Лидеры




Популярный контент
Показан контент с высокой репутацией 08.04.2022 во всех областях
-
Продам сварочные аппараты: Где на фото с горелками, значит горелка в комплекте. 1) Kemppi MasterTig 2500 AC-DC (новый); 2) Fronius TransTig 2200 Job ( пробег 62 часа); 3) EWM Tetrix 270 DC (новый); 4) Lorch T250 DC (новый, пару часов поработал); 5) Selco Genesis 1700 TLH ( пробег часов 30...40); 6) Kemppi Master MLS 3500 ( состояние отличное ); 7) Форсаж 315М (новый). Находятся в г.Рязань. Звоните, пишите, спрашивайте не стесняйтесь +7 920 632-27-77 Александр, WhatsApp и Viber присутствуют Если не отвечаю, то занят на работе, позже перезвоню или напишу. 1. Kemppi MasterTig 2500 AC-DC ( новый ) - цена 150 тыс.руб. 2. Fronius TransTig 2200 Job ( пробег 62 часа ) - ПРОДАН 3. EWM Tetrix 270 DC (новый) - цена 80 тыс.руб. 4. Lorch T250 DC (новый, пару часов поработал) - цена 80 тыс.руб. 5. Selco Genesis 1700 TLH ( пробег часов 30...40) - цена 70 тыс.руб. 6. Kemppi Master MLS 3500 ( состояние отличное ) - цена 55 тыс.руб. 7. Форсаж 315М (новый) - цена 25 тыс.руб.




















 5 баллов
5 баллов -
2 балла
-
Вот про этот Форсаж вообще ничего сказать не могу, его даже никто не пробовал. В своё время подарок нашему предприятию от дружественного предприятия. Так включил, ручечки покрутил, по переключал и всё.1 балл
-
. Естественно нужна. . Немного по другому: "Компрессор" - "Влагоотделитель" - "фильтр100микрон" - "фильтр20микрон" - "фильтр 5микрон" - "осушитель" - ТРАССА - "Фильтр 1микрон" "Дыхательный(угольный) фильтр"- "Фильтр 0,5микрон" регулятор потока - человек. . Если использовать специализированные фильтры "дыхательные" то они могут быть совмещены с финальным и предфильтром, но до "ТРАССЫ" фильтрация та-же, иначе дыхательный будет умирать за час. . Хороший дыхательный воздух это дорого. А если дышать с компрессора без фильтрации, то хлопотно... сначала суета в первый день, потом в девятый, потом сороковой...1 балл
-
Вот, может прояснит. https://lion-group.ru/files/SATA_TDS/brochure_ru_sata_vision_2000_sata_air_star.pdf1 балл
-
Начальник выговаривает подчинённому: - Зачем я вам инструкцию к аппарату давал!? Подчинённый: - Ну... когда он сгорел - мы ей дым разгоняли...1 балл
-
Думаю, вне зависимости от курса, поднявшиеся на что-либо цены уже не упадут.1 балл
-
На днях попался радиатор-монстр от погрузчика Хитачи, высотой 1,2м примерно. Толщина стенки бачка 8-9мм. После вскрытия, как оказалось весь напрочь забитый. В нижнем бачке вырезал только крышку А вот верхний бачок оказался двухярусный, так сказать два в одном. Сверху расширительный бак. Кроме этого для меня оказалось странным применение такого типа сот на водяном охлаждении. Корея После пересчета, этих "дырочек" оказалось примерно 1600 штук. Но я чисткой не занимался, эту ответственную работу доверили гостям из ближнего зарубежья и был выдан инструмент из 08ГС2 толщиной в 1мм. Бачки были успешно сварены после скоса кромок в три прохода. Но вся засада оказалась дальше, когда я начал приваривать верхний бачок к радиатору. Моего форсажа200 просто не хватало на этого монстра, еще бы +50А и было бы все супер. Нагревал резаком, но должного эффекта не наблюдалось, все тепло расходилось по всей площади, но для начало старта как бы хватало. Тогда я просто первые 10см долго топтался на месте и после этого делал совсем короткие паузы на каждые последующие 10-15см. Тут я понял, что кто-то из моих подопечных может "умереть" навсегда. Оставил на руке с горелкой х/б рукавицу, и как только не было терпежу прекращал и делал паузу. Пронесло, все живы и форсаж и АГНИ... )))







 1 балл
1 балл -
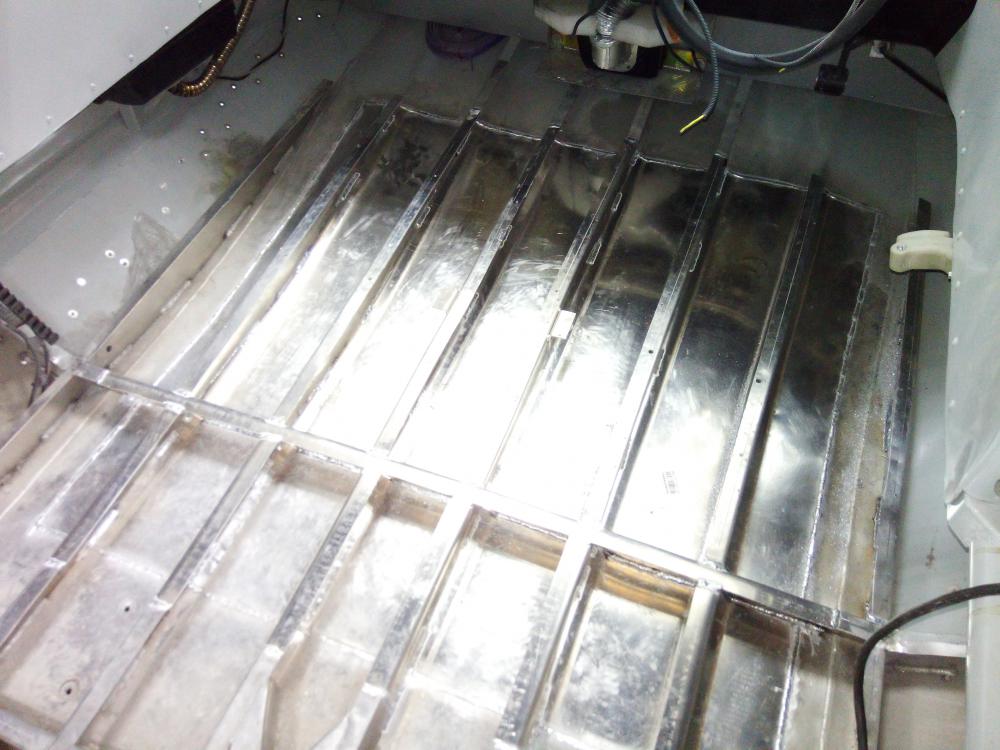
Как-то я уже ремонтировал подобную лодку (аэроглиссер), но там был "перевертыш", а тут другая ситуация. В тундре, где "кругом пятьсот", напоролись на железо "якорного типа", которое не видно было под снегом... Пропороли лодку насквозь... пришлось вырезать вот такой кусочек ибо все было растянуто и погнуто. Ну и востановление. Часть прогонов удалось восстановить, ну а часть пришлось самому гнуть. Материал АМГ2 3мм.






 1 балл
1 балл -
Прочитал усе!!! Ну и сразу про "тапку в пол" и если рука сварщика позволит работать быстро то почему и нет , но одно условие присадка должна быть на весу и по капельно добавляться в ванну и не ползти по детали . Объясню , когда присадка ползет по детали то примерно одна треть что касается не имеет очистки от оксида и посему уже брак , ну а на весу вряд ли получится быстро и будет перегрев ну и все исходящее налицо . Так что ваш друг из Патона прав, да и в книгах это есть в советских , присадка навесу не выходя из под защиты аргона и тем самым она очищается и попадает полностью очищенной и не даром даже на роботах и автоподатчиках имитируют "подачу сварщика" И второе , так как быстро не получится и перегрев обеспечен а Ал его не любит и не даром придуманы импульсы и прочее кои повышают качество сварки в разы и провар есть и перегрева нет. Всегда задумывался про американскую бабочку и в Ал ее не применяют, но вот и на других металлах так ли она хороша. Может для облицовки эта "размазня" еще и пойдет . но вот когда вижу как варят корень и размазывают присадку по бокам разделки и что то мне это не очень нравится и предвижу что где едет присадка то есть по зазору то там не все так хорошо. Ну и видео , не совсем удачное так как старался как можно ближе и через фотик не сподручно работать . Ну и считайте сами изгибы где присадка "ползком" двигалась и там где капельками передавалась и делайте выводы .1 балл
-
Плавный нагрев это начало пути в алюме плавно переходящий в " тапку в пол". -))) По делу. Алюминий, как и любой другой металл можно сваривать по всякому, формирование шва - тоже вариантов масса. Как правило вид шва о глубине проплавления не говорит. Чешуя, это чисто эстетика, ИМХО. Проплав и сплавление обратного валика на алюме - это ооочень тщательная подготовка кромок. Еще совет (мне его дали в начале моего пути в РАДС) - если за 3 сек сварочная ванна не образовалась, прибавляй ток. Очень правильный совет, помогающий избежать многих проблем. На прихватке ванна должна образоваться за 1 сек, иначе металл утянет. Давай, задавай конкретные вопросы, желательно с фото.1 балл
-
Успокойтесь мужики.Сегодня делал.И красиво хотят и крепко.Для меня при таком количестве сварки, меньше поводок.Правда, есть "горб" 2мм. не критично, но убрать придётся.
 1 балл
1 балл