Лазерная сварка: Преимущества и недостатки
 Эксперт
Эксперт
Как и любой другой вид сварки плавлением лазерная обладает своими преимуществами, и недостатками, свойственными только ей.
Лазерная сварка рядом явных преимуществ, значительно выделяющих ее среди других способов сварки:
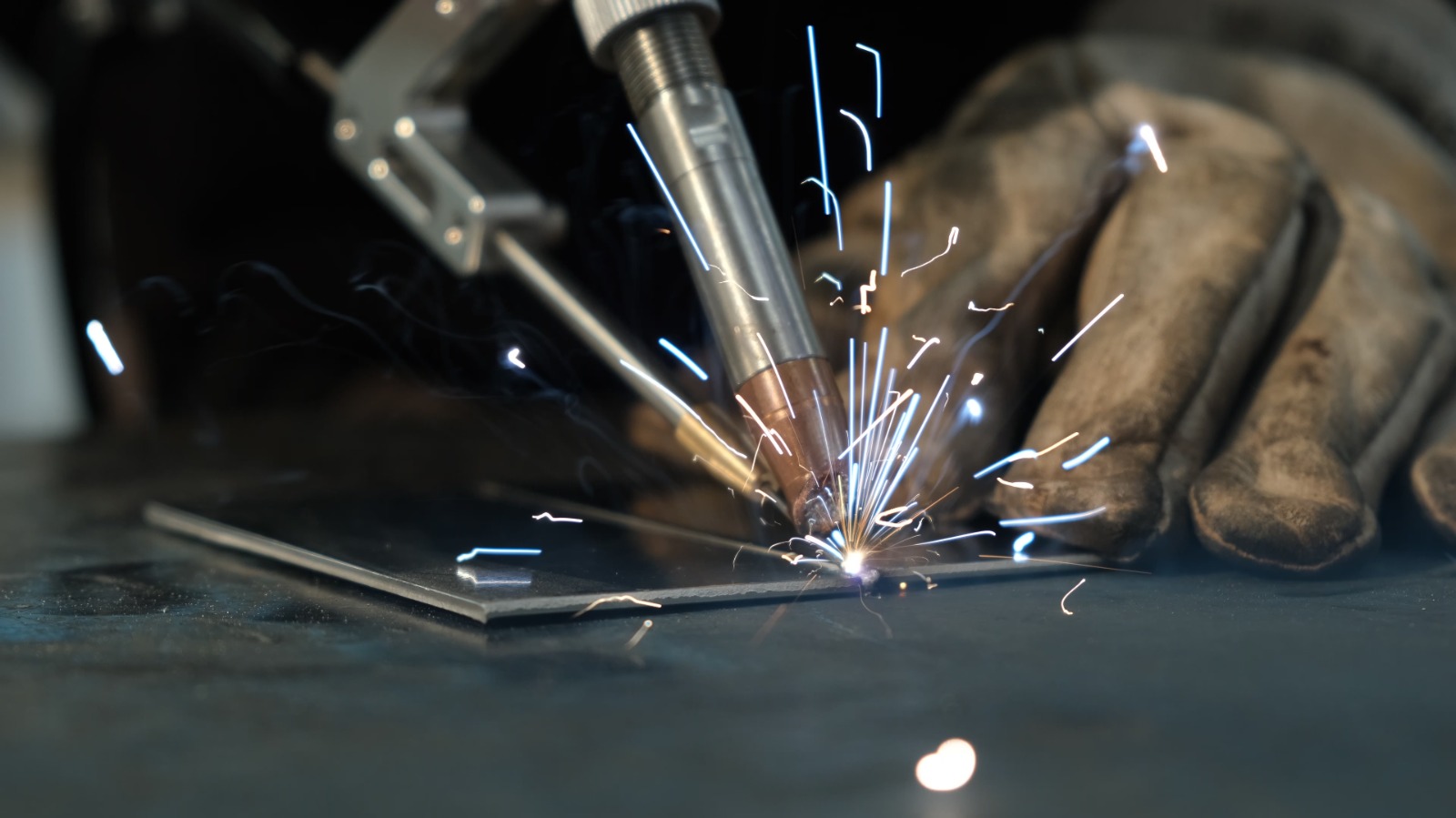
Благодаря уникальным свойствам лазерного луча, технология подходит для соединения разнородных материалов, в том числе тех, которые невозможно или затруднительно соединить другими видами сварки: металлов и их сплавов, магнитных сплавов, стекла, термопластов, алмазов, керамики, и даже соединения их между собой (как например сварка боросиликатного стекла с нержавеющей сталью, алюминием, титаном);
Высокая точность позиционирования при направлении луча по все его траектории движении, с минимальной вероятностью ошибки, что играет важную роль при сварке изделий малых и сверхмалых габаритов;
Стабильная траектория пятна нагрева на всем протяжении сварного шва, оказывает первостепенное влияние на его качество при формировании, способствуя получения сварных соединений с механическими свойствами практически идентичными основному материалу;
Относительно малые размеры поперечного сечения сварного шва, даже при глубоком проплавлении, способствуют уменьшению области распространения температур и их влиянию на структуру деталей, снижая риск возникновения деформации изделия, возникновения холодных трещин;
Величина температур, возникающих при нагреве и расплаве материала соединяемых деталей в 3-5 раз меньше, чем при электродуговой сварке, что также способствует меньшему влиянию деформационных сил на изделие;
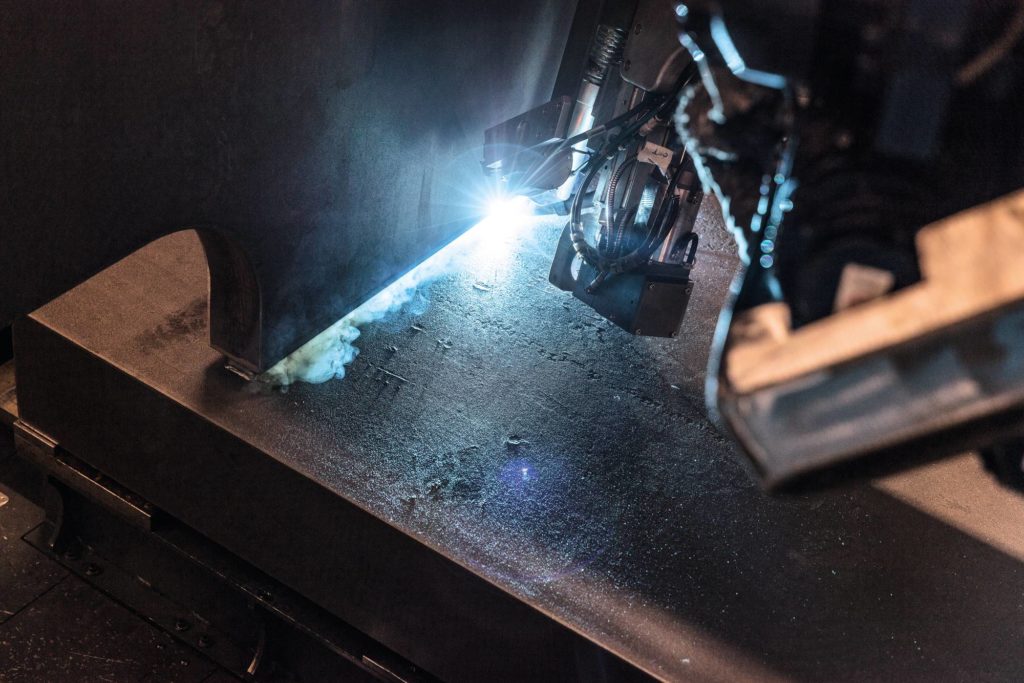
Ввиду высокой скорости нагрева, формирования шва и охлаждения обладает высокой производительностью, позволяя накладывать сварные швы в металле, толщиной до 20мм со скоростью до 100м/ч;
За счет системы зеркал и фокусирующих линз, возможно производить сварку бесконтактным способом на значительных расстояниях, что значительно увеличивает сферу ее применения для сварки в труднодоступных и малогабаритных местах во всех пространственных положениях, также можно проварить параллельно несколько участков за счет расщепления луча через призму;
Возможность сварки разнородных материалов разной толщины на одном режиме, без его корректировки во время протекания процесса, при использовании в том числе буртов;
Возможность применения лазерного оборудования для сварки деталей, находящихся за прозрачными материалами, в том числе для сварки под водой, и сварки изделий в экранированных камерах;
Более высокие показатели экологичности в сравнении с дуговыми видами сварки за счет снижения выбросов в окружающую среду продуктов горения и вредного ультрафиолетового излучения (за исключением гибридной сварки), меньшим воздействием высоких температур на сварочные процессы, и высокие скорости протекания процессов нагрева и охлаждения;
Экономичность процессов за счет сниженного потребления присадочных материалов и расход электроэнергии на нагрев материалов для их расплава;
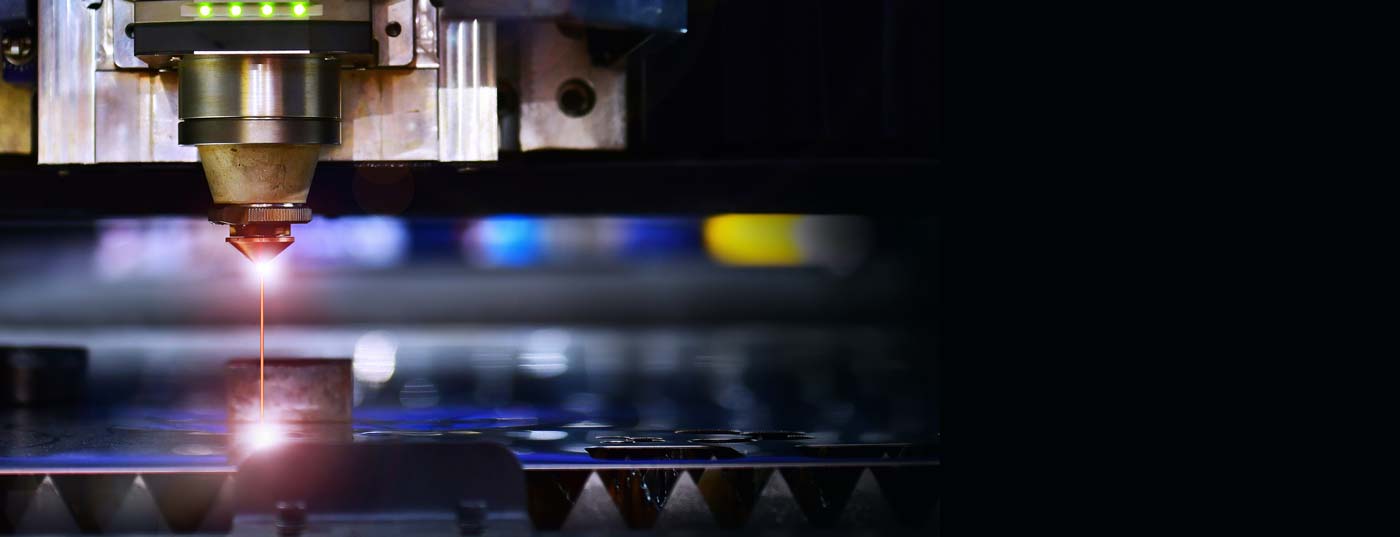
Широкие возможности механизации и автоматизации процессов, в том числе с применением программной среды (CAD/CAM), позволяет существенно сократить время на перенастройку и переналадку аппаратуры, изменение параметров сварки, в том числе дистанционно, при сварке нового/отличного изделия;
Минимальный износ сменных (расходуемых) компонентов установки лазерного излучения;
Значительно меньшая, в сравнении с другими видами сварки плавлением трудоемкость процессов.

Ну и помимо преимуществ лазерной сварке присущи и свои недостатки:
Значительно более высокая, в сравнении с другими видами сварки плавлением, стоимость оборудования и комплектующих (расходуемых/сменных) для лазерной сварки, в том числе в связи с высокой точностью изготовления, существенно сужающая круг ее применения в промышленности и на производстве до крупных предприятий и организаций;
Для самостоятельной разработки и изготовления подобного оборудования в бытовых условиях, необходимо обладать существенным объемом знаний и навыков, инструкций, схем, чертежей, и специализированного оборудования механической обработки материалов;
Высокая квалификация персонала, эксплуатирующего и обслуживавшего установки лазерной сварки;
В связи с высокой чувствительностью лазерного излучения к чистоте окружающей среды, к помещении, в котором размещено оборудование, предъявляются жесткие требования по показателям концентрации пыли и влажности в воздухе, вибрации и др.;
Лазерная сварка обладает относительно низким КПД, примерно 10% для газовых сплавов, и всего в пределах 2% у твердотельных;
Довольно высокие требования к геометрии сборки сварного соединения по допускам зазора (менее 0, 4мм) и перекоса (менее 0, 6мм);
Высокая зависимость от отражающих свойств свариваемых материалов: чем они ниже, тем меньше эффективность технологии.
Не смотря на то, что на сегодняшний день лазерная сварка является одним из самых молодых видов сварки плавлением (ее использование в промышленных отраслях началось примерно со второй половины 70-х годов прошлого века), но в тоже время одним из самых современных, технологичных и перспективных методов соединения материалов. Благодаря своей универсализации относительно возможности сварки разнородных, ограничено свариваемых, а порой казалось бы абсолютно несовместимых для сварки плавлением материалов, она находит все новые области применения во многих отраслях промышленности по всему миру.
Возможность выполнения сварных швов с высокой точностью и качеством исполнения, с минимальными деформационными воздействиями на изделие, минимизированная потребность в сварочных электродах, флюсе, проволоке, а также обеспечение получения сварных соединений с высокими прочностными характеристиками открывают для лазерной сварки новые, недоступные ранее для других видов сварки сферы использования.
Постоянно проводимые сегодня исследовательские и изыскательские работы с внедрением разных длин волн и протяженностью импульсов (переход от милли- и микросекундных импульсов к пико- и фемтосекундным, с длительность импульса всего 5×10-15сек.) в импульсных источниках лазерной сварки, разработка и совершенствование методов многопроходной и многолучевой сварки, проработка методов сканирования по различным траекториям лазерного пучка, и модернизация технологий сварки материалов, в будущем могут серьезно увеличить спектр применения и производительность сварочного оборудования, в том числе и в рамках гибридной сварки с применением экспериментальных и перспективных присадочных материалов.
Лазерная сварка обладает уникальными способностями: швы, выполненные лазерной сваркой нельзя повторить ни одним другим видом сварки в схожих условиях, сваривать детали в самых труднодоступных местах мало какая сварка может повторить, возможность сваривать сверх малые детали вроде частей часового механизма, ювелирных украшений, она даже включает зоны применения и вовсе немыслимые для традиционных методов, вроде сварки биологических тканей в медицине. И вместе с тем, при постоянном развитии, совершенствовании, внедрении различных инноваций в лазерной сварке, разрушающих ее специализированность, узконаправленность, будет способствовать открытию для нее поистине новых горизонтов и самое светлое будущее!