nickkk
-
Постов
10 -
Зарегистрирован
-
Посещение
Достижения nickkk
")
Новичок (1/14)
0
Репутация
-
Помогите разобраться с основами - честно, неделю не могу найти ответ ни в статьях, ни на ютубе После сварки образовался шов. Вроде как необходимо произвести пассивацию или травление (например, пастой Esab StainClean) А если этот шов необходимо отшлифовать/отполировать так, чтобы он слился в единое зеркало с остальной частью детали. Нужно производить травление/пассивацию перед такой шлифовкой? Ведь вся эта восстановленная защитная плёнка сотрётся, разве нет? Или травление пассивацию нужно производить уже после шлифования/полировки? А если, чтобы получить единое зеркало, пришлось перешлифовать в итоге всю деталь. Её всю нужно пассивировать/протравить или только место, где ранее был шов? Или же шлифовка/полировка восстанавливает защитный оксидный слой(из за того, что поверхность становится гладкой) и травление/пассивация не нужны?
-
@copich, спасибо, штифты учту @Dmitry1962, информация о точности не точна но так или иначе я учту это при изготовлении непосредственно с оператором станка. спасибо
-
300 мм высоты рабочего поля у тех двух станков, что я заприметил, там нет.
-
@copich, детали предполагается изготовить на (полу)профессиональном ЧПУ фрезере, так что 0.1 мм погрешность это в самом худшем случае Спасибо
-
@copich, большое спасибо, буду пытаться кого-то найти в Крыму, от кого услышу подобные мысли. Думаю, если человек будет очень озабочен напряжениями и "микро" поводками в моей конструкции, то, наверное, он всё сделает, как надо Вопрос не по теме форума. Но может кто-то знает. А болтовое соединение в данном случае рассматривать не стоит? Скажем, увеличить толщину боковин до 12 мм, а через основание и крышку вкрутиться в их торцы болтами 5кой (то есть по 3 мм по краям останется), вкрутить их десяток, на каждый сантиметр по штучке. Понятно что болтами можно добиться огромных возможностей, если там подобавлять всяких дополнительных мощных уголков, но здесь места внутри не так уж и много свободного
-
Большое спасибо всем за ответы. Вы меня прям спустили на землю, так сказать По незнанию оно всё виделось как-то легче. @SergDemin, размеры в мм @copich, нагрузка такова, что крутить он над собой будет массу(неравномерно распределённую) около 40 кг. Я просчитывал нагрузки/деформации в Solidworks - данная толщина взята с хорошим запасом. Что касается шва, провара - ну по незнанию хотелось бы, наверное, по максимуму, для достижения максимальной прочности 2 последних уточнения: если разделывать кромки, то оно должно будет выглядеть как-то так? и ещё одно. если на расстоянии 4 мм от места провара будут находиться резьбовые отверстия диаметром 2-3 мм(в фиолетовом основании), то они повредятся/деформируются при сварке? (да, я уже понял совет по поводу мехобработки после сварки, но всё же хотел бы понять этот момент. я догадываюсь, что в целом оно, наверное, будет зависеть от мощности аппарата/проваров, но хотелось бы просто как-то поверхностно понять - стоит ли вообще надеяться на стойкость этих отверстий после сварки в моём случае)
-
@selco, спасибо. Но из ролика, я понял, что они особенно удобны когда вот именно такие размашистые конструкции. А у меня же по сути маленькая коробочка, которая на этом же столе просто обожмётся несколькими зажимами. Просто в плане брусков - их то я могу выфрезеровать абсолютно любой формы и конфигурации специально для этой задачи так, что всё будет предельно точно стянуто и зафиксировано. @МассаТом, поясните чуть-чуть, пожалуйста, этот момент. Вы имеете в виду, что при сварке изнутри, боковины затем будут, так сказать, тянуться друг к другу? И чтобы облегчить это напряжение, необходимо обязательно сделать по шву и с внешних сторон? Как то так? (просто переспрашиваю, потому как изначально думал ограничиться только сваркой внутри, чтобы не заморачиваться с последующей обработкой швов, шлифовкой (внешняя сторона должна выглядеть более менее аккуратно), но раз надо, то будем делать, как надо)
-
@МассаТом, большое спасибо, прочёл, но всё же это литература, наверное, для людей хоть что-то знающих о сварке, но я всё же перечитаю несколько раз, попробую понять. Хотя тут опять же акцент на проблеме деформаций, а меня интересовало просто изначальная првильная фиксация деталей. ОФФТОП: как же всё непросто то с этими деформациями. Как же такого специалиста в своих краях искать, кто всё это знает и умеет работать тонко... @selco, размеры в мм. Дело не в деформациях, о них я, честно говоря, и не задумывался даже (ну разве что,близко к швам предполагается предварительно разместить мелкие резьбовые отверстия(вот как бы их там не расплавило)). Так вот. Суть в том, чтобы оно в принципе ровно было. Если какая-то деталь съедет на 1 мм или перекосится на 1 градус - это абсолютно недопустимо, потому как вращающайся объект довольно таки большой(да ещё со светом/проекцией света) и малейшая погрешность внизу сделает большой перекос наверху. Суть в том, что если я дам человеку просто 4 этих детали, то я сомневаюсь что я получу от него изделие с рёбрами 90+-0.1 градусов. Вот меня и интересует, как бы сделать так, чтобы я в итоге получил вот это максимально ровное изделие. Я вот пришёл к этим временным вставочкам и струбцинам - делают ли так вообще?
-
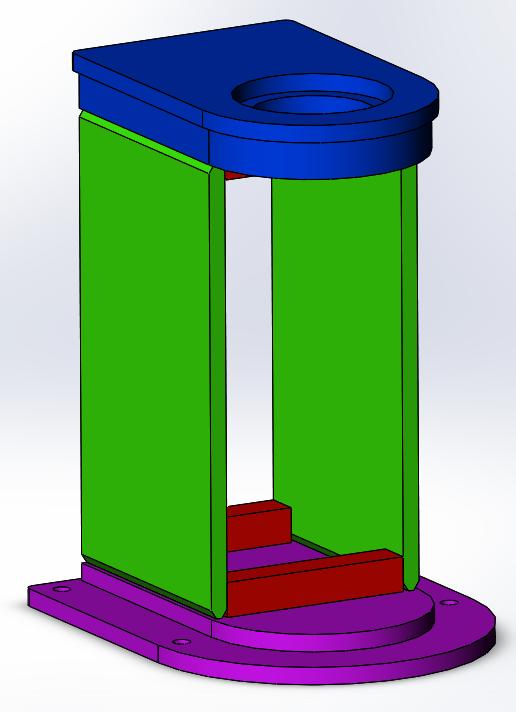
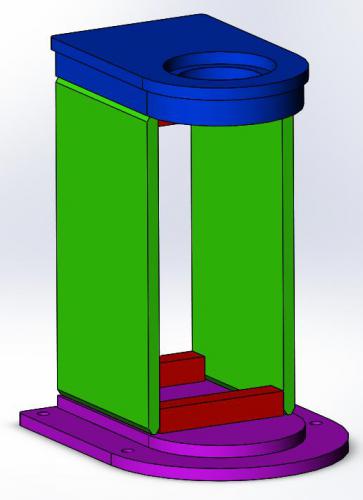
Спасибо. Вижу, там говорится про последовательность сваривания и прихваты, правда без особой конкретики по прихватам. Вы не могли бы подсказать, то, что изображено у меня это правильное решение или решение должно быть другим?
-
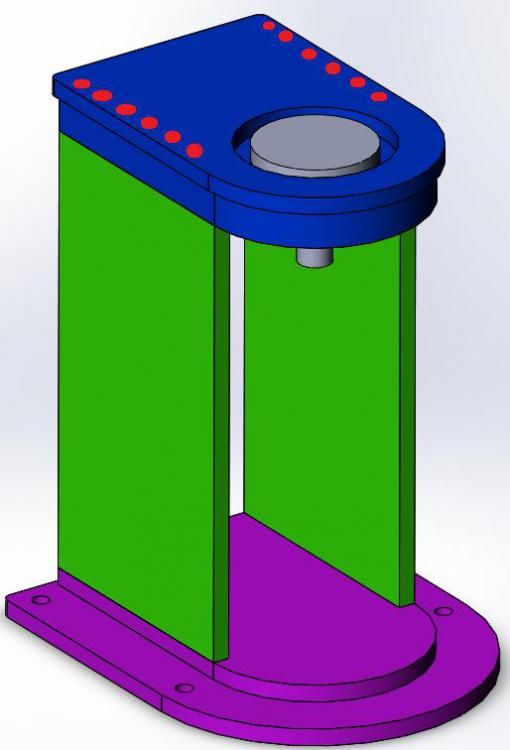
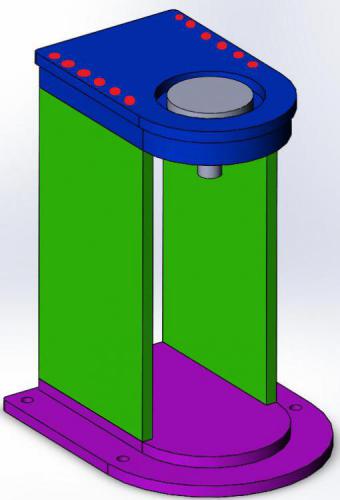
Проектирую одно изделие из алюминия. Что-то вроде карусели (в корпусе мотор, наверху вращающаяся платформа). Как видно, корпус состоит из 4х деталей: основание, верхушка и 2 боковины. Детали необходимо сварить. В итоге корпус должен получиться максимально ровным, без каких-либо перекосов и прочего(погрешность то всегда будет, но суть в том, чтобы снизить её настолько, насколько возможно). Вот собственно и появился вопрос, как сделать так, чтобы всё действительно было ровно. Если я просто отдам эти 4 детали специалисту, есть большие сомнения, что всё получится в идеальном виде (специалисты разные бывают, сами понимаете). Может быть принято проводить какие-то предварительные операции для достижения максимальной точности? Например, изготовить под это дело 4 специальных бруска 10х10х100; вставить их между боковинами и затянуть всё это струбцинами, параллельно сверяясь с угломером и передать это в таком виде мастеру. Сделать провары внутри корпуса(снаружи, думаю, делать нет нужды). Затем, после сварки, выбить эти бруски и доварить те пропущенные сантиметры. Делают ли вообще так? Может как-то по-другому делают? Мне бы хотелось понять, как в профессиональной среде принято варить(или предварительно готовить) такие вещи? Подскажите, пожалуйста, начинающему заказчику