Холодная сварка давлением: применение, преимущества и недостатки.
 Эксперт
Эксперт
Благодаря своей способности соединять между собой разнородные металлы, которые с трудом поддаются сварке с помощью других способов, в различных отраслях промышленности холодная сварка давлением приобрела определенную долю популярности. Так как соединение, полученное при соединении разнородных материалов этим способом очень прочное.
Наиболее широкое применение холодная сварка давлением получила при производстве различных бытовых изделий, приборов и теплообменников из алюминия, меди и их сплавов.
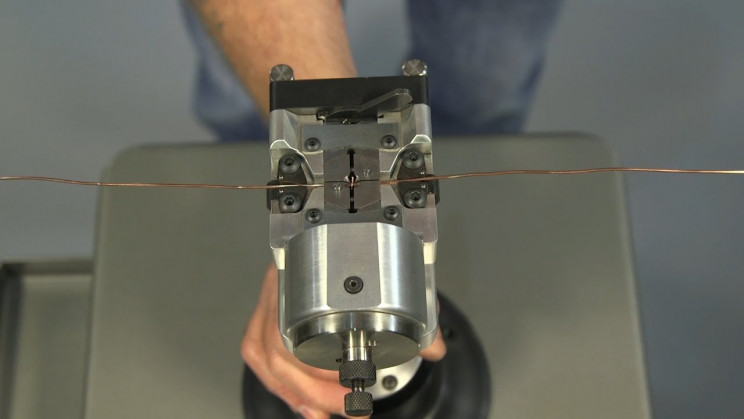
В электротехнической отрасли промышленности она используется для соединения проводов из алюминия, меди, цинка, латуни, никеля, серебра, сплавов серебра и золота. Поскольку процесс холодной сварки достаточно быстр и не требует нагрева.
В авиастроительной области холодная сварка так же нашла применение при соединении деталей корпуса планера, узлов и агрегатов самолетов и вертолетов, при использовании сплавов на основе алюминия, меди и др.
Холодная сварка давлением массово используется при изготовлении ленточных, дроссельных катушек, силовых и приборных трансформаторов.
Существуют даже ручные инструменты, которые применяются для холодной сварки проводов, что делает их очень удобными для переноски и простыми в использовании.
Преимущества холодной сварки давлением
Данный способ сварки металлов обладает определенным рядом преимуществ, которые в силу своих особенностей заметно отличают его от других видов:
- наиболее важным преимуществом холодной сварки является отсутствие потребности во внешних источниках нагрева свариваемых деталей, в связи с этим для данного способа не требуется мощного источника электроэнергии, что значительно снижает ее энергоемкость;
- кроме того отсутствие воздействия на процесс сварки внешних источников нагрева позволяет выполнять сварочные работы на объектах попадающих под влияние в огнеопасных и взрывоопасных сред;
- также ввиду отсутствия внешнего нагрева при помощи холодной сварки успешно герметизируются корпуса приборов, контейнеры, ампулы и другие различные емкости, не допускающих воздействия на них высоких температур источников нагрева;
- полученные при помощи холодной сварки швы практически полностью исключают содержание в них вредных примесей, образующихся при сварке плавлением;
- прочность металла шва практически идентична или очень близка по прочностным характеристикам основному материалу, с высокой степенью однородности;
- полученные в результате применения холодной сварке швы обладают высокими показателями по коррозионной стойкости, что весьма сложно воспроизвести в других формах обработки металла без их полной переплавки;
- данный способ может использоваться для соединения алюминиево-медных сплавов и сплавов алюминий-цинк-магний, что абсолютно неприменимо для сварки плавлением, в связи высоким риском образования горячих трещин;
- холодная сварка применяется для соединения термически разупрочняемых металлов без потери показателей механических свойств металла в околошовной зоне;
- при соединении электрических проводов, имеющиих изоляционное покрытие, его можно не удалять, либо удалить месте соединения двух концов, при этом ввиду отсутствия воздействия на оплетку открытого пламени, отсутствует риск ее повреждения в месте соединения, кроме того переходное электрическое сопротивление в месте соединения практически отсутствует, что обеспечивает стойкость и надежность контакта между сваренными проводами;
- данный способ ввиду меньшей сложности составных процесса и меньшем их количестве, обладает более высокой производительностью, и более широкими возможностями по механизации и автоматизации процессов, что значительно упрощает задачи по внедрению машин и устройств для холодной сварки в автоматические производственные линии;
- оборудование для холодной сварки имеет более простое устройство по сравнению машинами и установками для сварки плавлением или трением, что упрощает их эксплуатацию, требования к квалификации сварщиков;
- отсутствие внешних источников нагрева позволяет проводить сварочные работы без газовых выделений, потери металла на разбрызгивание и светового излучения.
В связи с вышеописанными преимуществами и особенностями процессов холодную сварку давлением рациональнее использовать при массовом, либо крупносерийном производстве однотипных деталей.
Недостатки и ограничения в применении холодной сварки
Как бы ни была полезна холодная сварка, она имеет свои недостатки и ограничения в применении, как и любой другой способ сварки.
Идеального холодного шва добиться очень сложно. Это происходит по нескольким причинам, включающим оксидную плёнку, которая образуется на поверхности металла в нормальных условиях окружающей среды, неровности и загрязнение поверхности, и многие другие. Достижение идеальных условий может оказаться достаточно сложным и дорогостоящим, особенно при крупномасштабных сварочных работах.
К главному недостатку в холодной сварке давлением относится высокая вынужденная деформация свариваемых деталей: в зависимости степени и тщательности подготовки поверхностей она находится в пределах от 50 до 80%;
Ввиду того, что металл сварного шва в результате процессов становится деформационно упрочненным, для снижения вынужденной деформации при процессах холодной сварки приходится использовать ряд приемов:
- повышение класса точности сопрягаемых поверхностей, с увеличением степени чистоты обработки вплоть до полировки;
- назначение операций по предварительному подогреву для отдельных деталей до 300°С или нагреву твердосплавных пуансонов используемых для сжатия до 400°С;
- вынужденное увеличение интенсивности сжатия до ударной нагрузки;
- дополнительно к имеющимся операциям использование схемы предварительного обжатия детали вокруг силового пуансона для снижения показателей вынужденной деформации до 10 %;
- в отдельных случаях перенос сварочных процессов в вакуумную среду.
Также на сужение области применения холодной сварки накладывают ограничения в форме и размерах деталей, небольшой диапазон свариваемых металлов и малая универсальность используемого оборудования.
В связи с тем, что оптимальный шов при холодной сварке возможен только в том случае, если две прижимаемые друг к другу поверхности не содержат каких-либо загрязнений, требуется больше времени на этапе подготовки деталей к сварке.
Ещё одним ограничением являются типы металлов, которые можно сваривать в холодном состоянии. По крайней мере, один из них должен быть достаточно пластичным, а цветные мягкие металлы - единственные пригодные кандидаты, которые подходят для холодной сварки. Медь и алюминий - два металла, наиболее часто свариваемые методом холодной сварки.
Металлы, имеющие в своём составе углерод, обычно не рассматриваются для холодной сварки, и в случае их вынужденного использования необходимо применение промежуточных пластичных прослоек толщиной около 2-5 мм, для обеспечения возможности сварки данных непластичных материалов стыковым способом.
Заключение
Применение холодной сварки давлением для соединения различных металлов обеспечивает создание однородных, чистых и одних из самых прочных сварных швов. Данная технология не требует вспомогательных материалов и внешних энергоемких источников нагрева поверхности свариваемых заготовок. Но вместе с тем, область применения холодной сварки весьма ограничена относительно небольшой номенклатурой свариваемых металлов и их сплавов, обладающих достаточной для этого способа пластичностью.