Активность
- Последний час
-
 Janezek присоединился к сообществу
Janezek присоединился к сообществу - Сегодня
-
 Nikolai HK присоединился к сообществу
Nikolai HK присоединился к сообществу -
 максимус1982 присоединился к сообществу
максимус1982 присоединился к сообществу -
 Сергей 65 присоединился к сообществу
Сергей 65 присоединился к сообществу -
 dv_sudya присоединился к сообществу
dv_sudya присоединился к сообществу - Вчера
-
 это вам лазер или плазменную сварку надо. ТИГ в основном, если что-то толстое, более 1мм, шов и глубина прогрева это за счет теплового переноса внутри метала. поэтому явного сужения шва\дуги, вы не увидите. Да, конечно, на более высокой частоте у вас и гуляние дуги уменьшается, но давление дуги явно снижается. Как вариант пробовать разновидности MIX, когда в АС подмешивается DC. Но для разовой работы это точно не вариант. Если серия идет, то однажды отработав, подобрав, может и будет облегчение в работе. Т.е. ТИГ выше 2мм это уже довольно проблематично (только перенос тепла внутри металла), а следовательно увеличение ванны в области воздействия дуги. Поэтому даже в DC 3 мм под большим вопросом если варить без зазора. Либо начинаются фаски либо пробы с газовыми смесями в виде добавления кислорода или водорода. 1-2 мм от материала зависит. А 3 мм вершина прогрева с проплавлением без применения дополнительных телодвижений для стандартного, широко применяемого. Поэтому титан когда варил 1.5 мм, ширина шва была под 10-15мм, а корень только только появляется. А ТОКа, конечно не жалел, много, очень много ставил.
это вам лазер или плазменную сварку надо. ТИГ в основном, если что-то толстое, более 1мм, шов и глубина прогрева это за счет теплового переноса внутри метала. поэтому явного сужения шва\дуги, вы не увидите. Да, конечно, на более высокой частоте у вас и гуляние дуги уменьшается, но давление дуги явно снижается. Как вариант пробовать разновидности MIX, когда в АС подмешивается DC. Но для разовой работы это точно не вариант. Если серия идет, то однажды отработав, подобрав, может и будет облегчение в работе. Т.е. ТИГ выше 2мм это уже довольно проблематично (только перенос тепла внутри металла), а следовательно увеличение ванны в области воздействия дуги. Поэтому даже в DC 3 мм под большим вопросом если варить без зазора. Либо начинаются фаски либо пробы с газовыми смесями в виде добавления кислорода или водорода. 1-2 мм от материала зависит. А 3 мм вершина прогрева с проплавлением без применения дополнительных телодвижений для стандартного, широко применяемого. Поэтому титан когда варил 1.5 мм, ширина шва была под 10-15мм, а корень только только появляется. А ТОКа, конечно не жалел, много, очень много ставил. -
тогда искать другое место работы, т.к. он руководитель и его не изменить. А в другом месте работы возможно уже такие деньги и не получить... Обычная ситуация микро организаций. Не нравится - вали. Ну а если в этом месте ЗП как в среднем по больнице, то при отсутствии явных плюсов, точно не имеет смысла тратить время. Но если все хорошо, то ты можешь диктовать условия, что надо купить в виде расходки и прочее. А вот на большом предприятии, что дали тем и работай. И если знания есть, то видя откровенный брак, опять будет плохо там работать, т.к. себя придется ломать либо идти в другое место. Но это уже философия и к теме вопроса не имеет отношения.
-
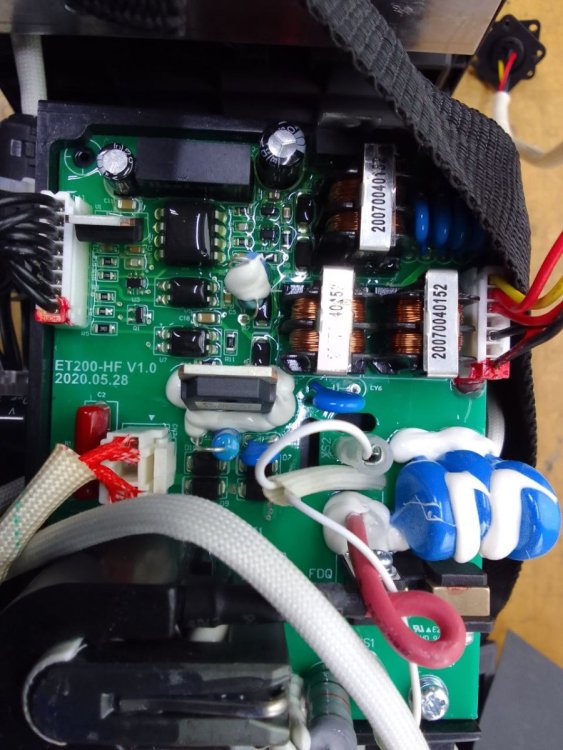
интересно, кто так шутканул... Если это они о себе, производитель честный! Я думал, что HF трансформаторов на новом и не увидишь... а нет, привычки дело устойчивое!
-
не чуть. Именно быстрее. И если частоту ставите большую, именно уменьшается внутренний прогрев и следовательно глубина сплавления. Но это не решает проблему с поводками. Т.к. нагрев метала все равно будет. Ну представьте, ногой прогнули лист. Обратно он не встанет, т.к. внутри растянулся. С этим жестянщики борятся, применяя определенные телодвижения. поэтому чем больше нагрелось, тем больше метал расширился и обратно он не спешит принимать предыдущую форму. Вот и останется пузырь. бак был усилителем. Ребром. Если в том же месте приварить хороший усилитель, то он будет держать. компенсировать, поводки. Т.е. лист к листу ни чего не получится. А вот если внутрь заложить что-то в виде усилителя и вначале изнутри его к борту приварить к обоим листам, а после уже варить наружный шов, то такого безобразия не будет. Хотя в каком-то месте может всплыть "пузырь", "хлопун"... Изготовление нового и править что-то разные задачи и разный подход. только скорость решит. Топтаться на одном месте, резко увеличивается возможность коробления. Непровар, так с такими толщинами и без усиления ... чудесник - владелец. Единственное, делайте зазор и в зазор варите. Совсем недавно канал "100А" (ютюб) вот вот ваш случай показал, сварка алюминия в зазор. НО!!! Это надо делать опять же понимающе, т.к. на фото, что он показывал, дефектные места все равно есть. Но подобрав режим и усмерив моторику рук, результат в целом можно получить, хороший. Да и усилитель снимет нагрузку со шва, точнее распределит. И если даже не будет 100% проплавления с корнем шва, то все равно это место будет не хуже чем с проплавлением. Можно конечно после этого усилитель отрезать и декоративным швом изнутри пройтись после, но ... как бы опять не повело. Слишком большая поверхность без изгибов или внутренних усилителей. Изначально на прокате листу придают некоторую сферу, она то и сопротивляется короблению. Вот посмотрите как китайцы авто шлепают, чем больше ломанных линий, тем тоньше метал .
-
 МаксимRus изменил фотографию своего профиля
МаксимRus изменил фотографию своего профиля -
- частоту выставил 170гц именно по причине деформаций, при болшей частоте проплав и нагрев же меньше и шов более узкий выходит. Если в чем не прав поправляйте пожалуйста, буду признателен. Я готов учиться. - по шву на плоскости. Борт вскрывался. Внутри катера, ровно по тому шву что мы обсуждаем борт приваривается к баку для воды (он длиной в шов который я заваривал). Бак к борту приваривал предыдущий сварщик и борт изломило от сварки, было принято решение его прорезать над швом и затем уже устроился я и передо мной встала задача выставить этот борт и проварить с обеих сторон. Вот и возникли сложности с деформациями. И в целом в судостроении много длинных швов и как то нужно их варить что бы не вело. Варят же как то другие катера и все ровно. Вот и требуется мне узнать как же варить длинные швы по алюминию. Какие есть техники, приемы, ньансы. - т.е. площадь нагрева будет меньше если выставить ток как следует (не заниженный) и варить чуть быстрее? Владелец производства говорит "меньше греть нужно", грею меньше и при зачистке шва, стык вскрывается оказывается непровар. Вот как то нужно и проварить, и что бы не покоробило? Вот передо мной какая задача.
-
Добрый! Всё в продаже!
-
 Если не понимают, то пусть на себя берут риски запороть данное дело( проект).Просто подобный случай был со мной в Вологде, где один наш форумчанин пытался сваривать подобные лодки, нагрузив всё на сварщика,дело шло так же криво, сварные менялись часто.Потому как сам он был слегка не в курсах( больше по купи-продай по сварке), сварные тоже пыжились, но нужными компетенциями не обладали, потому что были просто сварщиками. По итогу все довольны.Лодки( катера) построены, ходят по акваториям.. Потому что лучше отдать денех грамотному спецу и не иметь головной боли.А можно продолжать решать не свои задачи, попутно запарывая проект.
Если не понимают, то пусть на себя берут риски запороть данное дело( проект).Просто подобный случай был со мной в Вологде, где один наш форумчанин пытался сваривать подобные лодки, нагрузив всё на сварщика,дело шло так же криво, сварные менялись часто.Потому как сам он был слегка не в курсах( больше по купи-продай по сварке), сварные тоже пыжились, но нужными компетенциями не обладали, потому что были просто сварщиками. По итогу все довольны.Лодки( катера) построены, ходят по акваториям.. Потому что лучше отдать денех грамотному спецу и не иметь головной боли.А можно продолжать решать не свои задачи, попутно запарывая проект. -
Новый Эсаб. ROGUE ET200iP PRO ! Ох и название ))) Меняли разъём на более распространённый, ну и так, пофоткали немного. Обычный китайский аппарат.




-
 Если б все рукамиводители это понимали, наступил бы рай...
Если б все рукамиводители это понимали, наступил бы рай... -
а зачем такая большая частота? И если я правильно помню, то сварщики варили под 150-180А , для этого у них были 250А аппараты, чтобы в ПВ уложиться, не перегревать их. А высокая частота она больше для тонких изделий. Ваш случай больше просит 60-80 Гц, ну максимум 100 и при этом 100 уже будет великова-то. По первой фотографии не понял, а вторая вызывает вопрос. А зачем в этом месте шов? Все лодки, что я видел, швы делаются на том или ином ребре, а у вас зачем-то на плоскости. И если с обратной стороны нет усилителя, то как бы не варили, будет коробить. Может как вариант в "разбег" варить, но это надо пробовать. И в любом случае все равно не будет идеально ровной поверхности после сварки. нет. Теплопроводность большая. Чем больше материала будет нагрето, тем больше поверхность будет испытывать внутренние напряжения. И следовательно больше вероятность в получении еще большей волны. Этим и отличается лазерная сварка, т.к. мизерная зона нагрева, остальное не нагретое, сопротивляется короблению.
-
.Почему-то в подобных конторах думают, что сварщик это( вопрос выбора технологии) знает и его этому учат. Хотя в лучшем случае учат соблюдать требования нормативных документов по сварке.И то не везде.Просто совет товарищу–не грузить на себя то, что для него не предназначено, его дело горелкой водить,да аппарат настроить.И всё, по большому счёту.Остальное-за другие деньги.Немаленькие.
-
Николаич, думаешь у них есть технолог?
-
Где-то еще были сообщения Саши (Шурпета), когда он работал на сварке катеров. Думаю, имеет смысл обратиться к нему и к Петру (Круазик)
-
Подходит.Достаточный.А вообще-то ,это не Ваша работа подобные задачи решать.
-
Для 4мм импульсный режим подходит? Провар достаточный получится? Хотя понимаю на деле нужно смотреть.
-
131 процесс, импульс.
-
В Самаре работаем. Аргонодуговая. Толщины 3 и 4мм. Диаметр проволоки 2мм. Варю на 120амп, балансе 35% и на 160гц. Вот еще думаю, не лучше ли будет меньше тока и помедленнее варить? Или наоборот побольше тока и быстрее вести. Вот где нагрев меньше будет? Как мне думается при первом варианте.
-
А вот этого не надо. Инструменты разные нужны, инструменты разные важны!
-
Ребята... Флуд?!
-
И у Вас есть. Старая щётка шлифмашины или иного коллекторного мотора - это и есть графит. Можно и утверждать. по мнению старых сварщиков, которым есть что сравнивать, машинный преобразователь даёт лучший ток для ТИГ дуги, нежели современные инверторы.
-
ага... вот прямо такой графит у всех есть. Т.е. аппарат ММА есть, покрытых электродов нет, а вентильная горелка, газ и графит есть... Ну ... не знаю. У меня нет а нафига трактора и молотки? Раньше ведь спокойно и камнем тушу разделывали и ПОЛЯ палкой-копалкой обрабатывали... Да и если тема создана как ВЕДЕТ материал, то наверное уже есть аппарат и чем варить. Другое дело, нет знаний как обойтись тем, что есть от большого перегрева деталей. Но и при этом, уходить с ММА на ТИГ вентильный... то еще удовольствие. А возвращаясь. как сварщики работали... ну так и мебель была ... дом упадет, а мебель будет стоять. Кровати с уголка 40 или 45 го делались там точно не ТИГ нужен был. Поэтому каждому удобно то что удобно. А утверждать, что раньше так делали, то это лучше, наверное опрометчиво. Но ... у каждого свой выбор и предпочтения. Хотел сказать, что предложенный вариант, далеко не самый лучший и удобный. Вон, подогнал два автомобиля, снял с них два аккумулятора и вари... И таких вариантов еще можно накидать, только целесообразность таких вариантов очень сомнительная.
-
Отрицание физики не приводит к изменению физики.
-
Способы сварки разные. Принципы саморегулирования дуги разные. Аппараты были разные.
-
С моей точки зрения там написана ересь!
-
ТС спрашивает, какой аппарат нужен. Я ему указал, что если есть перспектива использовать 2 способа, то надо брать аппарат с переключателем.