Лидеры




Популярный контент
Показан контент с высокой репутацией 10.09.2012 во всех областях
-
Это был колым







 5 баллов
5 баллов -
Всем привет! Я со всем вышесказанным соглашусь, но за свою небольшую практику хочу выделить некоторые моменты: 1. Аппарат - попадаются такие "игрушки", которые нестабильно держат дугу на маленьких токах (может сеть). 2. Не ленись сам себе подготовить свариваемый металл, те где надо фаску побольше, где зачистить, или руководи слесарем. Они в этом деле глумные, раз покажешь, и давай всегда 1 операцию выполнять. 3. Правильный выбор режима тока - не перегревать трубы, особенно до ду150, т.к это чревато свищами, наплывами, прожогами и подрезами. Не пользоваться маленьким током -непровары, особенно на цинке, маслянистой арматуре (отвод-переход) пусть даже зачищенном. Как узнать? Когда полностью контролируешь процесс, в стекле видишь на всем протяжении сварки одинаковую сварочную ванну и слышишь приятный шелест электрода. 4. Правильное положение сварщика перед трубой (поза) во время сварки. Чтоб не вышло через 10 см , что трясется рука от напряжения, да и вообще не видно сварного шва. 5. Положение электрода: дуга как можно короче, электрод держат перпендикулярно трубе или смотрит чуть вверх. Рука не должна шевелиться как у паркинсона, а только кончик электрода. При этом, проходя корень, статаешься не шевелить электродом, тк, нас интересует обратная сторона корня. При облицовке поступательные движения, кто как горазд, главное одинаково размеренные движения, мысленно : эектрод, от него пол влево, пол вправо. Хотя надо отталкиваться от толщины св. металла. Но многие ложат классные колбасы и считают, что этама усиленный шов. 6. Главное, не вари по #авну и не получится #авно. Поры в основном от этих факторов и зависят, как быстрая проводка электрода(газы не успевают выйти из металла), грязный металл, влажные электроды (поры вначале при сварке на малых токах lb, ok53.70 )5 баллов
-
Скоро наступят холода,начальство торопит. Ну а мы вроде завершаем ремонт котла.В спешке ,о качестве просто некогда думать. Торцы труб после резака ,торцованы Мангустом и зачищены шлифмашинкой В вернем коллекторе колокольчики вырезаны резаком ,отверстия доведены до ума шлифмашинкой День ,два и мы его победим!!!!






 3 балла
3 балла -
Сварено много лет назад на ПРС-3,ГСН-3,WL-20 d=4.0.Сп.2В,s=3 mm,присадка Сп.3в d=2,0.

 2 балла
2 балла -
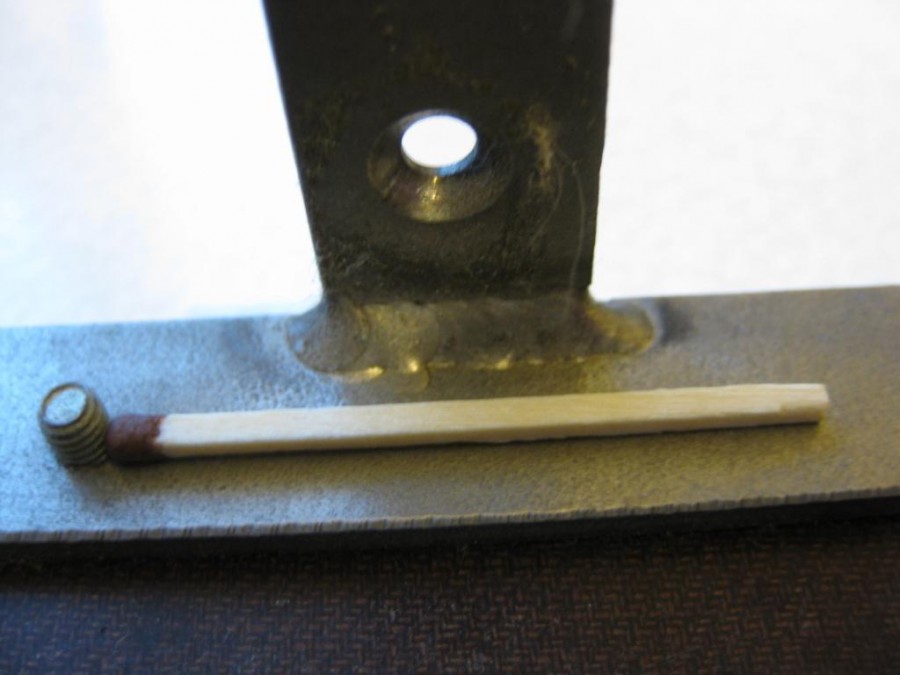
Пришлось заваривать вот такую штуку, кривую, без разделки кромок, тупо надо было наплавить. Торопился, и результат плачевный. Ещё понял, что нужно развивать пространственное видение. Кромки кривые и не зачищенные, это меня иногда почему-то сбивает с толку. Хотя, стараюсь варить одинаково хорошо всегда. Кстати, напарник, сварщик 6 разряда, заварил с другой стороны как на выставку! Его шов надо было сфотографировать!
 1 балл
1 балл -
Я совсем не давно с тем же вопросим маялся и в результата купил TLITEHC 200 AC\DC,и пока не пожалел. А про бак посмотри Сварочные швы - Страница 51 - Фотогалерея - Форум сварщиков WebSvarka.ru пост #1006 Раньше алюминий варил полуавтоматом,а сейчас только тигом правда до совершенства мне далеко,но для работы хватает. На прелые места баков я всегда ставлю заплатку сверху (проще и надежней).1 балл
-
Что некоторые немки страшноваты убедился сам,но чтобы их с ПЛ сравнивать... цинизма не хватает. Про сварщиков не спрашивал,а вот музей работает.Как в прочем и на пирсе у набережной кап.2 р. Шмидта.
 1 балл
1 балл -
Сегодня пробовал варить. Нержавейка варится просто отлично(кажется даже лучше чем в аргоне)но приходится долго разогревать электрод,а вот с диском(литье) мне не понравилось на переменке дуга горит как то грубо и непонятная копоть появляется. Так же попробовал на полуавтомате(вот тут превзошло все мои ожидания)ток убавил на минимум,подобрал подачу и просто песня . Вывод:на ТIGе лучше аргон (к гелию нужно приспосабливаться),а вот на п\автомате он дает возможность сваривать более толстые детали и красивейший шов без брызг.1 балл
-
Именно поэтому и применяли гелий на "титановых" обтекателях.Защита в потолке намного лучше и ток слегка можно занизить.1 балл
-
Смысл может бывает . Это когда трудно поддув аргоном применить (чисто теоретически) . и нужен гелий который легче атмосферы и сам в верх поднимается .1 балл
-
Уважаемые собеседники! Есть небольшие итоги: Кемпи действительно лучше любой Ресанты в любой категории. FitWeld 300, будучи моноблоком весом около 20 кг вместе с катушкой и ценой комплекта в районе 110 Круб. безусловно заслуживает внимания. Но! ПВ 20% при 300А делает его малопригодным для сварки продолжительных швов. А какая ПВ у него при 200-220 А? К сожалению, я такой информации не нашел (никакой иронии, мне на самом деле интересно). Кстати о порошковой проволоке: цена делает её применение рентабельным только там, где варить в газе практически невозможно.1 балл
-
Не улетит . Если б всё так просто сами бы улетели . но нам лететь не куда . Заплатку не всегда ставить нужно . только когда уже трещины которые не побороть . я по упрямству только на седьмую проверку что течёт заплатку ставил .1 балл
-
Из представленных фирм варю KEMPPI Kempoweld 3200(вроде, могу уточнить) и EWM Taurus301 Отталкиваюсь от Кемппи, т. к . я за него : ), хотя может цена у них разная. + быстрее срабатывает кнопка подачи проволоки (для меня это важно) + переключение между ручн.сваркой и п.автоматом кнопкой, EWM штекерами, плюс ищешь 126 программу + увереннее варит (равномерно шелестит), меньше разбрызгиваний . Мучил 2 аппарата, начало на заводских, потом на ручных настройках, этот выигрывает. + У 2х аппаратов воздушное охлаждение, так рукав EWM очень жесткий, петля, и проволока на месте, достало, как только не настраивал прижимные. Хотя исполнение горелки на высоте. + ручная сварка увереннее у EWM , но не намного. Оба аппарата используются : ручн.сварка для труб ДУ 32 - 325 и ответственных конструкций п.автомат сварка металлоконструкций, в больших обьемах и во всех положениях. Будут вопросы по этим машинкам, пиши.1 балл
-
Если очень нужно можно и полуавтоматом заварить,все равно латкой усиливать.Есть и тема соответствующая.Главное надуть в бак углекислоту или аргон.А если гелий, улетит бак.1 балл
-
Да не в том дело какой аппарат . бак заварить не поле перейти . вот не за тот возмётсья не знавши - и прощай будующий возможно хороший сварщик по аргону ))))1 балл
-
Ведро китайских шариков,нитки, баллон, редуктор, сумку для денег и в парк Камышина на выходных.1 балл
-
@BelaZZ, Сейчас с утра еду на работу, вижу рыбу торгуют на районе- самка 150руб хвост. Жене звякнул, купила пять штук, уже два литра икры засолила. Короче:" Началось в колхозе утро", - теперь только успевай покупать, разделывать, солить.1 балл
-
Так зачем сразу заявлять, про то что Вы не знаете. Какой то информацией обладаете Вы которую не знаю я, какой то я которую не знаете Вы, но здесь мы ей обмениваемся, что очень здорово. Не надо ультрировать снова, я не говорил о Кемппи никогда, что это неубиваемая продукция (это на счёт камаза). фитвелд просто привёл как образец однокорпусника монтажного, кстати у него небольшой ПВ для 300 ампер, и разработан он был для судостроения для работ прихватками, но любую ресанту заткнёт за пояс. Кстати Вы опять ошиблись фитвелд работает от 3 фаз, что является негативным фактором при поставке его на срз, т. к. есть страх перебить питающие провода и долбануть током работающих на корпусе людей.1 балл
-
на РД нужно минимум 1 год стажа. на п/а по решению комиссии могут скостить до полугода. еще нужно умение варить образцы под конкретную группу ОТУ. в зависимости от группы дадут или пластину или трубу. еще нужно иметь голову, потому что после практики, сдают теорию (если учились по сварке,то вас думаю как человека окончившего техникум освободят от сдачи общего экзамена). ну про документы думаю вам по месту сдачи скажут!1 балл
-
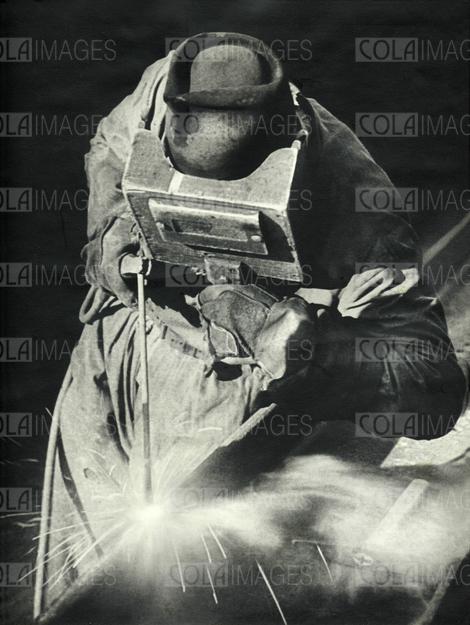
Пара фотографий военного времени. Ремонт шторки воздушного радиатора самолёта Ил-2 Танк Т-34 в цеху. Слева виден сварщик. Пара фотографий датского фотографа Allan Daugaard Hansen, из Копенгагена. Фото 1945 года. Фото 1940 года.


 1 балл
1 балл -
Короче! Учится стоит. А если и хорошая возможность то в обще без вариантов. Учитесь на здоровье. Об оплате не спрашивайте! Смотря что сможете и куда устроитесь. Сварка почти везде. если не везде.1 балл
-
Не то чтобы правильно но примерно так. Ещё один человек где то здесь показывал что есть патрубок со встроенным клапаном, енто вместо крана. Может и не дешевле но гораздо меньше соединений разного типа, там сварка или на муфтах. Не помню где то тут. Не забываем выпустить воздух из насоса во время заполнения водой.
 1 балл
1 балл -
С тоской вспоминаю время жизни на Колыме.Грибы,рыба,икра.И всё это ловилось,собиралось и употреблялось без боязни отравиться.Здесь,в центральных регионах,очково всё это дело,да и глядя на зачуханную природу,не особо и хочется побаловать себя этими дарами природы.1 балл
-
год стажа сварщиком и 4 разряд, вот тогда только нужно задумываться о наксе, и не по всем категориям.1 балл
-
Скоро зима, подвалила шара небольшая, заменить 50 метров трубы 89 и 108.

 1 балл
1 балл -
@Minotawr,нужно срочно "обновить" расценки !!!1 балл
-
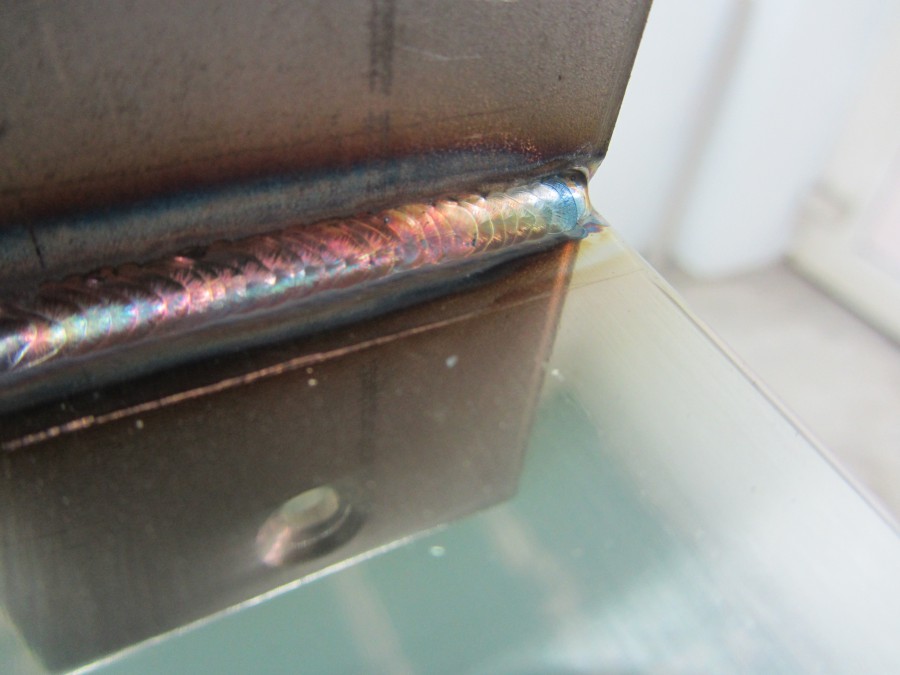
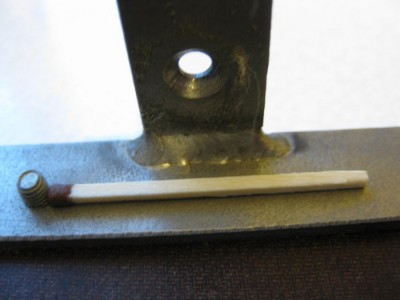
Прямоугольная труба 80-120мм. Накладки толщина 4мм.



 1 балл
1 балл -
СварщикРучник, нужно было еще столько же за травмы содрать! Между прочим - даже положение такое есть...1 балл
-
@volt, Неплохая работа , ещё с режимчиками нужно поиграться , а то швы перегрев , серые швы -это ни есть гуд. Лучше на пульсе варить, хотя попадается труба с поднебесной - режимы не помогут, всё равно пережжённые будут.


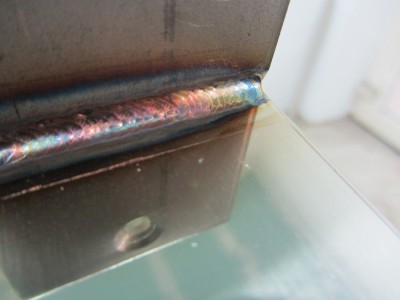 1 балл
1 балл -
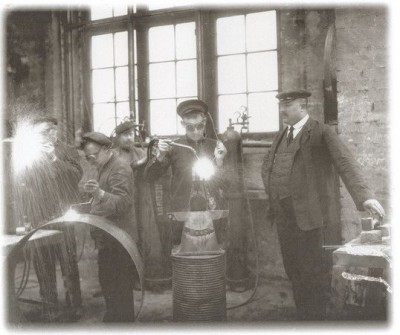
Нашел пару о-о-очень старых фотографий Сварщики чугунно-литейного и машиностроительного завода Людвига Нобеля за работой Зарубежное. Сварка секций корабля. Указана дата снимка: 19 сентября 1918 года. Видимо, постановочная фотография. Где это снято, интересно...
 1 балл
1 балл -
За 40 тыщ любой АС/ДС, на котором честно написано - мэйд ин чайна. Рилон, Джасик, Брима и т.д.1 балл
-
Sergei1450, и ещё, помимо сказанного, надо почуствовать металл, который варишь. Это чуство само подсказывает, с какой скоростью надо вести электрод, когда оторвать его от металла, при каком токе и как варить. К гениям сварки оно приходит сразу, к кому-то со временем, а к кому-то никогда.1 балл
-
Практика, практика, практика, практика........... Разные трубы, разные пространственные положения, разные аппараты, разные заказчики - психованные идиоты и терпеливые, понимающие люди(таких мало ) Трубы от ржавУщей полудюймовки в подвале, по сапоги залитом водой до 219-й новенькой красавицы с токарной разделкой кромок и предустановленными закладными элементами в светлом и тёплом цехе... Электроды с отлетающей обмазкой, под которой ржавый стержень и закатанные герметичные тубы ESAB, которые привозит запаренный снабженец или заказчик на завершающий (крайний, золотой) стык... Бьющие током при любом касании трансформаторы советских времён (но почти неубиваемые) и до ... Далее уже НИРВАНА, АСТРАЛ, БЕСКОНЕЧНОСТЬ... Практикуйтесь, коллега...1 балл
-
Да ну? Это же сколько я гигабайт пылесосом то отформатировал...1 балл
-
Прихожу я свищ варить по стыку старому,на котором сварной с..ка не удосужился шлак сколотить. Вот ему икается наверное. Старый шлак ,да ещё с фланцев хрен отколотиш.А болгаркой мало где залезешь. Удалять его надо всегда. К примеру сварен стык,шлак не отколочен.Дали давление,замокрело. Стык мокрый весь. И начинается поиск косяка. Ещё найди попробуй. Если стык чистый,то проблемное место видно сразу. Всё это из многолетней практики сварки тепловых сетей.1 балл
-
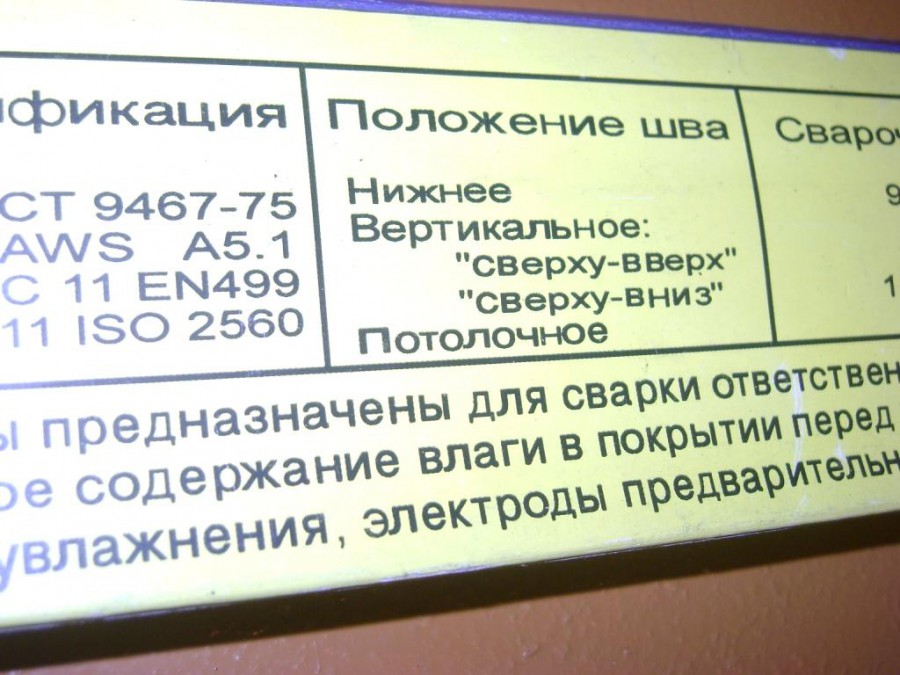
Еще бывают такие электроды.Человек их выпускающий не лишен чувства юмора..)

 1 балл
1 балл -
МЕ 180 Sabaros - но и стоят они мама не горюй, от 3000 за кг...1 балл