Лидеры




Популярный контент
Показан контент с высокой репутацией 21.07.2016 во всех областях
-
Закончили заказ, упаковали назад тревожный чемоданчик, ждем...
 12 баллов
12 баллов -
форумчане всем доброго вечера !!! Доброго здоровья ,всем добро !!! вот чуть чуть фото , за 3 дня то что сделали залили пол в гараже , после подготовили площадку на улице. залили .сегодня все доделали . аргон теперь на своем месте,окно у стола выше вытяжка. станок по гибке теперь стоит на своем месте у ворот гаража , мангал переехал






 7 баллов
7 баллов -
@Гржемелик, 1) Станок- это конечно хорошо, но я без него работаю, крою обычной ручной циркуляркой. Главное- резать с упором в какую-то шину, я пользуюсь оконными дюралевыми профилями, сначала размечаю, ставлю две риски: одна- линия реза. вторая- правее первой на расстояние, равное расстоянию от края платформы циркулярки до диска и +1мм, у меня это расстояние равно 35мм, без упора режу только не ответственные детали. Пристегиваю эксцентриковыми зажимами, под нижнюю губку зажима кусочек ДВП подкладываю, чтоб избежать вмятин. Диск лучше выбрать более мелкозубый (я пользуюсь Т60 при Ф 180мм) 2) Перед наклеиванием кромок не поленитесь, отшлифуйте кромки деталей. Я пользуюсь ПВХ кромкой, она удобней меламиновой. Кромки клею утюгом, прижимаю резиновым валиком, затем срезаю излишки с краев острым канцелярским ножем и шлифую кусочком мелкой наждачки. прилепленной к деревянному брусочку. В итоге должно получится как-то так 3) По фурнитуре: использую следующие наименования: ножки, уголки несущие (под болты М6), полочные уголки (полкодержатели не использую, надоели летающие полки), Петли шарнирные. Скажу сразу: можно соединять мебельные щиты в торец саморезами, евровинтами, шкантами и стяжками, но на уголках с болтами- само удобно и надежно, исключается риск выламывания крепежного элемента. Под шарнирные петли гнезда можно высверливать сверлом фостнера и сверлом-фрезой (с ограничительным упором), последнее предпочтительней. Расстояние от кромки дверки до центра отверстие должно быть между 21 и 22мм (в идеале- 21.5мм), центр лучше наметить шилом. Молдинги отрезаю на ус торцевкой, до этого отрезал в стусле ножевкой по металлу, с креплением не заморачиваюсь- высверливаю отверстия, прикручиваю саморезом мелким и закрашиваю шляпку черной краской, клей на ЛДСП не держится! 3) Практически все модули, касающиеся земли я делаю на никелированных ножках т.к дсп имеет склонность коробится и крошится. В случае, если вес модуля не большой, можно в качестве ножек использовать боковые панели, предварительно закромив их и прикрутив к ним ножки-лягушки (небольшие пластиковые кусочки) Но лучше все таки никелированные. 4) Вместо ЛДСП можно использовать обычное дсп, окрашеное после раскройки, ошлифовки и предварительной сборки, таким образом можно пустить в дело и старое, потерявшее товарный вид дсп. Вот эти стенки стоят у меня дома: А это в прошлом году в садик по заказу делал: Да, и помните: любая мебель начинается с проекта и расчета, перед началом работ нужно расчиать все размеры, и хоть сейчас полно программ для расчета, лучше все же делать это на бумаге, а программы- это для клиента.


















 7 баллов
7 баллов -
Теперь буду говорить друзьям-У меня есть СВОЯ АЗС.
 7 баллов
7 баллов -
Анекдот с соседнего форума. На 9 месяце беременности попросила мужа накрасить ногти на ногах. Долго бурчал, отнекивался, мол, не мужское это дело. Обиделась, ушла мыться. Выхожу: сидит, красит СЕБЕ ногти и бубнит: "Чего вам, беременным, только в голову не взбредет."6 баллов
-
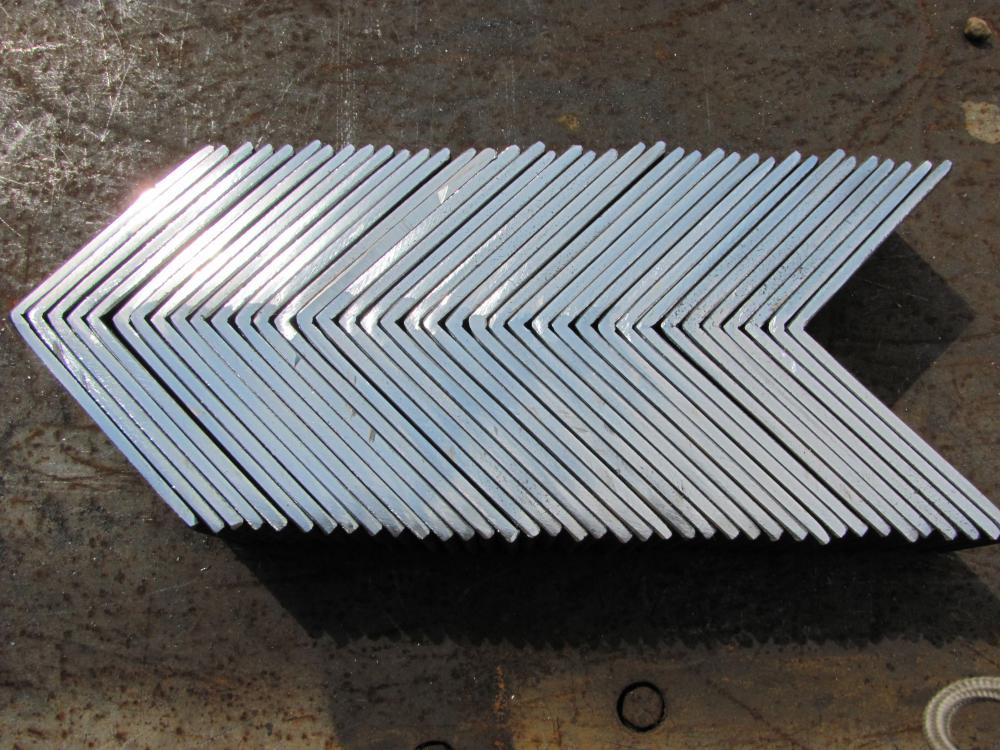
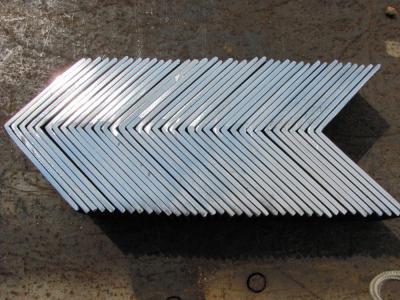
Вид на срезы углового типа соединения (для забора делал уголки к столбам, для крепежа прожилин), s=4 мм, Ст3, один проход в СО2 проволокой 1мм.




 6 баллов
6 баллов -
Интерпульс 140А, er5183, 1,2мм. Толщина вставки 5мм. Два вертикала ТИГом, терпеть не могу п/а встык.


 6 баллов
6 баллов -
Забацал вот такую беседку Очень понравилась. Сделал вставку с паутиной и паучком... А чтобы сделать дуги построил этого монстра



 5 баллов
5 баллов -
Правильные парни не ищут смотровую яму/подъёмник лёгкий путей!
 5 баллов
5 баллов -
дык это у меня оказывается профессионализм после полулитра появляется?? Так всем теперь и буду говорить - я профессионал, а не пьяная скотинка. ы-ы-ык...Хорошего настроения, звиняюсь за флуд!5 баллов
-
Красиво у вас там тоже))) Вот где я сейчас нахожусь, наконец-то лето пришло правда на 1 день только, но всё-таки)) Так-то, конечно всё красиво, фьёрды кругом круто.... но изоляция полная!!! Интернет через раз работает, зато работа в двух шагах, но и магазины соответственно в 18 км) И вообще особо не куда сходить, со скуки помираю немного, а так ещё и без машины так вообще



 4 балла
4 балла -
Переделаный по двесте раз баянистый анекдот про кривоногих. http://s020.radikal.ru/i716/1607/01/b5f475f805ac.jpg http://s019.radikal.ru/i632/1607/72/168010a8e5b7.jpg4 балла
-
Трубка от нивы,отломилось по буртику,браться не хотел,но попросили попробовать за неплохую сумму.По сварке все получилось,после чего обработал напильником,утечек нет.
 4 балла
4 балла -
Токарочку вот закончил.Буду осваивать токарное дело.

 4 балла
4 балла -
Пригнали сегодня 78-й Прадик, где-то там глушак сечёт, ну и по мелочи фигню всякую. Посмотрел, офигел, надо сымать и латать дыры. Сдёрнул последние 2 части глушака с помощью воротка, трубы и той самой матери. Небольшие отверстия. "Креативный ремонт", нанотехнологии шагают по стране: вместо проволочки - хомуты из жести на болтах М6. Как и в Сколково - по сути фигня, но типа держит. Приёмная труба на банке. Удалил сквозную гниль, положил латки с полторашки (гнул о 50-мм трубу). Наружная жесть вся полопалась, обварил вкруговую. Под ней слой стекловаты и сам глушак. Последнему колену сильно досталось, сначала от коррозии, потом от меня. Как обычно - самая гниль - сварочный шов и далее от него. В итоге всё герметично. Клиент доволен, я тоже.





 4 балла
4 балла -
Всем привет! Вот мое рабочее место, работаю сейчас под навесом собственного изготовления Вот верстак Сейчас к нему прикрутил две стропилы, т.к приходится дсп кроить (помимо сварки я занимаюсь мебелью, делаю а заказ, еще мне очень понравились передвижные подставки для инструмента, вот прикрутил колесики к еще союзной этажерке, Оказалось очень удобно, вот мой щиток с розетками и узо, Ну а это моя главная гордость - моя коллекция электроинструмента, Собирал я это все на протяжении почти 6 лет, (инструментами заинтересовался рано, в 12 лет я уже сделал первую кухонную стенку, в 15- пергалу из уголков на болтиках, в 16 получил сварочник...)





 3 балла
3 балла -
Хочу поделиться информацией о прибамбасе для лазерных нивелиров. А конкретнее о приемнике лазерного луча. Лазерный нивелир штука полезная, но на улице в белый день трудно применимая. Не спасают даже специальные очки, а работать надо. Озадачился я значит покупкой сего чуда и стал по магазинам высматривать. В первом где нашел и попросил продемонстрировать, приемник наглухо отказался работать. Как хозяин магазина не бился, ноль эмоций на луч лазера. Порешили что бракованный. Попал я во второй магазин, самый крупный в нашем городе по инструменту. Вижу лежит это чудо, да по цене хорошей, докризисной и со скидоном еще. Покажите говорю как работает. Достали, включили и та же песня. Сказали что наверное он только к ротационным дорогим подходит на том и откланялись. Ну думаю -один раз это случайность, а два - совпадение. Чего то эти продованы не знают. Полез в тырнет и выяснил что приемники эти работают с нивелирами у которых есть режим пульсации луча. На невелире это может быть кнопка "Р" или "D" или знак "_П_П_ " как на моем. Сгонял я домой, взял свой нивелир, привез в магазин и о чудо. Все заработало. Ну и еще один момент, у БОШа только его приемники работают. Вот такая коробочка от фирмы ADA, а нивелир у меня KAPRO. Дружат тем не мение. Пробовал на улице при разбивке фундамента - песня. Не надо теперь по вечерам с нивелиром скакать.
 3 балла
3 балла -
В нашем городе проблему блудных кошек решили блудные собаки. Они их тупо ловят и едят. Потому кошаки трутся возле решёток подвальных и далеко не ходят. А вот на собак деньги кой какие выделяются, все больше их с бирками в ушах - стерилизованные значит.Это вечная возня с защитой животных не имеет конца. Все тычат пальцем в заграницу, мол учитесь у них. Но за границей их сперва тупо отстреляли всех , а потом начали дрюкать нерадивых хозяев.3 балла
-
Вот на досуге сварил стул, остается покрасить и обтянуть сиденье губкой.
 3 балла
3 балла -
Раз уж мы тут про балансы и полуволны с импульсами , скину сюды интересное кино. Вот бы еще перевести что он за кадром болтает. https://www.youtube.com/watch?v=UkCcorHrCRQ3 балла
-
Продолжу о своем городе3 балла
-
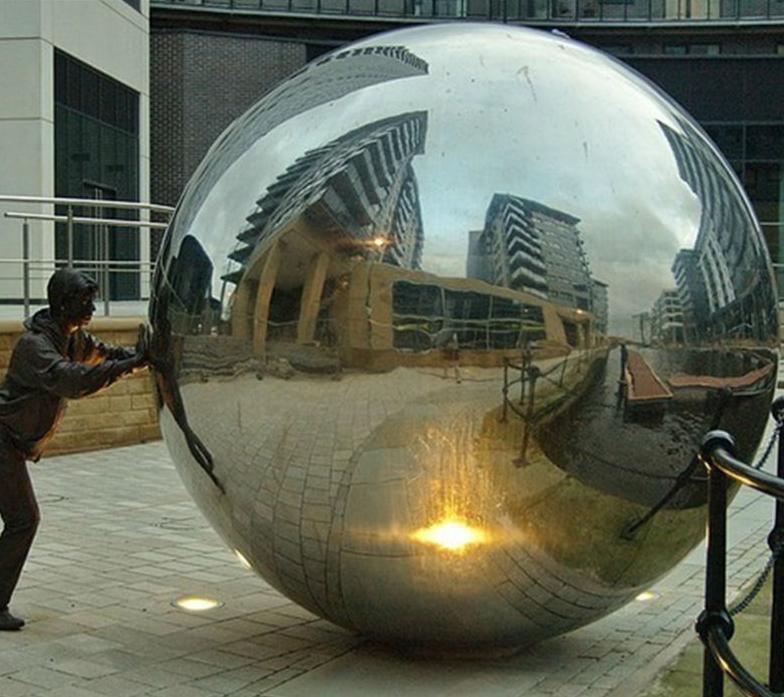
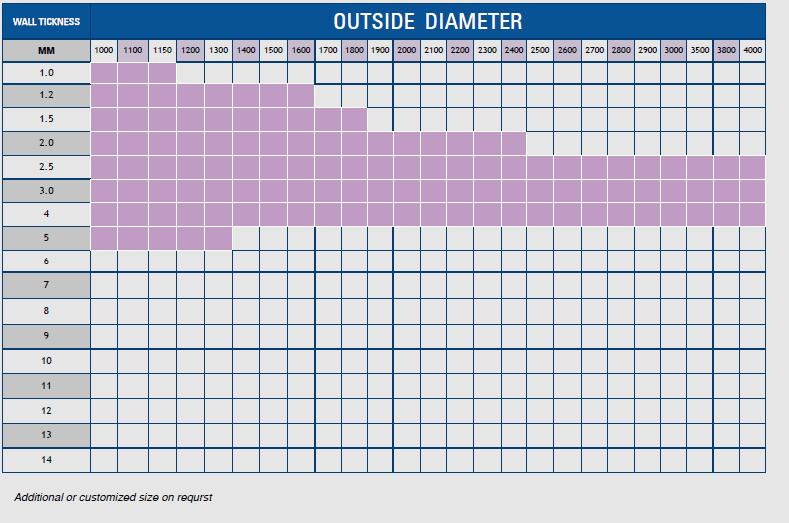
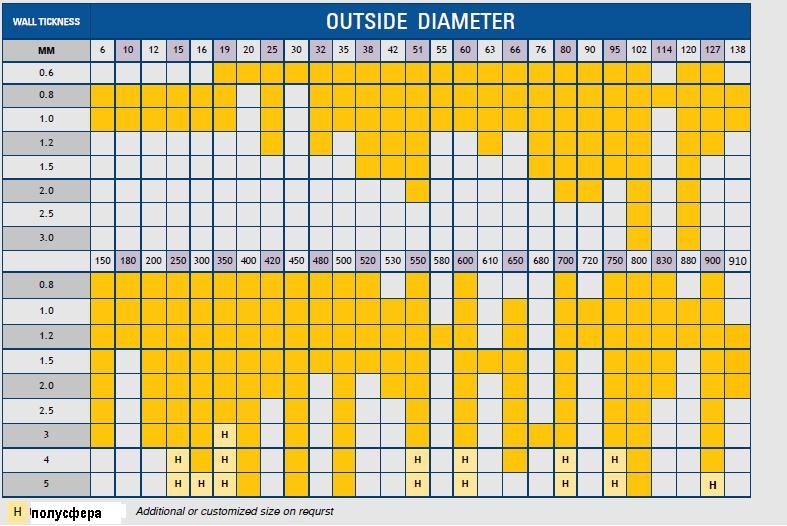
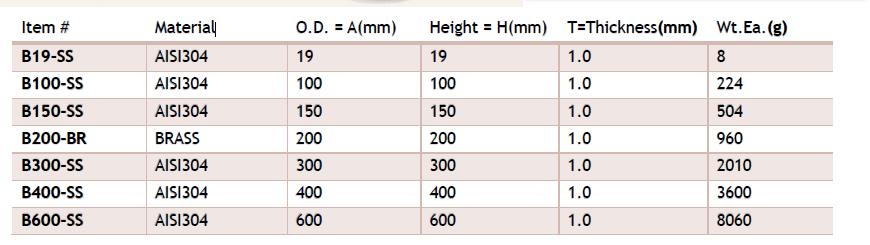
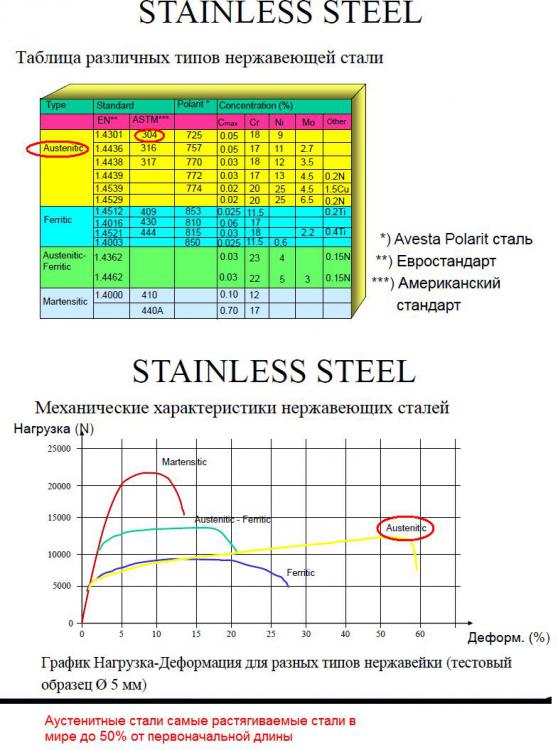
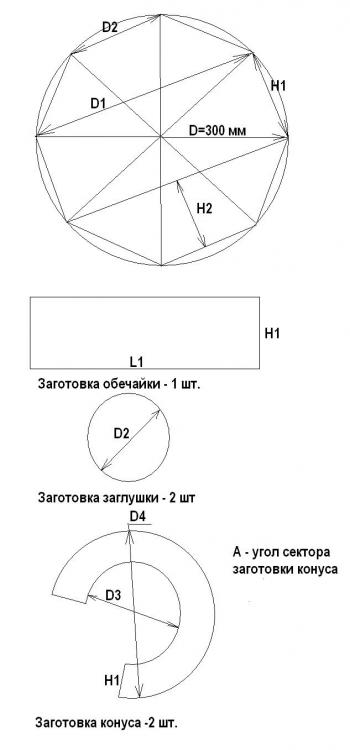
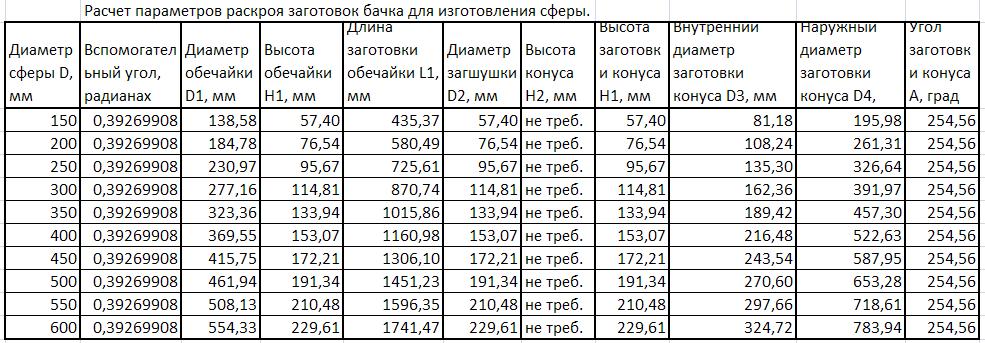
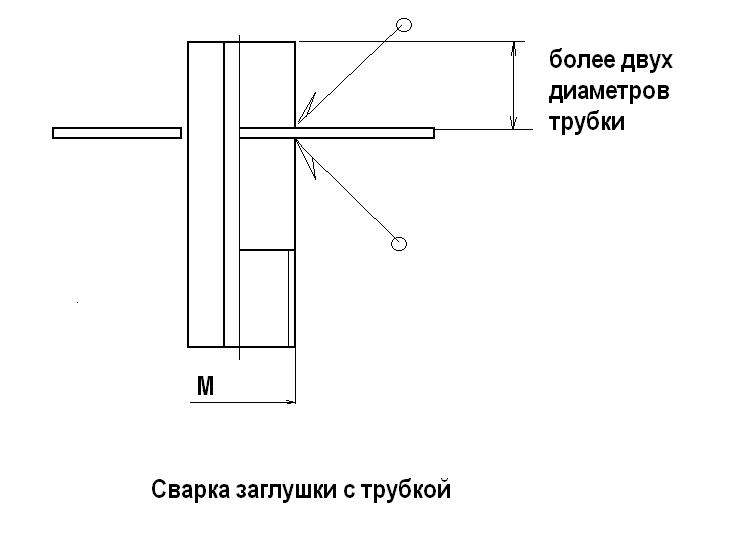
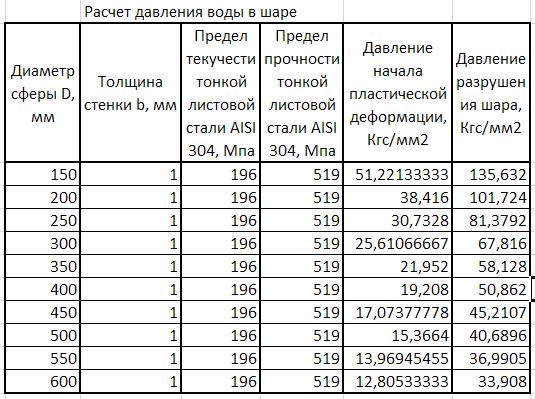
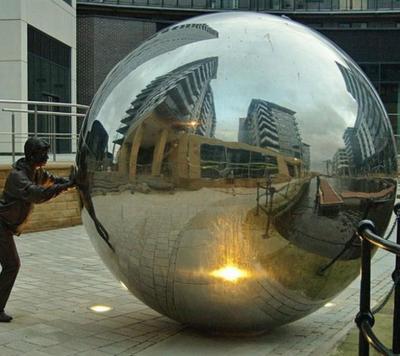
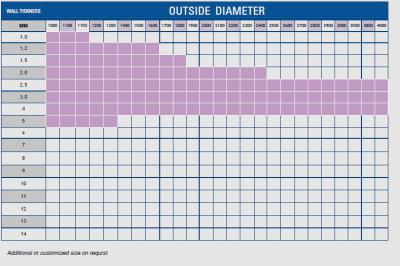
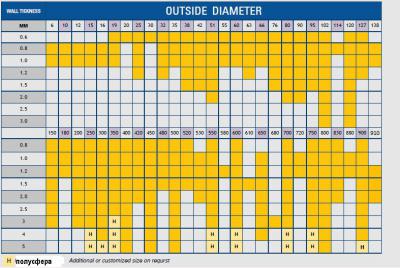
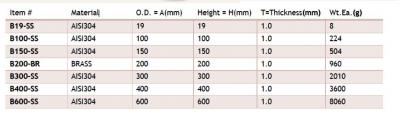
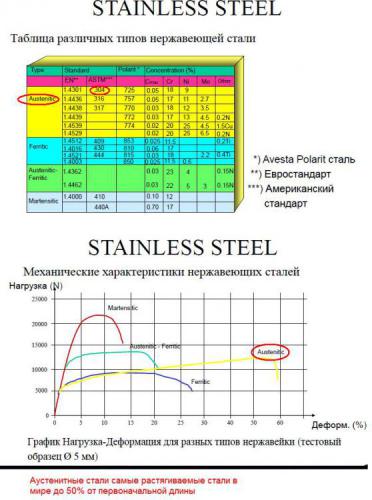
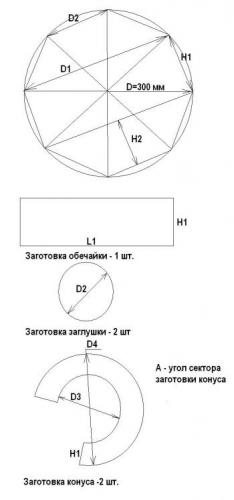
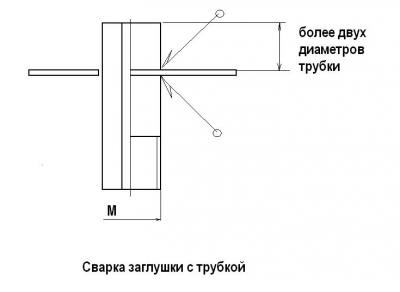
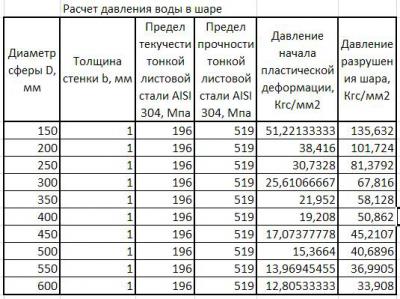
Технология изготовления зеркальных шаров. В данной теме хотел отразить технологию изготовления зеркальных шаров. Введение Под зеркальным шаром понимается полая металлическая сфера, изготовленная из нержавеющей стали толщиной от 1 до 5 мм, отшлифованная до зеркального блеска. Согласитесь, подобные конструкции выглядят довольно эффектно. Могут быть использованы как детали интерьера и скульптурных композиций. К тому же подобная технология используется для изготовления зеркальных скульптур из нержавеющей стали и куполов церквей. Один из изготовителей: www.shinydecor.com Согласно каталогам производителя данные конструкции изготавливаются в следующем ассортименте: По всей видимости, изготовление сфер малого диаметра производиться предварительной штамповкой полусфер, и последующей сваркой двух половинок. Сферы больших диаметров изготавливаются из раскроенных деталей. Как видно из каталогов материал для изготовления сфер используют AISI 304 приблизительный аналог нашей 08Х18Н10. Для получения сферического профиля шары после сварки надувают водой под давлением, как воздушные шарики. Дело в том что аустенитные стали хорошо тянуться. Поэтому конструкции из листовой аустенитной стали можно раздувать. Рассмотрим пример изготовления шара диаметром 300 мм. Как заявлено производителем данный шар изготавливается из листа толщиной 1 мм. Такую толщину довольно сложно сварить без дефектов односторонним стыковым соединением, да и при шлифовки можно протереть до дыр, но если, например, взять толщину 2 мм то возникнут сложности. Во первых шар будет дороже и тяжелее. Во вторых будет труднее формировать заготовки. И в третьих понадобиться большее давление воды для того чтобы шар принял идеальную сферическую форму. Поэтому давайте остановимся на листе толщиной 1 мм. Раскрой.Для получения шара будем предварительно изготавливать бачок по форме напоминающий шар. Начертим круг диаметром 300 мм и разделим его на 8 секторов. Расчет параметров приложен в Excel файле. К сожалению пишет что файл Exel нельзя сюда загрузить так что пишите почту кому надо перешлю. Раскрой можно осуществить на лазерном комплексе или по старинке на ручной гильотине. Формирование обечайки и конуса необходимо произвести на вальцах. Сначала подогнуть края по шаблону, а потом вальцевать. В одной заглушке необходимо просверлить отверстие диаметром равным наружному диаметру трубы по которой будет подаваться вода. Трубка должна быть толстостенной. Материал трубки должен быть тоже нержавейка. На конце трубки должна быть резьба для подсоединения шланга высокого давление. Если трубка будет длинной это хорошо, это позволит использовать её несколько раз. Внутренний диаметр трубки должен быть выбран так чтобы в шар можно было залить воду. Собрать трубку с заглушкой. Важно чтобы при сборке трубка заходила в шар более чем на два диаметра трубки. Это позволит в последствии заварить отверстие так, чтобы не нагреть тонкий металл шара потому, что если это произойдет, место разогрева провалиться вовнутрь шара. Обварить трубку с обеих сторон угловым швом с полным проваром. Если провара не будет, при шлифовании появятся дефекты. Собрать обечайку на прихватках без зазора в стык. Сварить стыковой шов обечайки с помощью ручной аргонодуговой сварки неплавящимся электродом. Желательно с поддувом. Подрезы на лицевой стороне не допускаются. Должна быть обеспечена герметичность шва и отсутствие внутренних дефектов, так как при шлифовании они станут видимыми. Сборка конуса на прихватках ведется по обечайке и припуск по окончанию сборки обрезается так, чтобы в стыковых швах не было зазоров или они были минимальны. Когда конструкция собрана на прихватках можно приступать к сварке. Если хотите обеспечить поддув, заведите шланг в трубку и обклейте скотчем участки незаваренных швов, чтобы поддув не расходовался зря. Помните, что при замыкании последнего шва может произойти выброс сварочной ванны вверх, в связи с тем, что образовался герметичный сосуд. Это может привести к травме. В данном случае было использовано дополнительное фланцевое соединение. Но лучшим решение было бы добавление перекрывающего крана на выходную трубу. Это позволил о бы оставить давление воды 3-4 КгС/мм2 после процесса надувания и перекрыть. По моему мнению, шлифовать шары нужно тогда когда в них находиться вода под небольшим давлением, металл не будет нагреваться и проваливаться. По окончанию шлифовки (или удаления усиления сварных швов) воду можно слить. (К сожалению, я не пробовал такую процедуру, но думаю, это будет правильно.) Ну что ж бачок готов можно приступать к надуванию. Для надувания необходимо рассчитать давление для каждой конструкции, при котором начнется пластическая деформация и давление, при котором шар разрушиться для того, чтобы знать в каких диапазонах можно надувать. И так мы выяснили что при давлении в шаре 67 Кгс/мм2 шар должен разрушится. Для проведения процесса надувания можно использовать водяной гидронасос предназначенный для испытания сосудов работающих под давлением. Необходимо заполнить шар водой и выгнать из него весь воздух. В целях безопасности перед подачей давления шар необходимо поместить в отдельный контейнер или комнату, в которой никого не будет до тех пор, пока давление с шара не будет снято. Иначе шар может лопнуть или соединение может не выдержать. Это может привести к травме. Первый шар лучше надувать постепенно. Нагнали давление до определенного уровня, потом сбросили, посмотрели все ли Вас устраивает. Потом еще добавили, сбросили, посмотрели. Не используйте для надувания шара воздух или газ (воздух тоже смесь газов) может произойти взрыв.Шар необходимо надувать до тех пор пока проваленная околошовная зона вокруг шва не выпрет на уровень основного листа, чтобы при шлифовке не оставались канавки между швом и околошовной зоной.Вы можете столкнуться с ситуацией когда в определенный момент появиться течь в некачественном сварном шве. Давление не будет нагнетаться. Слейте воду и подварите дефект. Место сварки слегка провалиться. Налейте воды и повторите процедуру. Качество швов без комментариев.От шов! Неужели руками? Если Вы закончили надувание, сбросьте давление до 3-4 Кгс/мм2 и перекройте входной кран. Сбросьте давление в гидронасосе до нуля. Отсоедините шланг высокого давления и перекатывая шар по ПЕСЧАНОМУ полу переместите его на шлифовку. При шлифовки тонкий металл не должен перегреваться (если конечно не усердствовать) так как внутри вода. Перегрев металла приведет к его проваливанию вовнутрь шара. Да вот так не затейливо болгаркой Вы сначала снимаете усиление сварных швов. Вода внутри. Откройте кран, слейте воду. Теперь срежьте трубку болгаркой почти заподлицо и аккуратно без значительного перегрева (благо Вы оставили хвостик внутри, который подберет тепло) за плавьте отверстие и зашлифуйте. А потом ….эх. Окончательная шлифовка. И еще. Должно быть какое-то защитное покрытие на шарах, о котором я ничего не знаю. Возможно люди, которые занимаются нанесением оксида титана на церковные купола, знают об этом. Всем спасибо. Удачи в освоении новых технологий. PS: Возможно в мои расчеты закралась ошибка. Я их не проверял. Будьте осторожны при их использовании. Соблюдайте технику безопасности. Вышлю файл с расчетами по запросу или выложу на форуме если будет разрешение модератора. На вопросы буду отвечать редко, по возможности. Работы много.
























 2 балла
2 балла -
2 балла
-
О интересно у Вас тут так. Меня в прошлом году на пол года тоже занесло на АЭС, правда мне хватало наших бумаг Евросертификатов, ну и да по мимо этого на самой станции тесты надо было сдавать и всё в принципе ... А вот коллега у меня есть так вот у него как раз таки сделаны специальные бумаги на атомку)2 балла
-
Прихожу с работы. Жена - Есть будешь? Я. Киваю в ответ. Жена - Возьми борща. Я - Хорошо. Налил, умял. Закипела кастрюля с водой. Жена - Закинь макароны. Я - На стадион пойдём, солнце светит? Жена - Пойдём. Я - Тогда макароны зачем, я есть не буду. Жена - Хорошо, вот ещё бы чаю. Намекает чтобы сделал. Я - Хорошо, вода то уже закипела, сейчас разолью с кастрюли и попьём. Налил, заварил, сахар закинул - сервис в общем Я - Всё готово, садись. Она берёт чашку, делает глоток. Жена - А что чай солёный? Я - А ты воду солила? P.S. Попили чаю .2 балла
-
Без должного армирования и при плохой подготовке основания лопнет по любому. Большие площади даже при армировании и хорошем основании режут на квадраты, что бы культурно лопалось. Трещины допускаются даже в промышленных изделиях, например раскрытие бетона в месте укладки рабочей арматуры. А вот если рядом с трещиной выкрашиваться начнет, тогда плохо. Пройдите трещину гидрофобизатором. Это раствор который укрепит бетон и сделает его водоотталкивающим. Вода - главный враг трещин в строительных конструкциях.2 балла
-
@Миротворец, да, я знаю. Чтобы с отрывом не варить. Поэтому, можно и попроще, на какое то время. Всё равно менять, хоть Сварог, хоть EWM. Думаю, лет через пять импульс, регулировка угла наклона ВАХ и регулировка напряжения обрыва дуги будут стандартным джентельменским набором для более или менее приличного аппарата.2 балла
-
,что делать?-организовать жителей ,стерилизовать, ну и быть добрее2 балла
-
заливал друг , у него бригада , они работают по стройке он учился на строителя сам себе дом построил,он мне рассказал как лучше сделать я с ним согласился2 балла
-
Ну водокональцы, комунальщики и прочие монополисты могут позволить себе такое, Тут маленько другое, нужно четко нос по ветру держать. Минимальное время примерно 2-3 часа (сборы, поездка, два раза капнуть, собрать всё, вернуться в лабораторию), вот и выходит 1кРубль в час. Дешевле смысла нет, а вот выше всё зависит от клиента.2 балла
-
@Павел163, Это далеко не все, взяли только самое необходимое В данном случае нисколько, плата только за работу. Постоянный клиент. А так, выезд от 3 кР.2 балла
-
Я у них в подобной упаковке осушитель получил.2 балла
-
Это можно проверить только на собственной шкуре, я же не от фонаря вам пишу. Вот Рязанцы сейчас запускают Форсаж ТИГ АС/ДС500, так он в недоработанном варианте уже на порядок выше брим, сварогов и подобной народной техники. Я даю оценку не бренду. а реальному сварочному аппарату на котором работаю или когда то работал. Вот как раз то сваривает аппарат, а сварщик контролирует и выполняет некие движения горелкой, чем круче аппарат, тем меньше этих движений и выше скорость сварки. Вы просто не пробовали, потому так и говорите, я же не просто так ушёл от этой техники.2 балла
-
Всем привет, еду в метро на работу, поймал ви-фи , смотрю новости вот.2 балла
-
@Влад Соболев, рядом проходящие и видя меня с повернутой головой параллельно полу, спрашивали, что шею заклинило или крыша поехала? ну поверни, пожалуйста правильно фотки.2 балла
-
на улице на штык лопаты углубляли , потом подсыпка - песок уливка водой тромбовка,потом щебека промытая усыпка тромбовка уливка,потом заливали 2 к 1 мешали пацаны со щебенкой раствор в рикше на 300 кг примерно вмещала раствора , мояк по длине заливки заливали полосами примерно по 1 метру за раз , в ночь как раз прохладно было и дождь шел мелкий , сказали уливать вечером внутри в гараже было примерно там же но еще круг 10 уложили сеткой ячейки 15/15 примерно вышли и залили так потому что под заливкой погреб2 балла
-
Да, Сварог это народный аппарат, а Пико это комфорт и качество(комфорт в смысле настроек и сбережённых нервов, качество это повторяемость сварочных швов высокого качества не зависимо от вашего настроения и напряжения в сети)2 балла
-
Валер, на видео выбери субтитры внизу. Язык голландский будет. Нажми значок с шестерёнкой, выбери перевести, далее выбираешь язык из списка - суахили.. э-э, не, лучше русский! Удачи. П.С. Был у нас толмач. Ему переводить, а он лыка не вяжет. Ну, его на кол и посадили...2 балла
-
Люди заводят себе собак, а кошки заводят себе людей. У меня кот умер. В прошлый раз он у нас прожил всю жизнь, а теперь вот три года всего. Теперь жду. Может опять вернётся. Ведь знаете как, привыкаешь к животине, понимать её начинаешь. Онаж тоже воспитывается, притирается. Потом умирает. И вдруг после этого приходит ко мне жить кот, очень похожий на прежнего. Только молодой совсем. Те же повадки, тот же характер. Даже из воспитания кое что отслеживается. Вот недавно опять умер -- жду.2 балла
-
Немного и я тута засвечуся)) Разношерстные фотки))





 2 балла
2 балла -
Пока нет заказов решил сваять поделку на вольную тему.



 2 балла
2 балла -
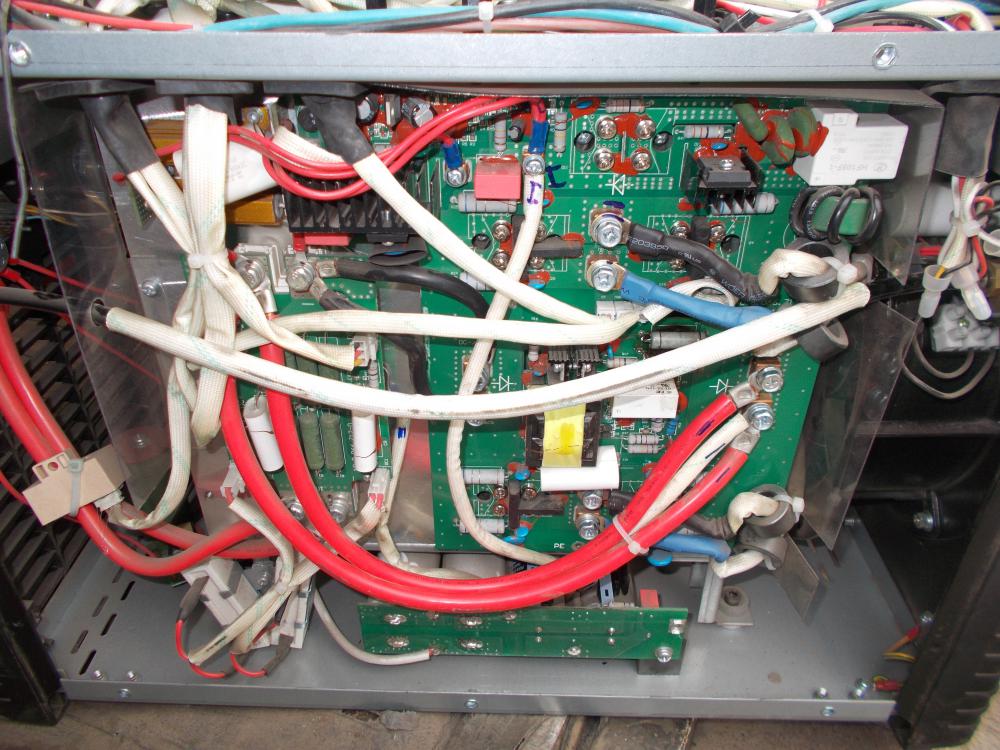
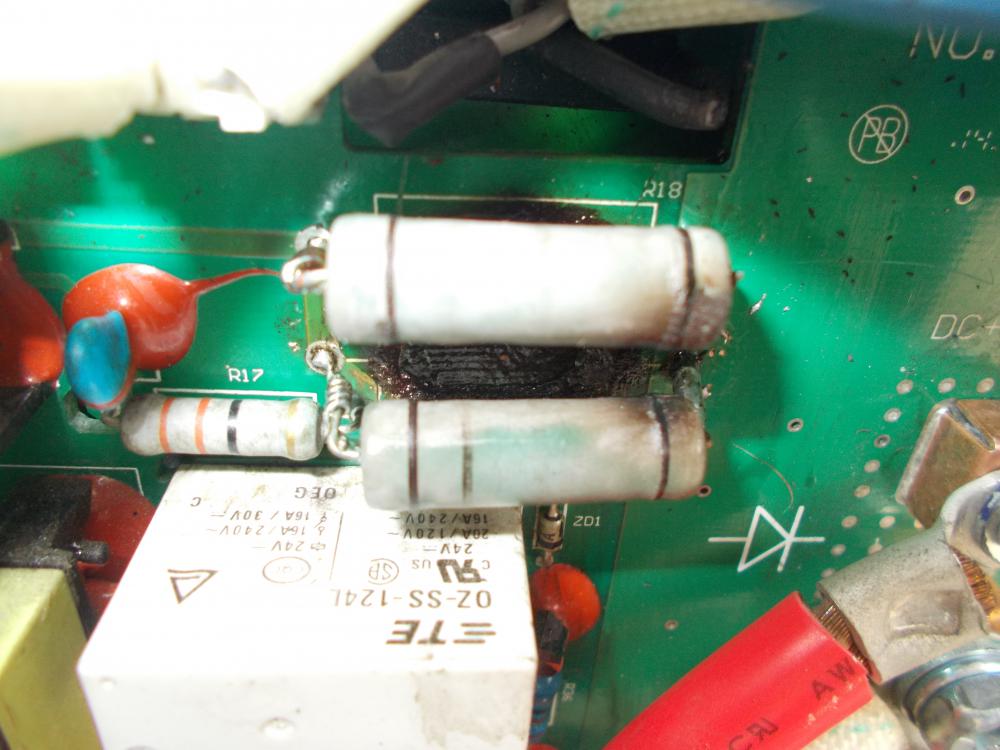
Прошло больше года эксплуатации. Эксплуатации серьёзной. За это время аппарат работал как в режиме РЭДС, так и РАДС. Токи, в основном-под и за 300 А. И надысь аппарат захворал. Сначала начал рвать дугу (РАДС переменкой), потом начались проблемы с розжигом. Кончилось всё невозможностью зажечь дугу сначала ВЧ-, потом и контактным поджигом. Вскрыл аппарат. На плате обнаружил капитальное подгорание возле резисторов R18, R19. Созвонился с Техсваром. Получил от него указания, из-за чего такая бяка и как с ней бороться. Поскольку времени у меня сейчас нет, да и с паяльником я не особо дружу, сбагрил аппарат ремонтникам-электронщикам. те за пару часов всё почистили, перепаяли и, как рекомендовал Алексей, максимально отодвинули резисторы от платы, чтобы бяка не повторилась. Думаю, что было бы неплохо, если Алексей со знанием дела опишет здесь данную проблему. Тем более, как я понял с его слов, проблема-не единичная.

 2 балла
2 балла -
Ну а это моя коморка, тут я свои ручные инструменты храню, В тесноте, да не в обиде, как гласит пословица Ну а это моя последняя работа На заказ, кстати, если кому интересно, все соединения (кроме полок) на болтах, таким образом достигается более высокая прочность и надежность конструкции. Ну и собирать/разбирать можно многократно, может и колхоз, за то надежно




 2 балла
2 балла -
Лазерная коррекция зрения достаточно опасная операция. У большинства пациентов отлично получается, но иногда бывают осложнения- вплоть до помутнения роговицы. Так что, лучше не рисковать.2 балла
-
Седельная часть цистерны. Току чуть пожалел.


 2 балла
2 балла -
В 14 году спускался на лодке по реке Припять. Очень увлекательное путешествие получилось. Вот немного истории.
























 2 балла
2 балла -
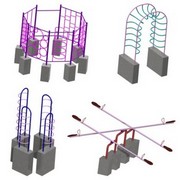
Было уже где или нет - не знаю. Наткнулся на ресурс всяких проектов. Ресурс англоязычный, но по картинкам многое понятно. Кроме проектов и англоязычные книги есть и по металлу и по дереву и по всякому рукоделию. Бесплатные проекты можно скачать в pdf формате (некоторые размеры изделий в миллиметрах некоторые в дюймах). http://www.craftsmanspace.com/free-projects из того, что ближе к тематике форума (картинки, на ресурсе выше - кликабельны): для фитнеса для детской площадки для сада-огорода Может кому что сгодится хотя бы для идеи. гуглорусский перевод ссылок на книги

 2 балла
2 балла -
Может кому пригодится-в этой брошюрке все размеры резьб применяемые для шлангов -металлорукавов в гидравлике, сантехнике и пр. областях и ,главное как их правильно замерять.Если чего ,Андрей удалит или перекинет в нужное место)) На английском,но для специалистов ничего сложного-картинки доступны. Ports-Connectors.pdf2 балла
-
Часть третья: Хаппи енд. Ну а дальше обычная история. Шли дни, срок прошел, клиент начинал нервничать, генеральный начинал психовать, но денег на аутсерсинг (тогда 90 т. р. за комплект, щас значт 180 т. р.) не давал, директор производства с главным инженером ежедневно поднимали данный вопрос на оперативках, стараясь скрывать раздражения. Как обычно вляпались по полной и теперь придется это все разгребать. Дня три ходил за главным инженером, чтоб тот подписал покупку листа нержавейки толщиной 1 мм. Потом плюнул, пошел делать демо-версию, нашел в цеху лист 2 мм сказал, что буду делать из неё, но возможно не вытяну до конца. Получил раскрой со второго раза из конструкторского отдела, отдал в цех. Долго долбил народ как нужно сделать, все равно сделали по своему, ну да ладно демо оно и есть демо. Ну и поехали. Получилась вот такая вот шняга, не до давленная. Понес к главному инженеру. Он видать за два месяца натерпелся, увидев демо-версию сразу подписал лист 1 мм. Ну а там дорожка проторенная, знай косяки подчищай. От оне наши корявости. Не так конечно все радостно как на фотках получилось, но клиент таки заказ принял, отправил на покрытие оксидом титана. Я, посмотрев на то как наше очередное детище забивают гвоздями в упаковочные ящики, пошел дальше бороться со злом в экономикой забытой стране под названием Россия. Вот такой вот производственный комикс получился. Применение данной технологии закончилось с окончанием этого единственного в своем роде заказа, кроме случая, когда один из сварщиков изготавливал паровой двигатель для внука, на его школьную презентацию.














 2 балла
2 балла -
Часть первая: Через терни к звездам. Изначально было решено изготовить полые шары спинингованием. (или как там оно называется по научному ротационное формование) Сами потом нагуглите на ютьюбе если интересно. Им кастрюли в делают. Насмотревшись на ютьюбе роликов как ловко мастера изготавливают кубки, кастрюли и полусферы из тонких блинов решено было по пробовать изготовить полусферу диаметром 150 мм. Изготовили полусферический пуансон и ролик для обкатки. Попробовали скатать из блина. Получалось плохо. Решили сделать отверстие в центре. Половники получались знатные, но с трещинами и на полусферу мало походили. 1. Ротационное формование12Х18Н10Т 3 мм диаметр 240 мм с отверстием по центру.Накатка на диаметр полусферы 144 мм, роликом зажатым в резцедержателеРезультат: поперечные трещины от отверстия к торцам, в середине накатки метал стал тонким и пошла трещина вдоль вращения12Х18Н10Т 1,5 мм диаметр 200 мм .Накатка на диаметр полусферы 144 мм, роликом зажатым в резцедержателерадусные трещины и гофры на юбке, недокатан.2Х18Н10Т 3 мм диаметр 190 мм.Накатка на диаметр полусферы 144 мм, роликом зажатым в резцедержателеГофра и продольная трещина в месте утонения. В результате обработки напильником получилось чудо юдо рыба кит. Ну и при шлифовке вылезло. Так и стоит в музее завода у дяди Васи в инструментальном ящике. Часть вторая: Эх, молодежь! Кого-то посетила гениальная мысли штампануть и порвав все старческие предупреждения и предрассудки был изготовлен еще один пуансон и оправка. Которые были применены к полусамодельному ручному гидравлическому прессу. Пресс долго упирался. В результате родился еще один выкидыш. Теперь их стало в два раза больше. 2.Получение полусферы методом штамповки на гдравлческом прессе 160 кг/см212Х18Н10Т 1 мм диаметр 235 мм.Пуансон полусферы 144 мм. кольцо 148 мм соскругленным краям. Прижимное кольцо с креплениями на двух планках.гофра на юбке Продолжение следует.








 2 балла
2 балла