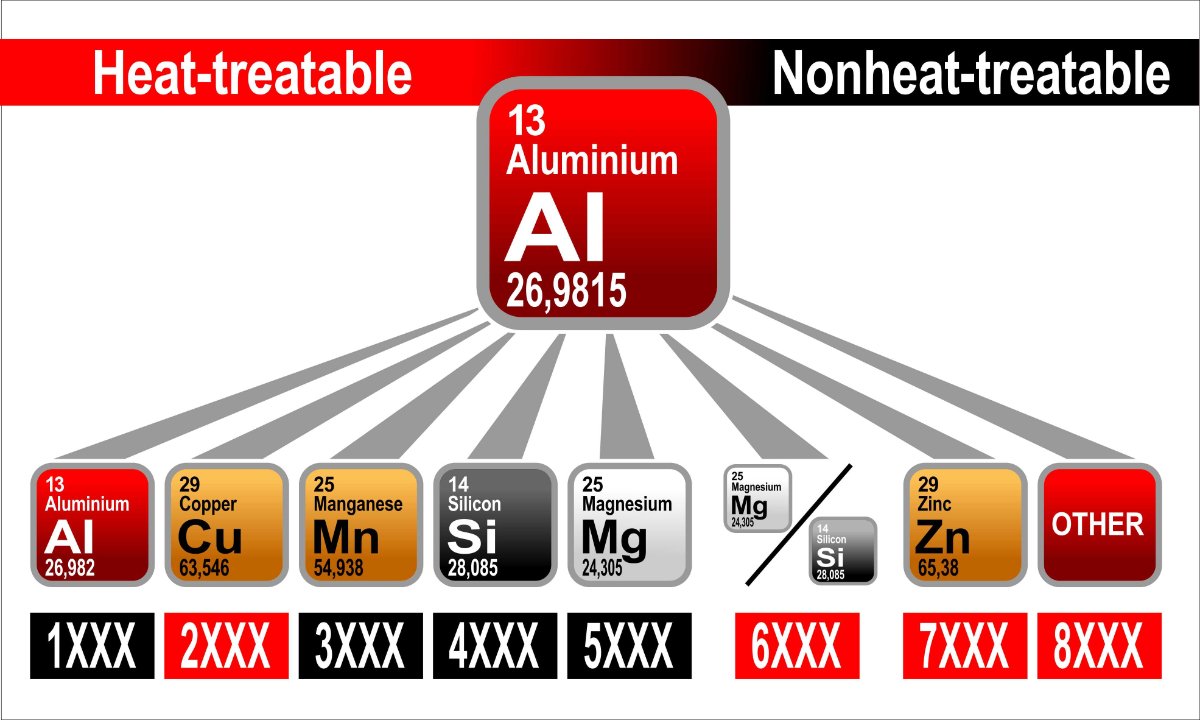
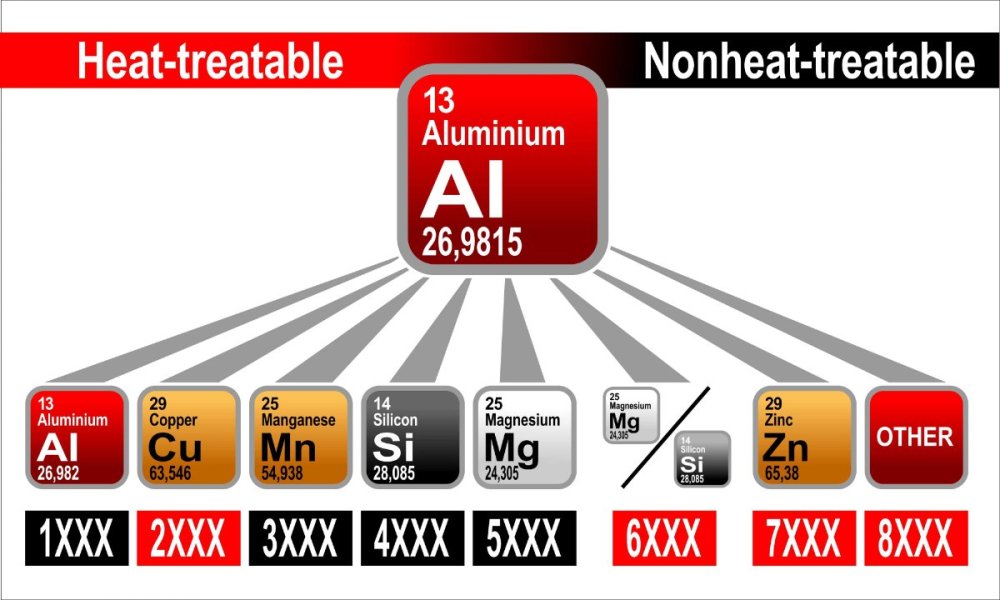
Да,это хороший материал, особенно отметил бы тот,что взят с алюминиевого сайта,после последних разговоров на форуме тоже собирался перенести этот материал сюда на форум, но в раздел Таблица выбора алюминиевого сварочного материала, так как эта информация очень хорошая и к сожалению жалко,что она затеряется на многочисленных страницах сварка алюминия,а раз ты уже выставил и провел такую работу,то будет не красиво мне повторять это,поэтому прошу продублируй пожалуйста весь этот материал в той ветке по таблице выбора присадочного прутка и если не сложно то прошу подредактировать и вставить в начало текста цветную табличку серий,чтоб всем было понятней сплавы делящиеся по сериям и нумерация самих сплавов .Заранее спасибо.
 1 балл
1 балл -
Сварка алюминия. Основы. Свариваемые и несвариваемые алюминиевые сплавы Алюминиевые сплавы сваривают в основном дуговой сваркой в среде инертных газов, неплавящимся или плавящимся электродом, обычно – аргонно-дуговой сваркой. Большинство алюминиевых сплавов легко подвергаются сварке. Однако для некоторых алюминиевых сплавов дуговую сварку не применяют никогда. Почему? Рассмотрим кратко различные серии деформируемых алюминиевых сплавов с точки зрения их свариваемости. Свариваемые алюминиевые сплавы Серия 1ХХХ. Технически чистый алюминий (не менее 99 %). Применяется, в основном, в качестве проводника электрического тока или для изделий с высокой коррозионной стойкостью. Все эти сплавы (марки алюминия) легко свариваются. В качестве сварочного сплава чаще всего применяют сплав 1100 (алюминий марки АД по ГОСТ 4784 на деформируемые алюминиевые сплавы). Серия 3ХХХ. Эта серия включает среднепрочные алюминиевые сплавы, которые легко поддаются формовке. Часто применяют для теплообменников и кондиционеров. Все эти сплавы легко свариваются сварочными алюминиевыми сплавами 4043 или 5356 (аналоги по ГОСТ 4784 – сварочные сплавы СвАК5 и СвАМг5). Серия 4ХХХ. Эти алюминиевые сплавы обычно применяют в качестве сплавов для сварки или пайки. Однако иногда они могут использоваться и как свариваемые материалы. В этом случае их сваривают сплавом 4043 (СвАК5). Серия 5ХХХ. Это серия алюминиевых сплавов в основном для высокопрочных листов и плит. Все они легко свариваются с применением сварочного сплава 5356 (СвАМг5). Для наиболее прочных сплавов, таких как 5083 (АМг4,5), применяют сплавы 5183 или 5556. Серия 6ХХХ. Это – алюминиевые сплавы, главным образом, для прессованных профилей, хотя их также применяют и для листов и плит. Они являются склонными к горячему растрескиванию при сварке. Однако при должной технологии они все довольно хорошо свариваются со сварочными сплавами 4043 и 5356. См. Алюминиевые сплавы: классификация Несвариваемые алюминиевые сплавы А где же знаменитые высокопрочные алюминиевые сплавы серий 2ХХХ и 7ХХХ? Почему не в первых рядах по сварке? А вот почему! Серия 2ХХХ. Эти высокопрочные аэрокосмические алюминиевые сплавы («дюрали») применяют в основном в виде листов и плит. Их химический состав делает большинство из них не свариваемыми методами дуговой сварки из-за их большой склонности к горячему растрескиванию. Исключение составляют сплавы 2219 и 2519, которые хорошо свариваются с применением сварочных сплавов 2319 или 4043. Свариваемость этим сплавам дает почти полное отсутствие в них магния. Аналогом этих двух сплавов является отечественный алюминиевый сплав Д20, из которого делают высокопрочные свариваемые плиты. Популярный за свою высокую прочность сплав 2024 (Д16 по ГОСТ 4784) никогда не сваривают дуговой сваркой, так как он чрезвычайно подвержен горячему растрескиванию при сварке. Серия 7ХХХ. Это тоже серия высокопрочных аэрокосмических алюминиевых сплавов. Подобно сплавам серии 2ХХХ большинство из них не свариваются методами дуговой сварки из-за горячего растрескивания и склонности к коррозии под напряжением. Исключениями являются сплавы с минимальным содержанием меди – менее 0,1 %. Это сплавы 7003 и 7005 (наш 1915) для прессованных профилей и сплав 7039 для листов. Все трое сплавов хорошо свариваются с применением сварочного сплава 5356. Почему не сваривают дюрали? Основная причина горячего растрескивания при сварке «несвариваемых» алюминиевых сплавов серий 2ХХХ и 7ХХХ заключается в следующем. В ходе сварки в зоне шва – зоне термического влияния – по границам зерен выделяются компоненты сплава – эвтектики и интерметаллиды – с температурой плавления ниже, чем у основного сплава. Это понижает и расширяет температурный интервал затвердевания границ зерен. Поэтому, при дуговой сварке этих типов сплавов границы зерен затвердевают последними и, вследствие этого, легко растрескиваются под воздействием усадочных напряжений. Мало того, это приводит к увеличению разности гальванических потенциалов между границами зерен и остальной зеренной структурой, что делает границы зерен более подверженными коррозии под напряжением. Когда заклепки лучше сварки По всем этим причинам алюминиевые сплавы серий 2ХХХ и 7ХХХ чаще соединяют механически, чем сваривают. Иногда применяют контактную сварку, а также сварку трением. Сварка трением «работает» при значительно более низких температурах, чем дуговая, не расплавляет основной металл и поэтому исключает проблемы, связанные с затвердеванием. Источники: Aluminum and Aluminum Alloys, J.R. Davis, Ed., 1996. G. Mathers, The Welding Aluminium and its Alloys, Woodenhead Publishing Ltd, 2002. Дуговая сварка алюминия: выбор сварочного сплава При дуговой сварке алюминия и его сплавов может применяться довольно большое количество сварочных материалов, как отечественных, так и зарубежных. Выбор сварочного сплава для сварки алюминия Японская корпорация KOBE STEEL в своем руководстве по дуговой сварке алюминия и алюминиевых сплавов дает рекомендации по выбору подходящего сварочного сплава из тех, которые представлены в японском стандарте JIS Z 3232 (таблица). Цифровые обозначения сплавов совпадают с обозначениями стандартов ISO и EN, а также имеют широкое применение в России и ее окрестностях. Принимаются во внимание следующие факторы: склонность к образованию трещин; прочность шва при растяжении; пластические свойства сплава; коррозионная стойкость; сочетание оттенков цветов шва и основного металла после анодирования. Среди всех сварочных материалов, наиболее часто применяют алюминиевые сплавы 4043 и 5356. Ниже представлены основные моменты, на которые надо обращать внимание при выборе сварочного материала. Алюминиевый сварочный сплав 4043 Сплав 4043 проявляет высокое сопротивление образованию горячих трещин и поэтому хорошо подходит для сварки сплавов серии 6ХХХ, а также алюминиевых отливок. Его недостатки: 1) материал шва имеет низкую пластичность и 2) из-за высокого содержания кремния его цвет после анодирования плохо сочетается с цветом сплавов серий 5ХХХ и 6ХХХ. Кроме того, сплав 4043 не подходит для сварки сплавов серии 5ХХХ с высоким содержанием магния (3 % и более), поскольку в этом случае в металле шва образуется чрезмерно много интерметаллидных частиц Mg2Si, что снижает его пластичность и повышает склонность к образованию трещин. Алюминиевый сварочный сплав 5356 Сплав 5356 широко применяется для сварки сплавов серии 5ХХХ (например, популярного сплава 5083) и сплавов серии 6ХХХ (например, 6061). Потребление этого сплава составляет более половины всего мирового объема потребления алюминиевых сварочных сплавов. Сплав 5356 содержит небольшое количество титана, чтобы обеспечить мелкую микроструктуру и тем самым улучшить механические свойства металла шва. Если нужно хорошее совпадение цветов шва и основного металла, например, в декоративных или строительных изделиях, применяют сварочный сплав 5356. Алюминиевый сварочный сплав 2319 В большинстве сварных соединений конструкций из алюминия и алюминиевых сплавов металл шва не является термически упрочняемым сплавом или только незначительно термически упрочняется за счет образования твердого раствора легирующих элементов в основном металле. Поэтому, когда сварные конструкции из термически упрочняемых сплавов после сварки должны подвергаться термической обработке, выбор сварочного материала весьма ограничен. При сварке сплавов 2219 и 2014 термически упрочняемый сварочный сплав 2319 обеспечивает максимальную прочность сварного шва. Алюминиевые сварочные сплавы 5183, 5356, 5556 и 5654 Сварочные сплавы 5183, 5356, 5556 и 5654, которые имеют номинальное содержание магния более 3 %, не подходят для изделий и конструкций, которые работают при температурах выше 65 °С, поскольку могут быть подвержены растрескиванию под напряжением. Сварочный сплав 5554 и все другие сплавы, представленные в таблице кроме перечисленных выше, подходят для работы при повышенных температурах. Алюминиевые сварочные сплавы 4043 и 4047 Алюминиево-магниевые сварочные сплавы обладают высокой стойкостью к общей коррозии, когда применяются при сварке алюминиевых сплавов с близким содержанием магния. Однако сварочные сплавы серии 5ХХХ могут быть анодными к алюминиевым сплавам серий 1ХХХ, 3ХХХ и 6ХХХ. Поэтому при работе в воде или влажной среде металл шва сам будет подвергаться коррозии и защищать от коррозии основной металл. Это будет происходить с различной скоростью в зависимости от разности электрических потенциалов металла сварочного шва и основного металла. В этом случае алюминиево-кремниевые сварочные сплавы, такие как сплавы 4043 и 4047, будут более предпочтительными с точки зрения коррозионной стойкости, чем сплав 5356 при сварке, например, конструкции из сплава 6061. Именно поэтому, по-видимому, сварочный сплав 4043 применяется для сварки велосипедных рам из алюминиевого сплава 6061. Источник: The Arc Welding of Nonferrous Metals, KOBE STEEL, LTD, 2011 Горячее растрескивание при сварке алюминиевых сплавов У металлических сплавов известны несколько механизмов растрескивания. К счастью, к алюминиевым сплавам многие из них, например, водородное растрескивание, которое еще называют «холодным растрескиванием», не относятся. Почти все трещины в сварочных швах при дуговой сварке алюминиевых сплавов возникают из-за горячего растрескивания. А именно: трещины возникают в сварном шве при его затвердевании в результате воздействия усадочных напряжений на его микроструктуру. Влияние химического состава алюминия Чтобы понять, почему алюминиевый сварной шов растрескивается и как выбор сварочного сплава (сварочного прутка) влияет на склонность к растрескиванию, очень полезно взглянуть на рисунок.Этот рисунок показывает влияние четырех различных легирующих добавок – Si, Cu и Mg, а также Mg и Si в виде Mg2Si – на склонность алюминиевого сплава к образованию горячих трещин при затвердевании. Важно отметить, что все легирующие добавки влияют на склонность к образованию трещин аналогичным образом. С увеличением концентрации добавки склонность к растрескиванию возрастает, достигает максимума и затем снижается до относительно низкого уровня. Большинство алюминиевых сплавов, которые считаются не свариваемыми без сварочного прутка, имеют в химическом составе хотя бы одну легирующую добавку с концентрацией вблизи пика склонности к растрескиванию. Сплавы, которые показывают незначительную склонность к образованию трещин, оказывается, имеют химический состав, который далек от этих пиков. Действительно, склонность сплавов к растрескиванию зависит в основном только от их химического состава. Выбор сварочного материала Аналогично склонность к растрескиванию в ходе сварки зависит в основном от химического состава сварочной «ванны». Поэтому, принцип выбора сварочного материала заключается в следующем. 1) Для материалов, которые проявляют низкую склонность к образованию трещин нужно применять сварочный материал с аналогичным химическим составом. 2) Для материалов, которые проявляют высокую склонность к образованию трещин нужно применять сварочный материал, который значительно отличается от них по химическому составу, с тем, чтобы попытаться получить химический состав шва вдали от пика растрескивания. Выполнение этого принципа можно проследить при рассмотрении сварочных материалов, которые применяют при сварке сплавов серий 5ХХХ и 6ХХХ. Сварка сплавов алюминий-магний Большинство сплавов серии 5ХХХ проявляют низкую склонность к растрескиванию. Их можно сваривать вообще без сварочного прутка. Пик склонности к растрескиванию находится примерно при 1,5 % Mg. Все сплавы серии 5ХХХ, кроме сплава 5052 (АМг2,5 по ГОСТ 4784), содержат значительно больше магния, чем 1,5 % и находятся поэтому вдали от пика растрескивания. Однако сплав 5052 лежит по магнию прямо на пике растрескивания и, действительно, проявляет довольно высокую склонность к растрескиванию. При выборе материала сварочного прутка для сплавов серии 5ХХХ общим правилом (кроме сплава 5052) является применение в качестве сварочного сплава серии 5ХХХ с немного большим содержанием Mg, чем в основном (свариваемом) сплаве. Для сплава 5052 применяют сварочный сплав с намного большим содержанием магния, такой как 5356 с 5 % Mg. Это дает большой «сдвиг» содержания магния в затвердевающем сварном шве в сторону от пика растрескивания. Сварка сплавов алюминий-магний-кремний Большинство сплавов серии 6ХХХ – сплавов системы Al-Mg-Si – являются очень чувствительными к растрескиванию. Действительно, их химический состав как раз попадает почти на пик, показанный на нижнем графике рисунка. Ни один из этих сплавов нельзя сваривать без сварочного прутка или со сварочным прутком того же химического состава. Если попытаться сделать это, то они будут растрескиваться каждый раз, если к сварочному шву не приложить значительные сжимающие напряжения, как это делается при контактной точечной сварке. Поэтому выбор сварочного материала для этих склонных к растрескиванию сплавов 6ХХХ заключается в применении сварочных сплавов с таким химическим составом, чтобы получить сварочный шов с химическим составом вдали от пика растрескивания. Для этого применяют сварочные сплавы или с высоким содержанием Mg, например, 5356, или с высоким содержанием Si, обычно – сплав 4043. По этой причине не бывает сварочного прутка из сплава 6061. А если бы он был и мы применили бы его для сварки сплава 6061, то сварочный шов неизбежно бы растрескался. Только со сварочным прутком! Важно помнить, что большинство сплавов серии 6ХХХ нельзя сваривать без сварочного прутка. Более того, даже при сварке со сварочным прутком, если подавать его в недостаточном количестве, также возможно возникновение трещин. Источник: Aluminum and Aluminum Alloys, ed. J.R. Davis Чем сваривать алюминиевый сплав 6061-Т6? Для дуговой сварки алюминиевого сплава 6061-Т6 применяют два сварочных сплава: 5356 и 4043. Их аналоги по ГОСТ 4784 и ГОСТ 7871 – СвАМг5 и СвАК5. Каждый из них имеет преимущества и недостатки в зависимости от условий их применения. Прочность или легкость сварки? Как алюминиевый сплав, содержащий 5 % магния, сплав 5356 обычно более прочный и пластичный, чем сплав 4043. Однако сплав 4043, который содержит 5 % кремния, имеет лучшую текучесть, лучшую стойкость к образованию трещин, большее удобство сварки, меньшую склонность к образованию сварочного темного налета и дает сварочному шву более эстетичный вид. Зона термического влияния сварного шва Возникает вопрос: если сплав 5356 прочнее, то нельзя ли применять его всегда? Ответ: нет. Хотя сплав 5356 и прочнее, чем 4043, они оба прочнее, чем самый слабый участок так называемой «зоны термического влияния» стыкового сварного шва сплава 6061-Т6. Этот сварной шов сломается именно в этой зоне – не по сварочному шву – и прочность этой зоны не зависит от примененного сварочного сплава. Сварка угловых швов Другая ситуация возникает для угловых швов. Эти сварные швы чаще всего работают на сдвиг, а не на растяжение, как стыковые швы. Угловые швы почти всегда разрушаются по металлу сварочного шва, и тут может подойти сплав 5356, который имеет прочность на сдвиг почти в полтора раза выше, чем сплав 4043. Коррозионное растрескивание В тоже время, сплав 4043 является менее склонным к растрескиванию, чем сплав 5356. Если сварное изделие будет термически обрабатываться после сварки, то нужно применять сплав 4043, так как после термической обработки сплав 5356 может быть склонным к коррозионному растрескиванию под напряжением. Аналогично, если сварное изделие будет работать при температуре выше 65 °С, необходимо применять сплав 4043 во избежание коррозионного растрескивания под напряжением. Анодирование сварного шва Однако, если изделие будет подвергаться после сварки анодированию, то лучше применять сплав 5356. Высокое содержание кремния сплава 4043 будет причиной темного сварного шва, что сделает его видимым и непривлекательным. Сплав 5356 проанодируется в серебристый цвет. Источник: F. Armao, www.thefabricator.com https://aluminium-guide.com/ Некоторые особенности сварки алюминия.Коэффициент разупрочнения сваркой основного металла. При аргоно-дуговой сварке алюминиевых сплавов встречаются различные дефекты: газовая пористость, окисные пленки, вольфрамовые включения, трещины, несплавление и смещение кромок и пр. Основные из них — газовая пористость (—48%) и окисные пленки (~34%). Опасный дефект — кристаллизационные (горячие) трещины. Газовая пористость. Получение плотных швов при сварке алюминия и его сплавов более сложно, чем при сварке других металлов. Образующаяся на поверхности алюминия и его сплавов окисная пленка активно адсорбирует влагу. При нагреве влага реагирует с металлом, в результате чего происходит диссоциация пара с выделением водорода — основного источника пор в сварных швах. Причинами пористости являются: газонасыщенность основного материала и присадочной проволоки, присутствие влаги на поверхности материала и в защитной среде, нестабильность протекания процесса сварки. Исследования, выполненные в области газовой пористости, определили два основных направления в разработке средств повышения плотности сварного соединения: 1) уменьшение водорода вследствие эффективной обработки поверхности исходного металла (химическое травление, шабрение, термообработка в вакууме или в аргоне и пр.); 2) уменьшение водорода в результате эффективного воздействия на условия кристаллизации сварочной ванны (погонная энергия, двухдуговая сварка, магнитное перемешивание и др.). Окисные пленки — опасный дефект в сварном соединении. Значительный брак по окисным пленкам наблюдается при сварке тонколистовых деталей с расположением плен в корне шва. Несмотря на эффективное воздействие катодного распыления при аргоно-дуговой сварке разработка средств и методов по устранению окисных пленок в сварном шве в настоящее время остается актуальной. Разработка различных способов химической обработки поверхности металла позволяет оперативно воздействовать на структуру окисной пленки и ее толщины. Так, подтверждено эффективное воздействие на величину окисной пленки химической полировки и электрополировки. Кристаллизационные (горячие) трещины. Одна из основных проблем при сварке сплавов на алюминиевой основе — склонность материала к трещинообразованию. А. А. Бочвар, Н. Н. Рыкалин, Н. Н. Прохоров, И. И. Новиков и Б. А. Мовчан обобщили основные положения исследований горячих трещин при сварке и литье. Они отмечают, что сопротивляемость образования кристаллизационных трещин при сварке и литье определяется тремя характеристиками: величиной «эф фективного» интервала кристаллизации, пластичностью в этом интервале и темпом деформации. Таким образом, изменяя химический состав основного металла и сварочной проволоки, представляется возможным оказывать влияние на эффективный интервал кристаллизации и пластичность. Что касается темпа деформации, то он в основном предопределяется процессом сварки и условиями его выполнения. Вольфрамовые включения. При стабильном горении дуги вольфрамовый электрод практически не расплавляется. Однако незначительный расход его все же имеет место. Зависит он от многих факторов: активирующих присадок, токовой нагрузки, чистоты и расхода инертного газа, числа зажиганий или коротких замыканий дуги. Частицы вольфрама, попадая в сварочную ванну, загрязняют сварной шов. Они являются инородным телом в наплавленном металле и ухудшают работоспособность сварного узла. С введением активирующих добавок возрастает эрозионная стойкость вольфрама при сварке в аргоне на переменном токе. Введение оксида лантана (—3 %) или оксида иттрия (~3 %) снижает электродные потери в 1,5—2 раза по сравнению со сваркой с электродом из чистого вольфрама. Эффективным средством повышения стойкости вольфрама следует признать сварку в импульсном режиме. Дефекты, допустимые без исправления. Кристаллизационные (горячие) трещины и окисные пленки, обнаруженные в сварном соединении, подлежат обязательному устранению. Поры, вольфрамовые включения, раковины и другие дефекты допускаются без исправления в конструкции в определенном количестве и объеме. Термически неупрочняемые алюминиевые сплавы Применяемые в промышленности алюминиевые термически неупрочняемые сплавы имеют относительно невысокие механические свойства в отожженном состоянии. Нагартйвка сплавов данной группы повышает их прочностные характеристики. Однако при сварке в зоне термического влияния происходит разупрочнение. Временное сопротивление при растяжении сварного соединения приближается к временному сопротивлению отожженного материала. Для упрочнения зоны термического влияния в настоящее время применяют достаточно эффективный метод холодной и тепловой прокатки сварного соединения. Недостаток его — невозможность использования для сварных изделий сложной конфигурации. В последнее время в промышленности нашло применение химическое фрезерование листового нагартованного материала, позволяющее получать равнопрочными сварное соединение и основной металл вследствие утолщения свариваемых кромок. Толщину зоны утолщения устанавливают расчетным путем, исходя из условий равнопрочности сварного соединения и основного металла. Ширину зоны утолщения определяют экспериментально и она зависит от способа сварки и толщины свариваемого материала. Временное сопротивление при растяжении стыкового сварного соединения с усилением из алюминиевых деформируемых сплавов, не упрочняемых термической обработкой, зависит от способа сварки, толщины свариваемого материала, дефектов, допустимых без исправления, и определяется коэффициентом разупрочнения основного металла при сварке. Ниже приведены значения коэффициента разупрочнения бв/бв (бв — временное сопротивление основного металла в отожженном состоянии) в зависимости от толщины материала при ручной и автоматической дуговой сварке неплавящимся электродом: http://metallicheckiy-portal.ru/imgart/st086/st086-0061-1.jpg Временное сопротивление сварных соединений из нагартованного материала определяется коэффициентом разупрочнения и временным сопротивлением материала в отожженном состоянии, так как в переходной зоне сварного соединения происходит локальная термообработка — отжиг. Алюминий. Алюминий марок АД1 и АД обладает хорошей свариваемостью при аргоно-дуговой сварке и почти не склонен к образованию кристаллизационных http://metallicheckiy-portal.ru/imgart/st086/st086-0061-2.jpg трещин. Коэффициент трещинообразования при сварке крестовой пробы (проволока Св. АВ00, Св. А1) на материале толщиной 2 мм составляет 5 %. При сварке крестовой пробы оценку свариваемости проводят по коэффициенту трещинообразования К: при К < 10 % —хорошая, при К—10—20% — удовлетворительная, при К> 20 % — неудовлетворительная. Алюминий и его сварные соединения обладают повышенной пластичностью и сравнительно низкой прочностью (бв = 60—70 МПа) в отожженном состоянии при высокой коррозионной стойкости. Сплавы системы А1—Мп. Введение марганца сохраняет высокие пластические свойства, коррозионную стойкость и свариваемость алюминия. При сварке крестовой пробы сплава АМц коэффициент трещинообразования составляет —7 %. Для сварки изделий из сплава АМц неплавящимся (вольфрамовым) и плавящимся электродами рекомендуется сварочная проволока марки Св.АМц. Сварные соединения сплава АМц при высокой коррозионной стойкости и хорошей технологической пластичности имеют низкую прочность (бв = 100—110 МПа). Сплавы системы Al—Mg. Временное сопротивление бв сварных соединений сплавов данной системы в основном зависит от количества присутствующего в них магния и марганца, а именно: AMrl 100 МПа; АМг2 170; АМгЗ 200; АМг4 230; АМг5 250 и АМгб 300 МПа. Сплавы АМгЗ, Амг4 и АМгб обладают хорошей свариваемостью при аргоннодуговой сварке. Удовлетворительную свариваемость имеют и сплавы AMrl, АМг2 и АМг5. Коэффициент трещинообразования при сварке крестовой пробы сплавов в отожженном состоянии составляет, %: для сплава AMrl —12; АМг2 —15; АМгЗ ~6; АМг4 ~10; АМг5 ~12; АМг6 ~8. Во всех случаях при сварке использовали проволоку основного металла, за исключением сплава АМг2 (проволока Св.АМгЗ). Коррозионная стойкость сварных соединений сплавов AMrl, АМг2, АмгЗ и АМг4 высокая, сплавов АМг5 и АМг6 — удовлетворительная. Сплавы, упрочняемые термической обработкой Высокие прочностные характеристики сварного соединения из этих сплавов, близкие к свойствам основного металла, могут быть получены только после полной термической обработки сварного узла. Осуществить термообработку изделия не всегда возможно. По этой причине временное сопротивление сварного соединения достигает лишь значения 0,6—0,7 от временного сопротивления основного металла. Это объясняется тем, что в области термического влияния происходит разупрочнение материала, который претерпевает ряд структурных изменений, отвечающих различным температурам и времени нагрева. Временное сопротивление стыкового сварного соединения с усилением из алюминиевых деформируемых сплавов, упрочняемых термической обработкой, зависит от способа сварки, толщины свариваемого материала, состояния материала до и после сварки, а также от дефектов, допустимых без исправления. Ниже приведены значения коэффициента разупрочнения сваркой основного металла бв/бв (бв — временное сопротивление основного металла в исходном состоянии) в зависимости от толщины материала при ручной и автоматической дуговой сварке неплавящимся электродом: http://metallicheckiy-portal.ru/imgart/st086/st086-0062-1.jpg Сплавы системы Al—Си—Мп. Представителем свариваемых сплавов А1—Си— Мп являются сплавы Д20 и 1201. Основное достоинство сплавов этой системы — высокая длительная прочность сварных соединений в интервале 250—300 °С и хорошая работоспособность при низких температурах. Значительное упрочнение металла шва достигается после искусственного старения. Естественное старение сварных соединений практически не происходит. Временное сопротивление бв стыкового сварного соединения, выполненного автоматической аргонно-дуговой сваркой неплавящимся электродом, составляет для Д20 300 МПа, для 1201 320 МПа. Состояние материала: закалка + искусственное старение + сварка. Сплавы Д20 и 1201 обладают удовлетворительной свариваемостью. Коэффициент трещинообразования (крестовая проба) данных сплавов в закаленном и искусственно состаренном состоянии составляет для Д20 —15 % и для 1201 —8 % при сварке проволокой основного состава. Коррозионная стойкость сварных соединений пониженная. Удовлетворительная защита сварного соединения достигается анодированием после сварки с последующим лакокрасочным покрытием. Сплавы системы Al—Mg—Si. Основное упрочнение сварных соединений из сплавов этой системы достигается в результате закалки и последующего искусственного старения. Предел прочности бв стыкового сварного соединения с усилением (при полной термообработке материала перед сваркой) составляет, МПа: для сплава АД31 210, АДЗЗ 240 и АВ 260, Свариваемость сплавов АД31 и АДЗЗ удовлетворительная. Хорошая свариваемость при аргонно-дуговой сварке у сплава АВ. Коэффициент трещинообразования при сварке крестовой пробы сплавов АДЗЗ и АВ составляет ~10 %, сплава АД31 —15%. При сварке указанных сплавов рекомендуется проволока марки св. АК5. Коррозионная стойкость сварных соединений высокая. Сплавы системы Al—Cu—Mg. Основной недостаток сплавов этой системы (Д1, Д16, Д19 и др.) — неудовлетворительная свариваемость при аргоно-дуговой сварке, а именно: повышенная склонность сплавов к образованию кристаллизационных трещин. В настоящее время проходят промышленное опробование новые высокопрочные свариваемые алюминиевые сплавы ВАД1 и М40. Эти сплавы по сравнению с другими сплавами данной системы обладают удовлетворительной свариваемостью. Временное сопротивление стыкового сварного соединения сплавов ВАД1 и М40 (искусственное старение перед сваркой) составляет бв= 320-5-330 МПа. Значительная сопротивляемость образованию горячих трещин наблюдается при сварке сплавов ВАД1 и М40 присадочной проволокой того же химического состава, что и основной металл. Коэффициент трещинообразования при сварке этого сплава в состаренном состоянии не более 12%. Сплавы системы Al—Zn—Mg. Некоторые сплавы этой группы, несмотря на высокую прочность после термообработки, до последнего времени не находили применения в промышленности. Это объясняется тем, что высоколегированные свариваемые сплавы оказались склонными к коррозии под напряжением, а низколегированные не имели существенных преимуществ по прочности по сравнению с высоколегированными сплавами типа магналия. Проведенные многочисленные исследования показали возможность разработки некоторых свариваемых сплавов данной системы с хорошей коррозионной стойкостью (1915, В92ц и др.). Свариваемые алюминиевые сплавы приобретают высокие механические свойства после искусственного или длительного естественного старения (бв = 380—420 МПа). При естественном старении основной прирост механических свойств сплавов (бв = 400 МПа) и их сварных соединений (бв = 360 МПа) достигается по истечении трех месяцев. Сплавы В92ци 1915удовлетворительно свариваются при аргонно-дуговой сварке с присадкой проволоки марок св. В92 и 1557, соответственно. Коэффициент трещинообразования по крестовой пробе составляет 10—15%. Коррозионная стойкость сварных соединений сплавов 1915 и В92 в агрессивных средах пониженная. Удовлетворительная защита сварного соединения достигается http://metallicheckiy-portal.ru/articles/cvetmet/prim_aluminievix_splavov_v_tovarax/16 http://remkvartur.ru/wp-content/uploads/2012/11/01356887.jpg Контроль качества сварных соединений алюминия Качество сварных соединений определяет срок службы и надежность работы конструкций различного назначения из алюминия и его сплавов, применяемых в машиностроении, таких как емкости, резервуары, технологические трубопроводы и др. Для оценки качества сварных соединений конструкций из алюминия и его сплавов в основном применяют следующие методы контроля: внешний осмотр и измерения, гамма- или рентгенографирование, ультразвуковую дефектоскопию, испытание гидравлическим давлением или гелиевым течеискателем. Помимо этого, проводят испытания механических свойств соединений, металлографические исследования, контроль термической обработки, если она предусмотрена технологическим процессом. Контроль осуществляют работники ОТК завода-изготовителя или другой изготовляющей организации во многих случаях с участием представителя заказчика. Объем и методы контроля устанавливаются техническими условиями на изделие или специальными «Правилами контроля», распространяемыми на группу изделий или типов конструкций. Контроль качества сварных соединений алюминия и его сплавов имеет свои особенности в связи с повышенной склонностью швов к образованию пористости, а также к возникновению несплавлений; между швами и кромками и между валиками. Несплавления, как правило, не выявляются рентгено- и гаммаграфированием, поэтому следует применять метод ультразвуковой дефектоскопии. При сварке неплавящимся электродом со сквозным проплавлением и формированием корня шва на неостающейся подкладке частым дефектом, не обнаруживаемым рентгено- или гаммапросвечиванием, является несплавление в корне шва. При отсутствии доступа для подварки такие швы следует сваривать с защитой корня шва нейтральным газом. Кромки перед сваркой необходимо подвергать шабровке для удаления окисной пленки. При многослойной сварке поверхностная пористость нижележащих валиков может переплавляться при наложении последующих валиков! Поэтому при промежуточном контроле просвечиванием ее можно не учитывать. Контролю внешним осмотром обычно подвергают 100% выполненных швов. Внешние дефекты, такие, как трещины, наплывы, прожоги, незаваренные кратеры, свищи в начале Шва (зажигание дуги на основном металле), выводы кратера на орновной металл, сплошные сетки или цепочки пор, непровары, подрезы — не допускаются. Для рентгеновского контроля применяют отечественные установки РУП-120-5, РУП-200-5, РУП-400 и аппараты зарубежных фирм, например, типа BGL-140 и BGL-200 бельгийской фирмы «Baltospot», типа «Liliput-120» и «Liliput-200» венгерской фирмы «Medicor» и др. В монтажных условиях применяют гаммадефектоскопы типа ГУП, РИД с источниками кобальта-60, цезия-137, иридия-194 и др. В связи с повышенной пористостью сварных швов возникают определенные трудности в установлении норм на количество и размеры допустимых дефектов Их устанавливают в большинстве случаев, исходя из технологических возможностей существующих методов сварки на основании статистических данных. Нередко при оценке качества швов по результатам просвечивания применяют эталонные снимки. Для примера ниже приведены нормы на допустимые дефекты при рентгеновском контроле сварных швов, выполненных неплавящимся электродом на трубах со стенками толщиной 3,5 и 3,9 мм. Не допускаются и подлежат исправлению следующие дефекты, выявленные с помощью рентгеновских снимков: 1) трещины, непровары, кратеры, свищи; 2) цепочки пор и вольфрамовых включений размером более 0,5 мм; 3) скопления Мелких дефектов — пор, включений размером более 0,5 мм, в общей сумме превышающих по площади 15 мм2, распространенных на любые 100 мм длины шва; 4) одиночные поры и вольфрамовые включения размером более 0,5 мм в количестве более трех, расположенные на участке шва длиной 100 мм. Контроль рентгено- или гаммаграфированием сварных соединений толщиной 40 мм и более производят через 20—30 мм заполнения разделки. Это целесообразно для проверки устранения обнаруженных ранее дефектов. Глубину залегания недопустимых дефектов по результатам просвечивания определяют методом ультразвукового контроля, позволяющего более точно зафиксировать место положения дефекта по толщине шва. Наличие скоплений и цепочек пор на рентгеновских снимках после окончательного просвечивания определяют по результатам послойного ультразвукового контроля. Для сварных швов этих толщин, выполненных плавящимся электродом в среде защитных газов, недопустимы следующие дефекты: 1) трещины, несплавления, незаплавленные кратеры, цепочки и скопления пор, наплывы; 2) поры и включения диаметром более 3 мм, поры и включения диаметром менее 3 мм при суммарной площади их изображения на снимке, составляющей более 2% по отношению к площади шва на любые 100 мм снимка. Поры и включения, расположенные на глубине менее 5 мм, исправлению не подлежат, так как они переплавляются при наложении последующих валиков. Браком считают детали, в которых при ультразвуковом контроле обнаружены следующие дефекты: 1) с эквивалентной площадью более 4 мм2 при контроле слоя толщиной 40 мм и более 7 мм2 при контроле слоя толщиной 200 м; 2) с условной протяженностью более 10 мм при глубине залегания дефектов до 40 мм и более 15 мм при глубине 40— 150 мм. Допускаются дефекты с эквивалентной площадью менее 4 мм при суммарной площади менее 2% площади на любых 100 мм длины, не носящие протяженного характера. Контроль ультразвуком производится с применением существующего для этих целей оборудования — УЗД-ЗМ, ДУГ-11ИМ и ДУГ-13ИМ и др. Помимо рассмотренных, в зависимости от требований к конструкции и условий эксплуатации применяют и другие методы контроля: а) проверка квалификации сварщиков, операторов, работников дефектоскопии и инженерно-технического состава, принимающего участие в изготовлении конструкций и контроле сварных соединений; б) контроль качества сборки под сварку; в) контроль в процессе сварки; г) контроль качества свариваемых и сварочных материалов и материалов для дефектоскопии. Особое внимание должно уделяться контролю качества травления присадочной проволоки и подготовки кромок под сварку (зачистка, травление). В процессе сварочных и контрольных работ необходимо вести «Журнал сварочных работ», в который вносить все данные о сварке и результатах контроля сварных соединений . http://svarder.ru/kontrol_kachestva_svarnyix_soedinenij_alyuminiya.html ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия (с Изменениями N 1, 2)http://docs.cntd.ru/document/1200004669 Внедрение сварных алюминиевых конструкций Дальнейшее внедрение сварных алюминиевых конструкций в различные отрасли машиностроения во многом зависит от разработки новых способов сварки алюминиевых сплавов. Раньше алюминиевые сплавы сваривали в основном в нижнем положении из-за высокой жидкотекучести расплавленного алюминия. В последнее время разработаны новые способы сварки, позволяющие сваривать алюминий во всех пространственных положениях. Так в ИЭС им. Е. О. Патона разработан способ импульсной сварки плавящимся электродом. В научно-исследовательском и конструкторском институте монтажной технологии (НИКИМТе) разработан метод сварки труб с применением формирующего давления в их внутренней полости. За рубежом разработан способ механизированной сварки алюминиевых листов большой толщины в вертикальном положении, обеспечивающий получение высококачественных стыковых и угловых швов. Разработка новых способов сварки, как правило, сопровождается созданием соответствующего сварочного оборудования, позволяющего получить новый качественный эффект при изготовлении сварных конструкций. Учитывая, что проблема очень широка, авторы не ставили себе задачу охватить все вопросы, связанные со сваркой конструкций из алюминиевых сплавов, и остановились на вопросах газоэлектрической сварки алюминиевых сплавов. Более детально осветили вопросы сварки трубных узлов и крупногабаритных деталей ответственных конструкций. Сплавы алюминия в зависимости от назначения делят на деформируемые и литейные. Деформируемые алюминиевые сплавы разделяют на две группы: неупрочняемые и упрочняемые термической обработкой. К неупрочняемым термической обработкой относятся сплавы типа магналия (AMrl, АМг2 АМгЗ, АМг5 и АМгб), сплавы АМц, АМцС, а также алюминий АДОО, АДО, АД1 и АД. К упрочняемым термической обработкой относятся сплавы АД31, АДЗЗ, АВ, Д1, Д16, Д18, АК4, АК4-1, АК6, АК8, Д20, В93, В94, В95 и др. Из деформируемых сплавов изготовляют различные полуфабрикаты в виде листов (толщиной до 10 мм), плит (толщиной свыше 10 мм), прессованных профилей, поковок, штампованных заготовок, прутков, проволоки, фольги, труб. Термически упрочняемые алюминиевые сплавы обладают более высокими прочностными свойствами, чем термически неупрочняемые. Однако прочность последних можно повысить путем нагартовки. Разупрочнение алюминия при сварке В сварных соединениях термически неупрочняемых сплавов системы А1—Mgнаименьшую прочность имеет металл шва, она составляет обычно 0,85—0,95 прочности основного металла. Во многих случаях этого достаточно, чтобы не предпринимать дополнительных мер с целью повысить прочность металла шва. Если листы перед сваркой нагартованы, то разупрочнение происходит также и в околошовной зоне. Равнопрочность всех зон сварного соединения и основного металла можно достигнуть прокаткой роликами металла шва и околошовной зоны, а также путем увеличения содержания магния в присадочной проволоке. Значительно больше проблем возникает в случае необходимости получения сварных соединений, однородных по химическим свойствам с основным металлом термически упрочняемых сплавов. Металл зоны сплавления и околошовной зоны при сварке термически упрочненных алюминиевых сплавов подвергается термической обработке различных видов: закалке, отжигу, возврату. На рис. 1 приведена зависимость механических свойств сплава типа авиаль (системы А1—Mg—Si) от температуры и продолжительности выдержки. В зависимости от температуры и продолжительности ее воздействия степень разупрочнения различна. В некоторых случаях прочность сварных соединений сплавов, типа авиаль, дуралюмин может составлять лишь 50% прочности основного металла. Рис. 1. Влияние различных термических циклов на механические свойства сплава САВ-1: а, б — термические циклы; в — изменение механических свойств На рис. 2 показаны изменения твердости в сварном соединении труб сплава типа авиаль в поперечном направлении. В зоне сварного шва, где температуры достаточно высоки, обычно происходит последующее естественное старение металла с повышением прочностных характеристик. В зоне отжига обычно не удается достигнуть повышения прочности до уровня основного металла без повторной закалки всего соединения. Однако закалка всего сварного соединения (конструкции) возможна далеко не всегда, так как такую операцию трудно выполнить на крупногабаритной конструкции, а также на любой конструкции, имеющей жестко заданные размеры и не имеющей припуска на механическую обработку. Рис. 2. Изменение твердости в сварном соединении труб из сплава типа авиаль (1-18 — номера точек измерения) Следует отметить, что в тех многочисленных случаях (например, при сварке конструкций из сплавов авиаль, дуралюмин), когда для снижения склонности сварных швов к трещинообразонию приходится применять сварочную проволоку, отличающуюся по химическому составу от основного металла (например, значительно увеличивая в сварочной проволоке по сравнению с основным металлом процент содержания кремния), получить металл шва, равнопрочный основному металлу, невозможно. Ожидаемое снижение прочности сварных соединений следует учитывать при назначении допустимых нагрузок на конструкцию. В последнее время получили распространение самозакаливающиеся алюминиевые сплавы. Эти сплавы стареют очень медленно и достигают нормальной прочности примерно через три месяца. Самозакаливающиеся сплавы относятся к системе А1—Zn—Mg. Для повышения предела текучести сплавы подвергают искусственному старению при 100° С в течение 90—100 ч. Сплавы такого типа, например, содержащие 4,5% Zn, 1,5% Mg, до 3% Мп и 0,2% Cr, в состоянии после искусственного старения имеют предел текучести 28—33 кГ/мм2, предел прочности при растяжении 36— 41 кГ/мм2. После сварки и искусственного старения при 100— 110° С в течение четырех суток предел прочности достиг 34— 39 кГ/мм2, при этом угол изгиба составил 130—160°. Однако при хороших прочностных показателях сплав обладает склонностью к образованию трещин в шве и зоне сплавления. Положительное влияние на уменьшение склонности к образованию трещин оказывает применение присадки типа СвАК5. Из самозакаливающихся сплавов наибольшей стойкостью против образования кристаллизационных трещин обладают сплавы системы Аl—Zn—Mgс повышенным содержанием магния (6,5%) и небольшими добавками меди. Повышения прочности сварных соединений сплава В95 достигают термической обработкой, однако не удается получить прочность сварных соединений выше 80% прочности основного металла при низком уровне пластичности. Возникновение трещин Склонность к трещинообразованию Существенным затруднением при сварке алюминиевых сплавов является склонность их к образованию трещин. Некоторые сплавы склонны к образованию горячих трещин, возникающих в период кристаллизации металла сварочной ванны, в других образуются холодные трещины, обнаруживаемые иногда спустя несколько месяцев после сварки. Трещины всех типов чрезвычайно опасны для конструкций, так как могут привести к внезапному и полному их разрушению. Горячие трещины выявлять несколько проще, так как все сварные швы при изготовлении конструкций подвергают различным методам контроля. Холодные трещины особенно опасны тем, что возникают в конструкциях, эксплуатируемых или находящихся на хранении как бездефектные. Разрушения от холодных трещин наступают неожиданно. В некоторых случаях растрескивание протекает в коррозионной среде. Поэтому все алюминиевые сплавы, прежде чем использовать для изготовления конструкций, необходимо тщательно исследовать на склонность к образованию горячих и холодных трещин. Склонность алюминиевых сплавов к образованию трещин увеличивается с увеличением количества в них легирующих элементов, с повышением их прочности. Это относится к таким сплавам, как В95, В96, М40, 01915, 01911, 01063, ВАД23 и др. Трещины при сварке возникают при достижении предельной деформации в металле шва или в зоне взаимной кристаллизации. В результате неравномерного распределения температур при сварке также в отдельных зонах металла возникают растягивающие напряжения. При остывании шва растягивающие напряжения возникают в зоне, где при нагреве была максимальная температура. В высоколегированных сплавах по границам зерен образуются эвтектики, которые в момент кристаллизации зерен остаются жидкими, имеют низкую прочность и при приложении растягивающих напряжений легко разрушаются. Возникновение трещин Возможность возникновения трещин помимо химического состава сплава определяется также другими факторами, задающими величину и темп развития деформации в определенные промежутки времени. Величина и темп развития деформации металла на различных этапах нагрева и охлаждения зависят от режима сварки, условий охлаждения и жесткости закрепления. Холодные трещины в алюминиевых сплавах могут быть не только металлургического происхождения, но и возникать от неправильного применения некоторых технологических операций. Например, проковка сварных швов может приводить к образованию трещин, иногда не выходящих на поверхность металла. Выявление таких дефектов затруднительно, поэтому в случае необходимости проведения подобных операций требуется тщательное предварительное исследование. Чистый алюминий марок AB0000, АВ000, АВОО не склонен к образованию горячих трещин. Стойкость к образованию трещин снижается при увеличении содержания кремния, а также может снижаться или повышаться в зависимости от содержания железа. Алюминий других марок проявляет склонность к образованию трещин особенно при сварке листов и плит большой толщины. Подавление склонности к образованию горячих трещин в сплавах, содержащих до 0,35% Si, достигается таким содержанием железа, что выдерживается отношение Fe: Si>= 0,5. При более высоком содержании кремния соединение без трещин может быть получено при соотношении указанных элементов больше единицы. Сплавы системы А1—Мп применяют только с содержанием 1,2—1,6% Мп (сплав АМц). Этот сплав относится к числу хорошо сваривающихся. Тонкие листы (до 3 мм) свариваются без трещин. При сварке листов большей толщины склонность к образованию горячих трещин зависит также от содержания железа и кремния. У сплавов типа АМц, содержащих более 0,2% Fe, при соотношении Fe: Si> 1 склонность к образованию трещин близка к нулю. При содержании более 0,2% Siдолжно сохраняться соотношение Fe: Si> 1. Сплавы системы А1—Mgобладают меньшей склонностью к образованию горячих трещин, чем сплавы систем А1—Си и А1—Si. Наибольшая склонность к образованию трещин наблюдается при сварке тавровых проб сплава, содержащего 1—2% и 2,5 — 3,9% Mgпри испытаниях на образцах крестовой пробы [17, 121]. Для предотвращения образования трещин необходимо применять присадочный материал с большим содержанием магния. К термически упрочняемым сплавам системы А1—Mg—Siотносятся применяемые в СССР сплавы АВ, АК6-1 и АКВ. Упрочнение этих сплавов достигается за счет выделения фазы Mg2Siпри старении. Особенностями свариваемости таких сплавов являются повышенная склонность к образованию горячих трещин в процессе сварки и разупрочнение в околошовной зоне. Наибольшую склонность к образованию горячих трещин проявляют сплавы, содержащие 0,2—2% Siи 0,2—1,5% Mg. Склонность к образованию горячих трещин определяется наличием легкоплавкой тройной эвтектики А1—Mg—Mg2Si, а также двойных эвтектик А1—Mg2Siи А1—Si, расширяющих интервал твердожидкого состояния сплава. Использование присадочных материалов В сварных соединениях сплавов типа авиаль значительное уменьшение склонности к образованию горячих трещин может быть достигнуто при использовании присадочных материалов с содержанием 4,5—6,0% Si. При этом склонность к образованию трещин, определяемая по крестовой пробе, уменьшается с 60% до 0. Таким присадочным материалом может быть проволока СвАК5. Применение присадочных проволок, содержащих несколько процентов магния, например, АМг6, также исключает образование трещин в шве, но одновременно с этим интенсивно развиваются околошовные трещины. Это связано с более широким интервалом твердо-жидкого состояния и большей линейной усадкой металла шва, выполненного таким присадочным материалом. При сварке сплава такого типа с применением присадочной проволоки, содержащей 5% Si, получаются швы, пониженные механические свойства которых не могут быть повышены термической обработкой. При сварке деталей из сплава типа АВ хорошие результаты получены при использовании присадочного материала, содержащего 0,9% Mg, 2,3—3,5% Si, а также 0,25% Ті, 0,4% Мп или 0,2% Сг. Испытаниями на крестовой пробе трещины не обнаружены. Швы, выполненные с помощью этой присадки, имеют один цвет с основным металлом после анодирования в отличие от швов, выполненных с присадкой СвАК5. Сплавы АК6 и АК8, содержащие 2,2 и 4,3% Cu, склонны к образованию горячих трещин при сварке крестовой пробы. Эта склонность уменьшается при введении в них 0,08—0,15% Ті. К сплавам системы А1—Си относятся литейные АЛ7, АЛ 12 и деформируемый Д20. Сваривающийся сплав Д20 содержит 0,4— 0,8% Мп и 0,1—0,2% Ті. Последний значительно измельчает зерно металла шва. Для повышения стойкости против трещин в сплаве должно быть не более 0,3% Fe, 0,2% Siи 0,05% Mg. Дуралюмины относятся к системам Аl—Cu—Mg—Mn и Аl— Cu—Mg—Mn—Si. Основные марки дуралюмина Д1, Д6, Д16, 3125, АК8, ВД17. При сварке эти сплавы обладают повышенной склонностью к образованию трещин, а их сварные соединения имеют пониженные значения механических свойств в зоне сплавления со швом. Применением присадочных проволок типа СвАК5 и В61 можно снизить вероятность образования трещин при любом способе сварки. Существенное значение при этом имеет правильный подбор режимов сварки. Низкая пластичность шва и зоны сплавления обусловлена тем, что по границам оплавленных зерен располагаются хрупкие прослойки интерметаллидов. Одним из наиболее распространенных сплавов системы Аl— Zn—Mg—Cu является сплав В95. Для повышения коррозионной стойкости листы из сплавов В95 плакированы сплавом, содержащим 3,5% MgZn2. Сплав В95 склонен к образованию горячих и холодных трещин. Последние наблюдаются только при газовой сварке. Для сварки сплава В95 применяют присадочный материал химического состава: 6% Mg, 3% Zn, 1,5% Cu, 0,2% Mn, 0,2% Ті, 0,25% Cr или 5% Mg, 0,2—1,5% Cu, 10% Zn, 0,2% Mn, 0,2% Ті, 0,25% Cr, остальное Аl. Можно также использовать сплавы, содержащие 3% Mg, 6% Zn, 0,5—1% Ті или 8—10% Mg, остальное Аl. Исправление дефектов Газоэлектрическая сварка металлов является сложным технологическим процессом, в ходе которого возможно появление дефектов, не допустимых по условиям работы сварных конструкций. Необходимость исправлений дефектов определяют по результатам дефектоскопического контроля согласно техническим условиям на приемку сварных соединений. Удаление дефектного участка шва следует производить в зависимости от размера сварного соединения пневматическим зубилом, шарошкой, шабером, но ни в коем случае не абразивным инструментом, так как абразив остается в металле шва и качество поверхности выборки получается неудовлетворительным. Форма разделки дефектного места должна иметь плавный переход к окружающим участкам сварного соединения. Перед подваркой проводят дополнительный контроль дефектного места, чтобы подтвердить устранение дефекта. Подварку выполняют ручной или полуавтоматической сваркой с соблюдением всех требовачий подготовки деталей и материалов к сварке. После подварки производят окончательный контроль согласно техническим условиям на приемку сварных соединений. При сварке деталей из термически упрочняемых алюминиевых сплавов следует иметь в виду, что каждая подварка при исправлении дефектного участка шва приводит к снижению прочности сварного соединения из-за дополнительного разупрочнения металла в зоне термического влияния при повторных нагревах. Поэтому при сварке термически упрочняемых сплавов необходимо в каждом отдельном случае рассматривать вопрос о допустимости более чем однократной подварки или допустимости подварки вообще. Контроль качества сварных соединений алюминия Качество сварных соединений определяет срок службы и надежность работы конструкций различного назначения из алюминия и его сплавов, применяемых в машиностроении, таких как емкости, резервуары, технологические трубопроводы и др. Для оценки качества сварных соединений конструкций из алюминия и его сплавов в основном применяют следующие методы контроля: внешний осмотр и измерения, гамма- или рентгенографирование, ультразвуковую дефектоскопию, испытание гидравлическим давлением или гелиевым течеискателем. Помимо этого, проводят испытания механических свойств соединений, металлографические исследования, контроль термической обработки, если она предусмотрена технологическим процессом. Контроль осуществляют работники ОТК завода-изготовителя или другой изготовляющей организации во многих случаях с участием представителя заказчика. Объем и методы контроля устанавливаются техническими условиями на изделие или специальными «Правилами контроля», распространяемыми на группу изделий или типов конструкций. Контроль качества сварных соединений алюминия и его сплавов имеет свои особенности в связи с повышенной склонностью швов к образованию пористости, а также к возникновению несплавлений; между швами и кромками и между валиками. Несплавления, как правило, не выявляются рентгено- и гаммаграфированием, поэтому следует применять метод ультразвуковой дефектоскопии. При сварке неплавящимся электродом со сквозным проплавлением и формированием корня шва на неостающейся подкладке частым дефектом, не обнаруживаемым рентгено- или гаммапросвечиванием, является несплавление в корне шва. При отсутствии доступа для подварки такие швы следует сваривать с защитой корня шва нейтральным газом. Кромки перед сваркой необходимо подвергать шабровке для удаления окисной пленки. При многослойной сварке поверхностная пористость нижележащих валиков может переплавляться при наложении последующих валиков! Поэтому при промежуточном контроле просвечиванием ее можно не учитывать. Контролю внешним осмотром обычно подвергают 100% выполненных швов. Внешние дефекты, такие, как трещины, наплывы, прожоги, незаваренные кратеры, свищи в начале Шва (зажигание дуги на основном металле), выводы кратера на орновной металл, сплошные сетки или цепочки пор, непровары, подрезы — не допускаются. Для рентгеновского контроля применяют отечественные установки РУП-120-5, РУП-200-5, РУП-400 и аппараты зарубежных фирм, например, типа BGL-140 и BGL-200 бельгийской фирмы «Baltospot», типа «Liliput-120» и «Liliput-200» венгерской фирмы «Medicor» и др. В монтажных условиях применяют гаммадефектоскопы типа ГУП, РИД с источниками кобальта-60, цезия-137, иридия-194 и др. В связи с повышенной пористостью сварных швов возникают определенные трудности в установлении норм на количество и размеры допустимых дефектов Их устанавливают в большинстве случаев, исходя из технологических возможностей существующих методов сварки на основании статистических данных. Нередко при оценке качества швов по результатам просвечивания применяют эталонные снимки. Для примера ниже приведены нормы на допустимые дефекты при рентгеновском контроле сварных швов, выполненных неплавящимся электродом на трубах со стенками толщиной 3,5 и 3,9 мм. Не допускаются и подлежат исправлению следующие дефекты, выявленные с помощью рентгеновских снимков: 1) трещины, непровары, кратеры, свищи; 2) цепочки пор и вольфрамовых включений размером более 0,5 мм; 3) скопления Мелких дефектов — пор, включений размером более 0,5 мм, в общей сумме превышающих по площади 15 мм2, распространенных на любые 100 мм длины шва; 4) одиночные поры и вольфрамовые включения размером более 0,5 мм в количестве более трех, расположенные на участке шва длиной 100 мм. Контроль рентгено- или гаммаграфированием сварных соединений толщиной 40 мм и более производят через 20—30 мм заполнения разделки. Это целесообразно для проверки устранения обнаруженных ранее дефектов. Глубину залегания недопустимых дефектов по результатам просвечивания определяют методом ультразвукового контроля, позволяющего более точно зафиксировать место положения дефекта по толщине шва. Наличие скоплений и цепочек пор на рентгеновских снимках после окончательного просвечивания определяют по результатам послойного ультразвукового контроля. Для сварных швов этих толщин, выполненных плавящимся электродом в среде защитных газов, недопустимы следующие дефекты: 1) трещины, несплавления, незаплавленные кратеры, цепочки и скопления пор, наплывы; 2) поры и включения диаметром более 3 мм, поры и включения диаметром менее 3 мм при суммарной площади их изображения на снимке, составляющей более 2% по отношению к площади шва на любые 100 мм снимка. Поры и включения, расположенные на глубине менее 5 мм, исправлению не подлежат, так как они переплавляются при наложении последующих валиков. Браком считают детали, в которых при ультразвуковом контроле обнаружены следующие дефекты: 1) с эквивалентной площадью более 4 мм2 при контроле слоя толщиной 40 мм и более 7 мм2 при контроле слоя толщиной 200 м; 2) с условной протяженностью более 10 мм при глубине залегания дефектов до 40 мм и более 15 мм при глубине 40— 150 мм. Допускаются дефекты с эквивалентной площадью менее 4 мм при суммарной площади менее 2% площади на любых 100 мм длины, не носящие протяженного характера. Контроль ультразвуком производится с применением существующего для этих целей оборудования — УЗД-ЗМ, ДУГ-11ИМ и ДУГ-13ИМ и др. Помимо рассмотренных, в зависимости от требований к конструкции и условий эксплуатации применяют и другие методы контроля: а) проверка квалификации сварщиков, операторов, работников дефектоскопии и инженерно-технического состава, принимающего участие в изготовлении конструкций и контроле сварных соединений; б) контроль качества сборки под сварку; в) контроль в процессе сварки; г) контроль качества свариваемых и сварочных материалов и материалов для дефектоскопии. Особое внимание должно уделяться контролю качества травления присадочной проволоки и подготовки кромок под сварку (зачистка, травление). В процессе сварочных и контрольных работ необходимо вести «Журнал сварочных работ», в который вносить все данные о сварке и результатах контроля сварных соединений различными методами. Материал с сайта: http://ruswelding.com1 балл
-
Трубочка с большегруза , пополам да и потертости имелись . поправили ,CuSi3 1.6мм ,







 1 балл
1 балл -
вот и наступил новый 2017год.




















 1 балл
1 балл -
1 балл
-
Господа, прошу оценить: сварка отводов сварных секторных диаметром 720мм R1,5 90 град. из стали 12Х18Н10Т толщиной 12 мм. Сварка велась роботом проволокой ОК Autrod 318LSi диаметром 1,2 мм в смеси Корнигон 2 (97,5%Ar + 2,5%CO2) на подварке. Первый (заполняющий) проход: Второй (облицовочный) проход: Замок первого прохода, смещение и начало второго прохода:



 1 балл
1 балл -
П/а.Св08гс,Со2, опорная пластина 8мм,профильная труба 80х80х3мм.косынки 6мм.Сварка в два прохода.Профильная труба 100х100х4мм и 80х80х3мм.Первый проход.



 1 балл
1 балл -
Тоже свои выложу с сегодняшней шабашки.

 1 балл
1 балл -
Пaфтаренье - Мать & Ученья! Всё!













 1 балл
1 балл -
Кубовая часть ф1420мм толщина 10мм вертикально. Врезки ф219мм и ф40мм трубы вертикально.






 1 балл
1 балл -
Надо понимать, что 4 дня никто из пользователей форумов ничего не варил? ПДГ/MAG: ПДГ/MIG:




 1 балл
1 балл