Лидеры



Популярный контент
Показан контент с высокой репутацией 13.11.2025 во всех областях
-
А подробнее? Пользую, никаких проблем ни на нерже, ни на алюминии.1 балл
-
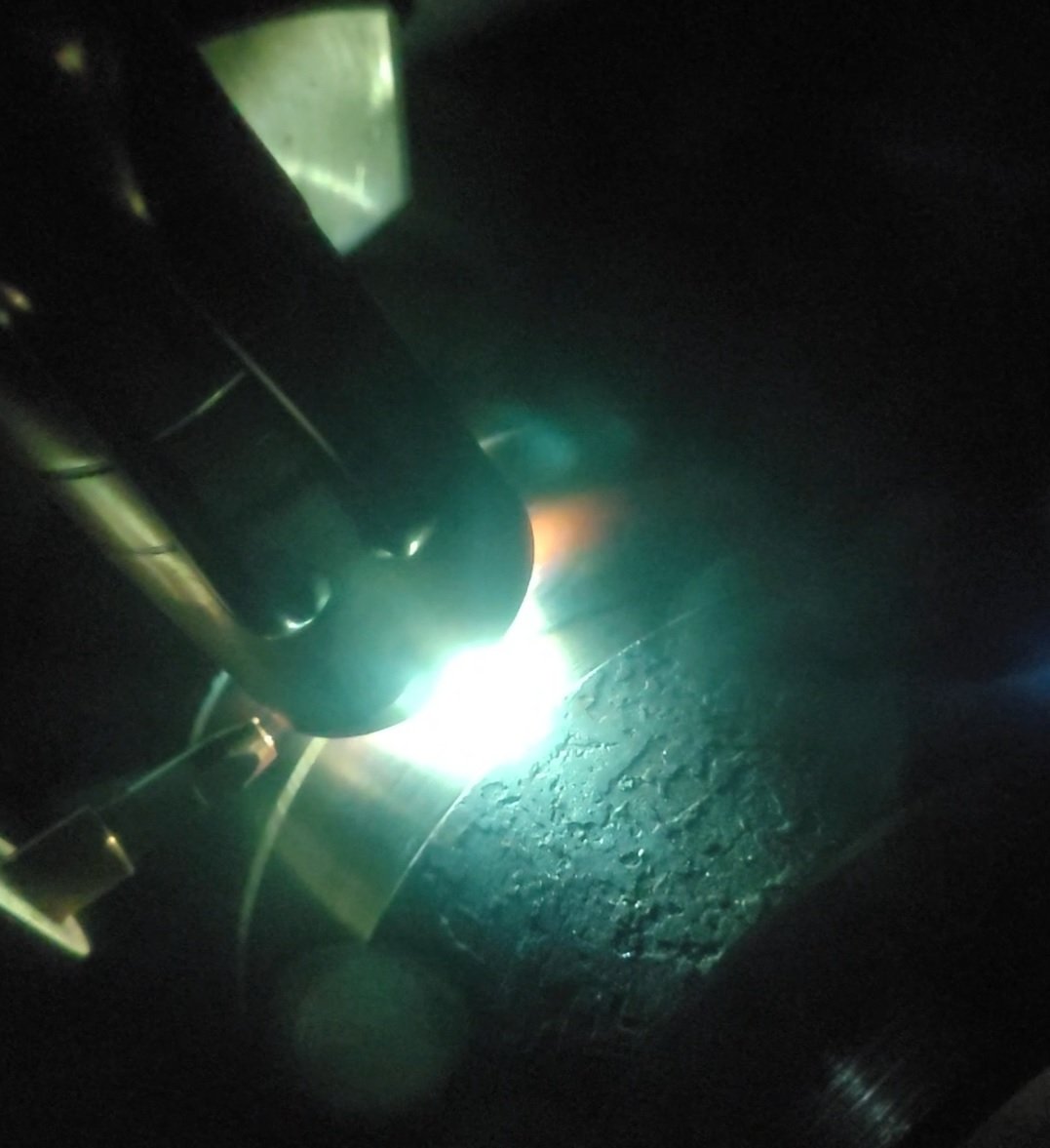
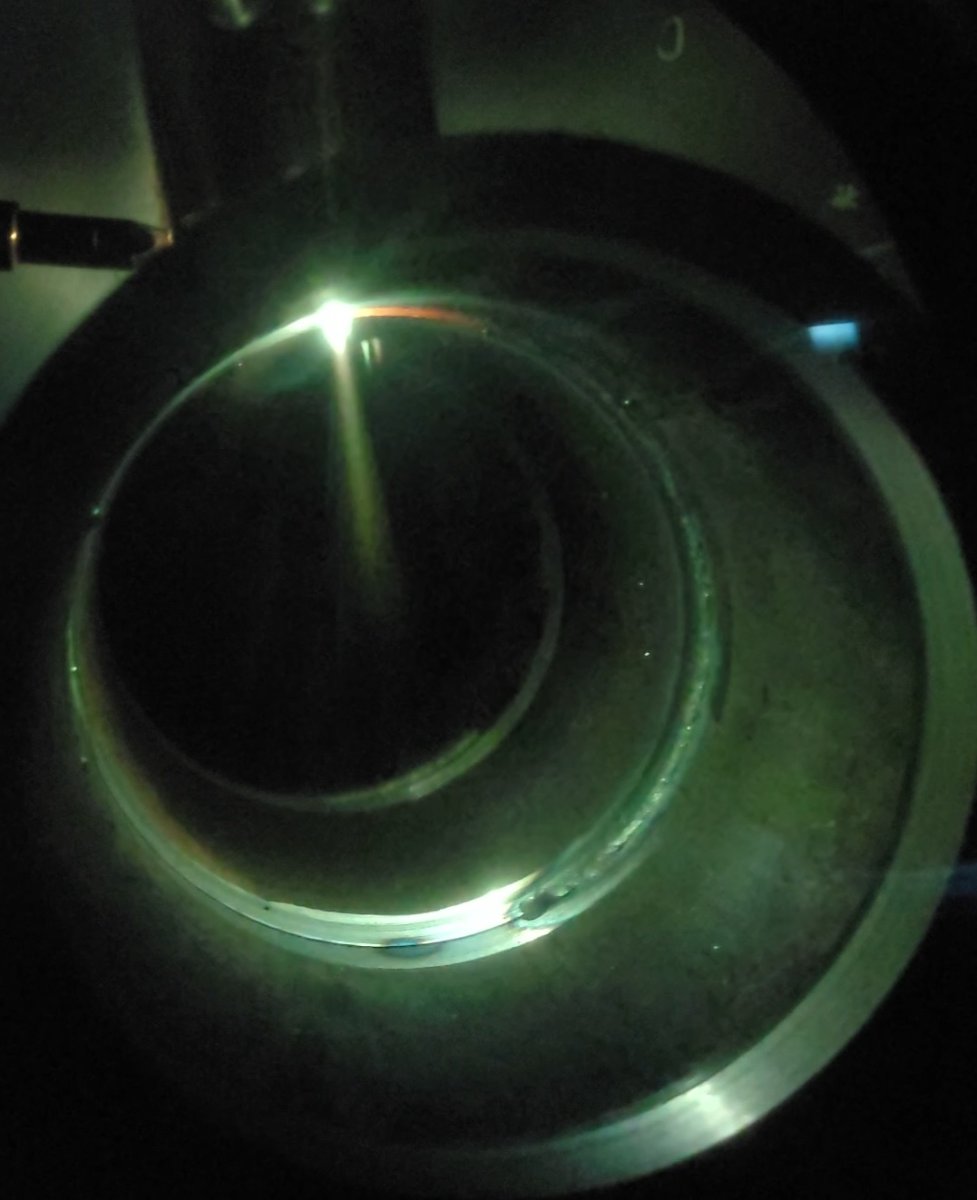
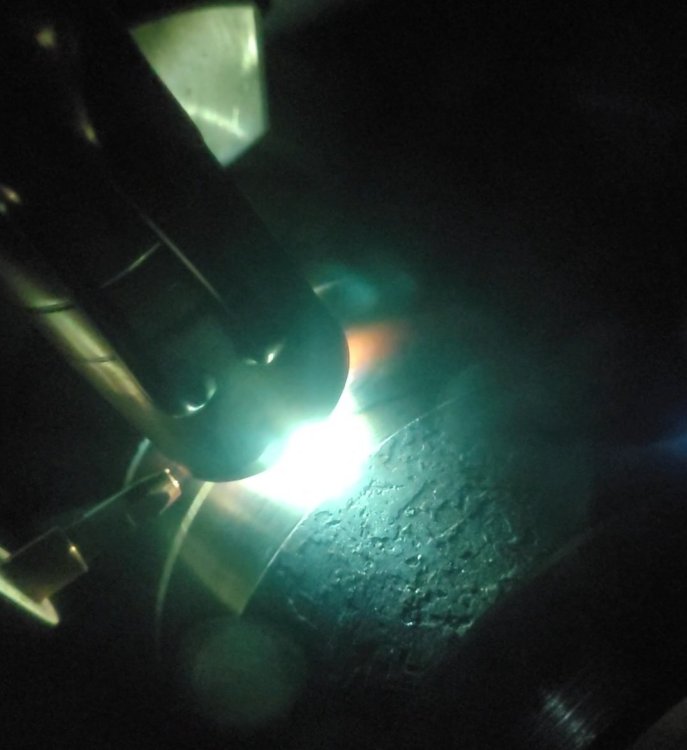
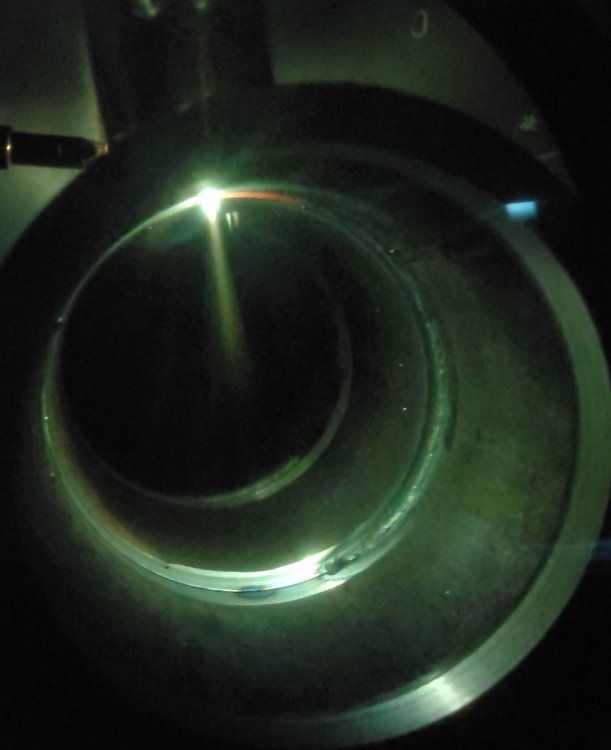
Немного мыслей и практики. 1. В итоге была приобретена азотная кислота 70%. При открытии баночки, дымится вступая в реакцию с воздухом. Т.е. приехала не вода 2. Деталь была в меру наших возможностей обработана (даже видно отражение телефона когда ее фотографировал). Обработал торец. Видимых реакций нет. Просто как водой помазал. Ждал и 5 минут и 10 и дольше... Вычитал из выше приложенного документа, нужен подогрев. Закинул деталь в печку, нагрел до 50-60 градусов. Деталь массивная, час лежала. Достал, и помазал. РЕЗУЛЬТАТА 0!!! И тут у меня шок. Плюнул на все эти химические манипуляции. Промыл поверхность и помазал автомобильным электролитом. Через несколько минут, пошла реакция, как фотография, пошел процесс проявки И вот такой результат: Выводы: - в целом все делал правильно но забыл про более тщательную обработку поверхности до состояния - зеркало. - в моем случае нерж и азотная кислота не сработало. - я вспомнил, почему мне химия не зашла фиг его знает, будет процесс не будет и почему А так же все эти нюансы, испарения, дымящиеся ватки и возможность наделать дыр в одежде. Нужна хорошая вытяжка, в документе там еще смешивают разные составы и варят все это дело... Это же что за испарения будут... - то что получилось, в целом результатом доволен. Если уж фотоаппарат заснял, то и глазами хорошо просматривается. - нужно будет подобрать время на проявку. На фото видно, что где немного было больше кислоты (вниз немного стекла), то процесс шел дольше и результат не совсем равномерный. Т.е. нужно время от времени повторно водить ваткой по поверхности разравнивая кислоту и когда результат будет положительный то смывать. Процесс получается: постоянный контроль, а не помазал и бросил. - толщина заготовки (трубы) 10мм. Это для ориентира размеров усиления шва, корня шва. Так же на заготовке виден повторный, разглаживающий шов. Т.е. за один проход была свара на всю глубину и для придания более эстетического шва сделали повторный проход. И вот тут самое интересное, ток 210А, скорость одинаковая. Отличие только в расходе плазменного газа. И в одном случае пробивает легко 10мм, а тем же током и уже нагретая деталь не прогрелась более 4мм. (точнее прогрев был и корень до красна разогревался, но расплавление до жидкого состояния застопорилось на 4мм.). P.S. для нержи использовали поддув для формирования корня шва. Для черной стали проще, поэтому фиксация, как идет процесс легче показать. Может кому-то будет интересно.

 1 балл
1 балл -
А поговорить?1 балл