Сварка трением | Преимущества и недостатки сварки
 Эксперт
Эксперт
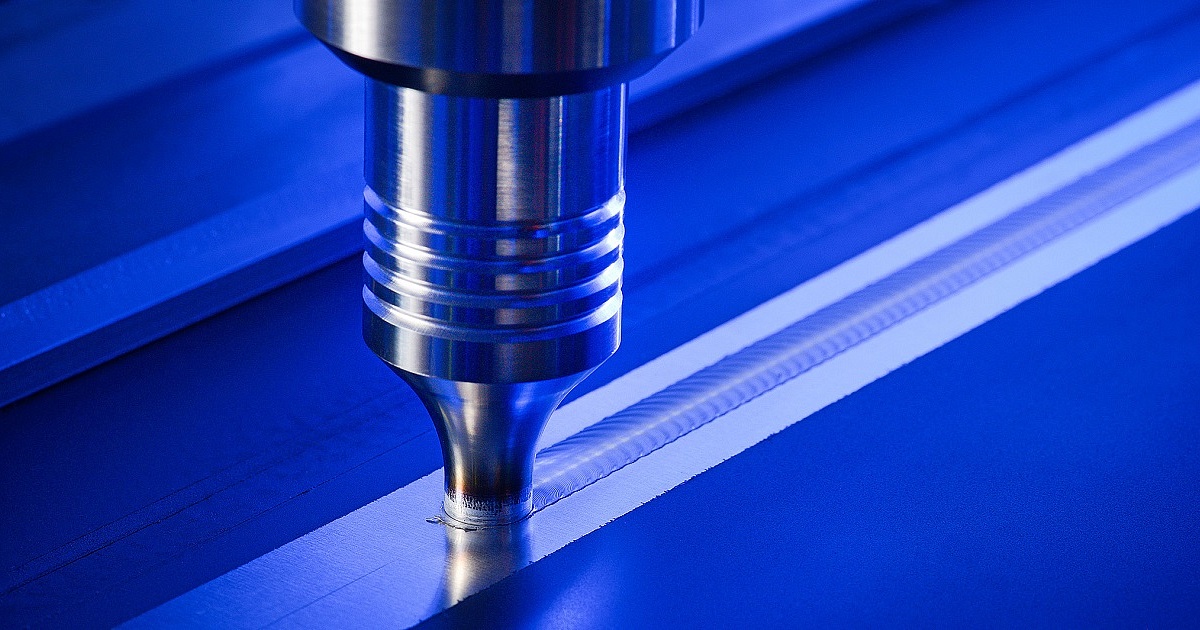
Почему сварка трением — это эффективная, но не универсальная сварка
При определенной сложности применения, в связи с узкой специализацией оборудования, сварка трением обеспечивает хорошую производительность, хорошее качество формирования сварного шва и прочность соединения, и довольно высокую производительность, в связи с серийностью производимых изделий и конструкций. Вследствие чего у данного способа, как и у других, применяемых в отечественной и зарубежной промышленности, есть свои преимущества и недостатки
Сварка трением: преимущества сварки
- предварительная механическая обработка околошовной зоны, минимальна, в связи с тем, что удаление вредных примесей и окислов, происходит во время процессов сварки за счет трения. Кроме того за счет механизации, сокращено время обработки поверхности шва после завершения формирования сварного шва;
- высокая степень автоматизации и механизации процессов сварки трением, уже заложено в самом процессе сварки трением, что наиболее располагает ее для применения при крупносерийном и массовом производстве;
- применение программной среды с использованием алгоритмов обработки, ввиду высокой степени автоматизации, позволяет получить детали с минимальными отклонениями от заданных требований, и значительно снизить вредное влияние человеческого фактора;
- высокая производительность способа, со снижением затрат времени, так как процесс соединения деталей составляет от нескольких секунд до нескольких минут. Старт, сам процесс, и его завершение занимают меньше времени, чем при других способах сварки;
- за счет использования трения как основного фактора соединения металлов, снижению времени нагрева и локализации ее области, позволяет снизить энергозатраты на использование данного способа, при этом потери энергии на обогрев окружающего пространства, а применение присадочных сварочных материалов, за исключением пары разновидностей сварки трением не требуется вовсе;
- при грамотно составленном, и скорректированном технологическом режиме, характеристики сварного шва практически идентичны основному металлу, а наличие дефектов (пористость, каверны, трещины, посторонние включения ) в самом шве сведено к минимуму;
- снижение требований контроля качества, и количества проверяемых образцов в партии, ввиду однотипности характеристик деталей в серии. Другими словами, при получении соответствия заданным требованиям по результатам разрушающего контроля одной детали, принимается решение о годности всей партии, что значительно экономит время и средства на производстве;
- сварка трением позволяет соединять разнородные металлы и сплавы, зачастую абсолютно недоступные для других способов, например такие как:
- алюминий и сталь
- титан и сталь
- никелевый сплав и сталь
- медь и алюминий
- медь и титан и т.д.;
- благодаря минимизации наличия вредных факторов, влияющих на окружающую среду и организм человека (высокое напряжение, брызги расплавленного металла, ультрафиолетовое излучение, пожароопасность и др.) повышается экологичность данного способа;
Сварка трением: недостатки сварки
Как и у любой другого применяемого в промышленности способа, у сварки трением наряду с преимуществами наличествует и ряд недостатков:
- ограничение по форме и размерам заготовок: они должны быть цилиндрической или прямоугольной формы, а их размеры ограничены рабочими диапазонами захватов и рабочего хода навесного оборудования станков. Применением способа к криволинейным швам, швам сложной геометрической формы, или швам большой протяженности невозможно;
- использование габаритного стационарного оборудования узкой специализации, исключает его универсальность и мобильность, применением данного оборудования возможно только на стационарных производственных площадках;
- формирование деформации структуры металла в зоне сварного шва при сильных динамических нагрузках, способствует возникновению концентрации усталостных напряжений и микротрещин, снижению коррозионной стойкости зоны сварного шва и других сопутствующих дефектов. Чтобы снизить влияние или исключить негативные факторы, на заготовке оставляют грат, удаление которого увеличивает трудоемкость при изготовлении деталей данным способом;
Вывод: Недостатки, ограничивающие использование сварки трением, не позволяют считать его универсальным способом, ввиду серьезных ограничений, но в своей сфере применения она обладает значительной эффективностью перед другими способами.
Подробнее о процессе сварки трением и видах сварки читайте в статье Сварка трением: процессы и виды сварки металлов