Лидеры




Популярный контент
Показан контент с высокой репутацией 28.11.2013 во всех областях
-
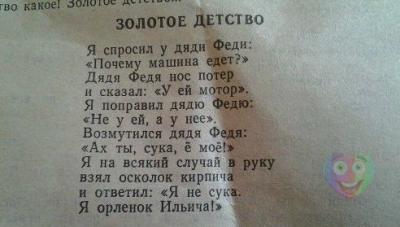
Золотое детство
 2 балла
2 балла -
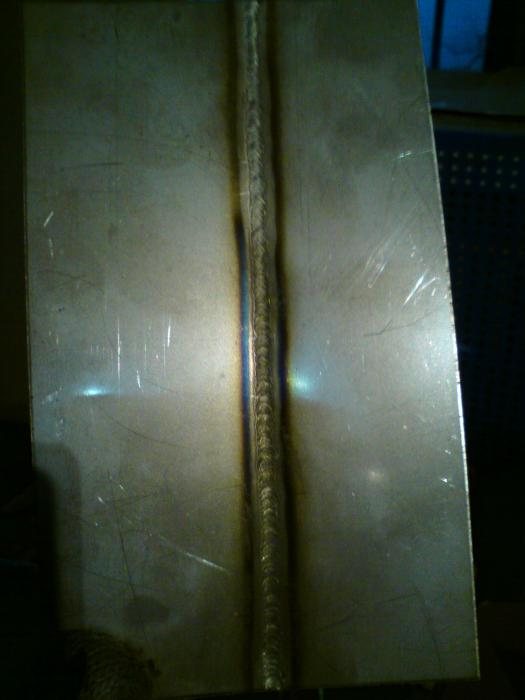
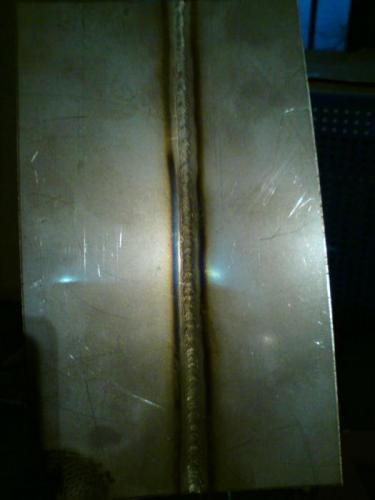
Здравствуйте уважаемые сварщики.Возник вопрос по сварному шву.Сварной шов имеет слегка чашуйчатую поверхность,где то они слабо заметны,а где то хорошо.Как будто электродом варил.Варю проволокой 1.2 ER70s-6(китай), газ со2.Хотел спросить причину их появления.
 2 балла
2 балла -
Сварочные материалы,ток, толщина, контроль и прочее всё как обычно,..ничего нового...


 2 балла
2 балла -
Пришлось недаво изобретать способ крепления трубки 20x1 к прутку 8 (вроде как перильца, для человека после операции на ногах, и должно быть крепко, почти как турник пользуется, но и "незаметно" в интерьере). В итоге пруток пропущен снизу насквозь и проварено вокруг, а вот сверху дырка 4-5мм и пруток сточен полукругом и прижат изнутри, небольшая заварка дырки и получается что-то типо сварной заклепки что-ли... стачивается под ноль одинм движением УШМ а главное ни одну не повело (тоесть труба пруток чуть затянула наверное, но труба ровная). Это я к тому, что может ручки так крепить? (изнутри)
 2 балла
2 балла -
Надписи всякие сваркой,резкой,на века.


 1 балл
1 балл -
@Миротворец, не.. пацаны рИальные.. http://bigpicture.ru/?p=73302
 1 балл
1 балл -
добавлю фотки того что получается, почти все собрано, готовится к заливке




 1 балл
1 балл -
Из за некачественной проволоки дефекты в шве будут. А у вас не дефект же. Такой вид шов имеет из за неравномерности манипулирования горелкой. Вот я пока руку на полуавтомат не поставил, не привык. Порой из за горелки не вижу что варю. А все потому что пока горелкой на металл опираюсь. То есть зазор меж соплом и швом маленький. Я правда тонкий металл варю. Вот как научусь равномерно вести на весу её, так уже можно будет говорить об обдуманном формировании шва. Сгонял в гараж, сфоткал шов который варил быстро. Остальные зачистил уже. Напряжение увеличивал, металл выставлял 1,5 толщину(реально 1,2) Там хоть и не очень, но видно что чешуйки совсем мелкие. А так же видно что ближе к концу горелкой дернул и в конце пролетел окончание стыка. Потому как говорил выше, не вижу что варю. Да и привычка как в ручной дуговой сварке, одергивать чуть что горелку. Суть не в этом, чуть больше тока и напряжения, чешуйки становятся мельче. Практически сливаясь. Но и скорость повыше.
 1 балл
1 балл -
@бензопилорист, http://f4.s.qip.ru/IA4wMiJs.png1 балл
-
Хотя я и не сварщик но из своих наблюдений. Швы с почти ровной ( мелкочешуйчатой) поверхностью получаются когда повышаешь напряжение при немного завышенной силе тока(подаче). Но вести горелку надо быстро поскольку из за увеличенного тепловложения легко прожечь металл. Да и вы же не автомат. Вести с одинаковой скоростью и амплитудой колебаний нереально. Ну ежли только на седьмом восьмом километре шва) Шов у вас на фото как по мне вполне себе нормальный.1 балл
-
Из инструкции на полуавтомат: "5.5. Подготовьте к работе сварочную горелку. Проверьте на соответствие выбранного диаметра электродной проволоки: диаметр отверстия наконечника (диаметр в мм нанесен на боковой поверхности наконечника) и диаметр направляющей спирали горелки по цвету оболочки спирали; Внимание! Применяйте горелки с длиной шлангового пакета до 3 м. Избегайте перегибов шлангового пакета горелки. Правильный выбор наконечника и направляющей спирали горелки гарантирует стабильность сварки и качество сварочного шва. 5.6. В разъеме КZ-2 проверьте диаметр отверстия капиллярной трубки на соответствие выбранному диаметру электродной проволоки; 5.7. Подготовьте к работе механизм подачи в следующей последовательности: - поднимите крышку, закрывающую отсек механизма подачи; - установите кассету, заполненную электродной проволокой выбранного диаметра на тормозное устройство (грязь, масло, ржавчина, перехлесты и изгибы электродной проволоки недопустимы); - установите на подающем устройстве прижимные ролики, соответствующие выбранному диаметру и типу электродной проволоки. Внимание! Ролики различаются по типу профиля канавки ("V" – для стальной электродной проволоки). Диаметр протягиваемой электродной проволоки нанесен на боковой поверхности ролика. В приложении 4 приведены профили канавок типа "V"; - закруглите напильником конец электродной проволоки; - заправьте электродную проволоку в подающее устройство, пропустив ее через входную и выходную втулки и канавки роликов; - зажмите электродную проволоку в подающем устройстве вращением маховика до риски "3,5"; - вставьте конец проволоки в направляющий канал горелки, подключите горелку к разъему КZ-2; - включите сварочный выпрямитель. При этом должно быть установлено минимальное (нулевое) выходное напряжение сварочного выпрямителя; - протолкните электродную проволоку через проволокоподающий канал горелки, для чего нажмите кнопку "Заправка проволоки". При этом шланговый пакет горелки должен быть распрямлен; - проверьте и установите необходимый (минимальный) тормозной момент тормозного устройства, для чего выставьте максимальную скорость подачи проволоки потенциометром регулирования скорости. Нажмите кнопку "Заправка проволоки" на 2-3 с. После остановки привода подающего устройства проволока не должна провисать на участке "Привод подающего механизма – кассета с электродной проволокой", при этом тормозное усилие должно быть минимальным. Регулировка тормозного усилия осуществляется гайкой, расположенной на шпильке тормозного устройства, и доступна в момент одевания кассеты. Внимание! Тормозной момент для электродных проволок диаметров 0,6 мм, 0,8 мм и 1,4 мм будет различным, что определяется упругостью самой проволоки; - установите необходимое (минимальное) усилие проталкивания электродной проволоки. Для этого перед наконечником сварочной горелки на расстоянии примерно 5-10 см (диаметр проволоки 0,8 мм – расстояние 5 см; диаметр 1,4 мм – расстояние 8 см) и под углом 450 к оси выхода проволоки расположите упор с гладкой поверхностью. Удерживая кнопку на сварочной горелке, дождитесь касания упора проволокой. Если после касания проволока продолжает выходить без проскальзывания на роликах, значит, прижимное усилие направляющих роликов нормальное. Усилие прижима проволоки должно обеспечивать стабильную и равномерную подачу электродной проволоки через горелку; усилие прижима должно быть одинаковым на каждой паре роликов. Внимание! При закручивании до упора ручки регулирования усилия прижима роликов компенсационное действие прижимной пружины прекращается, что влечет за собой нестабильность подачи электродной проволоки, быстрый износ роликов, появление металлической стружки, которая забивает спиральный канал горелки и создает дополнительное сопротивление проталкиванию электродной проволоки; - закройте отсек механизма подачи." Развернутое описание регулировки тормозного: Тормозное устройство.pdf1 балл
-
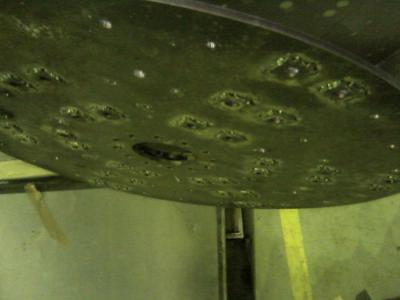
замерз наверно. или мусор попал.1 балл
-
Царская объяснительная)))
 1 балл
1 балл -
http://s017.radikal.ru/i404/1311/dd/3d6eeaec9b26.jpg http://s018.radikal.ru/i507/1311/68/1d20d78c1b8e.jpg http://s016.radikal.ru/i336/1311/dd/e4755400bcb6.jpg http://i036.radikal.ru/0907/62/d75a586d431d.jpg http://s16.radikal.ru/i191/0907/49/33566954635f.jpg1 балл
-
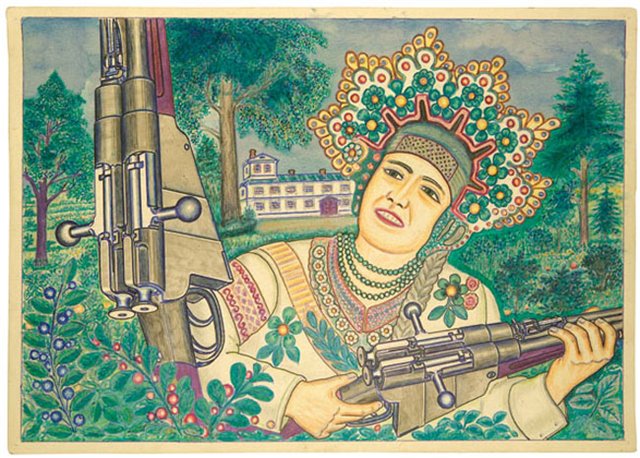
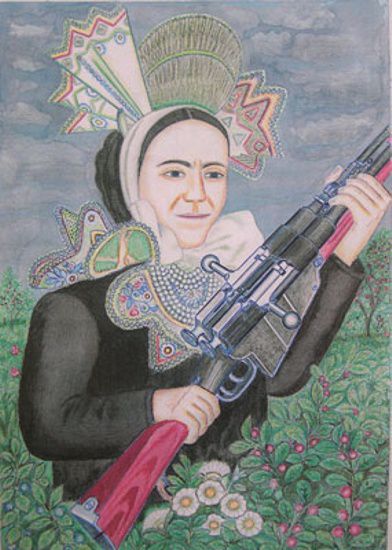
Помнится лет 10 назад в одном весьма толковом оружейном журнальчике всплыла тема про спаренные карабины. Их выпускала фирма под заказ, как страховочное оружие для сафари. Представляет из себя обычное ложе а на нём 2 карабина - левая часть имеет затвор с механизмами в зеркальном виде правого и не имеет рукоятки перезаряжания. Затворы соединены между собой зубчатой передачей (колёса на затворах соосны с затвором). 2 магазина по 5 патронов. Карабин бьёт дуплетом, даже при осечке одного патрона выстрел гарантирован ( украден козырь двустволки)!!! Вот сейчас долго гуглю и не могу найти, видать оч. редкий девайс А сегодня наткнулся на картины душевнобольного чувака... может отсюда оружейный плагиат. - шутк

 1 балл
1 балл -
Пилорист. помниш тебе говорил на тему обрезов??? Вот. МЦ 255. всех калибров випускается (гладких) Ножовку в зубы и ....... Крррасотааа под пуховиком

 1 балл
1 балл -
@alex937, чешуйки появляются потому, что идет капельный перенос металла. Край проволоки оплавляется, на конце образуется капля, которая отрывается и падает на предыдущую каплю, которая успевает частично кристаллизоваться. Чешуйки - это и есть капли. Можно добиться струйного переноса металла, но только на ПА с импульсом. Импульс принудительно отрывает каплю с проволоки и подобрав определенную частоту и силу импульсов можно получить мелкокапельный либо струйный перенос металла.1 балл
-
TП-82 – трехствольный пистолет с мачете на прикладе TП-82 был предназначен для охоты, выпуска сигнальных ракет и защиты от враждебно настроенных иностранных граждан. Пистолет также снабжен съемным мачете для вырубки кустов. Астронавт Джим Восс рассказывает, что во время обучения срельбе на борту модели космического корабля на Черном море, в качестве мишеней было использовано невероятное число бутылок из-под водки. К 2007 году боеприпасы для этого исключительно редкого огнестрельного оружия стало невозможно найти. Для любой другой космической программы, это, вероятно, означало конец применению оружия в космосе. Но русских это не испугало: теперь космонавты посещают Международную космическую станцию с обычным полуавтоматом. «Участие России означает, что на борту МКС есть оружие, – пишет Орберг. – И пушки принадлежат русским». http://s00.yaplakal.com/pics/pics_original/7/7/7/2477777.jpg1 балл
-
@Урий, зачем дуга 6мм на уонях? меня кетайса мой бесит своей длинной дугой - в отрыв некомфортно, хотелось бы, чтобы длиннее 4мм она не тянулась.1 балл
-
@saper24, эта штука должна будет вставляться туда:http://f4.s.qip.ru/IA4wMiI2.png1 балл
-
Или с пафосно-надменным видом надел новенький Спидглас (предварительно сняв грязные перчатки), горелкой и присадкой прицелился, кнопкой - щелк. Твою ж мать, "заяц" ! И весьма жирный, падла! SHADE/ON забыл нажать... И не обратил внимание, что в высветленном состоянии как-то "темновато". Короче, методом проб и ошибок.1 балл
-
Вчера случился новый привет от проектировщиков.Приехал очередной деятель и,полным патетики голосом,спросил:"А где пожарные гидранты???..."Еле удержался,чтоб не ответить в рифму. Плитка на пол положена,стены оклеены стеклохолстом и готовы под покраску а тут-опаньки...Отделочники напряглись....Понятно.Они уже проводили сварщиков,закончивших от отопление и подавших в здание тепло.Сварщики переехали на улицу,монтировать лестницы для эвакуации.Одну уже закончили: Начали вторую: Не могу сидеть,когда другие работают!Пойду полежу... Пока остальные дышали свежим морозным воздухом,я обливался потом в душном и влажном помещении.Разметил лазерным нивелиром оси труб и места под гидранты: К радости отделочников я притащил на объект установку алмазного сверления: Керамогранит,бетон и арматура-не помеха: При виде того,как в такое отверстие входит труба , отделочники аплодировали стоя.Чтобы сорвать "бис",варить монтажные стыки на трубах пришлось автогеном.Надо постараться не пожечь электропроводку и не запоганить плитку. "Ооо!!!Месье знает толк в извращениях..."(С) Операционный стык-и тот варен газом... А иначе-то как запихнуть двухметровую загогулину,не разбирая каркаса подвесного потолка? Пока упражнялся с гидрантом первого этажа, на втором уже и трубу покрасили. Ну,вот,этажи прошёл,спустился в подвал-и сам чёрт теперь не брат!Похоже,что на должности оператора установки алмазного сверления я задержусь на неделю-полторы.Под сантехприборы сотню с лихвой отверстий надо сделать.













 1 балл
1 балл -
Сегодня поигрался гроверсом на люме и нержи

 1 балл
1 балл -
Давненько хотел создать этот материал. Побудили меня разговоры о тонком металле. В данном случае 1мм, первый шов без всего, без поддува, такая черная беда входит, всем это известно. Второй шов так же обратная сторона, но с поддувом аргона, тоже не секрет, кстати нет ничего лучше поддува. Третий шов со скотчем, стекло волокно по середине плотно прижимается к стыку обратной стороны сварки и вот что получается, нет черной шубы. Данный скотч хорош в этом случае, когда нет возможности поддуть, варится с ним хорошо, словно Вам поддувают. Тоже выход, согласитесь?! И 4, паста от Есаб, разводится спиртом, ну не было его, развел остатками вискаря. Этот способ хорош на угловые короба, мазь нанесли и вперед варить, поддув не нужен и шов будет белым.




 1 балл
1 балл -
Еще у одного подъемника, при подъеме отпал уголок и зацепился за кронштейн. Кабина смялась. Порезал на металлолом и сварил новую. Сейчас в отпуске, доделывают другие, думаю нормально ездит. 1. Не так много искр! Для более горячих работ есть сварной костюм. Сапоги быстро развалились, купил за свой счет ботинки сварочные. 2. На пассажирский нужна лицензия (т.е. должна монтировать лицензированная организация с аттестованными сварщиками, естественно), грузовые никто у нас не контролирует. Людям запрещено ездить, но все равно катаются. 3. Форсаж 161, направляющие рельсы кабины из 100 уголка варил трансформатором













 1 балл
1 балл -
Доделал перед выходными очередной теплоузел. Ну,это,что называется,основная ипостась.В выходные тоже особо не поскучаешь.Знакомые так и норовят пригрузить сварщика своими проблемами.Ну,что ж...Далее-из серии "Вот...Халтурку на дом взял..."У одного из наших монтажников банная печь в процессе топки сама себя затушила.Вода из бака полилась в топку.Конструкция подогрева,надо сказать,зело чудная...Сама печь-из чернухи толщиной 6 мм.Бак-нержа.Установлен впритык к стенке топки.Чтобы улучшить нагрев воды,в топку из бака просунуты три "аппендикса".Варили как попало и со временем одна из заглушек выпала. Дверца топки дюже маленькая.Одна рука с небольшим просветом пролезает.Варил почти вслепую.Благо,электроды ОК-61.30 зажигаются и горят хорошо. Только распрямил спину,как по телефону поступила новая вводная:надо срочно подлечить катаколлектор с Опеля-Астра.Ну очень срочно.Привезли.Коллектор,как коллектор... Что соты оплавились-понятно.Под трубами-сюрпризик... Вот он крупным планом: Корпус нейтрализатора разрезал и вытряхнул расплавившиеся соты.Чугунную часть коллектора разогрел ацетиленовым резаком,электродом разделал паутину трещин: Заварил на горячую электродами LB-52U,проковал снаружи и укутал в минвату.Наутро распаковал.Виды снаружи и изнутри: По просьбе сервисменов изобразил карикатуру на пламегаситель из полуэллиптической заглушки ф 76 мм: Конструктив и функциональность-весьма сомнительны,но,доктор сказал -"в морг",значит,в морг... Приварил донце полуавтоматом и отдал клиентам деталюху:











 1 балл
1 балл -
@Шурпет, иногда жутко
 1 балл
1 балл -
@бензопилорист, у меня есть футболка вот с такой картинкой. До сих пор терзаюсь желанием узнать, каким оборудованием работал Марвин Химейер. http://img-fotki.yandex.ru/get/3501/lady-may2006.42/0_31725_49b6f9e8_L.jpg На ДР у жены попрошу пару-тройку футболок с картинками на сварочную тему.1 балл
-
Тоже мерседес

 1 балл
1 балл -
Северодвинск. Остров Ягры (островная часть города). Год 2010. Не могу описать тот восторг, охвативший меня, когда из задыхающейся от летней жары и пожаров Москвы я прилетел на Русское Поморье. Выложу несколько фотографий набережной острова. Моя мечта- снова сюда вернуться. Подчеркну особо, что это была командировка. И за отдых на море мне ещё и платили по повышенному тарифу. В меню постоянно были жареный и копчёный палтус, треска во всех проявлениях, зубатка, морской окунь, камбала, брусничный морс, северные грибы, квашеная капуста, молокопродукты Земли Архангельской и регулярно, но умеренно, "Поморский сувенир" с моряками и настоящим адмиралом в отставке,молокопродукты Земли Архангельской. Это он, кстати, пошёл отметится под яркой надписью на заборе. В тот год я прочитал анекдот:" По причине аномальной жары в турагенствах наиболее востребованы туры на южный берег Белого моря." Не смешно, это просто была реальность.








 1 балл
1 балл -
Около пяти лет работал в своей домашней кузне как говорят на себя(сварка,слесарка ну и собственно ковка),из вынесенного опыта могу сказать больше гемороя чем выгоды. Мой совет этим сейчас не прокормишся,потому как каждый гражданин ухватившийся за держатель считает себя сварщиком,а кто занимается этим делом профессионально остаётся за бортом.1 балл
-
Чем вам помочь-то? Описать - какой геморрой ведение бизнеса? Как работать с документами? Как и куда давать рекламу? Как вести переговоры?1 балл
-
Вероятно Вы можете это видеть,если перенос металла капельный,а не струйный.В реальности этого достаточно,чтобы получать качественные швы."Дуга должна гореть как спичка,а не плеваться и стрелять".Только в автосервисах считают,что п/а варить легко...1 балл
-
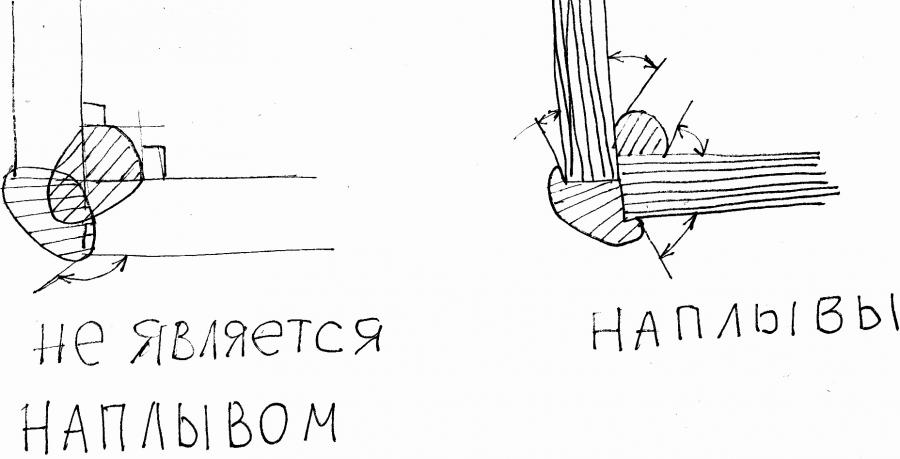
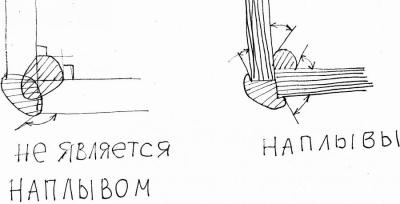
Вы не ошибаетесь,но слишком много нюансов.Обычно в практике наплывом считается металл шва,находящийся по отношению к осн.металлу под углом более (или наоборот,менее) 90 градусов.
 1 балл
1 балл -
Внутридомовые системы,как правило,свариваю рутиловыми.OK 46.00,SE-46.Относительно дёшево.Хорошо гнутся.Можно варить по рже и сырости.Теплотрассы (если покупаю электроды сам)-основные:OK-53.70,LB-52U.Куда веселей варить без отрыва в разных пространственных положениях,с неравномерным зазором.Если приходится стыковать старые трубы с новыми (при фрагментарной замене),то корень прохожу рутиловыми (по рже и подтекающей водичке),заполнение и облицовку-основными.1 балл
-
Внутри постамента интересная мозаика с тов.Сталиным,не хватило ума сфотографировать. p.s. Прочитал где-то в журнале,что вокруг Парфенона каждую ночь разбрасывают куски мрамора чтобы уберечь памятник от растаскивания.Похоже Берлинскую Стену ждёт похожая судьба...
 1 балл
1 балл -
@Рудольф Шнапс, на кузовном металле попробуйте: напряжение 15-17В, подача 4,5-5,5м/мин, с аппаратом как у Вас не работал, но у себя использую именно эти режимы, п/а Брима,если интересно,фотографии есть в теме http://websvarka.ru/talk/index.php?showtopic=1750 Проволоку особо сильно не прижимаю, кстати тоже сплошная омедненная, ф0,8 фирмы Хундай1 балл
-
Отцы, на полуавтоматах ЦИКЛОН можно установить ролики под проволоку Ф 0,6 мм ?1 балл
-
Предлагаю свою подборку книг по сварке. При желании в дальнейшем могу выложить книги по контролю качества сварки, материаловедению и т.д. Также имеется база (терабайтная) нормативной документации, включая зарубежную. По запросу могу выкладывать. Ссылочка - https://skydrive.live.com/?cid=76a9e8f2e97b5d52#cid=76A9E8F2E97B5D521 балл
-
Парень,в твоём возрасте пора бы уж не путать яйца с почками! То что с дерьмовым материалом достойно разгребаешься,молодец,честь и хвала,но вот пример с "безотрывщиками" здесь совершенно не в тему.Подавляющее большинство упомянутых тобой сварных и с отрывом варить умеют,и подобное дерьмо "лечили",так что свой сарказм оставь для малолеток и дегенератов.Кстати,и голова сварщику не только для маски нужна,а и для мыслительного процесса,в плане выбора материалов и тех.процесса(МР или LB,отрыв или без). Не могу не поставить "+",такая работа без сомнения достойна уважения!1 балл
-
ф.325х12
 1 балл
1 балл