Бородач
-
Постов
14 -
Зарегистрирован
-
Посещение
Достижения Бородач
")
Новичок (1/14)
2
Репутация
-
а бочка точно должна быть 50000 м3 (50 тысяч кубов) или имелось ввиду 50кубов? мне очень сложно вообще представить в голове емкость с таким объемом (50000м3)
-
Понижающий редуктор - это как масло масляное редуктор понижает обороты, мультипликатор увеличивает. В этой упм скорее всего 2ух ступенчатый редуктор
-
В вашем случае нет нужды в каком-то наставнике, если есть мотоцикл, значит есть гараж. Покупайте простейший китайский инвертор с ВЧподжигом дуги, редуктор, баллон, пачку черной присадки (er70s-2) и тренируетесь. Задача поначалу простая - наплавлять валики влево и вправо. При этом строго следить за длиной дуги, углом наклона горелки и не выводить из зоны обдува аргона конец присадки. собствено именно так я сам и сделал, за 2 месяца такой тренировки (по часику в день) я довольно хорошо стал варить любые швы до 10см и легко устроился сварщиком в контору, где мне уже потом показали пару техник для ускорения процесса сварки. Но без натренировывания рук (всмысле каждый день варить по 3-4м швов) вам никакой наставник не поможет (если будет желание совершенствовать свои навыки)
-
Кора, поищите обьявления о аргонной сварке (наверняка в москве куча мест где калымят), прийдите на место и предложите денюжку за возможность поработать на их оборудовании под присмотром. Если у вас вообще нет никакого навыка, горелку в руках не держали, то такой вариант наверно самый предпочтительный для вас. Много денег не потратите, зато научитесь хотябы горелку держать и аппарат настраивать начинайте с простого, наплавлять линейные валики на толстой железке (к примеру полоса 10см на 30см и толщина от 5мм), наплавили валик 10см правой рукой, потом левой рукой (держите горелку) наплавили валик и так чередуете руки, чтобы обе руки привыкали держать горелку и подавать присадку
-
нет, 2ух-уровневый не импульсный, это дополнительный режим наподобие как 2ух-тактный, 4ех-тактный когда варишь длинные швы, например донышко или крышку к обечайке привариваешь, надо переступить с ноги на ногу или какое препятствие обойти быстро или поправить присадку в подающей руке или зазор на стыке и кромки расплавились, а дугу гасить нельзя. Вот тут 2ух-уровневый ток офигительно помогает. Это как 4ех-тактный режим, но с бонусом. Нажимаешь и отпускаешь кнопку на горелке - загорается дежурная дуга, можешь спозиционировать горелку в нужное место и подвести присадку. далее нажимаешь и отпускаешь кнопку - аппарат выдает номинальный (полный) сварочный ток, тот который на панеле выбрал. Нажимешь ещё раз и отпускаешь - ток падает до низкого уровня (10%..90%), до того значения что задал на панеле. Получается у тебя в любой момент времени есть выбор между высоким и низким током. Я низкий ток ставлю в 25% от требуемого сварочного тока, спасает конкретно. Например прихватили крышку к обечайке, а по периметру длины не одинаковы и на стыке кое-где есть зазоры, варишь себе стык и вдруг херак, прожог и появилось отверстие, моментально включаешь низкий ток, отверстие не растет, кромки остывают и дуга горит, не прерывается, сварочная ванна есть, но в 3-4 раза меньше. И начинаешь потихоньку заплавлять, включаешь высокий ток подаешь присадку, и низкий ток, ждешь чтоб подостыло и опять высокий ток (присадка) - низкий ток (пауза). Повторяшь до полного заплавления и продолжаешь дальше сварку на высоком токе. А когда надо закончить сварку, просто нажимешь на кнопку и держишь 2 сек и отпускашь - дуга гаснет. Так этот режим реализован в аппарате, которым я пользуюсь на работе
-
Увеличивать диаметр присадки в данном случае - это тупик в своем развитии. Евросварщик варит "бачёк обьёмом 50 литров . швов аж 3 по кругу" - это цилиндрик диаметром 320мм на 600мм высотой, вообщем около 3600мм швов (3 шва по метру плюс ещё 0.6м). Варить нужно на провар (сформировать обратный валик), скорость сварки в таком режиме не больше 3мм/сек (чтобы гарантировано был провар и обратный валик был равномерный). Имеем 1200сек (20мин) на всю сварку - это практический потолок в который упираются уже человеческие возможности. Как я уже писал, присадка 1.6мм слишком толстая для деталей 1мм толщиной с плотно подогнанными стыками. Нужно использовать присадку 1мм и добиваться красивых швов. Такая присадка требует в разы лучший контроль дуги (длина дуги и угол наклона горелки). Кстати, если аппарат позволяет 2ух-уровневый ток - обязательно используй, это офигительная фишка, так сказать ручная импульсная сварка с требуемой длиной импульса без гашения дуги.
-
Судя по швам, у Евросварщика все в порядке с моторикой, рука уже набита, скорость сварки равномерная и поперечные колебания горелкой тоже в узких пределах. Уверен на все 100% что при сварке использована техника "лежачей проволки" (по-буржуйски 'lay wire', когда присадка не вынимается из сварочной ванны, непрерывно плавится, а поперчными колебаниями формируется сварочный шов). Но такая техника требует повышенный ток, так как часть энергии уходит на плавление присадки, и чем она толще - тем больше энергии нужно. Я вижу тут 2 варианта увеличения скорости : 1. Повысить ток до 45ампер или 2. Взять присадку 1.0мм Лично я бы выбрал 2ой вариант, так как свариваемые толщины 1.0мм, то и присадка должна быть такой же толщины или на размер меньше. Да и швы если честно всетаки крупноваты (с присадкой 1.6мм, очень много лишнего металла, видны наплывы местами).
-
Проблема самоликвидировалась, но есть изменения в оборудовании . В процессе работы электрод постепенно был сточен (острый электрод просто отлично ставит прихватки, да и варить остро отточенным мне приятней) и сама линза избавилась от стопорного кольца и первой сетки (честное слово, я не выковыривал, оно как-то само получилось, сделано то в Китае). Вот теперь думаю что дело было в электроде, просто он был загрязнен и пока не сточил всю грязную часть, он окислялся внутри сопла. Не думаю что виновата линза (мол окислилась только первая сетка, а другие остались чистые)
-
День добрый! Насчет постгаза, на прихватках всегда не меньше 3 сек, а на швах примерно выставляю по секунде на каждые 12-15ампер. Конкретно в этих случаях (когда фоткал, постгаз был 8сек). Когда варю длинные швы стараюсь полностью защитить место остановки (кончилась присадка) , чтобы без проблем и бугров образовался "замок" (новая присадка легко и плавно сплавляется на месте остановки, если это место серебристое). Вот макрофотка самой линзы Вот такой результат после сварки 5 метров шва на токе 100а, присадкой 1.6мм, листы толщиной по 2мм (крышка с обечайкой). Обратите внимание на внутреннюю поверхность сопла (она в каких-то белых пятнах). Зачистил скотч-брайтом и сопло и электрод, прихватил следующую крышку к обечайке До прихваток после прихваток Вроде электрод чистый, проварил опять 5 метров, ток 92а, присадка 1.2мм, толщина листов 2мм. И снова жопа. Может быть проблема не сколько в линзе (я пока не могу понять как нерж сетка внутри линзы может окислится), а в самом сопле, оно чем-то запачкано изнутри и в процессе сварки активно "засерает" электрод. На кончике электрода (примерно 1мм от острия) образуются какие-то отростки, которые можно перчаткой легко счистить. Но эти отростки и на объекте образовывались. Я варю опиранием на сопло, так что оно в процессе сварки очень даже нагревается






-
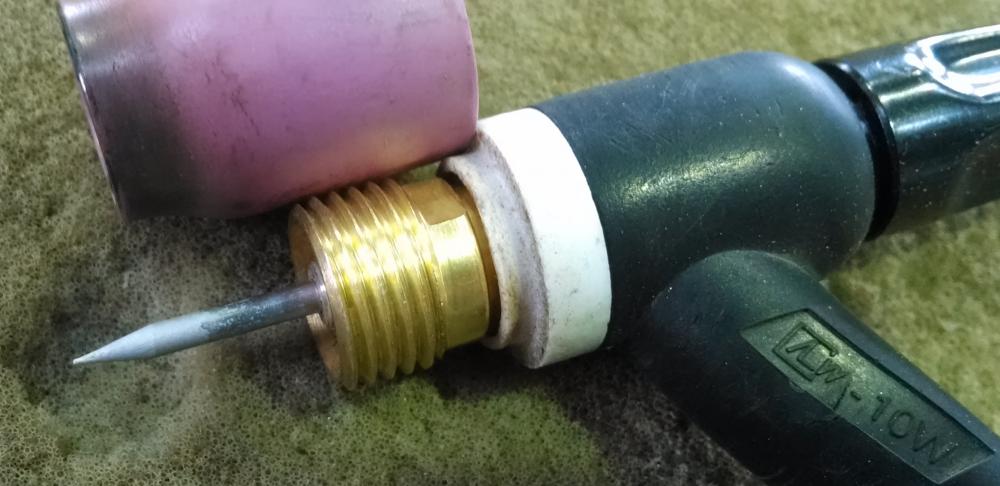
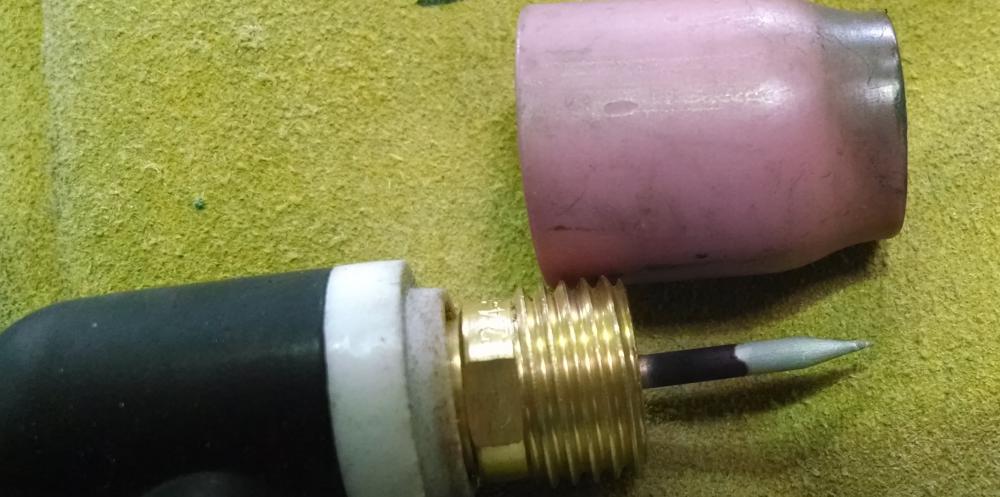
День добрый всем! Возникла проблема с электродом (торированный 2.4мм), стал чернеть на выходе из линзы и до начала конической заточки (см. фото) Причем эта проблема возникла недавно, полторы недели как стал замечать такую хрень. Когда купил линзу и стал использовать на объекте (собрали 6 емкостей на 60кубов каждая, варил с линзой) не было этого, а в цехе, в тепличных условиях (20 градусов, сухо и светло, нет сквозняков) начал чернеть Вот фотка горелки в сборе, и кажется что всё нормально, выступает чистый серебристый электрод, но вот внутри сопла он черный почему-то. Успел сменить уже 3 баллона с аргоном, чернеет всеравно (только внутри сопла, от выхода из линзы и до окончания сопла). В процессе сварки нет ни малейшего намека на кипение ванны, всё ровно и гладко, прихватки вообще серебристые. Сами швы темновато-синие, но блестящие, нет серого налета (варю немного на повышенных токах, поэтому швы темные). Не пойму пока где копать, что случилось. Дело не в аргоне (сменил 3 балона), нет подсоса воздуха (ванна не кипит и даже не пшикает). Пишите свои мысли в чем тут дело может быть.



-
С аппаратом всё нормально, электроды с основным покрытием нужно варить на обратной полярности и держать короткую дугу и всё получится. А чтобы не мучатся с зажиганием дуги (после остановки), желательно иметь небольшой напильник под рукой и кончик электрода зачищать до металла (шлак быстро застывает на электроде)
-
Всем доброго дня! Заметил одну странность на своем редукторе, при открытом вентиле если 12-15 минут не варить и не стравливать аргон, то стрелка манометра низкого давления постепенно уходит вправо до упора В процессе сварки всё нормально, стрелка резко возвращается на заданные позиции (при этом из сопла идет такой тайфун, где-то секунду или полторы) и редуктор выдает нужные литры в секунду Когда вентиль закрыт и аргон стравлен из аппарата, то все стрелки по нулям Вообщем, можно к гадалке не ходить, это явно косяк в редукторе (в цехе ещё 2 таких же редуктора и с ними все нормально). Может кто уже сталкивался с такой проблемой, можно её устранить (разобрать, промыть/продуть) или это уже никак не вылечить?



-
Всем спасибо за подсказки, вообщем успел пока один раз попробовать (чуть уменьшил наклон горелки, затухание дуги 8 сек и нахлест "замок" 10-12мм) и результат стал намного лучше. Правда есть один нюанс, чтобы обеспечить полное проплавление приходится медленно вращать столик, металл довольно сильно нагревается и шов получается "обугленный", покрытый серым налетом и при закрытии "замка" (нахлест) получается что дугу веду "по-грязному" шву. Не приведет ли это в будущем к коррозии в этом месте?
-
День добрый всем! поискал по форуму, нашел одну ветку http://websvarka.ru/talk/topic/1368-svarka-nerzhavejki-zavarka-kratera/?hl=%20%D0%B7%D0%B0%D0%B2%D0%B0%D1%80%D0%BA%D0%B0%20%20%D0%BA%D1%80%D0%B0%D1%82%D0%B5%D1%80%D0%B0, но не нашел ответа в ней. Я тренируюсь в сварке нержавейки (основные марки 304, 316 и их низкоуглеродистые версии 304L, 316L). Недавно начал "набивать руку" в сварке труб (кольцевой поворотный стык без зазора, без присадки, полное проплавление с формированием обратного валика, толщины 1.5мм и 2мм). Нарезаю на орбитальной фрезе трубу на колечки и на ручном поворотном столике с обратной газовой защитой оформляю стык (неподвижно держу горелку в одной руке, а другой медлено вращаю столик на 360гр) Теперь о проблеме: При окончании сварки возникает кратер (на обеих поверхностях трубы) Кратер на наружнем шве я ещё могу победить ("поморгать" дугой, капнуть присадки в кратер). А вот что делать с внутренним кратером я пока не представляю. Пробовал медленное затухание дуги (3 сек), но не помогает. Электрод держу почти перпендикулярно трубе и как можно ближе (короткая дуга, правда так как столик ручной и собран из металолома длина дуги скачет но в узких пределах). Подскажите как победить такой дефект, хочу научится варить с гарантией отсутствия подобных кратеров.