Активность
- Последний час
-
 Иван774 присоединился к сообществу
Иван774 присоединился к сообществу -
Удельное тепловложение,напряжение на дуге, скорость подачи и диаметр проволоки, вид каплепереноса,род защитного газа( в смысле: кислота/смесь, которая тоже бывает разная), скорость сварки, общая и на конкретном участке...и ещё ряд-на какой круг заходим? Тему, похоже надо переименовать: Мысли о процессе МИГ/МАГ возле РТК
-
А поговорить-в курилке, велкам до позеленения...для тех , кто в танке и на бронепоезде-флуд в этой теме на этом сообщении закончен–кому интересна информация от Сахалинского Кота-каналы связи указаны.Весь мусор в дальнейшем будет сноситься без предупреждений.
- Сегодня
-
 polinalaxtanova присоединился к сообществу
polinalaxtanova присоединился к сообществу - Вчера
-
 DAP присоединился к сообществу
DAP присоединился к сообществу -
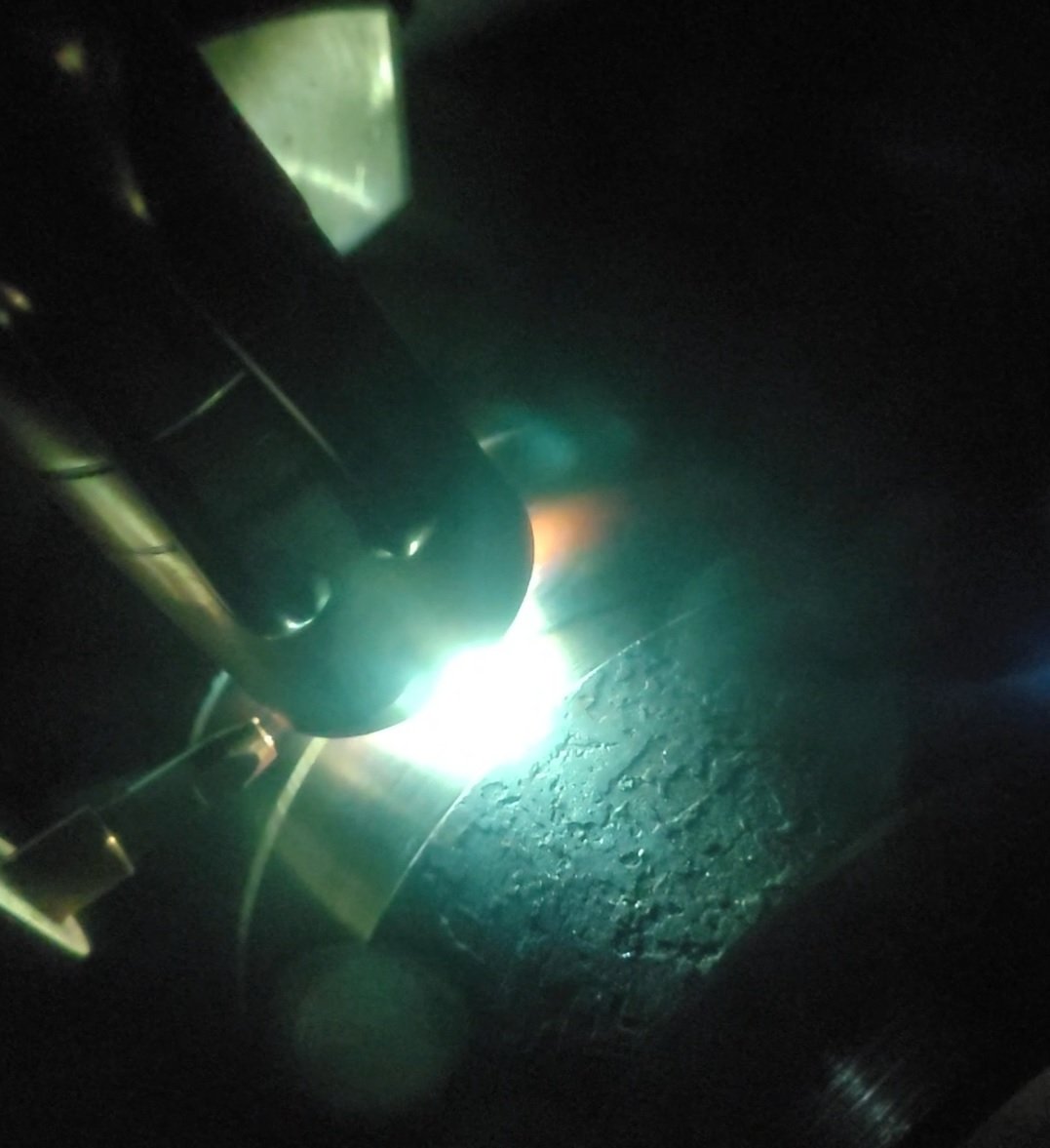
Спасибо за отклики. Баллон заправлялся 3 раза, в моем городе большой завод на котором аргон это отходы производства проблемы с газом на моей памяти единичны, в ноль газ не выпускал - косяк с газом исключил. Герметичность до горелки проверял выкрутив расходомер на мах заполнил систему снял горелку через сутки открыл баллон шарик подскочил на 1 деление, после этого поставил горелку с маленькой каппой без вольфрама струбциной через резиновые прокладки заткнул сопло также заполнил газом закрыл вентиль баллона, около часа ходил прислушивался, мазал мылом - ничего не услышал не увидел, открыл вентиль шарик подскочил на 2 деления - по моему такие утечки газа допустимы. Промывал спиртом. Единственное что подозреваю - пластик горелки от нагрева что-то выделяет. На нерже все черно, на алюминии-переменка 2-3секунды вольфрам сгорает. Сюда написал в надежде найти ещё кого нибудь кто также как мы с 340i мучился и в итоге победил эту горелку. Новая то че-то не дёшево стоит.)
-
это очень хорошо!
-
Раньше справлялись и теперь справимся. Осилим этот Fronius и KRC5. Мне нужно только понимание влияния параметров на сам процесс сварки. Что влияет на проплавление, ширину шва, вогнутость/выпуклость и пр..... С учётом скудного перечня позволенных мне функций.
-
Кстати, как вариант - пробочку на сопло и кистью с мыльным раствором промазать места соединений... но ИМХО вряд ли дело в этом.
-
Нет защиты. Но во всей системе от баллона до сопла давление выше, чем во внешней среде, следовательно при наличии негерметичности будет скорее утечка т.к. скорость потока, мне думается, не достаточна для появления где-то эффекта Бернули... Даже если где-то (предположим) и происходит подсос через мизерную щелку, то доля этого воздуха будет настолько ничтожна, что вряд ли столь заметно повлияет на результат. Я бы скорее усомнился в качестве газа... Чего там в баллон накачали никто не знает, а если и знает, то не скажет...
-
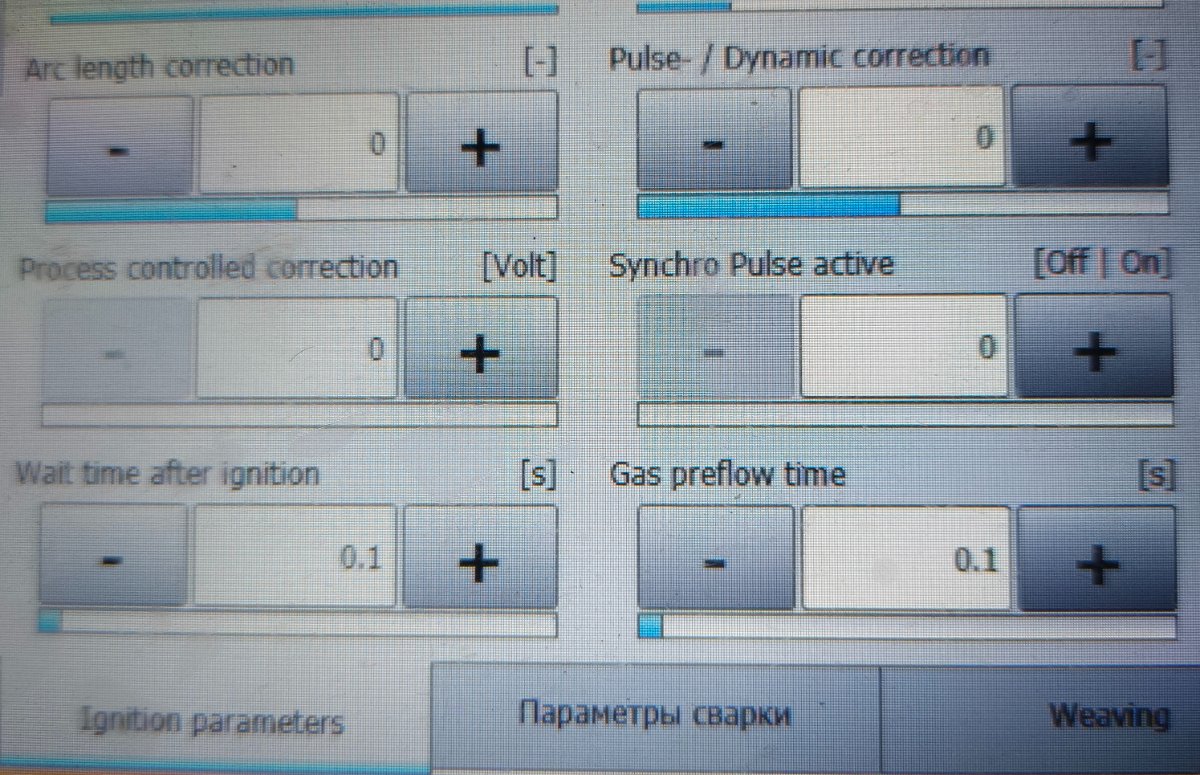
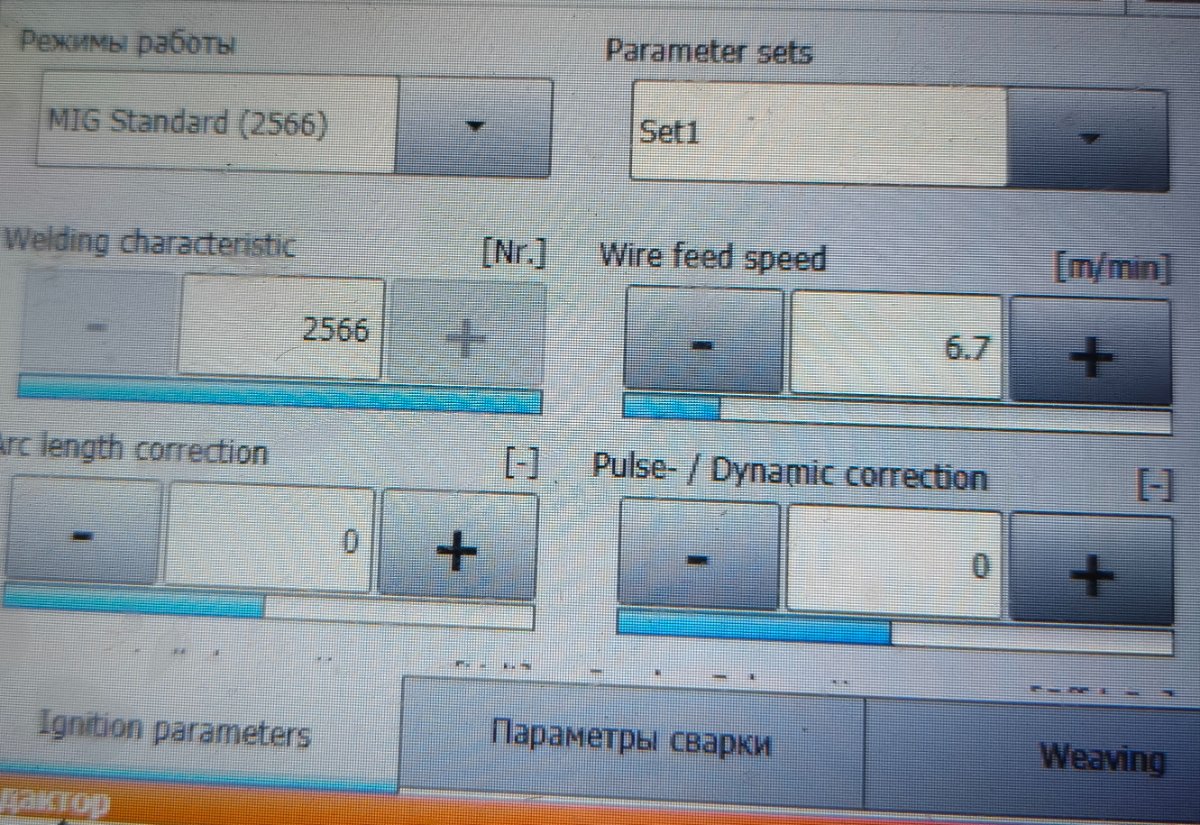
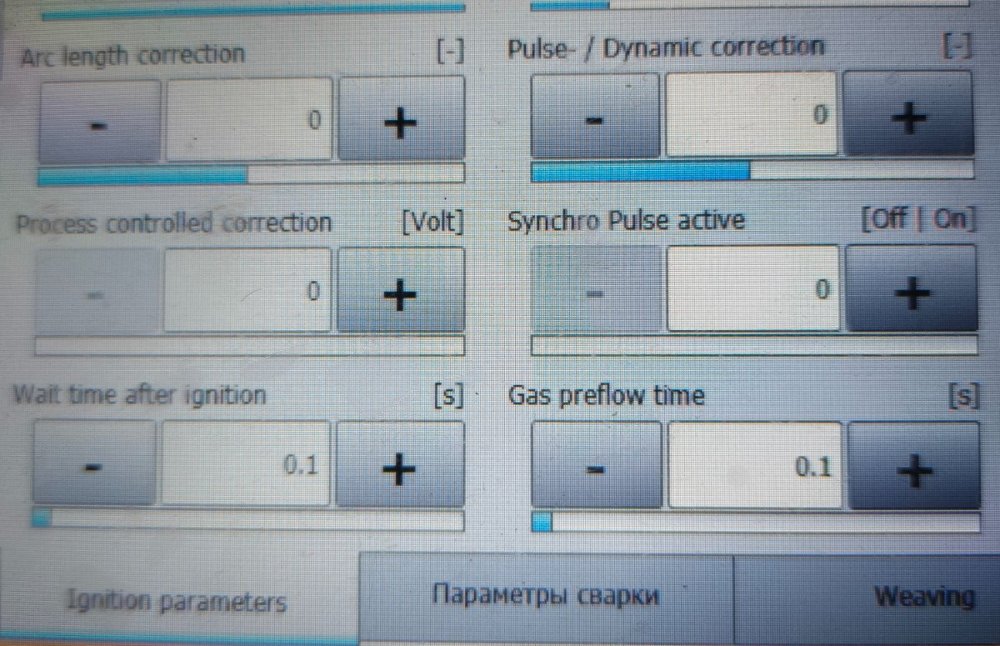
могут могут. А то что вы фотографии экрана прикладываете, это же экран пульта управления роботом и на него выведены настройки аппарата? Смущает параметр: подождать после поджога. Чего ждать? Кому ждать? Зачем ждать? Да и в целом, что в итоге с вашей задачей? Справились?
-
как вариант цангу вверх ногами поставили. Если я правильно понял... Горелка собирается, а варить не варит.
-
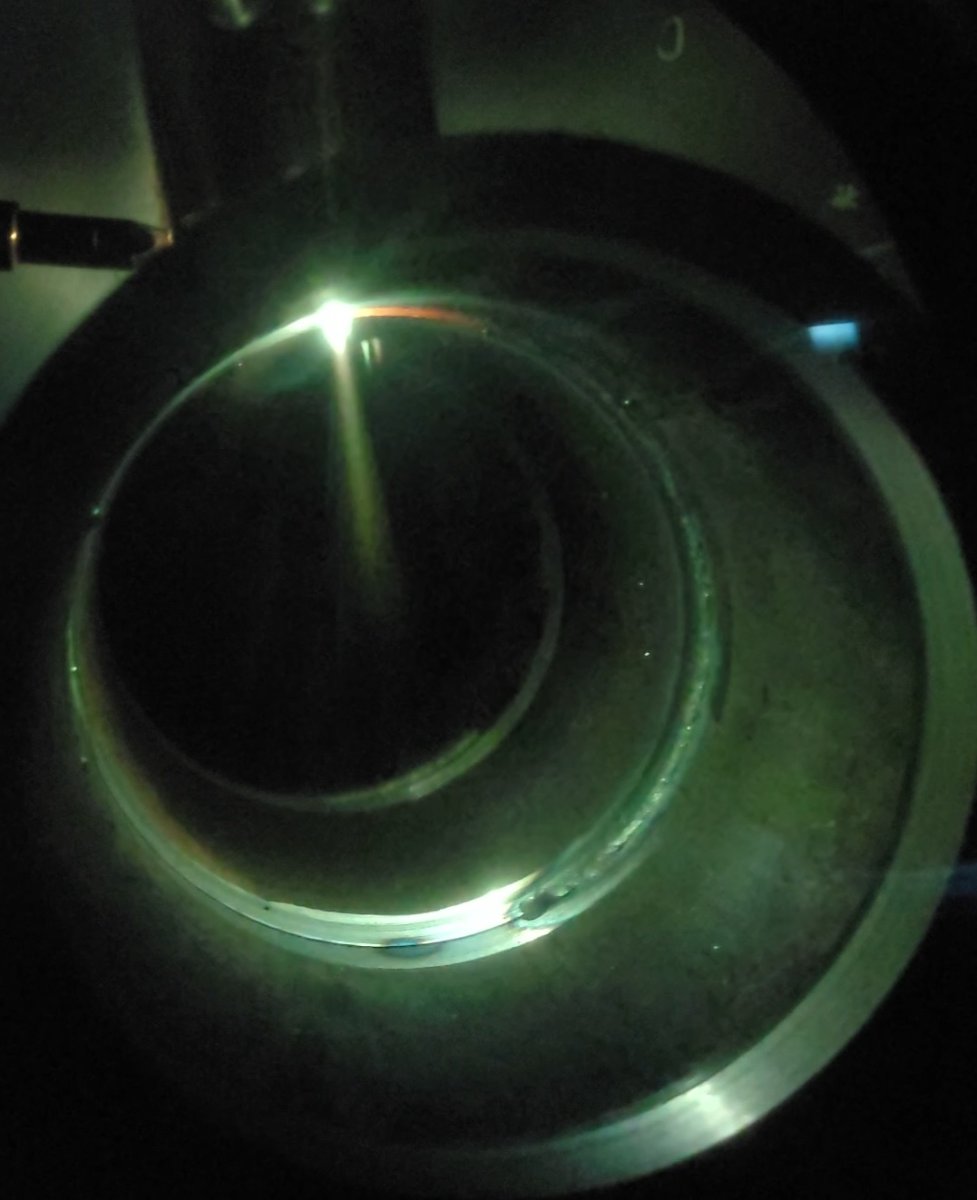
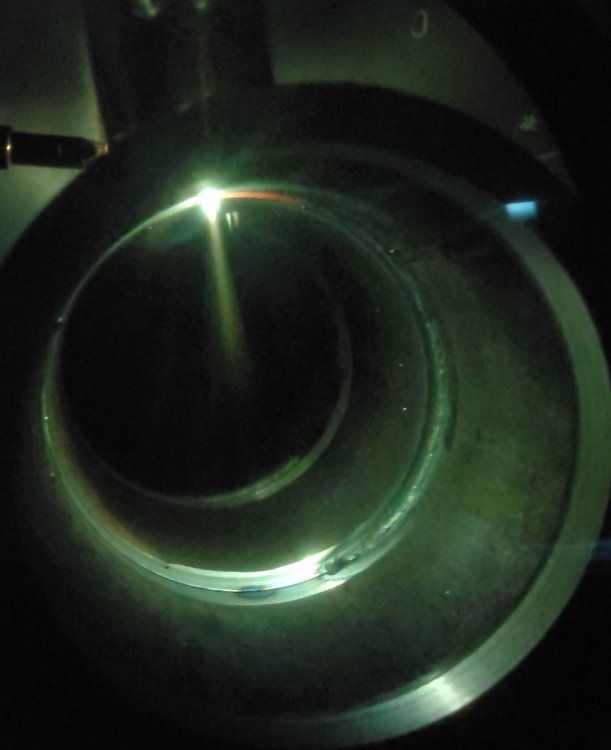
Вот параметры начала сварки, не буду употреблять отжиги/поджиги, чтобы меня за язык не притянули профессионалы
-
Ситуация один в один как у 340i все кроме горелки поменял, все промывалось продувалось, совпадает даже год покупки аппарата. Нет защиты. Откуда идёт подсос найти не смог, разве что в воду не окунал.
-
Да какие тут ещё нюансы?
-
Да на роботах Kuka. Fanuc и пр. есть функция косания кончиком проволоки. Деталь полностью обмеряется, все кромки, плоскости. Результаты измерений сравниваются с первой(нулевой) деталью Разница в расчётах применяется как коррекция на точки в сварке. Точки сварки смещаются в 3х направлениях. На некоторых роботах есть функция касания соплом.
-
да пока некогда читать, работы выше крыши. Набиваем шишки, чтоб крыша стала круче. К вам сюда некогда зайти. Сегодня пускали дым на автоматике после наладки программ. На первый взгляд Fronius при одних и тех же режимах шов кладет жирнее, в отличии от EWM и Abicor
-
Это не наши методы, работаем с тем что дают
-
Я не знаю. Может мы говорим об одном и том , но на разных языках. Когда параметр End Crater Time в значении 1.5 сек, а подача проволоки стоит 3-5 м/мин, то это заначит, что робот в конце шва стоит 1.5 сек и варит с подачей проволоки 3-5 м/мин. Потом затухание дуги, Проволока оттягивается на несколько мм, И робот едет дальше к следующему шву. Наконечник на глушняк не приваривается.
-
А что стало причиной такого вывода? Горелка не бог-весть - какой сложный девайс... и ее не очень сложно проверить (например - попробовать ее на другом аппарате... или от другого аппарата попробовать горелку на данном...)
-
А подробнее? Пользую, никаких проблем ни на нерже, ни на алюминии.
-
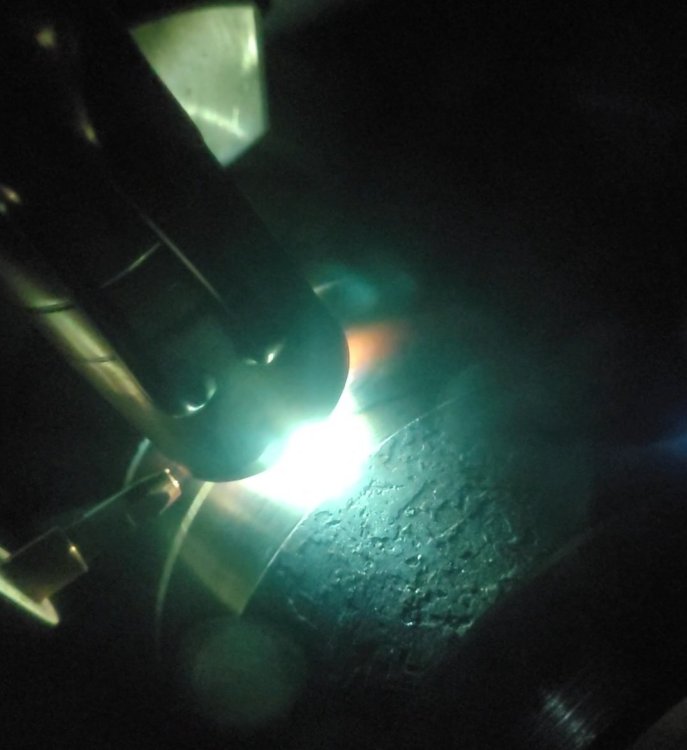
Немного мыслей и практики. 1. В итоге была приобретена азотная кислота 70%. При открытии баночки, дымится вступая в реакцию с воздухом. Т.е. приехала не вода 2. Деталь была в меру наших возможностей обработана (даже видно отражение телефона когда ее фотографировал). Обработал торец. Видимых реакций нет. Просто как водой помазал. Ждал и 5 минут и 10 и дольше... Вычитал из выше приложенного документа, нужен подогрев. Закинул деталь в печку, нагрел до 50-60 градусов. Деталь массивная, час лежала. Достал, и помазал. РЕЗУЛЬТАТА 0!!! И тут у меня шок. Плюнул на все эти химические манипуляции. Промыл поверхность и помазал автомобильным электролитом. Через несколько минут, пошла реакция, как фотография, пошел процесс проявки И вот такой результат: Выводы: - в целом все делал правильно но забыл про более тщательную обработку поверхности до состояния - зеркало. - в моем случае нерж и азотная кислота не сработало. - я вспомнил, почему мне химия не зашла фиг его знает, будет процесс не будет и почему А так же все эти нюансы, испарения, дымящиеся ватки и возможность наделать дыр в одежде. Нужна хорошая вытяжка, в документе там еще смешивают разные составы и варят все это дело... Это же что за испарения будут... - то что получилось, в целом результатом доволен. Если уж фотоаппарат заснял, то и глазами хорошо просматривается. - нужно будет подобрать время на проявку. На фото видно, что где немного было больше кислоты (вниз немного стекла), то процесс шел дольше и результат не совсем равномерный. Т.е. нужно время от времени повторно водить ваткой по поверхности разравнивая кислоту и когда результат будет положительный то смывать. Процесс получается: постоянный контроль, а не помазал и бросил. - толщина заготовки (трубы) 10мм. Это для ориентира размеров усиления шва, корня шва. Так же на заготовке виден повторный, разглаживающий шов. Т.е. за один проход была свара на всю глубину и для придания более эстетического шва сделали повторный проход. И вот тут самое интересное, ток 210А, скорость одинаковая. Отличие только в расходе плазменного газа. И в одном случае пробивает легко 10мм, а тем же током и уже нагретая деталь не прогрелась более 4мм. (точнее прогрев был и корень до красна разогревался, но расплавление до жидкого состояния застопорилось на 4мм.). P.S. для нержи использовали поддув для формирования корня шва. Для черной стали проще, поэтому фиксация, как идет процесс легче показать. Может кому-то будет интересно.

- 2 ответа
-
- 1
-

-
Пишу на удачу. Покупал такой-же гроверс в17-18году под большую подработку, работа сорвалась, аргоном поварил пару раз, всю оснастку тогда брал не свою. Аппарат все эти годы использовал для себя как рдс. Несколько раз делал попытки запустить аргон, столкнулся с проблемой один в один как у 340i, купил второй редуктор, шланги, линзы, менял газ в итоге забрасывал это дело. Вчера наткнулся на эту тему, понял что вся беда из-за горелки. Вопрос к 340i и тем, кто также попал. Может кто понял что не так со штатной горелкой и как её ввести в работу?
-
 Matthewalbum присоединился к сообществу
Matthewalbum присоединился к сообществу -
 WilliamLow присоединился к сообществу
WilliamLow присоединился к сообществу - Последняя неделя
-
 Mars присоединился к сообществу
Mars присоединился к сообществу -
Возможно помогает себе управлением подачи газа. Есть пневмопедали, при помощи которых можно управлять потоком. Или подмешивать другой газ. Можно и после нанесения валика разукрасить газовой горелочкой.
-
 Катерина Шулятьева присоединился к сообществу
Катерина Шулятьева присоединился к сообществу -
Кстати - стабилизатор промышленного назначения, для сварки и оборудования, может выглядеть так как на фото. Это один из собранных вариантов инвертора для электромобилей.

-
Еще одна моя тема: Сенсорные информационные терминалы. Заинтересовался сенсорными технологиями и в итоге родил эту тему. Несколько лет готовил, исследовал образцы, набивал руку на создание рекламных материалов на терминалах. В итоге снял помещение в аренду , прикупил оборудование, кое что сделал и открыл мастерскую по изготовлению сенсорных терминалов. Получил заказ на изготовление пары десятков терминалов но основная задача была другой - разместить в проходных точках города свою сеть терминалов и привлекать клиентов. С начала все пошло ОК! Стоимость годового размещения на терминалах информационного терминала определилась как 150 000 р. в год. Выстроилась очередь в 70 клиентов - бизнес нашего города. Я разместил в аэропорту города терминал для затравки. На фото. И стал ждать клиентов подсчитываю миллионы в уме... А потом все рухнуло! Крымская весна - присоединение Крыма! Весна 2014 года. Ну кто же мог предугадать? Повисла тревожность в обществе, пошли санкции, курс доллара заскакал и бизнес присел на задницу! В первую очередь порезали рекламные расходы. Я подождал до осени - клиентов нет. Аренда за мастерскую и аэропорт щелкает , а доходов нет. В сентябре закрыл тему и с тех пор у меня мастерская по ремонту сварочников. Но руки то чешутся!!!