RyuuKiiroi
-
Постов
15 -
Зарегистрирован
-
Посещение
Достижения RyuuKiiroi
")
Новичок (1/14)
6
Репутация
-
Ну кое как видно, наверное зависит от затемнения маской. Но полностью шов формируется далеко и за ним можно лишь только следить для проверки. А так я смотрю по расплавлению кромок дугой и равномерному заполнению шва сразу за дугой. А там все само нормально получается.
-
Это зависит от типа обмазки или ее количества? Просто померил, на судиславских ОЗС-12 и уони 13/55 2мм, обмазка 3,25мм. А на ЛЭС МР-3С 2мм - 3,6мм. ЛЭС горят как бенгальские огни с кривой обмазкой, вроде варят нормально, но временами вспыхивают, что неприятно. Лежит много тройки ЛЭС МР-3 10-ого года и старше, там такой проблемы вроде нет.
-
Проще, но не интересней . И рукав там 6 метров всего и протяжка не очень, на такой длине при изгибе подкусывает. Баллон 10л, большой никак не куплю, а заправка по цене одинаково почти стоит. А здесь я кабель 12м поставил и бегаешь как хочешь. Да и шов не хуже, шлак только сбивать надо.
-
Я вижу, что металл идет на некотором расстоянии от электрода, есть граница, дуга, шлак, металл. Но различий как то не делаю, просто слежу, чтобы края равномерно заливало и все. Разницы по видимости ванны между основными и рутиловыми не заметил особой. Как только купил двойку и подобрал ток, то шов стал нормальным. Есть неровности, но варить немного неудобно. Здесь уони 13/55. Варю такие штучки, еще одну осталось. Потом несколько маленьких и все сварить.



-
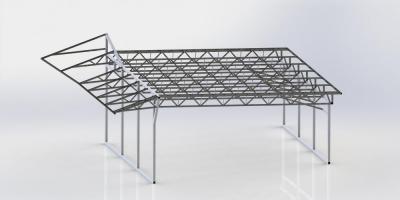
Долго не отвечали, а я уже и забыл. Проблема больше в толщине электродов. Даже если с отрывом варю, то шлак в тех электродах хорошо пристает и между валиками сбить тяжело. Электроды индийские, 2,5, горят очень ровно, но без отрыва просто прожигают, а на малом токе так хреново варят на грани прожига. Купил ОЗС-12 судиславские 2мм и ими очень хорошо дело пошло. И вот как раз купил уони-13/55 мм, тоже судиславские. Сначала вроде варилось нормально, поджигать их сложнее конечно. Но потом вдруг резко начал материться. Взял озс и еле разжег. Сразу к щитку, а там на двух фазах 230-240в, а на одной 180в . В другую розетку включил и дальше пошло. Сравнил ОЗС-12 и уони-13/55, у первых шов более красивый, блестящий. У уони он шероховатый, но при этом более пластичный на излом. Но мне думаю без разницы особо, ферму рассчитывал с большим запасом, 500кг/м2 и там нагрузка в узлах не более 100МПа, потому что в основном я пытался от прогиба избавиться, 8м пролет. Вот только какими электродами не варил, шлак на тавровом соединении у всех плохо отходит, так должно быть?
-
Это то, что получается сейчас А это примерно в середине. Конечно приходится счищать и переваривать. И еще получается я все это время варил на прямой полярности, а казалось что на обратной, путаю, когда долго не варю )) Скорее всего здесь главная ошибка в высоте шва и большом токе. Но еще прикупил электроды 2-ку. И сразу еще вопрос, есть ли видео, где сваривают горизонтальный шов в малом угле между свариваемыми плоскостями?



-
Сварщик не начинающий, но самоучка. Варю в основном полуавтоматом, еще меньше аргоном. Сейчас решил сварить себе навес и варю ферму, поэтому требования к качеству шва. Но варить его решил MMA. Электроды 6013, индийские, взял 2.5 и 3.2. Еще есть 3.0 МР-3. Сначала пробовал варить тройкой, но при достаточном токе для сварки в шов лезет шлак или появляются свищи. Взял 2.5, тоже самое, потом поставил ток 75-80А по крутилке и начало варить, шов вроде получается идеальный, но он полукруглый внутрь. Варю 2мм раскосы к 4мм полке, профиль. Общий шов 12см. Электроды 2.5 и при токе 75-80А к концу шва обмазка из серой становится коричневой, то есть электрод неплохо нагревается, но остатками прохожу небольшие швы и варит нормально. Варить приходится практически с опиранием электрода на металл. Больше беру на полку. Если начинаю размазывать шов пошире или чуть задержу на месте, то шлак в шве. После сварки обмазка лежит высоким валиком не касаясь материала, как если бы шов клали на низком токе, но под ней на вид идеальный шов. Не нравится то, что она сбивается не вся сразу. Пересматриваю много видео, и увидел как шлак выгоняют движениями вперед назад, загоняя электрод в сварочную ванную. И насколько правильно продолжать сварку не отбивая шлак? И да, соединение получается тавровое. Фотки смогу сделать только в середине дня.
-
Спасибо за ответы, я тоже что то пропал. Уже куплен как года 2, tig 200p ac/dc. Аппарат не чтобы уж крутой. Но вроде как варит. Сделана стойка под него. http://img-fotki.yandex.ru/get/5802/101291024.3/0_76504_27e1f0a0_orig Но варю им что то мало. В основном чермет полуавтоматом.
-
tig Ок AkaShira Я хз, но читал что там на вентиле стоит клапан аварийный, для сброса давления. Но я хз, такого не видел. По правилам понял, что газ является опасным грузом, но на одной транспортной единице, определенное количество таковым не является. Непонятка только с самим процессом перевозки, то есть крепления, положение. Думаю летом в такой перевозке ничего опасного нету. Опасно тока зимой, т.к. это Россия- мать ее... )) Помню кстати в старые добрые, по деревне возили газ в баллонах, сотовая конструкция, баллоны лежа были. Я хочу перевезти аргон и углекислоту. Думаю брать 40 литровые баллоны, чтоб надолго. Вот хз как перевозить.
-
tig, ты меня бросил? )
-
Ну был кажись под углекислоту, по крайней мере она там была) Я с помощью нее комп разгонял, потому, что если баллон перевернуть, то сухой лед выпадал. По маркировке баллон на 150атм, а вот с датой хз, там чет непонятное. Можно ли кстати баллон в багажнике легковушки провозить? Просто по правилам по идее только в стоячем положении. И на скока хватит 10 литрового баллона аргона? Ну и углекислоты, эт если для полуавтомата? И еще, можно ли баллон хотя бы 10 литровый перевозить в легковушке, или все сжатые газы относятся к опасным грузам? Термины http://www.svarka74.ru/articles/argonodugovaja-svarka-terminy-i-opredelenija/
-
Нук дык, в оснлвном это для себя. Просто денег не много, а всякий инструмент я люблю. Ну и люблю делать что нить своими руками. Мне кстать 21 год, варить начал еще в 14 лет, тайком от бати. Уже собрал компрессор. По крайней мере основную его часть. Буду потом докупать пневмоинструмент. И доп детали к нему. Вот компрессор http://s49.radikal.ru/i124/1006/55/79b577e831fet.jpg http://s40.radikal.ru/i087/1006/28/c7e09381f45ft.jpg http://s47.radikal.ru/i117/1006/4b/3b58aa80727bt.jpg Ты в баллонах разбираешься? А то есть у меня какой то, кажись 10л, под углекислоту. Но достаточно старый. Его можно перезаправить? http://s003.radikal.ru/i202/1006/b7/afead367d452t.jpg
-
Сварочник http://www.kyba.net/index.php?productID=282 Осцилятор http://www.svarka.by/product.php?productid=667 http://www.superweld.ru/stations88.html Пишут, что он на постоянный ток, хотя я его включал на переменку в сварочник представленный выше. Чем отличается последовательное включение от параллельного? Вот здесь я нашел Горелки
-
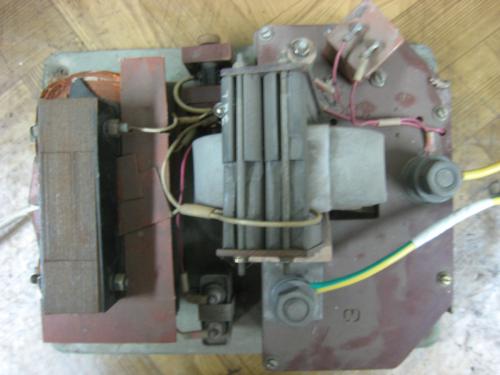
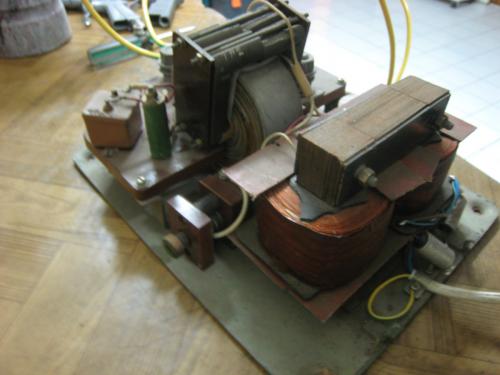
Чет не спится ) Вот фоточки





-
Оч хочется иметь набор инструментов в гараже. Но денег как то особо нету. Имеется трансформаторный сварочник, электродами. Еще есть какой то осцилятор, советского производства кажись, последовательного включения. Можно ли соединив все это дело и докупив горелку с баллоном, получить сварочный аппарат для сварки алюминия? Каково будет его качество? Завтра выложу фотки осцилятора и сварочника. Живу близ Москвы.