dmitrii1162
-
Постов
16 -
Зарегистрирован
-
Посещение
Достижения dmitrii1162
")
Новичок (1/14)
9
Репутация
-
Требование ГОСТа напряжение ХХ должно превышать рабочее в 2-2.5 раза. Допустим ХХ аппарата 50В тогда рабочий 25В или меньше. В состав основного покрытия электродов входит фтор для удаления водорода. Фтор облабает высоким потенциалом ионизации (если не ошибаюсь 19В). Тогда рабочего напряжени может оказаться недостаточно и он перейдет в ванну в нетральном состоянии и с водородом не соединится, а на взгляд со стороны будет казаться что аппарат варит на 5 баллов.
- 61 ответ
-
- 2
-

-
Допустим вертикальные резервуары для хранения нефтепродуктов изготовляют методом рулонирования. На заводе изготовителе все листы сваривают в нижнем положении. Затем этот один большой лист скручивают и перевозят на железнодорожной платформе. Соответственно высота резервуара не превышает длинны платформы. Затем краном лист разворачивают и проходят один вертикальный шов РДС. Если высота резервуара больше трех стандартных листов и хранят жидкость то толщина листа должна быть переменной (к верху уменьшается), но не меньше допустимой (возможно 3-4мм).
-
Делим потому что для переменного тока (допустим 60В) указывается пиковое значение а дальше оно падает и этот ток совершает такуюже работу как постоянный ток 40В. В учебнике по электротехнике как то так написано. На практике знакомый подключал самодельный выпрямитель (там кроме 4 диодов больше ничего небыло) и остался недоволен, может у кого есть положительный результат.
-
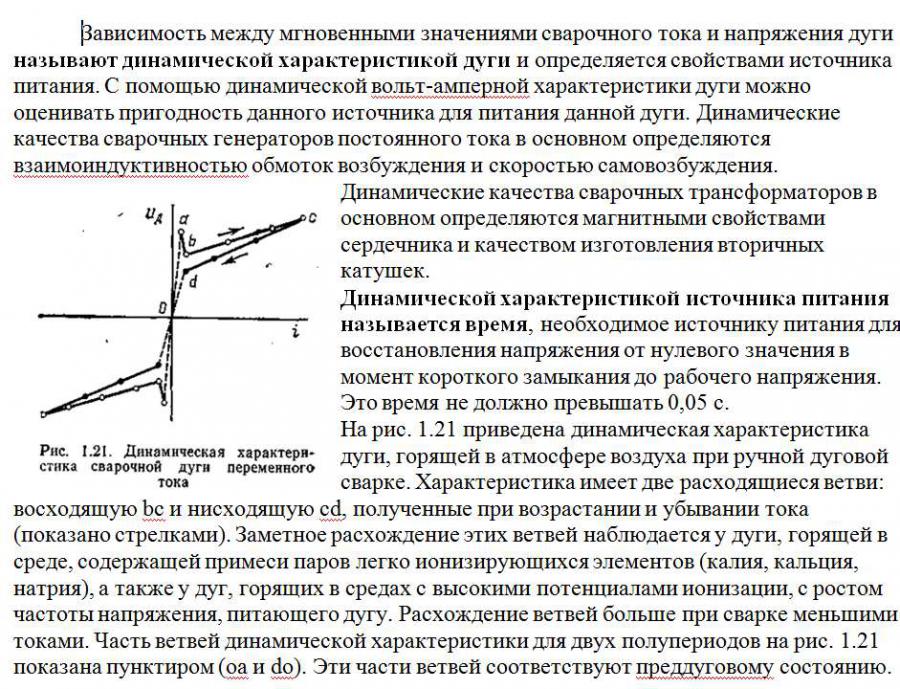
Если это кому то надо то выдрано из книги "источни питания сварочной дуги"
-
Прошу разъяснения электрика Трансформатор на выходе имеет 60В При выпрямлении напряжение делим на корень из двух плюс падение на диодах в результате на выходе около 40В (это мало для холостого хода). Есть ли смысл в таком выпрямителе.
-
Этим вопросом занимались на кафедре когда я учился. Когда я накосячил в сообщении то постарался вспомнить. Возможно замкнутое пространство создавалось не для закачки газа а для контроля за влажностью и температурой. Помню фразу лектора что при сварке алюминия три температуре ниже 14С качество шва ухудшается и связанно это с точкой росы. Даль в голове одна каша. Буду в тех местах распрошу.
-
Както мы с rolli 3-4 дня назад дискутировали по поводу сварки плавящимся электродом без покрытия, рассматривался вариант сварки порошковой проволкой РДС. Сейчас рассматриваем создание поста с контролируемой атмосферой. Для меня это одна тема хотя может я и ошибаюсь. Причем как я понимаю условия бытовые, свариваемый материал неизвестен, объемы работ тоже и неизвесты требования к сварному шву. Засунуть сварщика со всем оборудованием в камеру в таких услолвиях дело нереальное. Создать гермитичный куб дело другое. Другой вопрос нужен ли аргон. Если к примеру сваривают сталь а требования ко шву никакие то может достаточно создать отрицательное давление и использовать проволку с раскислителем. Что нам это дает ? Уменьшение давления в двое у меньшает содержание примесей тоже в двое (в этом я несильно уверен). Улучшается дегазация ванны. Минус отсутствие технологичности процесса. Для меня практического значения это не имеет кроме того что я прикинул как можно создать куб и посмотрел формулу идеального газа
-
Прошу прощения, во втором предложении вакуум нужно заменить на контролируемую атмосферу. Пишу с телефона вот и переклинило.
-
Если кабина герметичная, то зачем воздух заменять защитным газом, который стоит денег, если достаточно просто откачать воздух (сварка в вакууме). В вакууме как правило роботы варят, но есть вариант, когда просовываешь руки в стеклянный куб с приделанными рукавицами. Знаю случай, когда люди в стеклянном кубе (тоже вакуум), варили корпус танка на основе алюминия для выставки у арабов, дышали через принудительную вентиляцию в масках.
-
Rolli режимы сварки в вашем способе это скорость подачи проволоки и сила тока. Вы скорей всего не сможете подавать проволоку с той же скоростью с которой это делает автомат при условии что выставите ток как для механизированной сварки. Но вы хотите изменить расстояние от дуги до места подвода (держак). При таком токе на электроде выделится много тепла и он отгорит. Значит ток придется уменьшить, что приведет к уменьшению глубины провара и увеличению усиления шва которое придется спиливать. Электродом чиркают как для отбивания обмазки так и для его разогрева иначе будет залипать, так что чиркать все равно придется (желательно на постороннем предмете). Не знаю какое у вас оборудование, но порошковая проволока варится на постоянном токе обратной полярности (это тоже режимы сварки) и если у вас трансформатор то от наполнителя (порошка) мало толку а может и вред (химические вещества будут попадать в ванну в неионизированном состоянии).
-
Испытания проводит центр испытания и сертификации. Найти его можно или через интернет или обратитесь в технологический институт где есть кафедра сварки, там должны знать. Для реализации сварочной продукции предъявляются требования к аттестованной технологии сварки, состоящей из трех пунктов.Наличие руководителя сварочных работ (если не ошибаюсь как минимум техникум по сварке) Аттестация сварщика Аттестация сварочных процессов. При аттестации сварочных процессов вы сдаете пробные образцы выполненные согласно вашей технологической карте и заполняете бланк (отчет о квалификации) где указываете каким оборудованием варили, какие электроды использовали, указываете режимы сварки и т.д. Они эти образцы в центре светят, ломают и т.д. (определяют механические свойства и дефекты) если все okто аттестация пройдена и выдадут соответствующий документ. После этого вы на свою продукцию если ничего не изменилось можете указать что аттестация технология сварки пройдена. Но если вы вдруг решили поменять в технологии оборудование, электроды или что еще то нужно смотреть область распространения квалификации. К примеру область распространения на толщину металла. Вы сдаете на пробу сварной шов из стали толщиной 3мм. По госту область распространения квалификации для этих толщин от 2 до 4мм. Тогда вы можете заменить в технологии сталь толщиной 3мм на 4мм и проходить опять аттестацию ненужно, а вот на 5мм уже область не распространяется и нужна новая аттестация. Область распространения существует для электродов, для положения металла при сварке, для сварочных режимов и много чего другого.
- 21 ответ
-
- 1
-
-
посмотри тут tosp_kurs,2006.pdf
- 1 ответ
-
- 3
-
-
Для высоколегированных сталей определяют эквивалент хрома и никеля. Затем по диаграмме шеффлера определяют к какому структурному классу сталь принадлежит (аустенитная, ферритная, мартенситная и т.д.). Затем смотрят технологию сварки данного класса. При этом нужно учитывать условия работы сварного соединения. Пример Сталь аустенитная обладает такими свойствами как жаропрочность и жаростойкость. Если нам нужна только жаростойкость то варим аустенитно-ферритными электродами, получаем двухфазную структуру с мелким зерном и хорошими мех. свойствами. Если нужна и жаростойкость , и жаропрочность, то хим. состав электрода такой как у основного металла, но сварка затруднена и нужнымы специальные приемы (подогрев и т.д.). Из литературы (если не ошибаюсь) Сварка в машиностроении в 3 томах, но там все сложно написано, проще забить марку стали в поисковике и почитать про технологию именно этой марки не вдаваясь в подробности.
-
Может поможетtosp_kurs,2006.pdf
-
Процесс сварки в смеси Аг + С02 более стабилен, чем в чистых газах, перенос электродного металла более мелкокапельный, разбрызгивание минимальное. Хороший разогрев электрода и давление СО2 не позволяют расти каплям. Наличие окислительной атмосферы способствует выделению водорода. Швы обладают высокой пластичностью по сравнению с СО2. Ударная вязкость при температуре -40С в 2 раза выше чем в СО2 что позволяет вести сварку конструкций эксплуатирующихся при отрицательных температурах.